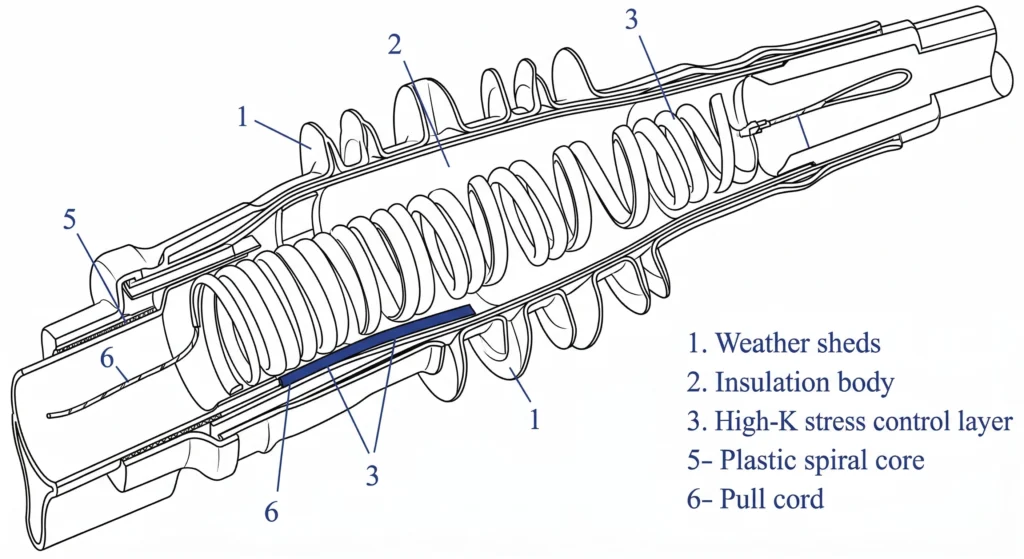
Figura 1: Diagrama de seção transversal de uma terminação de cabo termoencolhível ilustrando o corpo de silicone pré-expandido e o tubo interno de controle de tensão.
Uma terminação por contração a frio é uma luva elastomérica tubular pré-expandida projetada para fornecer isolamento dielétrico primário, alívio da tensão do campo elétrico e vedação ambiental nas extremidades expostas dos cabos de energia de média tensão (MV) e alta tensão (HV). Diferentemente das tecnologias de encolhimento por calor, que exigem uma fonte térmica para ativar o material, os componentes de encolhimento a frio são expandidos na fábrica e carregados em um cilindro plástico removível e enrolado. Ao desenrolar esse núcleo interno, a borracha de silicone entra em colapso, utilizando sua memória elástica inerente para criar uma pressão radial ativa e permanente contra a interface do cabo.
A física da memória elástica
O desempenho central desses produtos depende muito das propriedades físicas da borracha de silicone líquida (LSR) ou do EPDM altamente formulado. Durante a fabricação, o corpo elastomérico é esticado até aproximadamente 200% a 250% de seu diâmetro interno relaxado. Uma vez implantado em campo, o material se esforça para retornar às suas dimensões originais. Como o diâmetro alvo do cabo é deliberadamente escolhido para ser maior do que o estado totalmente relaxado do acessório, a terminação exerce uma força compressiva contínua.
Essa pressão radial sustentada - que normalmente mede ≥ 0,08 MPa na interface do cabo - garante um contato firme e livre de vazios e evita a entrada de umidade durante toda a vida útil prevista da instalação. Além disso, as formulações de silicone premium devem manter essa aderência mecânica e, ao mesmo tempo, suportar temperaturas de operação contínua do condutor de até 90 °C e condições de sobrecarga de emergência de curto-circuito que chegam a 250 °C sem perder a elasticidade.
Gerenciamento do campo dielétrico
Além da vedação física, a terminação deve gerenciar as tensões elétricas severas que ocorrem onde a tela de isolamento extrudada de fábrica do cabo é cortada. Sem a mitigação adequada, a concentração do campo elétrico nessa borda de corte excederia rapidamente a resistência à ruptura dielétrica do ar circundante, levando a descargas parciais localizadas, rastreamento e eventual flashover.
As terminações de contração a frio resolvem esse problema integrando tubos de controle de tensão refrativa de alta permissividade (alto K) ou cones de tensão geométrica diretamente no corpo de silicone moldado. Para garantir a confiabilidade de longo prazo e a integridade do isolamento sob essas tensões localizadas, as estruturas de terminação modernas são rigorosamente testadas e verificadas em relação às estruturas do setor. [NEED AUTHORITY LINK SOURCE] (âncora sugerida: norma IEC 60502-4 para acessórios de cabos de energia).
[Insight do especialista: realidades da seleção de materiais]
LSR vs. EPDM: A borracha de silicone líquido (LSR) geralmente oferece resistência superior aos raios UV e ao rastreamento para ambientes externos altamente poluídos, enquanto o EPDM pode oferecer uma resistência mecânica à perfuração um pouco maior para locais industriais robustos.
Pressão ativa Prazo de validade: Sempre verifique a data de fabricação antes da instalação. Acessórios pré-expandidos armazenados acima de 40°C por mais de 18 a 24 meses podem perder uma fração de sua recuperação permanente, o que pode levar a um ajuste frouxo e eventual entrada de umidade.
Estrutura interna e componentes dielétricos
Uma terminação retrátil a frio pré-expandida não é um tubo homogêneo; é um sistema composto de alta engenharia projetado para restaurar a integridade do isolamento e fornecer vedação ambiental robusta em interfaces de cabos vulneráveis. Para atingir uma vida útil de 25 a 40 anos, eles devem integrar três camadas funcionais distintas em uma única unidade implementável.
Mecanismo de controle de estresse
Quando a tela semicondutora aterrada de um cabo de alimentação é removida, as linhas de campo elétrico se concentram fortemente na borda do corte. Para evitar a ruptura dielétrica localizada do ar ao redor, as terminações por contração a frio empregam um método de controle de tensão refrativa. Isso envolve uma camada interna de material elastomérico especialmente formulado - coextrudado ou moldado diretamente dentro do corpo da terminação principal.
Esse tubo de controle de tensão apresenta uma alta permissividade relativa (normalmente K = 15 a 25) e deve manter uma resistividade de volume estável de ≥ 1010 Ω-cm. Ao refratar as linhas de campo elétrico de alta frequência para longe da área de corte localizada, ele limita o gradiente máximo de tensão de superfície a ≤ 2,5 kV/mm, garantindo a conformidade de longo prazo com as estruturas de teste internacionais, como a IEC 60502-4.
Isolamento externo e resistência de rastreamento
O corpo externo primário é formulado com borracha de silicone líquido (LSR), especificamente modificada para resistir ao rastreamento elétrico, à degradação por UV e às condições ambientais extremas. Uma propriedade fundamental do material de silicone nessa aplicação é sua hidrofobicidade dinâmica. Quando exposto à chuva ou à forte condensação em ambientes externos, a energia da superfície força a água a se acumular e rolar, em vez de formar um filme de água contínuo e condutor. Sob condições severas de poluição, se as correntes de fuga da superfície levarem a um arco de banda seca, a formulação de silicone deve resistir fisicamente à degradação, uma característica verificada por meio de testes especializados de materiais [VERIFY STANDARD: IEC 60587 tracking and erosion resistance at 4.5 kV for 6 hours].
Mástiques de vedação ambiental
Embora o corpo de encolhimento a frio forneça a pressão radial ativa primária, as instalações em campo exigem compostos de vedação suplementares para garantir a proteção completa contra a entrada de umidade. Os instaladores aplicam mástiques de silicone ou butil de alta aderência e autoamálgama em dois pontos de junção críticos: a interface do terminal metálico superior e a bainha extrudada inferior do cabo. A experiência de campo dita que é estritamente necessário envolver esse mastique com precisão absoluta; o aprisionamento de até mesmo um vazio de ar microscópico próximo à etapa da tela semicondutora pode desencadear uma descarga parcial interna. Esses mastiques atuam como uma barreira impermeável contra a umidade e, ao mesmo tempo, servem como um amortecedor flexível durante ciclos repentinos de carga térmica.
Pré-instalação: Tolerâncias de preparação de cabos
Os dados de campo mostram consistentemente que a seleção adequada de acessórios é responsável por apenas parte da equação de confiabilidade; a execução durante a instalação tem peso igual ou maior. Uma terminação por encolhimento a frio inevitavelmente falhará se o cabo de média tensão subjacente for preparado de forma inadequada. As etapas preparatórias a seguir determinam as tolerâncias dimensionais críticas e os procedimentos de manuseio necessários antes que o corpo elastomérico seja implantado.
Remoção da jaqueta e tratamento da blindagem
A fase inicial envolve a remoção do revestimento polimérico externo e a exposição da blindagem metálica. Dependendo da classe de tensão do sistema, a dimensão do corte do revestimento normalmente varia de 250 mm a 450 mm. Os instaladores devem prender cuidadosamente a blindagem de fio de cobre ou fita, dobrando-a para trás e prendendo-a temporariamente fora do caminho para evitar a contaminação das camadas subjacentes. Todas as bordas irregulares ou pontas afiadas deixadas na blindagem metálica devem ser suavizadas para evitar perfurações mecânicas nas vedações de mástique ou no orifício interno do corpo da terminação.
Pontuação da camada semicondutora
A remoção da tela semicondutora extrudada é a etapa mais crítica e propensa a erros em toda a sequência de preparação. A experiência de campo determina que essa camada não pode ser simplesmente cortada até o núcleo.
Os instaladores devem usar uma ferramenta de pontuação calibrada com precisão para criar uma ranhura espiral ou longitudinal, deixando intencionalmente uma camada microscópica do material semicondutor intacta para ser removida manualmente. Se a lâmina penetrar muito profundamente e cortar o isolamento de XLPE subjacente em até ≥ 0,1 mm, ela criará um defeito localizado irreversível e de alta tensão. Sob condições operacionais, essa geometria microscópica amplia o campo elétrico localizado (geralmente expresso como um ΔE elevado), iniciando uma descarga parcial que acabará perfurando a parede do isolamento.
Limpeza e polimento do isolamento
Depois que a camada semicondutora é removida manualmente, o dielétrico do XLPE exposto deve ficar totalmente limpo. Os instaladores devem polir a superfície do isolamento usando uma fita abrasiva não condutora de óxido de alumínio (normalmente de grão 120 seguido de grão 240) para eliminar quaisquer sulcos, degraus ou reentrâncias residuais de carbono no limite da tela semicondutiva.
A limpeza deve ser feita com lenços com solvente aprovados, de evaporação rápida e que não soltem fiapos. O movimento de limpeza é regido por uma regra de campo rigorosa: sempre limpe da extremidade limpa do isolamento para baixo, em direção à tela semicondutora restante. Ao inverter essa direção, corre-se o risco de arrastar partículas condutoras de carbono de volta para a superfície dielétrica preparada, o que cria caminhos invisíveis e microscópicos de rastreamento. Seguir uma estrutura durante essas etapas preparatórias ajuda a identificar esses defeitos fatais antes da energização.
[Percepção do especialista: Diagnóstico de preparação de campo]
O “Teste da unha”: Após remover a camada semicondutora, arraste a unha levemente pela etapa de transição para o isolamento do XLPE. Se sua unha ficar presa de forma agressiva, a transição é muito abrupta e causará uma concentração indesejada de campo elétrico. Ela deve ser polida suavemente.
Flash-Off de solvente: Nunca deslize o corpo da terminação sobre o cabo enquanto o isolamento ainda estiver úmido com solvente de limpeza. Os compostos orgânicos voláteis (COVs) presos sob o silicone reduzirão drasticamente a resistência dielétrica interna e causarão ruptura prematura.
Sequência de instalação do Cold Shrink (passo a passo)
Depois que o cabo estiver totalmente preparado e polido, começa a implantação real do acessório elastomérico. Diferentemente das tecnologias de encolhimento térmico que exigem chamas abertas e gerenciamento térmico cuidadoso na vala ou no caminhão-caçamba, essa sequência depende inteiramente da energia potencial mecânica e da adesão rigorosa aos procedimentos.
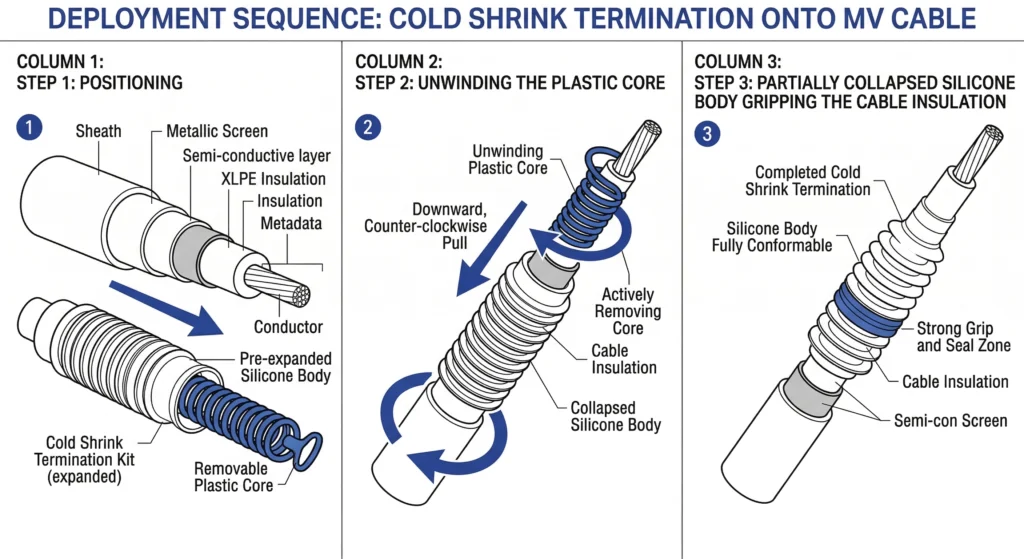
Figura 2: A sequência de instalação destacando a extração crítica no sentido anti-horário do núcleo espiral de plástico.
Posicionamento do corpo de terminação
O corpo de silicone pré-expandido é cuidadosamente deslizado sobre a extremidade preparada do cabo. A precisão total durante essa fase inicial de alinhamento é obrigatória. Os instaladores de campo devem posicionar a base da terminação a uma distância altamente específica do corte da capa - normalmente de 10 mm a 25 mm, ditada pelo modelo dimensional do fabricante. Como o silicone entra em colapso com uma imensa pressão radial ativa, é fisicamente impossível reposicionar o acessório após o início do processo de encolhimento sem rasgar o mastique interno de controle de tensão ou danificar a sobreposição semicondutora.
Desenrolando o núcleo em espiral
A dinâmica de extração do núcleo exige um movimento suave e contínuo para evitar defeitos estruturais. O instalador agarra a extremidade solta da fita espiral de plástico que se projeta da parte inferior do corpo tubular. Ao puxar essa fita no sentido anti-horário, o núcleo começa a se separar ao longo de suas perfurações, permitindo que o silicone expandido entre em colapso progressivamente de baixo para cima.
Os instaladores devem manter o eixo de tração estritamente paralelo ao cabo. Se o ângulo de tração exceder 30° em relação à linha central do cabo, a fita plástica sofrerá uma forte tensão de cisalhamento e poderá emperrar ou quebrar no meio da instalação. Um núcleo quebrado interrompe efetivamente o processo e, muitas vezes, arruína um kit de terminação de alto valor, exigindo que a equipe corte cuidadosamente o acessório parcialmente encolhido e inicie todo o processo novamente com uma nova unidade.
Aterramento e vedação finais
Depois que o corpo da terminação for totalmente recolhido sobre o isolamento e o terminal do conector, a instalação passa a proteger as interfaces ambientais e elétricas.
A continuidade do aterramento é estabelecida dobrando-se a fita de cobre ou a blindagem do fio sobre a camada semicondutora e fixando-a com uma mola de força constante. Essa conexão mecânica deve garantir que a resistência de contato da interface permaneça ≤ 50 μΩ, gerenciando com eficácia as correntes de falha transitórias sem superaquecimento localizado. Para completar a sequência, mástiques de autoamálgama especializados são enrolados firmemente sobre o barril do terminal e o corte inferior da jaqueta, formando uma barreira definitiva contra a entrada de umidade em ambientes de campo adversos.
Controle de qualidade e verificações pós-instalação
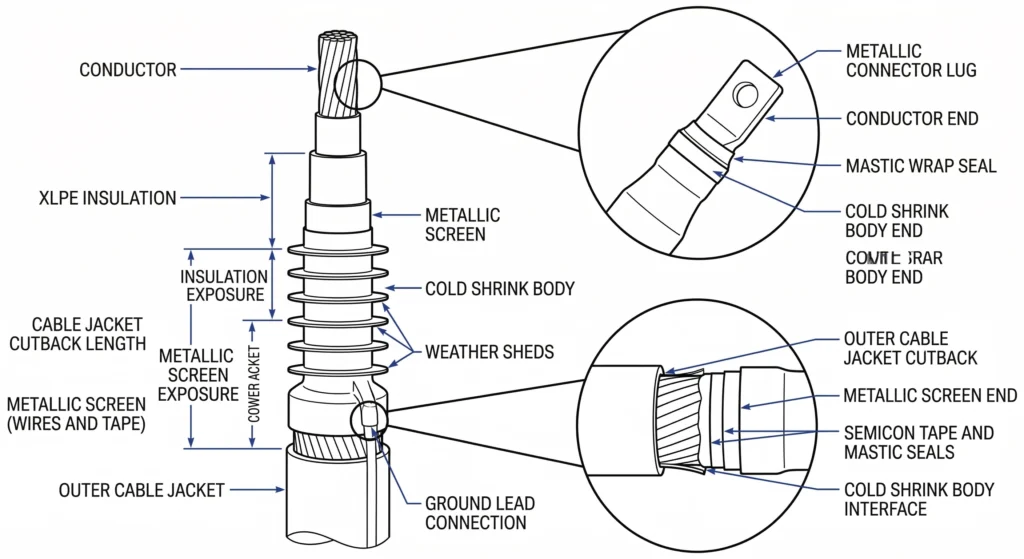
Figura 3: Critérios de inspeção visual pós-instalação com foco nas zonas críticas de sobreposição do corte da jaqueta e de vedação do mastique.
Uma instalação concluída nunca deve ser energizada sem uma verificação rigorosa. O diagnóstico sistemático em campo isola as causas principais antes que ocorram falhas repetidas, mas identificar e corrigir defeitos antes de energizar o circuito é muito mais econômico. Ao seguir um fluxo de trabalho de controle de qualidade estruturado, os engenheiros de campo podem garantir que o acessório funcionará com segurança em condições de carga total.
Critérios de inspeção visual
A verificação imediata pós-instalação depende de uma rigorosa verificação visual e dimensional. Os instaladores devem primeiro verificar as dimensões de sobreposição na parte superior e inferior do acessório. O corpo de silicone deve sobrepor o revestimento inferior do cabo em um mínimo de 25 mm a 35 mm para garantir uma vedação adequada contra umidade ambiental. Na interface superior, a terminação deve cobrir com segurança o mastique aplicado sobre o barril do terminal do conector sem esticar demais o material.
O corpo da terminação também deve parecer totalmente concêntrico ao redor do eixo do cabo. Qualquer abaulamento localizado indica ar aprisionado, uma blindagem de fita de cobre dobrada ou uma fita de mástique enrolada incorretamente. Além disso, um aperto leve e uniforme do mastique de vedação nas bordas do tubo de silicone é um indicador visual positivo de que a pressão radial ativa está comprimindo a vedação corretamente.
Erros comuns de instalação a serem evitados
Os dados de campo indicam que uma porcentagem significativa de falhas prematuras está diretamente ligada a erros de execução e não a defeitos de fabricação. Por exemplo, uma terminação de encolhimento a frio de 15 kV falha no décimo quarto mês, muitas vezes não por causa de um lote de silicone defeituoso, mas devido a contaminantes microscópicos de carbono deixados no isolamento de XLPE ou a uma camada semicondutora severamente cortada durante a fase de preparação.
Outro erro de campo frequente envolve não vedar adequadamente o terminal, permitindo que a chuva ou a umidade ambiente penetre no núcleo do condutor trançado com o tempo. Para evitar esses problemas recorrentes, as equipes de serviços públicos e as empreiteiras devem aproveitar a referência cruzada de diagnóstico sistemático em relação aos modos de falha de campo conhecidos.
Embora as verificações visuais sejam essenciais, a confirmação da integridade dielétrica geralmente requer testes de diagnóstico off-line antes do comissionamento. Normalmente, os engenheiros de campo realizam testes de resistência de frequência muito baixa (VLF) combinados com medições de descarga parcial (PD). Uma terminação de contração a frio mecanicamente sólida e sem defeitos deve apresentar, de forma confiável, um nível de DP ≤ 5 pC quando submetida a uma tensão de teste fase-terra de 1,73 U0. Se os níveis de PD excederem esse limite, ou se a resistência de contato localizada na interface de aterramento medir ≥ 100 μΩ, isso indica fortemente um vazio interno, uma camada de controle de tensão comprometida ou uma conexão de blindagem ruim que a inspeção visual por si só não poderia detectar.
Suporte de engenharia para projetos de acessórios para cabos
A especificação da terminação de contração a frio correta requer a correspondência dos parâmetros do projeto muito além da classe de tensão básica. Especificações incompletas são responsáveis por uma porcentagem significativa de incompatibilidades de acessórios, provocando atrasos na aquisição e possíveis falhas em campo. Independentemente de o seu projeto envolver uma conexão de painel interno padrão de 15 kV ou uma instalação externa altamente poluída de 35 kV no topo de um poste, a validação técnica rigorosa é o primeiro passo para a confiabilidade da rede a longo prazo.
Ao preparar a documentação de aquisição, os engenheiros devem cruzar as folhas de dados dos cabos com os recursos dos acessórios. Os parâmetros críticos de seleção incluem a faixa precisa do diâmetro do isolamento, a distância mínima de fuga exigida (geralmente especificada como ≥ 31 mm/kV para ambientes de poluição pesada) e a seção transversal do condutor, que normalmente varia de 50 mm² a 630 mm² para redes de distribuição. O não alinhamento dessas variáveis com os limites de expansão física do corpo de silicone resultará em pressão radial inadequada ou ruptura dielétrica.
Para agilizar esse processo de especificação e eliminar as suposições, as equipes de engenharia podem utilizar uma estrutura para garantir que todos os pontos de dados técnicos vitais sejam capturados antes do envio. Para obter suporte direto sobre a correspondência de modelos específicos do projeto, configurações OEM/ODM ou requisitos de documentação de exportação, entre em contato com a nossa equipe de engenharia para obter respostas técnicas rápidas e suporte preciso a cotações para manter seus projetos de cabos de distribuição dentro do cronograma e mecanicamente sólidos.
Perguntas frequentes
Quanto tempo dura uma terminação de encolhimento a frio?
Quando instalado corretamente e operando dentro da classe de tensão e dos limites térmicos especificados, um sistema de cabos de energia equipado com esses acessórios de silicone normalmente opera de forma confiável por 25 a 40 anos. No entanto, fatores ambientais severos, como a forte poluição salina costeira ou a exposição extrema aos raios UV, podem envelhecer prematuramente o material se o sistema não for especificado com formulações especializadas de silicone resistentes ao rastreamento.
As terminações de contração a frio podem ser instaladas em condições úmidas?
Embora a terminação final instalada seja altamente resistente a intempéries e projetada para repelir a água, o processo de instalação física deve ser realizado em condições secas, idealmente abaixo de 80% de umidade relativa. Se a umidade ambiente ficar presa sob o corpo de silicone durante a fase de extração do núcleo, ela cria um caminho condutor imediato que pode levar a uma descarga elétrica localizada e à falha prematura do isolamento.
Qual é o prazo de validade de um acessório de encolhimento a frio?
Os acessórios de encolhimento a frio pré-expandidos geralmente têm um prazo de validade estrito que varia de 12 a 24 meses, dependendo do fabricante e da temperatura ambiente da instalação de armazenamento. O armazenamento prolongado além desse prazo, especialmente em ambientes de armazém com temperatura superior a 40°C, pode fazer com que a borracha de silicone expandida perca suas características de recuperação de conjunto permanente, resultando em pressão radial ativa inadequada na instalação.
Preciso de ferramentas especiais para instalar uma terminação de contração a frio?
Não são necessárias chamas abertas, pistolas de calor ou ferramentas hidráulicas especializadas para encolher o acessório no cabo, o que o torna inerentemente mais seguro para ambientes voláteis. No entanto, as ferramentas padrão de preparação de cabos - especificamente as ferramentas de precisão de pontuação semicondutoras calibradas com uma tolerância estrita de profundidade ≤ 0,1 mm - são absolutamente essenciais para garantir que o isolamento XLPE subjacente não seja arrancado ou danificado antes da aplicação.
O que acontece se o núcleo em espiral ficar preso durante o desenrolamento?
Se o núcleo contínuo de plástico em espiral se romper ou emperrar devido a ângulos de tração inadequados, isso poderá interromper completamente a instalação e, possivelmente, arruinar o acessório se ele já estiver parcialmente colapsado no cabo. Os instaladores devem manter uma tração constante, no sentido anti-horário, estritamente paralela ao eixo do cabo, mantendo qualquer ângulo de desvio ≤ 15°, para garantir uma extração suave, contínua e sem rasgos.
Uma terminação de encolhimento a frio pode ser reposicionada após o encolhimento?
Depois que o núcleo espiral de plástico é removido e o corpo de silicone entra em colapso sobre o cabo, a terminação não pode ser deslizada, torcida ou reposicionada sem o risco de rasgar catastroficamente as camadas internas de controle de tensão. A precisão total durante a fase inicial de alinhamento - que normalmente requer uma sobreposição precisa de 10 mm a 25 mm do corte da capa - é estritamente obrigatória para uma instalação bem-sucedida e segura.
yoyo shi
Yoyo Shi escreve para a ZeeyiElec, com foco em acessórios de média tensão, componentes de transformadores e soluções de acessórios para cabos. Seus artigos abrangem aplicações de produtos, fundamentos técnicos e percepções de sourcing para compradores do setor elétrico global.