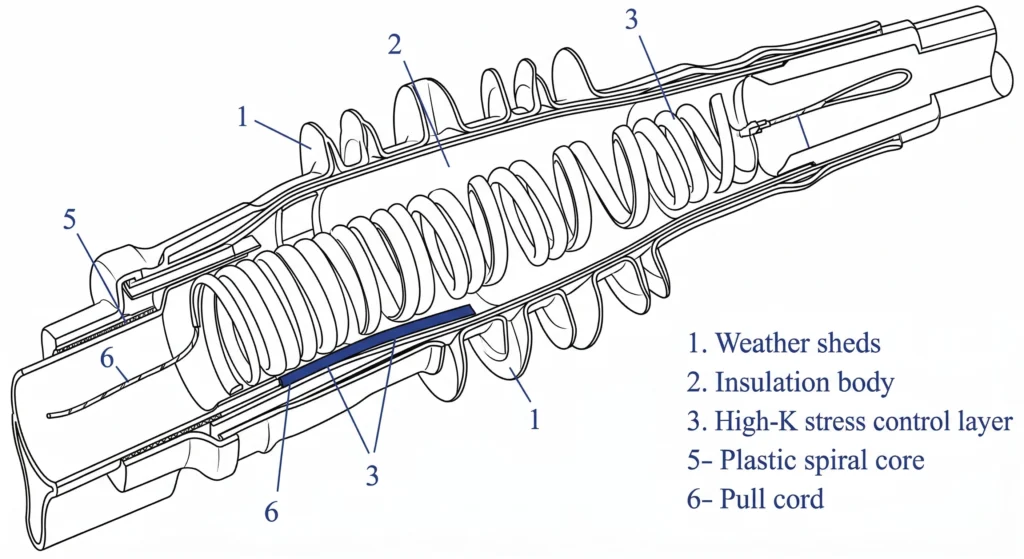
Abbildung 1: Querschnittsdarstellung eines Kaltschrumpf-Kabelendverschlusses, die den vorgedehnten Silikonkörper und den inneren Spannungsausgleichsschlauch zeigt.
Ein Kaltschrumpfabschluss ist ein vorgedehnter, röhrenförmiger Elastomerschlauch, der für die primäre dielektrische Isolierung, die Entlastung von elektrischen Feldern und die Abdichtung gegen Umwelteinflüsse an den freiliegenden Enden von Mittel- und Hochspannungskabeln entwickelt wurde. Im Gegensatz zu Wärmeschrumpftechnologien, die eine Wärmequelle zur Aktivierung des Materials erfordern, werden Kaltschrumpfkomponenten werkseitig expandiert und auf einen abnehmbaren, gewickelten Kunststoffzylinder geladen. Beim Abwickeln dieses inneren Kerns kollabiert der Silikonkautschuk und nutzt sein inhärentes elastisches Gedächtnis, um einen permanenten, aktiven Radialdruck gegen die Kabelschnittstelle zu erzeugen.
Die Physik des elastischen Gedächtnisses
Die Hauptleistung dieser Produkte hängt stark von den physikalischen Eigenschaften von Flüssigsilikonkautschuk (LSR) oder hochformuliertem EPDM ab. Bei der Herstellung wird der Elastomerkörper auf etwa 200% bis 250% seines entspannten Innendurchmessers gedehnt. Nach dem Einsatz in der Praxis strebt das Material danach, seine ursprünglichen Abmessungen wieder anzunehmen. Da der Zieldurchmesser des Kabels absichtlich größer gewählt wird als der vollständig entspannte Zustand des Zubehörs, übt der Abschluss eine kontinuierliche Druckkraft aus.
Dieser anhaltende radiale Druck - der typischerweise ≥ 0,08 MPa an der Kabelschnittstelle beträgt - gewährleistet einen dichten, lückenlosen Kontakt und verhindert das Eindringen von Feuchtigkeit während der gesamten vorgesehenen Lebensdauer der Anlage. Darüber hinaus müssen Premium-Silikonformulierungen diesen mechanischen Halt beibehalten, während sie Dauerbetriebstemperaturen von bis zu 90 °C und Kurzschluss-Notfallüberlastungen von bis zu 250 °C ohne Elastizitätsverlust standhalten.
Management des dielektrischen Feldes
Neben der physischen Abdichtung muss der Abschluss die starken elektrischen Spannungen bewältigen, die dort auftreten, wo die werkseitig extrudierte Isolationsabschirmung des Kabels zurückgeschnitten wird. Ohne geeignete Maßnahmen würde die Konzentration des elektrischen Feldes an dieser Kante schnell die dielektrische Durchschlagsfestigkeit der umgebenden Luft übersteigen, was zu lokalen Teilentladungen, Verfolgung und schließlich zum Überschlag führen würde.
Kaltschrumpfende Endverschlüsse lösen dieses Problem, indem sie entweder Rohre mit hoher Brechzahl (High-K) oder geometrische Spannungskonen direkt in den Silikonkörper integrieren. Um die langfristige Zuverlässigkeit und die Integrität der Isolierung unter diesen lokalisierten Spannungen zu gewährleisten, werden moderne Endverschlüsse rigoros getestet und anhand von Industrierahmenbedingungen überprüft. (Vorgeschlagene Verankerung: Norm IEC 60502-4 für Stromkabelzubehör).
[Experteneinblick: Realitäten der Materialauswahl]
LSR vs. EPDM: Flüssigsilikonkautschuk (LSR) bietet im Allgemeinen eine bessere UV- und Kriechstromfestigkeit für stark verschmutzte Außenumgebungen, während EPDM eine etwas höhere mechanische Durchstoßfestigkeit für raue Industriestandorte bieten kann.
Aktiver Druck Haltbarkeitsdauer: Überprüfen Sie vor dem Einbau immer das Herstellungsdatum. Vorgedehntes Zubehör, das länger als 18 bis 24 Monate bei über 40 °C gelagert wird, kann einen Teil seiner dauerhaften Rückstellung verlieren, was zu einem lockeren Sitz und dem Eindringen von Feuchtigkeit führen kann.
Interne Struktur und dielektrische Komponenten
Ein vorgeschrumpfter Kaltschrumpfabschluss ist kein homogener Schlauch, sondern ein hochentwickeltes Verbundsystem, das die Integrität der Isolierung wiederherstellt und eine robuste Abdichtung gegen Umwelteinflüsse an empfindlichen Kabelschnittstellen bietet. Um eine Lebensdauer von 25 bis 40 Jahren zu erreichen, müssen sie drei verschiedene Funktionsschichten in einer einzigen einsetzbaren Einheit integrieren.
Mechanismus zur Stresskontrolle
Wenn die geerdete halbleitende Abschirmung eines Stromkabels entfernt wird, konzentrieren sich die elektrischen Feldlinien stark an der Rückschnittkante. Um einen lokalen dielektrischen Durchschlag in der Umgebungsluft zu verhindern, wird bei Kaltschrumpfmuffen eine Methode zur Kontrolle der Brechungsspannung eingesetzt. Dabei wird eine innere Schicht aus einem speziell formulierten Elastomermaterial entweder koextrudiert oder direkt in den Hauptabschlusskörper gegossen.
Dieses Spannungsregelungsrohr weist eine hohe relative Dielektrizitätskonstante auf (typischerweise K = 15 bis 25) und muss einen stabilen Volumenwiderstand von ≥ 1010 Ω-cm. Durch die Brechung der hochfrequenten elektrischen Feldlinien weg von dem lokalisierten Cutback-Bereich wird der maximale Spannungsgradient an der Oberfläche auf ≤ 2,5 kV/mm begrenzt, was die langfristige Einhaltung internationaler Prüfvorschriften wie IEC 60502-4 gewährleistet.
Äußere Isolierung und Kriechstromfestigkeit
Der primäre Außenkörper besteht aus Flüssigsilikonkautschuk (LSR), der speziell so modifiziert wurde, dass er elektrischen Ableitungen, UV-Zersetzung und extremen Witterungseinflüssen widersteht. Eine herausragende Materialeigenschaft von Silikon in dieser Anwendung ist seine dynamische Hydrophobie. Wenn sie im Freien Regen oder starker Kondensation ausgesetzt sind, zwingt die Oberflächenenergie das Wasser dazu, abzuperlen, anstatt einen durchgehenden, leitfähigen Wasserfilm zu bilden. Unter schweren Verschmutzungsbedingungen, wenn Oberflächenleckströme zu trockenen Lichtbögen führen, muss die Silikonformulierung physikalisch widerstandsfähig sein, eine Eigenschaft, die durch spezielle Materialtests überprüft wird [VERIFY STANDARD: IEC 60587 Kriechstrom- und Erosionsbeständigkeit bei 4,5 kV für 6 Stunden].
Umweltverträgliche Dichtungsmassen
Während der Kaltschrumpfkörper den primären aktiven Radialdruck liefert, sind bei der Installation vor Ort zusätzliche Dichtungsmassen erforderlich, um einen vollständigen Schutz gegen das Eindringen von Feuchtigkeit zu gewährleisten. Die Installateure tragen hochklebrige, selbstverschmelzende Silikon- oder Butylklebemassen an zwei kritischen Verbindungspunkten auf: an der oberen Schnittstelle der Metallösen und am unteren extrudierten Kabelmantel. Die Erfahrung in der Praxis zeigt, dass das Auftragen dieses Kittes mit absoluter Präzision erfolgen muss, da selbst ein mikroskopisch kleiner Lufteinschluss in der Nähe der halbleitenden Schirmstufe eine interne Teilentladung auslösen kann. Diese Kitte wirken als undurchlässige Feuchtigkeitsbarriere und dienen gleichzeitig als biegsamer Puffer bei plötzlichen thermischen Belastungszyklen.
Vor-Installation: Toleranzen bei der Kabelvorbereitung
Daten aus der Praxis zeigen immer wieder, dass die richtige Auswahl des Zubehörs nur einen Teil der Zuverlässigkeitsgleichung ausmacht; die Ausführung während der Installation hat das gleiche oder ein größeres Gewicht. Ein Kaltschrumpfabschluss wird unweigerlich versagen, wenn das darunter liegende Mittelspannungskabel unsachgemäß vorbereitet ist. Die folgenden Vorbereitungsschritte legen die kritischen Maßtoleranzen und Handhabungsverfahren fest, die erforderlich sind, bevor der Elastomerkörper überhaupt eingesetzt wird.
Mantelentfernung und Schutzschildbehandlung
In der ersten Phase wird der äußere Polymermantel entfernt und die metallische Abschirmung freigelegt. Je nach Spannungsklasse des Systems beträgt das Maß für das Zurückschneiden der Ummantelung in der Regel zwischen 250 mm und 450 mm. Der Installateur muss die Kupferdraht- oder Bandabschirmung sorgfältig sichern, indem er sie zurückfaltet und vorübergehend aus dem Weg bindet, um eine Verunreinigung der darunter liegenden Schichten zu verhindern. Alle scharfen Kanten oder Spitzen, die an der metallischen Abschirmung verbleiben, müssen geglättet werden, um ein mechanisches Durchstechen der Kittdichtungen oder der Innenbohrung des Anschlusskörpers zu verhindern.
Ritzen der halbleitenden Schicht
Das Entfernen der extrudierten halbleitenden Abschirmung ist der kritischste und fehleranfälligste Schritt in der gesamten Aufbereitungssequenz. Die Erfahrung in der Praxis zeigt, dass diese Schicht nicht einfach bis zum Kern durchgeschnitten werden kann.
Die Installateure müssen ein genau kalibriertes Ritzwerkzeug verwenden, um eine spiralförmige oder längliche Rille zu erzeugen und dabei absichtlich eine mikroskopisch kleine Schicht des halbleitenden Materials intakt zu lassen, die von Hand abgeschält werden kann. Wenn die Klinge zu tief eindringt und die darunter liegende VPE-Isolierung auch nur um ≥ 0,1 mm einritzt, entsteht ein irreversibler, hochbelasteter lokaler Defekt. Unter Betriebsbedingungen vergrößert diese mikroskopische Geometrie das örtliche elektrische Feld (oft ausgedrückt als erhöhtes ΔE) und löst eine Teilentladung aus, die sich schließlich durch die Isolierwand bohrt.
Reinigung und Polieren von Isolierungen
Nach dem manuellen Abziehen der halbleitenden Schicht muss das freiliegende XLPE-Dielektrikum völlig unversehrt sein. Die Installateure müssen die Oberfläche der Isolierung mit einem nicht leitenden Aluminiumoxid-Schleifband polieren (in der Regel mit einer 120er-Körnung und anschließend mit einer 240er-Körnung), um alle Grate, Stufen oder verbleibenden Kohlenstoffeindrücke an der Grenze zwischen den Halbschichten zu beseitigen.
Die Reinigung muss mit zugelassenen, schnell verdampfenden, fusselfreien Lösungsmittelwischtüchern erfolgen. Für die Wischbewegung gilt eine strenge Feldregel: Wischen Sie immer vom sauberen Ende der Isolierung nach unten in Richtung der verbleibenden halbleitenden Abschirmung. Bei Umkehrung dieser Richtung besteht die Gefahr, dass leitende Kohlenstoffpartikel auf die vorbereitete dielektrische Oberfläche zurückgeschleppt werden, wodurch unsichtbare, mikroskopisch kleine Leiterbahnen entstehen. Die Einhaltung einer Struktur während dieser Vorbereitungsschritte hilft, diese fatalen Defekte vor der Einschaltung zu erkennen.
[Experteneinblick: Feldvorbereitung Diagnostik]
Der “Fingernageltest”: Ziehen Sie nach dem Entfernen der Semi-Con-Schicht Ihren Fingernagel leicht über die Übergangsstufe zur VPE-Isolierung. Wenn Ihr Nagel aggressiv hängen bleibt, ist der Übergang zu abrupt und verursacht eine unerwünschte Konzentration des elektrischen Feldes. Er muss sanft abgeschliffen werden.
Lösungsmittel Flash-Off: Schieben Sie den Anschlusskörper niemals über das Kabel, solange die Isolierung noch mit Reinigungsmittel benetzt ist. Unter dem Silikon eingeschlossene flüchtige organische Verbindungen (VOC) verringern die innere Durchschlagsfestigkeit drastisch und führen zu einem vorzeitigen Ausfall.
Der Ablauf der Kaltschrumpf-Installation (Schritt für Schritt)
Sobald das Kabel vollständig vorbereitet und poliert ist, beginnt der eigentliche Einsatz des Elastomerzubehörs. Im Gegensatz zu Schrumpftechniken, die offene Flammen und ein sorgfältiges Wärmemanagement im Graben oder Kübelwagen erfordern, beruht dieser Vorgang ausschließlich auf mechanischer potenzieller Energie und der strikten Einhaltung von Verfahrensvorschriften.
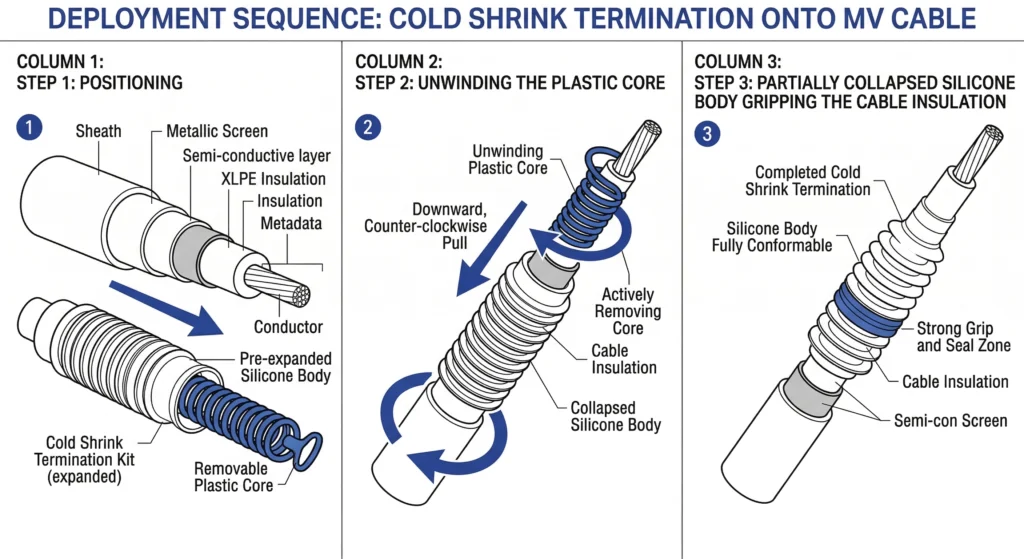
Abbildung 2: Die Installationssequenz, die das kritische Herausziehen der Kunststoffspirale gegen den Uhrzeigersinn hervorhebt.
Positionierung des Abschlusskörpers
Der vorgedehnte Silikonkörper wird vorsichtig über das vorbereitete Kabelende geschoben. Während dieser ersten Ausrichtungsphase ist absolute Genauigkeit erforderlich. Die Monteure vor Ort müssen die Basis des Abschlusses in einem ganz bestimmten Abstand zum Mantelschnitt positionieren - typischerweise 10 mm bis 25 mm, der durch die Maßvorlage des Herstellers vorgegeben ist. Da das Silikon durch den immensen aktiven Radialdruck kollabiert, ist eine Neupositionierung des Zubehörs nach Beginn des Schrumpfungsprozesses physisch unmöglich, ohne dass die interne Spannungskontrollknete reißt oder die halbleitende Überlappung beschädigt wird.
Abwickeln des Spiralkerns
Die Dynamik der Kernentnahme erfordert eine gleichmäßige, kontinuierliche Bewegung, um strukturelle Defekte zu vermeiden. Der Installateur ergreift das lose Ende des spiralförmigen Kunststoffbandes, das aus dem Boden des Rohrkörpers herausragt. Durch Ziehen dieses Bandes gegen den Uhrzeigersinn beginnt sich der Kern entlang seiner Perforationen zu lösen, so dass das expandierte Silikon nach und nach von unten nach oben zusammenfällt.
Die Installateure müssen die Zugachse streng parallel zum Kabel halten. Wenn der Zugwinkel mehr als 30° von der Kabelmittellinie abweicht, erfährt das Kunststoffband eine starke Scherbeanspruchung und kann sich mitten in der Installation verklemmen oder reißen. Ein gebrochener Kern unterbricht den Prozess und ruiniert oft ein hochwertiges Anschluss-Set, so dass das Team das teilweise geschrumpfte Zubehörteil vorsichtig abschneiden und den gesamten Prozess mit einer neuen Einheit neu beginnen muss.
Endgültige Erdung und Versiegelung
Nachdem der Abschlusskörper vollständig über die Isolierung und die Anschlussfahne geklappt ist, geht die Installation zur Sicherung der Umgebungs- und elektrischen Schnittstellen über.
Die Kontinuität der Erdung wird hergestellt, indem das Kupferband oder die Drahtabschirmung über die halbleitende Schicht zurückgefaltet und mit einer Feder mit konstanter Kraft befestigt wird. Diese mechanische Verbindung muss sicherstellen, dass der Kontaktwiderstand der Schnittstelle ≤ 50 μΩ bleibt, um transiente Fehlerströme ohne örtliche Überhitzung wirksam zu bewältigen. Zum Abschluss der Sequenz wird ein spezieller selbstverschmelzender Kitt dicht über den Kabelschuh und die untere Ummantelung gewickelt, um eine endgültige Barriere gegen das Eindringen von Feuchtigkeit in rauen Umgebungen zu bilden.
Qualitätskontrolle und Überprüfungen nach der Installation
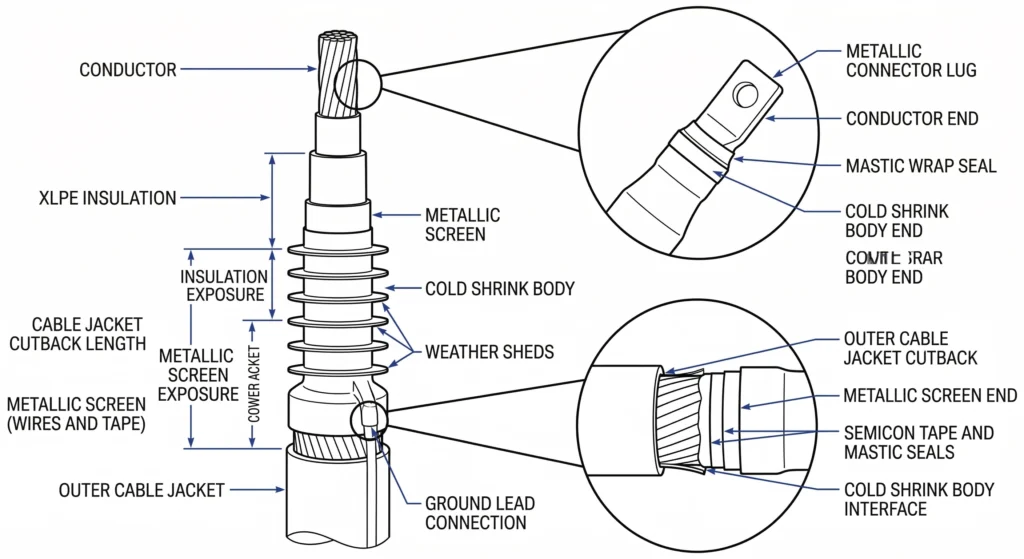
Abbildung 3: Kriterien für die visuelle Inspektion nach der Installation mit Schwerpunkt auf der kritischen Überlappung der Mantelabschnitte und den Dichtungszonen.
Eine fertige Anlage darf niemals ohne strenge Prüfung unter Spannung gesetzt werden. Eine systematische Felddiagnose isoliert die Grundursachen, bevor es zu wiederholten Ausfällen kommt, aber die Identifizierung und Behebung von Mängeln vor der Einschaltung des Stromkreises ist weitaus wirtschaftlicher. Durch die Einhaltung eines strukturierten Qualitätskontroll-Workflows können Ingenieure vor Ort sicherstellen, dass das Zubehör unter Volllastbedingungen sicher funktioniert.
Kriterien für die visuelle Inspektion
Die Kontrolle unmittelbar nach der Installation beruht auf einer strengen visuellen und maßlichen Überprüfung. Die Installateure müssen zunächst die Überlappungsmaße an der Ober- und Unterseite des Zubehörs überprüfen. Der Silikonkörper muss den unteren Kabelmantel um mindestens 25 mm bis 35 mm überlappen, um eine ausreichende Abdichtung gegen Feuchtigkeit zu gewährleisten. An der oberen Schnittstelle muss der Abschluss den Mastix, der über dem Kabelschuh angebracht ist, sicher abdecken, ohne das Material überzustrapazieren.
Der Abschlusskörper muss außerdem vollständig konzentrisch um die Kabelachse angeordnet sein. Jede örtliche Ausbeulung deutet auf eingeschlossene Luft, eine gefaltete Kupferbandabschirmung oder unsachgemäß eingewickeltes Mastixband hin. Darüber hinaus ist ein leichtes, gleichmäßiges Herausdrücken der Dichtungsmasse an den äußersten Kanten des Silikonschlauchs ein positiver visueller Indikator dafür, dass der aktive Radialdruck die Dichtung korrekt komprimiert.
Zu vermeidende häufige Installationsfehler
Daten aus der Praxis zeigen, dass ein erheblicher Prozentsatz der vorzeitigen Ausfälle direkt mit Ausführungsfehlern und nicht mit Herstellungsmängeln zusammenhängt. Wenn beispielsweise ein 15-kV-Kaltschrumpfanschluss nach vierzehn Monaten ausfällt, liegt das häufig nicht an einer fehlerhaften Silikoncharge, sondern an mikroskopisch kleinen Kohlenstoffverunreinigungen, die auf der VPE-Isolierung zurückgeblieben sind, oder an einer stark eingekerbten halbleitenden Schicht während der Vorbereitungsphase.
Ein weiterer häufiger Fehler vor Ort ist die unzureichende Versiegelung der Kabelschuhe, wodurch Regen oder Umgebungsfeuchtigkeit mit der Zeit in den Litzenkern eindringen können. Um diese immer wiederkehrenden Probleme zu vermeiden, sollten Versorgungsunternehmen und Auftragnehmer systematische diagnostische Querverweise auf bekannte Fehlermöglichkeiten im Feld nutzen.
Visuelle Kontrollen sind zwar unerlässlich, doch zur Bestätigung der dielektrischen Integrität sind vor der Inbetriebnahme häufig Offline-Diagnosetests erforderlich. In der Regel führen die Techniker vor Ort eine VLF-Prüfung (Very Low Frequency) in Kombination mit Teilentladungsmessungen (PD) durch. Ein mechanisch solider, fehlerfreier Kaltschrumpfabschluss sollte bei einer Phase-Erde-Prüfspannung von 1,73 U0. Wenn die TE-Werte diesen Schwellenwert überschreiten oder wenn der örtliche Kontaktwiderstand an der Erdungsschnittstelle ≥ 100 μΩ beträgt, deutet dies stark auf einen inneren Hohlraum, eine beeinträchtigte Spannungskontrollschicht oder eine schlechte Abschirmung hin, die durch eine visuelle Inspektion allein nicht erkannt werden kann.
Technische Unterstützung für Kabelzubehörprojekte
Die Spezifikation des richtigen Kaltschrumpfabschlusses erfordert eine Abstimmung der Projektparameter, die weit über die grundlegende Spannungsklasse hinausgeht. Unvollständige Spezifikationen machen einen erheblichen Prozentsatz der Fehlanpassungen von Zubehör aus, was zu Verzögerungen bei der Beschaffung und potenziellen Ausfällen im Feld führt. Unabhängig davon, ob es sich bei Ihrem Projekt um eine standardmäßige 15-kV-Schaltanlagenverbindung im Innenbereich oder um eine hochbelastete 35-kV-Installation im Freien auf einem Mast handelt, ist eine strenge technische Validierung der erste Schritt zur langfristigen Zuverlässigkeit des Netzes.
Bei der Vorbereitung Ihrer Beschaffungsunterlagen müssen die Ingenieure die Kabeldatenblätter mit den Möglichkeiten des Zubehörs abgleichen. Zu den kritischen Auswahlparametern gehören der genaue Bereich des Isolationsdurchmessers, die erforderliche Mindestkriechstrecke (oft mit ≥ 31 mm/kV für Umgebungen mit starker Verschmutzung angegeben) und der Leiterquerschnitt, der typischerweise von 50 mm² bis zu 630 mm² für Verteilernetze reicht. Werden diese Variablen nicht mit den physikalischen Ausdehnungsgrenzen des Silikonkörpers in Einklang gebracht, führt dies zu unzureichendem Radialdruck oder dielektrischem Durchschlag.
Um diesen Spezifikationsprozess zu rationalisieren und Rätselraten zu vermeiden, können Ingenieurteams eine Struktur verwenden, um sicherzustellen, dass alle wichtigen technischen Daten vor der Einreichung erfasst werden. Wenn Sie direkte Unterstützung bei der projektspezifischen Modellanpassung, OEM/ODM-Konfigurationen oder Anforderungen an die Exportdokumentation benötigen, wenden Sie sich an unser Ingenieurteam. ZeeyiElec bietet schnelle technische Antworten und präzise Unterstützung bei der Angebotserstellung, damit Ihre Verteilerkabelprojekte termingerecht und mechanisch einwandfrei verlaufen.
Häufig gestellte Fragen
Wie lange dauert eine Kaltschrumpfung?
Bei ordnungsgemäßer Installation und Betrieb innerhalb der spezifizierten Spannungsklasse und der thermischen Grenzwerte arbeitet ein mit diesen Silikonzubehörteilen ausgestattetes Stromkabelsystem in der Regel 25 bis 40 Jahre lang zuverlässig. Schwere Umwelteinflüsse wie starke Salzverschmutzung an der Küste oder extreme UV-Belastung können jedoch zu einer vorzeitigen Alterung des Materials führen, wenn das System nicht mit speziellen, spurtreuen Silikonformulierungen ausgestattet ist.
Können Kaltschrumpfmuffen bei Nässe installiert werden?
Obwohl der fertig installierte Anschluss äußerst witterungsbeständig und wasserabweisend ist, muss der Installationsprozess unter trockenen Bedingungen erfolgen, idealerweise bei einer relativen Luftfeuchtigkeit von weniger als 80%. Wenn während der Phase der Aderextraktion Umgebungsfeuchtigkeit unter dem Silikonkörper eingeschlossen wird, entsteht ein unmittelbarer leitfähiger Pfad, der zu einer lokalen elektrischen Entladung und einem vorzeitigen Ausfall der Isolierung führen kann.
Wie lange ist die Haltbarkeit von Kaltschrumpfzubehör?
Vorexpandiertes Kaltschrumpfzubehör hat in der Regel eine strenge Haltbarkeitsdauer von 12 bis 24 Monaten, je nach Hersteller und Umgebungstemperatur der Lagereinrichtung. Eine längere Lagerung über dieses Zeitfenster hinaus, insbesondere in Lagerräumen mit einer Temperatur von über 40°C, kann dazu führen, dass der expandierte Silikonkautschuk seine permanente Rückstellfähigkeit verliert, was zu einem unzureichenden aktiven Radialdruck bei der Installation führt.
Benötige ich für die Installation einer Kaltschrumpfverbindung Spezialwerkzeug?
Zum Aufschrumpfen des Zubehörs auf das Kabel sind keine offene Flamme, Heißluftpistolen oder spezielle hydraulische Werkzeuge erforderlich, was es in unbeständigen Umgebungen grundsätzlich sicherer macht. Allerdings sind standardmäßige Kabelvorbereitungswerkzeuge - insbesondere Präzisions-Halbrillierwerkzeuge, die auf eine strenge Tiefen-Toleranz von ≤ 0,1 mm kalibriert sind - absolut entscheidend, um sicherzustellen, dass die darunter liegende XLPE-Isolierung vor der Anwendung nicht ausgefurcht oder beschädigt wird.
Was passiert, wenn der Spiralkern beim Abwickeln stecken bleibt?
Wenn die durchgehende Kunststoffspirale aufgrund eines unsachgemäßen Zugwinkels reißt oder sich verklemmt, kann dies die Installation vollständig zum Stillstand bringen und möglicherweise das Zubehör ruinieren, wenn es bereits teilweise auf das Kabel eingefallen ist. Installateure müssen einen gleichmäßigen, streng parallel zur Kabelachse verlaufenden Zug gegen den Uhrzeigersinn beibehalten, wobei jeder Abweichungswinkel ≤ 15° sein muss, um ein reibungsloses, kontinuierliches und reißfreies Herausziehen zu gewährleisten.
Kann ein Kaltschrumpfabschluss nach dem Schrumpfen neu positioniert werden?
Sobald die Kunststoffspirale entfernt ist und der Silikonkörper auf das Kabel kollabiert, kann der Abschluss nicht mehr verschoben, verdreht oder neu positioniert werden, ohne ein katastrophales Reißen der inneren Spannungsschutzschichten zu riskieren. Absolute Genauigkeit während der anfänglichen Ausrichtungsphase - die in der Regel eine präzise Überlappung des Mantelabschnitts von 10 mm bis 25 mm erfordert - ist für eine erfolgreiche und sichere Installation unbedingt erforderlich.
Yo-Yo-Shi
Yoyo Shi schreibt für ZeeyiElec und konzentriert sich dabei auf Mittelspannungszubehör, Transformatorenkomponenten und Kabelzubehörlösungen. Ihre Artikel behandeln Produktanwendungen, technische Grundlagen und Einblicke in die Beschaffung für Einkäufer der globalen Elektroindustrie.