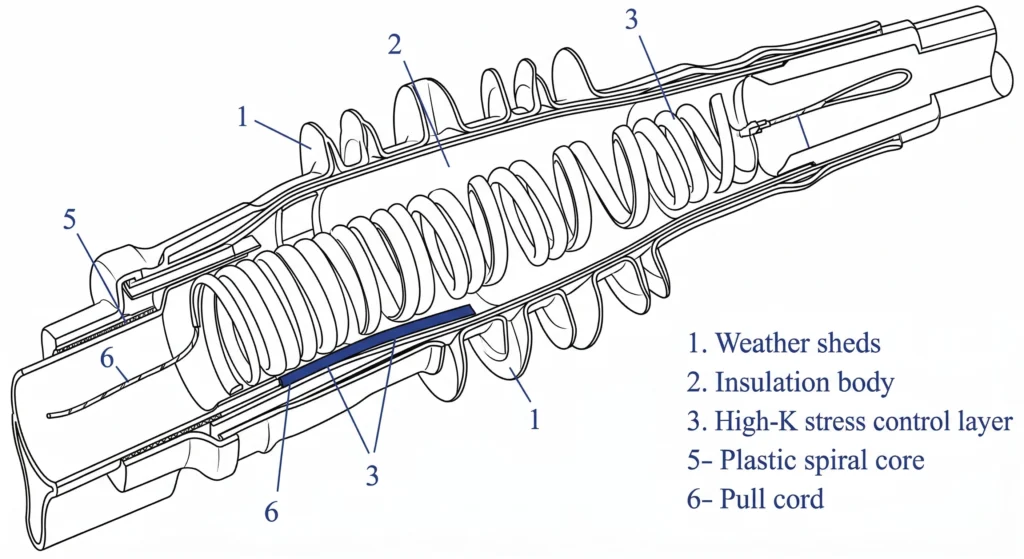
الشكل 1: الشكل 1: رسم تخطيطي مقطعي مستعرض لإنهاء كابل الانكماش البارد يوضح جسم السيليكون الممدد مسبقًا وأنبوب التحكم في الضغط الداخلي.
إن إنهاء الانكماش البارد عبارة عن غلاف أنبوبي أنبوبي مرن مسبق التمدد مصمم لتوفير عزل عازل كهربائي أولي وتخفيف إجهاد المجال الكهربائي ومانع تسرب بيئي في الأطراف المكشوفة لكابلات الطاقة ذات الجهد المتوسط (MV) والجهد العالي (HV). على عكس تقنيات الانكماش الحراري التي تتطلب مصدرًا حراريًا لتنشيط المادة، يتم توسيع مكونات الانكماش البارد في المصنع وتحميلها على أسطوانة بلاستيكية ملفوفة قابلة للإزالة. عند فك هذا اللب الداخلي، ينهار مطاط السيليكون، مستخدماً ذاكرته المرنة المتأصلة لخلق ضغط شعاعي دائم ونشط على واجهة الكابل.
فيزياء الذاكرة المرنة
ويعتمد الأداء الأساسي لها اعتمادًا كبيرًا على الخواص الفيزيائية لمطاط السيليكون السائل (LSR) أو المطاط المدمج الممدد المسطح EPDM عالي التركيب. أثناء التصنيع، يتم شد الجسم المطاطي المرن إلى ما يقرب من 200% إلى 250% من قطره الداخلي المسترخي. وبمجرد نشره في الميدان، تسعى المادة جاهدة للعودة إلى أبعادها الأصلية. نظرًا لأن قطر الكابل المستهدف يتم اختياره عمدًا ليكون أكبر من حالة استرخاء الملحق بالكامل، فإن الإنهاء يمارس قوة ضغط مستمرة.
هذا الضغط الشعاعي المستدام - الذي يبلغ قياسه عادةً ≥ 0.08 ميجا باسكال عند واجهة الكابل - يضمن تلامسًا محكمًا وخاليًا من الفراغات ويمنع دخول الرطوبة طوال فترة الخدمة المقصودة للتركيب. وعلاوةً على ذلك، يجب أن تحافظ تركيبات السيليكون الممتازة على هذا التماسك الميكانيكي مع تحمل درجات حرارة تشغيل الموصلات المستمرة حتى 90 درجة مئوية وظروف الحمل الزائد في حالات الطوارئ ذات الدائرة القصيرة التي تصل إلى 250 درجة مئوية دون فقدان المرونة.
إدارة المجال العازل الكهربائي
وبالإضافة إلى الختم المادي، يجب أن يتعامل الإنهاء مع الضغوط الكهربائية الشديدة التي تحدث عند قطع شاشة العزل المبثوقة في المصنع للكابل. وبدون التخفيف المناسب، فإن تركيز المجال الكهربائي عند حافة القطع هذه سيتجاوز بسرعة قوة الانهيار العازل للهواء المحيط، مما يؤدي إلى تفريغ جزئي موضعي وتتبع وميض كهربائي في نهاية المطاف.
وتعالج عمليات الإنهاء بالانكماش البارد هذا الأمر من خلال دمج أنابيب التحكم في الإجهاد الانكساري (عالية K) عالية النفاذية أو مخاريط الإجهاد الهندسية مباشرةً في جسم السيليكون المصبوب. ولضمان الموثوقية على المدى الطويل وسلامة العزل في ظل هذه الضغوطات الموضعية، يتم اختبار هياكل الإنهاء الحديثة بدقة والتحقق منها وفقًا لأطر الصناعة. [تحتاج إلى مصدر رابط السلطة] (المرساة المقترحة: معيار IEC 60502-4 لملحقات كابل الطاقة).
[رؤى الخبراء: حقائق اختيار المواد]
مخروط الراتينج المسطح المسطح مقابل الملدنة المخروطية المسطحة: يوفر مطاط السيليكون السائل (LSR) بشكل عام مقاومة فائقة للأشعة فوق البنفسجية والتتبع للبيئات الخارجية شديدة التلوث، بينما يمكن أن يوفر مطاط السيليكون السائل (EPDM) مقاومة ميكانيكية أعلى قليلاً للثقب في المواقع الصناعية الوعرة.
الضغط النشط مدة الصلاحية: تحقق دائماً من تاريخ التصنيع قبل التركيب. قد تفقد الملحقات التي تم توسيعها مسبقًا والمخزنة فوق 40 درجة مئوية لأكثر من 18 إلى 24 شهرًا جزءًا من استعادتها الدائمة، مما قد يؤدي إلى ارتخاء التثبيت ودخول الرطوبة في نهاية المطاف.
الهيكل الداخلي والمكونات العازلة
إن إنهاء الانكماش البارد الممدد مسبقًا ليس أنبوبًا متجانسًا؛ فهو نظام مركب مصمم هندسيًا بدرجة عالية لاستعادة سلامة العزل وتوفير إحكام إغلاق بيئي قوي في واجهات الكابلات الضعيفة. ولتحقيق عمر افتراضي يتراوح بين 25 و40 عامًا، يجب أن تدمج هذه الأنبوبة ثلاث طبقات وظيفية متميزة في وحدة واحدة قابلة للنشر.
آلية التحكم في الإجهاد
عندما تتم إزالة الشاشة شبه الموصلة المؤرضة لكابل الطاقة، تتركز خطوط المجال الكهربائي بشدة عند حافة القطع. ولمنع الانهيار العازل الكهربائي الموضعي للهواء المحيط، تستخدم نهايات الانكماش البارد طريقة التحكم في الإجهاد الانكساري. ويتضمن ذلك طبقة داخلية من مادة مرنة مصممة خصيصًا - إما مقذوفة بشكل مشترك أو مصبوبة مباشرة داخل جسم الإنهاء الرئيسي.
يتميز أنبوب التحكم في الإجهاد هذا بسماحية نسبية عالية (عادةً K = 15 إلى 25) ويجب أن يحافظ على مقاومة حجمية ثابتة ≥ 1010 Ω-سم. من خلال انكسار خطوط المجال الكهربائي عالية التردد بعيدًا عن منطقة القطع الموضعية، فإنه يحد من الحد الأقصى لتدرج الجهد السطحي الأقصى إلى ≤ 2.5 كيلو فولت/ملم، مما يضمن الامتثال طويل الأجل لأطر الاختبار الدولية مثل IEC 60502-4.
العازل الخارجي ومقاومة التتبع
صُنع الهيكل الخارجي الأساسي من مطاط السيليكون السائل (LSR)، المعدل خصيصًا لمقاومة التتبع الكهربائي والتدهور بالأشعة فوق البنفسجية والعوامل الجوية البيئية القاسية. من أهم خصائص مادة السيليكون في هذا التطبيق هي خاصية مقاومة الماء الديناميكية. عند تعرضها للمطر أو التكثيف الشديد في البيئات الخارجية، تجبر طاقة السطح الماء على أن يتجمع ويتدحرج بدلاً من تشكيل طبقة مائية موصلة ومستمرة. في ظل ظروف التلوث الشديدة، إذا أدت تيارات التسرب السطحية إلى تقوس الشريط الجاف، يجب أن تقاوم تركيبة السيليكون التدهور فيزيائيًا، وهي خاصية تم التحقق منها من خلال اختبار المواد المتخصصة [معيار التحقق: IEC 60587 مقاومة التتبع والتآكل عند 4.5 كيلو فولت لمدة 6 ساعات].
معاجين الختم البيئي
بينما يوفر جسم الانكماش البارد الضغط الشعاعي النشط الأساسي، تتطلب التركيبات الميدانية مركبات مانعة للتسرب تكميلية لضمان الحماية الكاملة من دخول الرطوبة. يطبق عمال التركيب معاجين السيليكون أو معاجين البوتيل ذاتية التماسك عالية الالتصاق أو معاجين البوتيل عند نقطتي تقاطع حرجة: واجهة العروة المعدنية العلوية وغلاف الكابل المبثوق السفلي. تملي الخبرة الميدانية أن تغليف هذا المصطكي بدقة متناهية أمر مطلوب بشدة؛ حيث إن محاصرة حتى فراغ هوائي مجهري بالقرب من خطوة الشاشة شبه الموصلة يمكن أن يؤدي إلى تفريغ جزئي داخلي. تعمل هذه المواد اللاصقة كحاجز رطوبة غير منفذ للرطوبة بينما تعمل في نفس الوقت كمخزن مؤقت مرن أثناء دورات التحميل الحراري المفاجئة.
ما قبل التركيب: تفاوتات إعداد الكابلات
تُظهر البيانات الميدانية باستمرار أن الاختيار المناسب للملحق يمثل جزءًا فقط من معادلة الموثوقية؛ فالتنفيذ أثناء التركيب له وزن مساوٍ أو أكبر. ستفشل حتمًا عملية إنهاء الانكماش البارد إذا تم إعداد الكابل الأساسي متوسط الجهد بشكل غير صحيح. وتحدد الخطوات التحضيرية التالية التفاوتات الحرجة في الأبعاد وإجراءات المناولة المطلوبة قبل نشر الجسم المرن.
إزالة السترة ومعالجة الدرع
تتضمن المرحلة الأولية إزالة الغلاف البوليمر الخارجي وكشف الدرع المعدني. واعتمادًا على فئة جهد النظام، يتراوح بُعد قطع الغلاف عادةً من 250 مم إلى 450 مم. يجب على عمال التركيب تأمين السلك النحاسي أو الدرع الشريطي بعناية، وطيّه للخلف وربطه مؤقتًا بعيدًا عن الطريق لمنع تلوث الطبقات الأساسية. يجب تنعيم أي حواف مسننة أو نقاط حادة متبقية على الدرع المعدني لمنع حدوث ثقب ميكانيكي في السدادات المصطكي أو التجويف الداخلي لجسم الإنهاء.
تسجيل الطبقات شبه الموصلة
إزالة الشاشة شبه الموصلة المبثوقة هي الخطوة الأكثر أهمية والأكثر عرضة للخطأ في تسلسل التحضير بأكمله. وتملي التجربة الميدانية أن هذه الطبقة لا يمكن ببساطة تقطيعها إلى شرائح حتى اللب.
يجب أن يستخدم القائمون على التركيب أداة تسجيل معايرة بدقة لإنشاء أخدود حلزوني أو طولي لولبي أو طولي مع ترك طبقة مجهرية من المادة شبه الموصلة سليمة ليتم تقشيرها يدويًا. إذا اخترقت الشفرة بعمق شديد وشقّت طبقة العزل XLPE الأساسية ولو بمقدار ≥ 0.1 مم، فإنها تخلق عيبًا موضعيًا لا يمكن إصلاحه وعالي الضغط. في ظل ظروف التشغيل، تعمل هذه الهندسة المجهرية على تضخيم المجال الكهربائي الموضعي (غالبًا ما يتم التعبير عنه على أنه ΔE مرتفع)، مما يؤدي إلى تفريغ جزئي من شأنه أن يخترق جدار العزل في النهاية.
تنظيف العازل وتلميعه
وبمجرد تقشير الطبقة شبه الموصلة يدويًا، يجب جعل عازل XLPE المكشوف نقيًا تمامًا. يجب على عمال التركيب تلميع سطح العزل باستخدام شريط كاشط من أكسيد الألومنيوم غير موصل (عادةً 120-حبيبات متبوعة ب 240-حبيبات) لإزالة أي نتوءات أو درجات أو فجوات كربونية متبقية عند حدود الطبقة شبه الموصلة.
يجب إجراء التنظيف باستخدام مناديل مذيبة معتمدة سريعة التبخير وخالية من الوبر. وتخضع حركة المسح لقاعدة ميدانية صارمة: دائمًا ما يتم المسح من الطرف النظيف للعزل إلى أسفل نحو الشاشة شبه الموصلة المتبقية. ويؤدي عكس هذا الاتجاه إلى خطر سحب جزيئات الكربون الموصلة إلى السطح العازل المحضر، مما يخلق مسارات تتبع مجهرية غير مرئية. يساعد اتباع منظم خلال هذه الخطوات التحضيرية على تحديد هذه العيوب القاتلة قبل التنشيط.
[رؤى الخبراء: تشخيصات التحضير الميداني]
“اختبار الأظافر”: بعد إزالة الطبقة شبه المخروطية، اسحب ظفرك برفق عبر خطوة الانتقال إلى عازل XLPE. إذا أمسك ظفرك بقوة، فإن الانتقال يكون مفاجئًا للغاية وسيتسبب في تركيز مجال كهربائي غير مرغوب فيه. يجب صقله بسلاسة.
وميض المذيبات: لا تقم أبدًا بتحريك جسم الإنهاء فوق الكابل بينما لا يزال العزل مبللاً بمذيب التنظيف. فالمركبات العضوية المتطايرة المحتبسة (VOCs) تحت السيليكون ستقلل بشكل كبير من قوة العزل الكهربائي الداخلية وتسبب انهياراً مبكراً.
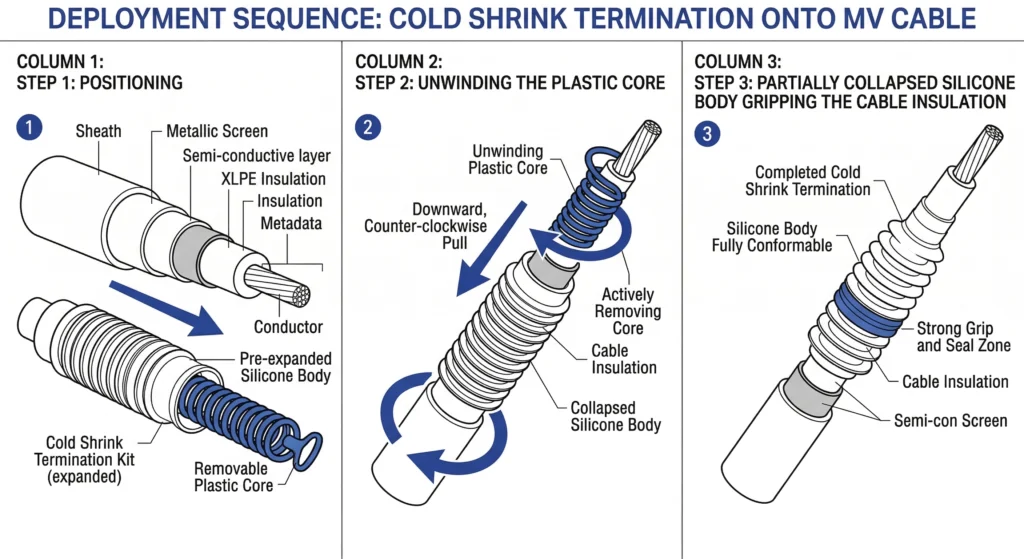
تسلسل تركيب الانكماش البارد (خطوة بخطوة)
بمجرد تجهيز الكابل وصقله بالكامل، يبدأ النشر الفعلي للملحق المرن. وخلافاً لتقنيات الانكماش الحراري التي تتطلب لهباً مكشوفاً وإدارة حرارية دقيقة في الخندق أو الشاحنة ذات الجرافة، يعتمد هذا التسلسل كلياً على الطاقة الميكانيكية الكامنة والالتزام الإجرائي الصارم.
الشكل 2: تسلسل التركيب الذي يسلط الضوء على الاستخراج الحرج بعكس اتجاه عقارب الساعة للقلب الحلزوني البلاستيكي.
وضع جسم الإنهاء
يتم انزلاق جسم السيليكون الممدد مسبقاً بعناية فوق طرف الكابل المعد. الدقة التامة خلال مرحلة المحاذاة الأولية هذه إلزامية. يجب على المثبتين الميدانيين وضع قاعدة الإنهاء على مسافة محددة للغاية من قطع الغلاف - عادةً من 10 مم إلى 25 مم، والتي يمليها قالب الأبعاد الخاص بالشركة المصنعة. نظرًا لأن السيليكون ينهار مع الضغط الشعاعي النشط الهائل، فإن إعادة وضع الملحق بعد بدء عملية الانكماش مستحيل ماديًا دون تمزيق المصطكي الداخلي للتحكم في الضغط أو إتلاف التداخل شبه الموصل.
فك اللولب الحلزوني
تملي ديناميكيات استخراج اللب حركة سلسة ومستمرة لمنع العيوب الهيكلية. يمسك المثبّت الطرف السائب للشريط الحلزوني البلاستيكي البارز من أسفل الجسم الأنبوبي. ومن خلال سحب هذا الشريط بعكس اتجاه عقارب الساعة، يبدأ القلب في الانفصال على طول ثقوبه، مما يسمح للسيليكون الممدد بالانهيار التدريجي من الأسفل إلى الأعلى.
يجب على المثبتين الحفاظ على محور السحب موازيًا تمامًا للكابل. إذا تجاوزت زاوية السحب 30 درجة من خط مركز الكابل، فإن الشريط البلاستيكي يتعرض لإجهاد قص شديد ويمكن أن ينحشر أو ينقطع في منتصف التركيب. يوقف اللب المقطوع العملية بشكل فعال وغالبًا ما يفسد طقم الإنهاء عالي القيمة، مما يتطلب من الطاقم قطع الملحق المنكمش جزئيًا بعناية وبدء العملية بأكملها من جديد بوحدة جديدة.
التأريض النهائي والعزل
بعد انهيار جسم الإنهاء بالكامل فوق العازل وعروة الموصل، ينتقل التركيب إلى تأمين الواجهات البيئية والكهربائية.
يتم إنشاء استمرارية التأريض عن طريق طي الشريط النحاسي أو الدرع السلكي للخلف فوق الطبقة شبه الموصلة وتثبيته بنابض بقوة ثابتة. يجب أن يضمن هذا التوصيل الميكانيكي أن تظل مقاومة تلامس الواجهة ≤ 50 Ω، مما يؤدي إلى إدارة تيارات الأعطال العابرة بفعالية دون ارتفاع درجة الحرارة الموضعية. لإكمال التسلسل، يتم تغليف معاجين متخصصة ذاتية الدمج الذاتي بإحكام فوق أسطوانة العروة وقص الغلاف السفلي للوصلة، مما يشكل حاجزًا نهائيًا ضد دخول الرطوبة في البيئات الميدانية القاسية.
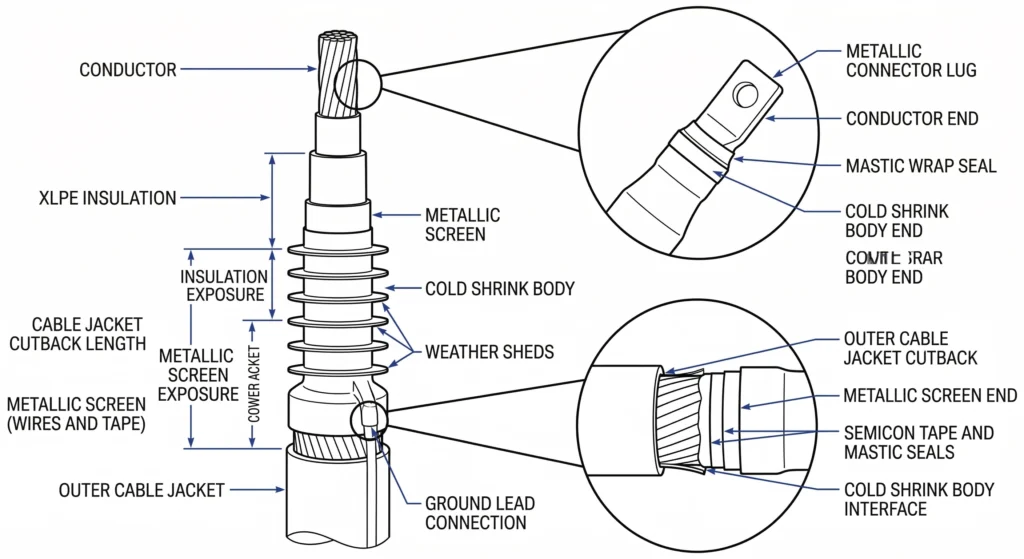
مراقبة الجودة وفحوصات ما بعد التركيب
الشكل 3: الشكل 3: معايير الفحص البصري بعد التركيب مع التركيز على مناطق التداخل الحرجة لقطع الغلاف ومناطق إحكام الغلق بالمصطكي.
يجب ألا يتم تنشيط التركيب المكتمل أبدًا دون التحقق الدقيق. يعمل التشخيص الميداني المنهجي على عزل الأسباب الجذرية قبل حدوث الأعطال المتكررة، ولكن تحديد العيوب وتصحيحها قبل تنشيط الدائرة الكهربائية أكثر اقتصادا بكثير. من خلال اتباع سير عمل منظم لمراقبة الجودة، يمكن للمهندسين الميدانيين التأكد من أن الملحق سيعمل بأمان في ظل ظروف التحميل الكامل.
معايير الفحص البصري
يعتمد الفحص الفوري بعد التركيب على التحقق البصري الصارم والتحقق من الأبعاد. يجب أن يتحقق المثبتون أولاً من أبعاد التداخل في كل من الجزء العلوي والسفلي من الملحق. يجب أن يتداخل جسم السيليكون مع غلاف الكابل السفلي بما لا يقل عن 25 مم إلى 35 مم لضمان إحكام إغلاق الرطوبة البيئية بشكل مناسب. في الواجهة العلوية، يجب أن يغطي الإنهاء بإحكام المصطكي المطبق فوق أسطوانة عروة الموصل دون الإفراط في شد المادة.
يجب أن يظهر جسم الإنهاء أيضاً متحدة المركز تماماً حول محور الكابل. يشير أي انتفاخ موضعي إلى وجود هواء محبوس أو درع شريط نحاسي مطوي أو شريط لاصق ملفوف بشكل غير صحيح. بالإضافة إلى ذلك، فإن الضغط الطفيف والموحد من المصطكي المانعة للتسرب عند حواف أنبوب السيليكون هو مؤشر بصري إيجابي على أن الضغط الشعاعي النشط يضغط على مانع التسرب بشكل صحيح.
أخطاء التثبيت الشائعة التي يجب تجنبها
تشير البيانات الميدانية إلى أن نسبة كبيرة من الأعطال المبكرة ترتبط مباشرةً بأخطاء التنفيذ وليس عيوب التصنيع. على سبيل المثال، غالبًا ما تفشل عملية إنهاء الانكماش البارد بجهد 15 كيلو فولت في الشهر الرابع عشر ليس بسبب خلل في دفعة السيليكون، ولكن بسبب ملوثات الكربون المجهرية المتبقية على عازل XLPE أو طبقة شبه موصلة ممزقة بشدة أثناء مرحلة التحضير.
ومن الأخطاء الميدانية المتكررة الأخرى الفشل في إغلاق العروة الطرفية بشكل كافٍ، مما يسمح للمطر أو الرطوبة المحيطة بالتسرب إلى قلب الموصلات العالقة بمرور الوقت. ولمنع هذه المشكلات المتكررة، يجب على أطقم المرافق والمقاولين الاستفادة من المراجعة التشخيصية المنهجية المتبادلة مع أنماط الفشل الميدانية المعروفة.
على الرغم من أن الفحوصات البصرية ضرورية، إلا أن التأكد من سلامة العازل الكهربائي غالبًا ما يتطلب إجراء اختبار تشخيصي دون اتصال بالإنترنت قبل بدء التشغيل. عادةً ما يقوم المهندسون الميدانيون بإجراء اختبار الصمود بتردد منخفض جدًا (VLF) مع قياسات التفريغ الجزئي (PD). يجب أن يُظهر إنهاء الانكماش البارد السليم ميكانيكيًا والخالي من العيوب مستوى تفريغ جزئي موثوق به يبلغ ≤ 5 pC عند تعرضه لجهد اختبار الطور إلى الأرض بمقدار 1.73 وحدة من 1.73 U0. إذا تجاوزت مستويات PD هذه العتبة، أو إذا كانت مقاومة التلامس الموضعي عند واجهة التأريض تقيس ≥ 100 ميكرومتر، فهذا يشير بقوة إلى وجود فراغ داخلي أو طبقة تحكم في الإجهاد مخترقة أو طبقة تحكم في الإجهاد ضعيفة أو وصلة درع ضعيفة لا يمكن للفحص البصري وحده اكتشافها.
الدعم الهندسي لمشاريع ملحقات الكابلات
يتطلب تحديد مواصفات الإنهاء الصحيح للانكماش البارد مطابقة معلمات المشروع بما يتجاوز فئة الجهد الأساسي. وتمثل المواصفات غير المكتملة نسبة كبيرة من عدم تطابق الملحقات، مما يؤدي إلى تأخير المشتريات والفشل الميداني المحتمل. سواءً كان مشروعك يتضمن توصيل مجموعة مفاتيح كهربائية داخلية قياسية بجهد 15 كيلو فولت أو تركيبات خارجية عالية التلوث بقدرة 35 كيلو فولت على قمة عمود، فإن التحقق الفني الدقيق هو الخطوة الأولى نحو موثوقية الشبكة على المدى الطويل.
عند إعداد وثائق المشتريات الخاصة بك، يجب على المهندسين مقارنة أوراق بيانات الكابلات مع قدرات الملحقات. تشمل معلمات الاختيار الحرجة نطاق قطر العزل الدقيق، والحد الأدنى المطلوب لمسافة الزحف (غالبًا ما يتم تحديده بـ ≥ 31 مم/كيلوفولت لبيئات التلوث الشديد)، والمقطع العرضي للموصل، والذي يمتد عادةً من 50 مم² إلى 630 مم² لشبكات التوزيع. سيؤدي الفشل في مواءمة هذه المتغيرات مع حدود التمدد الفيزيائي لجسم السيليكون إلى عدم كفاية الضغط الشعاعي أو الانهيار العازل.
لتبسيط عملية تحديد المواصفات هذه والتخلص من التخمينات، يمكن للفرق الهندسية استخدام منظم لضمان التقاط جميع نقاط البيانات الفنية الحيوية قبل التقديم. للحصول على الدعم المباشر بشأن مطابقة النماذج الخاصة بالمشروع، أو تكوينات OEM/ODM، أو متطلبات وثائق التصدير، تواصل مع فريقنا الهندسي لـ. توفر ZeeyiElec استجابات فنية سريعة ودعمًا دقيقًا في عرض الأسعار للحفاظ على مشاريع كابلات التوزيع الخاصة بك في الموعد المحدد وسليمة ميكانيكيًا.
الأسئلة المتداولة
ما هي المدة التي تستغرقها عملية الإنكماش البارد؟
عند تركيبه بشكل صحيح وتشغيله ضمن فئة الجهد والحدود الحرارية المحددة له، فإن نظام كابل الطاقة المجهز بملحقات السيليكون هذه يعمل عادةً بشكل موثوق لمدة تتراوح بين 25 إلى 40 عامًا. ومع ذلك، يمكن للعوامل البيئية الشديدة مثل التلوث الملحي الساحلي الشديد أو التعرض الشديد للأشعة فوق البنفسجية أن تؤدي إلى تقادم المادة قبل الأوان إذا لم يتم تحديد النظام بتركيبات سيليكون متخصصة مقاومة للتتبع.
هل يمكن تركيب نهايات الانكماش البارد في الظروف الرطبة؟
في حين أن الإنهاء النهائي المركب النهائي مقاوم للغاية للعوامل الجوية ومصمم لصد المياه، يجب إجراء عملية التركيب المادي في ظروف جافة، ومن الناحية المثالية أقل من 80% رطوبة نسبية. إذا احتجزت الرطوبة المحيطة تحت جسم السيليكون أثناء مرحلة استخراج اللب أثناء التركيب، فإنها تخلق مسارًا موصلًا فوريًا يمكن أن يؤدي إلى تفريغ كهربائي موضعي وفشل العزل المبكر.
ما هو العمر الافتراضي لملحق الانكماش البارد؟
عادةً ما يكون لملحقات الانكماش البارد الممدد مسبقًا فترة صلاحية صارمة تتراوح من 12 إلى 24 شهرًا اعتمادًا على الشركة المصنعة ودرجة الحرارة المحيطة بمرفق التخزين. يمكن أن يؤدي التخزين المطول بعد هذه المدة، خاصةً في بيئات المستودعات التي تتجاوز 40 درجة مئوية، إلى فقدان مطاط السيليكون الممدد لخصائص استرداد التثبيت الدائم، مما يؤدي إلى عدم كفاية الضغط الشعاعي النشط عند التركيب.
هل أحتاج إلى أدوات خاصة لتركيب طرف الانكماش البارد؟
لا يلزم وجود لهب مكشوف أو مسدسات حرارية أو أدوات هيدروليكية متخصصة لتقليص الملحق على الكابل، مما يجعله أكثر أمانًا بطبيعته في البيئات المتقلبة. ومع ذلك، فإن أدوات تحضير الكابلات القياسية - خاصةً أدوات التسجيل شبه الدقيقة شبه المخروطية التي تمت معايرتها بدقة ≤ 0.1 مم - ضرورية للغاية لضمان عدم ثقب أو تلف العزل الأساسي XLPE قبل التطبيق.
ماذا يحدث إذا علق القلب الحلزوني أثناء الفك؟
إذا انقطع اللب الحلزوني البلاستيكي المستمر أو انحشر بسبب زوايا السحب غير الصحيحة، فقد يؤدي ذلك إلى إيقاف عملية التركيب تمامًا وربما إفساد الملحق إذا كان قد انهار جزئيًا بالفعل على الكابل. يجب أن يحافظ القائمون على التركيب على سحب ثابت بعكس اتجاه عقارب الساعة موازٍ تمامًا لمحور الكابل، مع الحفاظ على أي زاوية انحراف ≤ 15 درجة، لضمان استخراج سلس ومستمر وخالٍ من التمزق.
هل يمكن إعادة وضع نهاية الانكماش البارد بعد الانكماش؟
بمجرد إزالة اللب الحلزوني البلاستيكي وانهيار جسم السيليكون على الكابل، لا يمكن انزلاق الإنهاء أو لفه أو تغيير موضعه دون المخاطرة بحدوث تمزق كارثي لطبقات التحكم في الضغط الداخلية. تعد الدقة التامة أثناء مرحلة المحاذاة الأولية - التي تتطلب عادةً تداخلًا دقيقًا يتراوح بين 10 مم و25 مم في الغلاف - إلزامية تمامًا من أجل تركيب ناجح وآمن.
يويو شي
تكتب يويو شي في ZeeyiElec، مع التركيز على ملحقات الجهد المتوسط ومكونات المحولات وحلول ملحقات الكابلات. تغطي مقالاتها تطبيقات المنتجات، والأساسيات التقنية، ورؤى المصادر للمشترين العالميين في مجال الصناعات الكهربائية.