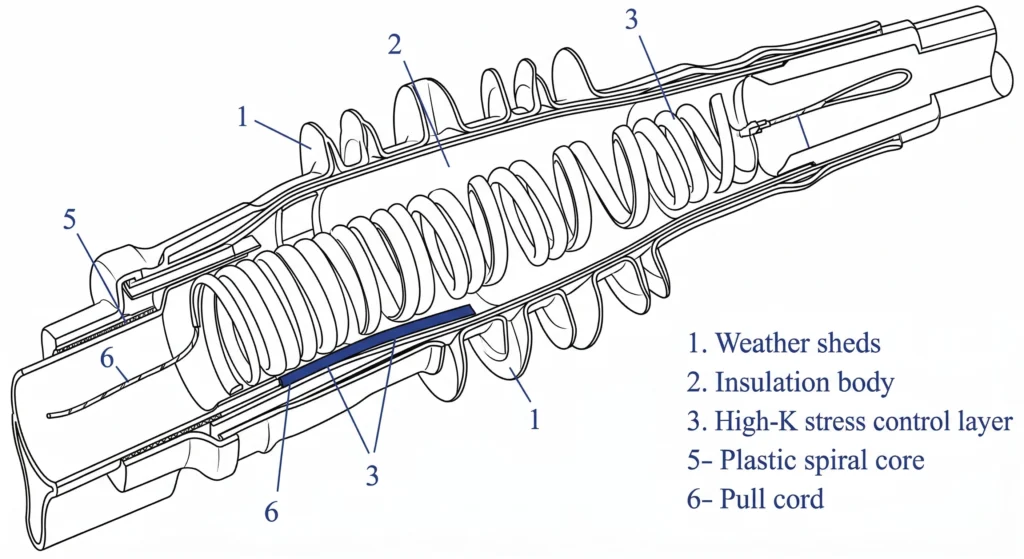
Figure 1 : Schéma en coupe d'une terminaison de câble rétractable à froid illustrant le corps en silicone pré-expansé et le tube interne de contrôle des contraintes.
Une terminaison rétractable à froid est un manchon tubulaire élastomère pré-expansé conçu pour assurer l'isolation diélectrique primaire, la réduction des contraintes de champ électrique et l'étanchéité environnementale aux extrémités exposées des câbles d'alimentation moyenne tension (MT) et haute tension (HT). Contrairement aux technologies de thermorétraction qui nécessitent une source thermique pour activer le matériau, les composants rétractables à froid sont expansés en usine et chargés sur un cylindre en plastique amovible et enroulé. En déroulant ce noyau interne, le caoutchouc de silicone s'affaisse, utilisant sa mémoire élastique inhérente pour créer une pression radiale active et permanente contre l'interface du câble.
La physique de la mémoire élastique
Leur performance de base repose fortement sur les propriétés physiques du caoutchouc de silicone liquide (LSR) ou de l'EPDM hautement formulé. Au cours de la fabrication, le corps élastomère est étiré jusqu'à environ 200% à 250% de son diamètre interne détendu. Une fois déployé sur le terrain, le matériau s'efforce de retrouver ses dimensions initiales. Comme le diamètre du câble cible est délibérément choisi pour être plus grand que l'état complètement détendu de l'accessoire, la terminaison exerce une force de compression continue.
Cette pression radiale soutenue - typiquement ≥ 0,08 MPa à l'interface du câble - assure un contact étanche et sans vide et empêche la pénétration de l'humidité pendant toute la durée de vie prévue de l'installation. En outre, les formulations de silicone de qualité supérieure doivent maintenir cette adhérence mécanique tout en résistant à des températures de fonctionnement continu du conducteur allant jusqu'à 90°C et à des conditions de surcharge d'urgence en cas de court-circuit atteignant 250°C, sans perdre leur élasticité.
Gestion du champ diélectrique
Au-delà de l'étanchéité physique, la terminaison doit gérer les contraintes électriques sévères qui se produisent à l'endroit où l'écran d'isolation extrudé en usine du câble est coupé. En l'absence de mesures d'atténuation appropriées, la concentration du champ électrique à cet endroit dépasserait rapidement la résistance à la rupture diélectrique de l'air environnant, ce qui entraînerait des décharges partielles localisées, un cheminement et, finalement, un embrasement.
Les terminaisons rétractables à froid répondent à ce problème en intégrant des tubes de contrôle des contraintes de réfraction à haute perméabilité (high-K) ou des cônes de contrainte géométriques directement dans le corps en silicone moulé. Pour garantir la fiabilité à long terme et l'intégrité de l'isolation sous ces contraintes localisées, les structures de terminaison modernes sont rigoureusement testées et vérifiées par rapport aux cadres de l'industrie. (Ancrage suggéré : norme IEC 60502-4 pour les accessoires de câbles d'alimentation).
[Regard d'expert : les réalités de la sélection des matériaux]
LSR vs. EPDM : Le caoutchouc silicone liquide (LSR) offre généralement une résistance supérieure aux UV et au suivi pour les environnements extérieurs très pollués, tandis que l'EPDM peut offrir une résistance mécanique à la perforation légèrement supérieure pour les sites industriels difficiles.
Pression active Durée de conservation : Vérifiez toujours la date de fabrication avant l'installation. Les accessoires pré-expansés stockés à une température supérieure à 40°C pendant plus de 18 à 24 mois peuvent perdre une fraction de leur récupération permanente, ce qui peut entraîner un relâchement de l'ajustement et une éventuelle infiltration d'humidité.
Structure interne et composants diélectriques
Une terminaison pré-expansée rétractable à froid n'est pas un tube homogène ; il s'agit d'un système composite hautement technique conçu pour restaurer l'intégrité de l'isolation et fournir une étanchéité environnementale robuste aux interfaces vulnérables des câbles. Pour atteindre une durée de vie de 25 à 40 ans, ces terminaisons doivent intégrer trois couches fonctionnelles distinctes en une seule unité déployable.
Mécanisme de contrôle du stress
Lorsque l'écran semi-conducteur mis à la terre d'un câble d'alimentation est retiré, les lignes de champ électrique se concentrent fortement au niveau du bord de la coupure. Pour éviter une rupture diélectrique localisée de l'air environnant, les terminaisons rétractables à froid utilisent une méthode de contrôle de la contrainte de réfraction. Cela implique une couche interne de matériau élastomère spécialement formulé, soit co-extrudé, soit moulé directement à l'intérieur du corps de la terminaison principale.
Ce tube de contrôle des contraintes présente une permittivité relative élevée (typiquement K = 15 à 25) et doit maintenir une résistivité volumique stable de ≥ 10 %.10 Ω-cm. En réfractant les lignes de champ électrique à haute fréquence loin de la zone de coupure localisée, il limite le gradient de tension de surface maximal à ≤ 2,5 kV/mm, ce qui garantit une conformité à long terme avec les cadres d'essai internationaux tels que la norme CEI 60502-4.
Isolation extérieure et résistance de la piste
Le corps extérieur primaire est formulé à partir de caoutchouc de silicone liquide (LSR), spécifiquement modifié pour résister au traçage électrique, à la dégradation par les UV et aux intempéries extrêmes. L'une des principales propriétés du silicone dans cette application est son hydrophobie dynamique. Lorsqu'il est exposé à la pluie ou à une forte condensation dans des environnements extérieurs, l'énergie de surface force l'eau à perler et à rouler au lieu de former un film d'eau continu et conducteur. Dans des conditions de pollution sévères, si les courants de fuite de surface conduisent à des arcs à bande sèche, la formulation de silicone doit résister physiquement à la dégradation, une caractéristique vérifiée par des essais de matériaux spécialisés [VERIFY STANDARD : IEC 60587 tracking and erosion resistance at 4.5 kV for 6 hours].
Mastics d'étanchéité environnementale
Alors que le corps rétractable à froid fournit la principale pression radiale active, les installations sur le terrain nécessitent des composés d'étanchéité supplémentaires pour garantir une protection complète contre la pénétration de l'humidité. Les installateurs appliquent des mastics silicone ou butyle auto-amalgamants à haute adhérence à deux points de jonction critiques : l'interface de la cosse métallique supérieure et la gaine de câble extrudée inférieure. L'expérience sur le terrain montre qu'il est impératif d'envelopper ce mastic avec une précision absolue ; le fait de piéger ne serait-ce qu'un vide d'air microscopique à proximité de l'écran semi-conducteur peut déclencher une décharge partielle interne. Ces mastics agissent comme une barrière imperméable à l'humidité tout en servant de tampon souple pendant les cycles de charge thermique soudains.
Pré-installation : Tolérances de préparation des câbles
Les données de terrain montrent régulièrement que la sélection correcte des accessoires ne représente qu'une partie de l'équation de la fiabilité ; l'exécution pendant l'installation a un poids égal ou supérieur. Une terminaison rétractable à froid échouera inévitablement si le câble moyenne tension sous-jacent est mal préparé. Les étapes préparatoires suivantes déterminent les tolérances dimensionnelles critiques et les procédures de manipulation requises avant que le corps élastomère ne soit déployé.
Retrait de l'enveloppe et traitement du bouclier
La phase initiale consiste à retirer la gaine polymérique extérieure et à exposer le blindage métallique. En fonction de la classe de tension du système, la dimension de la découpe de la gaine varie généralement entre 250 mm et 450 mm. Les installateurs doivent fixer soigneusement le blindage en fil de cuivre ou en ruban, en le repliant et en le liant temporairement pour éviter la contamination des couches sous-jacentes. Toute arête ou pointe vive laissée sur le blindage métallique doit être lissée pour éviter la perforation mécanique des joints en mastic ou de l'alésage intérieur du corps de la terminaison.
Découpage de la couche semi-conductrice
Le retrait de l'écran semi-conducteur extrudé est l'étape la plus critique et la plus sujette à erreur de toute la séquence de préparation. L'expérience sur le terrain montre que cette couche ne peut pas être simplement découpée jusqu'au cœur.
Les installateurs doivent utiliser un outil d'incision précisément calibré pour créer une rainure en spirale ou longitudinale, en laissant intentionnellement une couche microscopique du matériau semi-conducteur intacte à décoller à la main. Si la lame pénètre trop profondément et entaille l'isolation XLPE sous-jacente ne serait-ce que de ≥ 0,1 mm, elle crée un défaut localisé irréversible et soumis à de fortes contraintes. Dans les conditions d'exploitation, cette géométrie microscopique amplifie le champ électrique localisé (souvent exprimé par un ΔE élevé), initiant une décharge partielle qui finira par percer la paroi de l'isolant.
Nettoyage et polissage de l'isolation
Une fois la couche semi-conductrice enlevée manuellement, le diélectrique XLPE exposé doit être rendu entièrement vierge. Les installateurs doivent polir la surface de l'isolant à l'aide d'un ruban abrasif en oxyde d'aluminium non conducteur (généralement un grain 120 suivi d'un grain 240) afin d'éliminer les crêtes, les marches ou les indentations de carbone résiduel à la limite du semi-conducteur.
Le nettoyage doit être effectué à l'aide de lingettes de solvant approuvées, à évaporation rapide et non pelucheuses. Le mouvement d'essuyage est régi par une règle stricte : toujours essuyer de l'extrémité propre de l'isolation vers le bas, en direction de l'écran semi-conducteur restant. L'inversion de cette direction risque d'entraîner des particules de carbone conducteur sur la surface diélectrique préparée, ce qui crée des trajectoires invisibles et microscopiques. Le respect d'une structure lors de ces étapes préparatoires permet d'identifier ces défauts fatals avant la mise sous tension.
[Regard d'expert : Diagnostic de préparation sur le terrain]
Le “test de l'ongle” : Après avoir enlevé la couche semi-conductrice, faites glisser légèrement votre ongle sur l'étape de transition vers l'isolation XLPE. Si votre ongle s'accroche de manière agressive, la transition est trop abrupte et provoquera une concentration indésirable du champ électrique. Elle doit être polie en douceur.
Solvant Flash-Off : Ne jamais faire glisser le corps de la terminaison sur le câble lorsque l'isolation est encore mouillée par le solvant de nettoyage. Les composés organiques volatils (COV) piégés sous le silicone réduiront considérablement la rigidité diélectrique interne et provoqueront une rupture prématurée.
Séquence d'installation de la rétraction à froid (étape par étape)
Une fois le câble entièrement préparé et poli, le déploiement proprement dit de l'accessoire élastomère commence. Contrairement aux technologies de thermorétraction qui nécessitent des flammes nues et une gestion thermique minutieuse dans la tranchée ou le camion-nacelle, cette séquence repose entièrement sur l'énergie potentielle mécanique et le respect strict des procédures.
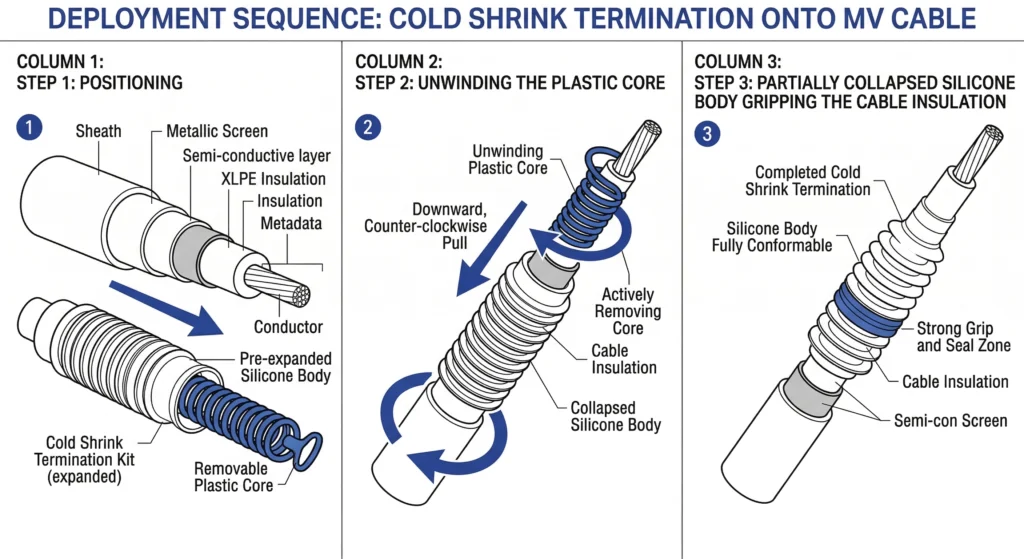
Figure 2 : La séquence d'installation mettant en évidence l'extraction critique dans le sens inverse des aiguilles d'une montre du noyau spiralé en plastique.
Positionnement de l'organe de terminaison
Le corps en silicone pré-expansé est soigneusement glissé sur l'extrémité préparée du câble. Cette phase initiale d'alignement doit être d'une précision absolue. Les installateurs sur le terrain doivent positionner la base de la terminaison à une distance très précise de la découpe de la gaine - généralement de 10 mm à 25 mm, selon le gabarit dimensionnel du fabricant. Comme le silicone s'affaisse sous l'effet d'une immense pression radiale active, il est physiquement impossible de repositionner l'accessoire après le début du processus de rétraction sans déchirer le mastic interne de contrôle des contraintes ou endommager le chevauchement semi-conducteur.
Déroulement du noyau spiralé
La dynamique de l'extraction des carottes impose un mouvement doux et continu afin d'éviter les défauts structurels. L'installateur saisit l'extrémité libre du ruban spiralé en plastique qui dépasse du fond du corps tubulaire. En tirant sur ce ruban dans le sens inverse des aiguilles d'une montre, le noyau commence à se séparer le long de ses perforations, ce qui permet au silicone expansé de s'effondrer progressivement du bas vers le haut.
Les installateurs doivent maintenir l'axe de traction strictement parallèle au câble. Si l'angle de traction dépasse 30° par rapport à l'axe du câble, le ruban en plastique subit une forte contrainte de cisaillement et peut se bloquer ou se rompre au milieu de l'installation. Une âme cassée interrompt effectivement le processus et ruine souvent un kit de terminaison de grande valeur, obligeant l'équipe à couper soigneusement l'accessoire partiellement rétracté et à recommencer l'ensemble du processus avec une nouvelle unité.
Mise à la terre et scellement final
Une fois que le corps de la terminaison s'est complètement effondré sur l'isolation et la cosse du connecteur, l'installation passe à la sécurisation des interfaces environnementales et électriques.
La continuité de la mise à la terre est établie en repliant le ruban de cuivre ou le blindage du fil sur la couche semi-conductrice et en le fixant à l'aide d'un ressort à force constante. Cette connexion mécanique doit garantir que la résistance de contact de l'interface reste ≤ 50 μΩ, gérant efficacement les courants de défaut transitoires sans surchauffe localisée. Pour compléter la séquence, des mastics auto-amalgamants spécialisés sont enveloppés étroitement sur le canon de la cosse et la découpe inférieure de la gaine, formant une barrière définitive contre la pénétration de l'humidité dans les environnements de terrain difficiles.
Contrôle de la qualité et vérifications après l'installation
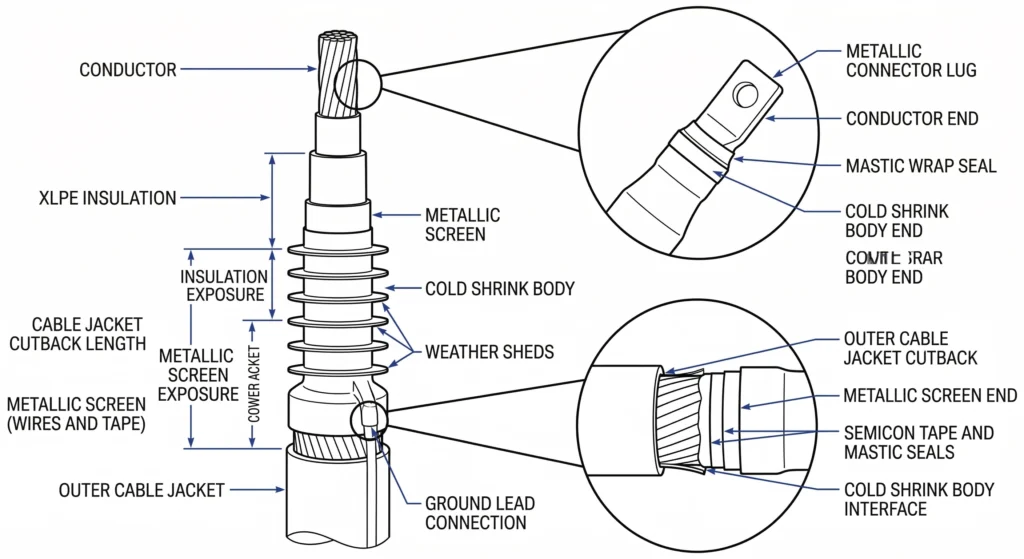
Figure 3 : Critères d'inspection visuelle post-installation axés sur les zones critiques de chevauchement du retour de gaine et d'étanchéité au mastic.
Une installation terminée ne doit jamais être mise sous tension sans une vérification rigoureuse. Un diagnostic systématique sur le terrain permet d'isoler les causes profondes avant que les défaillances ne se répètent, mais il est beaucoup plus économique d'identifier et de corriger les défauts avant de mettre le circuit sous tension. En suivant un processus structuré de contrôle de la qualité, les ingénieurs de terrain peuvent s'assurer que l'accessoire fonctionnera en toute sécurité dans des conditions de pleine charge.
Critères d'inspection visuelle
Le contrôle effectué immédiatement après l'installation repose sur une vérification visuelle et dimensionnelle stricte. Les installateurs doivent d'abord vérifier les dimensions de chevauchement en haut et en bas de l'accessoire. Le corps en silicone doit chevaucher la gaine inférieure du câble d'au moins 25 mm à 35 mm pour garantir une étanchéité adéquate à l'humidité ambiante. Au niveau de l'interface supérieure, la terminaison doit bien recouvrir le mastic appliqué sur l'embout du connecteur sans trop étirer le matériau.
Le corps de la terminaison doit également apparaître entièrement concentrique autour de l'axe du câble. Tout renflement localisé indique la présence d'air emprisonné, d'un blindage en ruban de cuivre plié ou d'un ruban de mastic mal enveloppé. En outre, un léger écrasement uniforme du mastic d'étanchéité sur les bords du tube de silicone est un indicateur visuel positif que la pression radiale active comprime correctement le joint.
Erreurs d'installation courantes à éviter
Les données recueillies sur le terrain indiquent qu'un pourcentage important de pannes prématurées est directement lié à des erreurs d'exécution plutôt qu'à des défauts de fabrication. Par exemple, une terminaison rétractable à froid de 15 kV tombe en panne au quatorzième mois, souvent non pas à cause d'un lot de silicone défectueux, mais en raison de contaminants microscopiques au carbone laissés sur l'isolation XLPE ou d'une couche semi-conductrice sévèrement entaillée pendant la phase de préparation.
Une autre erreur fréquente sur le terrain consiste à ne pas sceller correctement la cosse, ce qui permet à la pluie ou à l'humidité ambiante de s'infiltrer dans l'âme du conducteur toronné au fil du temps. Pour éviter ces problèmes récurrents, les équipes des services publics et les entrepreneurs doivent s'appuyer sur des diagnostics systématiques croisés avec les modes de défaillance connus sur le terrain.
Si les contrôles visuels sont essentiels, la confirmation de l'intégrité diélectrique nécessite souvent des tests de diagnostic hors ligne avant la mise en service. Les ingénieurs de terrain effectuent généralement des tests de résistance à très basse fréquence (VLF) combinés à des mesures de décharges partielles (DP). Une terminaison rétractable à froid mécaniquement saine et sans défaut doit présenter de manière fiable un niveau de DP de ≤ 5 pC lorsqu'elle est soumise à une tension d'essai phase-terre de 1,73 U0. Si les niveaux de DP dépassent ce seuil, ou si la résistance de contact localisée à l'interface de mise à la terre mesure ≥ 100 μΩ, cela indique fortement un vide interne, une couche de contrôle des contraintes compromise ou une mauvaise connexion du blindage que l'inspection visuelle seule n'a pas pu détecter.
Assistance technique pour les projets d'accessoires de câbles
Pour spécifier la bonne terminaison rétractable à froid, il faut faire correspondre les paramètres du projet bien au-delà de la classe de tension de base. Les spécifications incomplètes représentent un pourcentage important des inadéquations d'accessoires, ce qui entraîne des retards dans l'approvisionnement et des défaillances potentielles sur le terrain. Que votre projet concerne une connexion standard de 15 kV à l'intérieur d'un appareillage de commutation ou une installation extérieure très polluée de 35 kV au sommet d'un poteau, une validation technique rigoureuse est la première étape vers la fiabilité à long terme du réseau.
Lors de la préparation des documents d'achat, les ingénieurs doivent comparer les fiches techniques des câbles avec les capacités des accessoires. Les paramètres de sélection critiques comprennent la gamme précise de diamètres d'isolation, la ligne de fuite minimale requise (souvent spécifiée comme ≥ 31 mm/kV pour les environnements fortement pollués) et la section du conducteur, qui s'étend généralement de 50 mm² à 630 mm² pour les réseaux de distribution. Si ces variables ne sont pas alignées sur les limites d'expansion physique du corps en silicone, il en résultera une pression radiale inadéquate ou une rupture diélectrique.
Pour rationaliser ce processus de spécification et éliminer les conjectures, les équipes d'ingénieurs peuvent utiliser une structure pour s'assurer que tous les points de données techniques essentiels sont capturés avant la soumission. ZeeyiElec fournit des réponses techniques rapides et des devis précis pour que vos projets de câbles de distribution respectent les délais et soient mécaniquement solides.
Questions fréquemment posées
Quelle est la durée d'une terminaison par rétraction à froid ?
Lorsqu'il est correctement installé et qu'il fonctionne dans la classe de tension et les limites thermiques spécifiées, un système de câble d'alimentation équipé de ces accessoires en silicone fonctionne généralement de manière fiable pendant 25 à 40 ans. Cependant, des facteurs environnementaux sévères tels qu'une forte pollution saline côtière ou une exposition extrême aux UV peuvent faire vieillir prématurément le matériau si le système n'est pas spécifié avec des formulations de silicone spécialisées résistantes au cheminement.
Les terminaisons rétractables à froid peuvent-elles être installées dans des conditions humides ?
Bien que la terminaison finale installée soit hautement résistante aux intempéries et conçue pour repousser l'eau, le processus d'installation physique doit être effectué dans des conditions sèches, idéalement en dessous de 80% d'humidité relative. Si l'humidité ambiante est piégée sous le corps en silicone pendant la phase d'extraction du noyau, elle crée un chemin conducteur immédiat qui peut conduire à une décharge électrique localisée et à une défaillance prématurée de l'isolation.
Quelle est la durée de conservation d'un accessoire rétractable à froid ?
Les accessoires pré-expansés de rétraction à froid ont généralement une durée de conservation stricte allant de 12 à 24 mois en fonction du fabricant et de la température ambiante de l'entrepôt. Un stockage prolongé au-delà de cette période, en particulier dans des entrepôts dont la température est supérieure à 40°C, peut faire perdre au caoutchouc de silicone expansé ses caractéristiques de récupération de la prise permanente, ce qui se traduit par une pression radiale active inadéquate au moment de l'installation.
Ai-je besoin d'outils spéciaux pour installer une terminaison rétractable à froid ?
Aucune flamme nue, aucun pistolet thermique ni aucun outil hydraulique spécialisé n'est nécessaire pour rétracter l'accessoire sur le câble, ce qui le rend intrinsèquement plus sûr pour les environnements volatils. Cependant, les outils standard de préparation des câbles - en particulier les outils d'incision semi-coniques de précision calibrés à une tolérance de profondeur ≤ 0,1 mm - sont absolument essentiels pour s'assurer que l'isolation XLPE sous-jacente n'est pas entaillée ou endommagée avant l'application.
Que se passe-t-il si le noyau spiralé se bloque pendant le déroulement ?
Si l'âme spiralée continue en plastique se rompt ou se bloque en raison d'un angle de traction inapproprié, l'installation peut être complètement interrompue et l'accessoire peut être endommagé s'il s'est déjà partiellement effondré sur le câble. Les installateurs doivent maintenir une traction régulière, dans le sens inverse des aiguilles d'une montre, strictement parallèle à l'axe du câble, en conservant un angle de déviation ≤ 15°, afin de garantir une extraction en douceur, continue et sans déchirure.
Une terminaison rétractée à froid peut-elle être repositionnée après la rétraction ?
Une fois que l'âme spiralée en plastique est retirée et que le corps en silicone s'effondre sur le câble, la terminaison ne peut pas être déplacée, tordue ou repositionnée sans risquer une déchirure catastrophique des couches internes de contrôle des contraintes. Une précision totale au cours de la phase d'alignement initiale - qui nécessite généralement un chevauchement précis de 10 mm à 25 mm de la découpe de la gaine - est strictement obligatoire pour une installation réussie et sûre.
yoyo shi
Yoyo Shi écrit pour ZeeyiElec, en se concentrant sur les accessoires de moyenne tension, les composants de transformateurs et les solutions d'accessoires de câbles. Ses articles couvrent les applications des produits, les bases techniques et les perspectives d'approvisionnement pour les acheteurs de l'industrie électrique mondiale.