التحقق المسبق من التثبيت والتركيب المرحلي قبل التثبيت
قبل فك تغليف أنبوب واحد أو استخدام أي حرارة، يجب على العاملين الميدانيين التحقق من أن مجموعة الملحقات تتطابق مع المعلمات الفيزيائية والكهربائية للكابل في الخندق أو مجموعة المفاتيح الكهربائية. يبدأ التركيب الناجح بمراقبة صارمة للجودة أثناء مرحلة التدريج، مما يمنع عدم تطابق المواصفات التي تمثل نسبة كبيرة من حالات الفشل الميداني المبكر.
التحقق من توافق الكابلات والملحقات
تعمل مواد الانكماش الحراري على نسبة انكماش محددة (عادةً 3:1 أو 4:1). وبالتالي، فإن طقم الأدوات ذات الحجم غير الصحيح إما أن يفشل في مسح الكابل أثناء التدريج أو يفشل في ممارسة ضغط شعاعي كافٍ بمجرد انكماشه. قم بمطابقة ملصق العدة مع فئة الجهد المحدد للكابل (على سبيل المثال، 10 كيلو فولت، أو 20 (24) كيلو فولت، أو 35 كيلو فولت). يجب أيضًا محاذاة المقطع العرضي للموصل بشكل مثالي؛ لا يمكن لمجموعة أدوات الإنهاء المصنفة لـ 95-240 مم² أن تغلق بشكل موثوق موصل 400 مم²، ومحاولة إجبارها على ذلك قد يؤدي إلى انقسام الأنبوب أثناء مرحلة التسخين.
تأكد من أن قطر العزل فوق العازل الأساسي يقع بدقة ضمن نطاق الاستخدام المحدد للمجموعة (على سبيل المثال، 23.5 مم ≤ D ≤ 34.0 مم). يضمن هذا التفاوت أن يحافظ أنبوب التحكم في الإجهاد على تلامس حميم وخالٍ من الفراغات مع عزل الكابل.
فحص الجاهزية البيئية والأدوات
تؤثر البيئة الميدانية بشكل مباشر على سلامة تركيبات الانكماش الحراري. على عكس تقنيات الانكماش البارد التي تعتمد على اللدائن الممددة مسبقًا، يتطلب الانكماش الحراري تطبيقًا حراريًا نشطًا، مما يجعله شديد الحساسية لظروف الطقس المحيط. تحقق من أن درجة الحرارة المحيطة مناسبة؛ إذا كان العمل أقل من 5 درجات مئوية، يجب تسخين غلاف الكابل والعزل برفق لمنع المصطكي الساخن من التبريد الفوري عند التلامس، مما يسبب ضعف الترابط ومسارات دخول الرطوبة. تأكد من أن الرطوبة النسبية أقل من 80 في المائة لمنع انحباس الرطوبة تحت الأنابيب.
بعد ذلك، تحقق من الأدوات الميدانية. موقد اللحام القياسي العدواني غير كافٍ وخطير بالنسبة للعزل البوليمرية. يجب على عمال التركيب استخدام لهب ناعم كثيف - غالبًا ما يكون لهبًا أصفر الرأس - بدلاً من لهب القطع الحاد الأزرق لمنع حرق أو تقرح مواد الانكماش الحراري. تحقق من أن حجم فوهة الشعلة مناسب لقطر الكابل؛ فوهة 50 مم قياسية لمعظم مهام الوصل متوسطة الجهد. أخيرًا، تأكد من إنشاء منطقة تجميع نظيفة وجافة للحفاظ على جميع المكونات الملحقة خالية من الأوساخ أو الغبار المعدني أو طين الخنادق قبل وضعها على الكابل.
رؤى الخبراء التدريجية
التحقق من التدريج: احرص دائمًا على تمرير أنابيب الحماية الخارجية على الكابل قبل تجعيد الموصل، حيث يتسبب نسيان الأكمام الخارجية في تأخير أكثر من 15 بالمائة من الوصلات.
اختيار المذيب: لا تستخدم أبدًا مزيلات الشحوم الصناعية القياسية لتنظيف مكونات الكابلات؛ استخدم مناديل مذيبات معتمدة غير ملوثة وعالية التطاير (مثل كحول الأيزوبروبيل >90%) التي لا تترك أي بقايا.
مراقبة المخزون: قم بحساب جميع الأشرطة المصطكيّة ومكونات التحكم في الإجهاد مقابل قائمة مواد الطقم قبل البدء، لأن فقدان طبقة واحدة يعرض الحدود العازلة بأكملها للخطر.
إعداد الكابلات والتحكم في الأبعاد
أساس أي شيء موثوق به ملحقات كابل الانكماش الحراري يكمن في الإعداد الدقيق للكابلات. تظهر البيانات الميدانية باستمرار أن سوء تنفيذ التجريد هو المسؤول عن الأعطال المبكرة أكثر من المكونات الملحقة المعيبة. يجب أن يلتزم القائمون بالتركيب بدقة بورقة الأبعاد المقدمة في المجموعة المحددة.
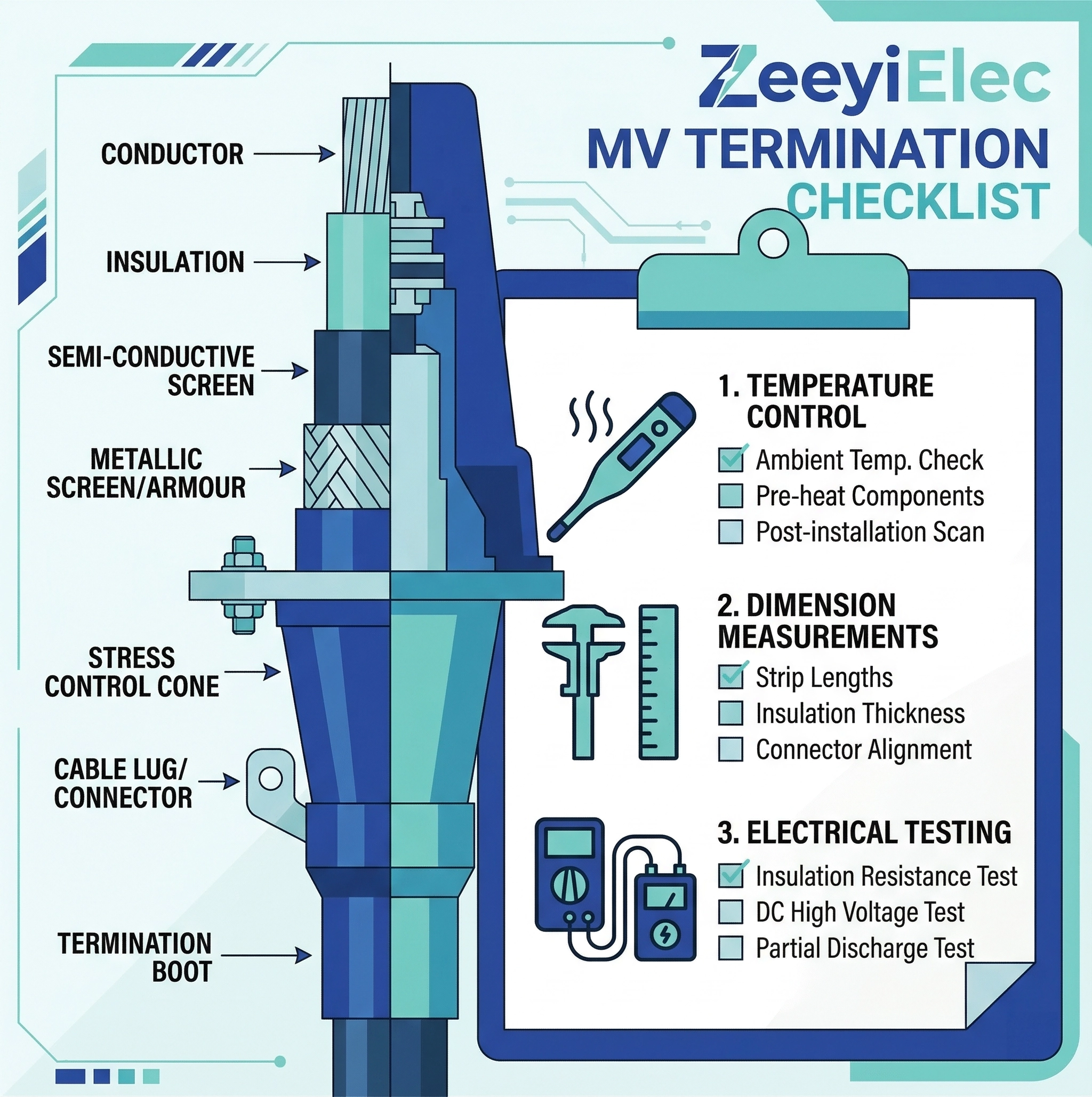
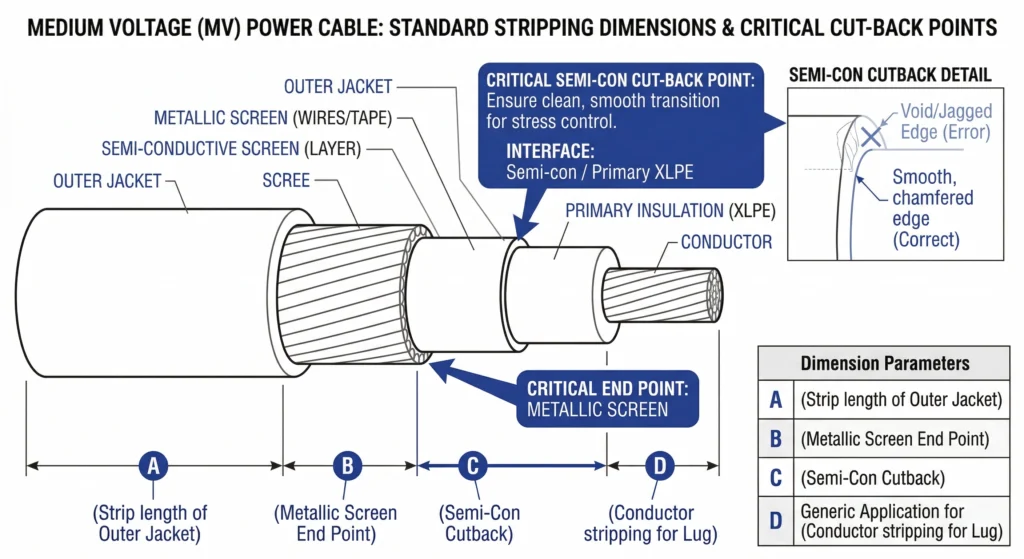
FIG-01: يضمن التحكم الدقيق في الأبعاد أثناء إعداد الكابل تداخل أنبوب التحكم في الإجهاد بشكل صحيح مع قطع الشاشة شبه المخروطية.
إزالة الغلاف الخارجي وتأريض الدرع الخارجي
تتضمن الخطوة الحرجة الأولى إزالة الغلاف الخارجي للكابل لكشف الدرع المعدني أو درع السلك النحاسي. وعادةً ما يتراوح طول الشريط الخلفي من 300 مم إلى 450 مم لإنهاءات الجهد المتوسط، اعتمادًا على ما إذا كان تكوينًا داخليًا أو خارجيًا. وبمجرد الكشف، يجب تنظيف الدرع المعدني جيدًا باستخدام مناديل مذيبة معتمدة غير ملوثة لضمان وجود مسار منخفض المقاومة لضفيرة التأريض.
عند تثبيت ضفيرة التأريض النحاسية المعلبة، يجب أن يستخدم عمال التركيب نابض قوة ثابتة بدلاً من مشابك الخرطوم القياسية أو سلك الربط الموضعي. يوفر نابض القوة الثابتة ذو الحجم الصحيح ضغطًا شعاعيًا مستمرًا بزاوية 360 درجة. يتكيف هذا الضغط الديناميكي مع دورات التمدد والانكماش الحراري للكابل تحت الحمل الثقيل، مما يمنع التوصيل الأرضي المفكوك الذي قد يؤدي إلى التعقب فوق غلاف الكابل.
تسجيل شاشة أشباه الموصلات وإزالتها
إن إزالة الطبقة شبه الموصلة المبثوقة (شبه الموصلة) هي العملية الأكثر خطورة في مرحلة التحضير بأكملها. يجب أن يقوم المثبتون بتسجيل الطبقة شبه الموصلة باستخدام أداة تجريد معايرة مزودة بموقف عمق، وليس بسكين فائدة قياسي.
الخطأ الحرج في المجال هو التسجيل بعمق شديد؛ فأي شق أو قطع دقيق يمتد ≥ 0.1 مم في عازل XLPE الأساسي سوف يركز الضغط الكهربائي بشكل كبير، مما يسرع التفريغ الجزئي (PD) ويسرع من التفريغ الجزئي (PD) وانهيار العزل الكارثي في نهاية المطاف.
بعد تقشير شبه الكوني، يجب أن تكون حافة القطع مربعة تمامًا وناعمة وخالية من التمزقات المسننة. يُطلب من عمال التركيب ترك طول محدد من شبه الكون شبه المكشوف بعد الدرع المعدني للسماح لأنبوب التحكم في الإجهاد بالانكماش الحراري الداخلي بإنشاء اتصال كهربائي مستمر.
بالنسبة لعمليات الإنهاءات القياسية بجهد 15 كيلو فولت، يتم الحفاظ على هذا البعد شبه المكشوف بدقة عند 40 مم ± 2 مم.
وأخيرًا، يجب صقل العازل الأولي المكشوف XLPE بشكل محيطي باستخدام شريط كاشط دقيق من أكسيد الألومنيوم غير موصل (عادةً ما يكون 120 حبة أو أدق). هذا يزيل أي مسارات كربون موصلة مجهرية متناهية الصغر خلفتها عملية الإزالة شبه الموصلة تاركةً سطحًا نقيًا لطبقات الانكماش الحراري الأولية.
فيزياء عازل الانكماش الحراري ومانع التسرب المصطكي
يعد فهم الفيزياء الأساسية وراء البوليمرات المترابطة أمرًا ضروريًا للموظفين الميدانيين لضمان مراقبة الجودة الصارمة. يتم تصنيع أنابيب الانكماش الحراري عن طريق بثق البوليمر وربط تركيبه الجزيئي عبر تشعيع شعاع الإلكترون وتوسيعه تحت درجات حرارة عالية وتبريده بسرعة. عندما يتم إعادة إدخال الطاقة الحرارية عن طريق الشعلة في الموقع، يتم تنشيط “ذاكرة” البوليمر، مما يجبر الأنبوب على الانكماش مرة أخرى نحو أبعاده الأصلية المبثوقة لإنشاء تداخل شعاعي محكم.
آليات التحكم في الإجهاد الكهربائي
عندما يتم إنهاء الشاشة شبه الموصلة بشكل مفاجئ أثناء إعداد الكابل، يصبح توزيع المجال الكهربائي غير متماثل إلى حد كبير. تتزاحم الخطوط متساوية الجهد بشكل مكثف عند القطع شبه الموصّل، مما يخلق نقطة إجهاد عالية موضعية قادرة على بدء التفريغ الجزئي (PD) وانهيار العزل في نهاية المطاف.
وللتخفيف من حدة ذلك، تستخدم أنظمة الانكماش الحراري أنبوب تحكم أولي في الإجهاد مصمم بخصائص مقاومة كهربائية محددة.
تتميز هذه المادة المصممة هندسيًا عادةً بسماحية نسبية عالية (εr ≥ 15)، وهو ما يؤدي إلى انكسار خطوط المجال الكهربائي بفاعلية بعيدًا عن حافة القطع الحادة، مما يوزع الضغط الكهربائي بشكل منتظم على طول منطقة الانتقال.
التأسيسية IEC 60502-4 تفرض معايير اختبار ملحقات كبلات الطاقة متوسطة الجهد بروتوكولات ملحقات كبلات الطاقة ذات الجهد المتوسط حدود تفريغ جزئي صارمة يجب أن تتحملها هذه الآليات. ويضمن التنشيط الحراري السليم التلامس الحميم بين أنبوب التحكم هذا والعازل الكهربائي، وهو شرط غير قابل للتفاوض لاجتياز اختبارات القبول الميداني.
ديناميكيات التدفق المصطكي تحت الحرارة
وفي حين توفر الأنابيب البوليمرية الحدود الميكانيكية والكهربائية، فإن الأشرطة اللاصقة الأساسية توفر إزالة الفراغات الحرجة وعزل الرطوبة البيئية. يتم وضع المصطكي المخفف للإجهاد مباشرةً فوق القطع شبه المخروطي، بينما يتم وضع المصطكي المنفصل العازل للطقس عند واجهة التأريض والعروة الطرفية.
عندما يطبق عامل التركيب لهبًا محكومًا، مما يرفع درجة حرارة سطح المادة الموضعية إلى 110 - 130 درجة مئوية كحد أدنى للتنشيط، تتحول هذه المواد المصممة هندسيًا إلى حالة لزجة للغاية وقابلة للتدفق.
من وجهة نظر التركيب الميداني العملي، يفرض هذا الانتقال الديناميكي الحراري التنفيذ السليم: يجب على الفنيين دائمًا تقليص الأنبوب بدءًا من نقطة ارتكاز محددة - عادةً ما تكون في الأسفل أو الوسط - والعمل بثبات إلى الخارج. هذا التسخين الاتجاهي يضغط فيزيائيًا على المصطكي المسال في النتوءات المجهرية التي خلفتها أشرطة التلميع الكاشطة، مما يدفع الهواء بنشاط إلى الخارج قبل الأنبوب المنكمش. إذا أصبح الهواء محصورًا تحت الأنبوب، فإنه يشكل فراغًا مجهريًا؛ ولأن الهواء لديه قوة عازلة أقل بكثير من XLPE المحيط، فإنه سيتأين تحت ضغط الجهد المتوسط، مما يؤدي إلى تتبع داخلي يدمر الإنهاء من الداخل إلى الخارج.
معلمات تنفيذ التسخين والتحكم في الانكماش
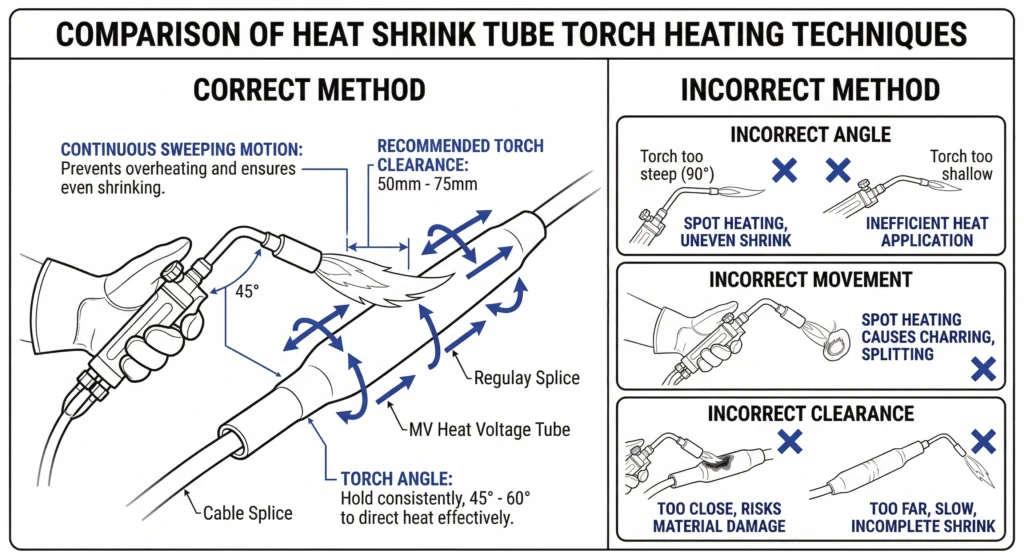
FIG-02: يتطلب التنفيذ الحراري السليم لهبًا ناعمًا أصفر الرأس يظل في حركة مستمرة لمنع تدهور البوليمر.
تتطلب ترجمة تصميم الملحقات من الدرجة المختبرية إلى موثوقية ميدانية تنفيذًا حراريًا صارمًا. خلال هذه المرحلة، تحدد تقنية عامل التركيب بشكل مباشر ما إذا كان الإنهاء يحقق العمر التشغيلي المقصود أو يفشل قبل الأوان. إن قائمة التحقق من مراقبة جودة التركيب لملحقات MV يجب مراقبة عملية التسخين النشط بدقة.
تقنية الشعلة والتحكم في درجة الحرارة
الخطأ الميداني الأساسي أثناء تركيب الانكماش الحراري هو الاستخدام غير السليم للهب. يجب على عمال التركيب استخدام شعلة بروبان ناعمة وكثيفة ذات طرف أصفر، مع تجنب اللهب الحاد المؤكسد الأزرق الذي سيحرق البوليمر المتصالب ويؤدي إلى تدهوره بسرعة.
يجب تثبيت فوهة الشعلة على مسافة ثابتة من 50 مم - 75 مم من سطح الأنبوب.
تملي التجربة أنه يجب أن تظل الشعلة في حركة مستمرة وكاسحة. سيؤدي البقاء على بقعة واحدة لأكثر من بضع ثوانٍ إلى ارتفاع درجة الحرارة الموضعي. إذا اكتسب سطح الأنبوب مظهراً لامعاً أو متقرحاً أو حليبي اللون، فإن البنية الجزيئية قد تضررت حرارياً، مما يعرض مقاومة التتبع والقوة العازلة للخطر بشكل دائم. يجب على القائمين بالتركيب تدوير الحرارة باستمرار 360 درجة حول الكابل لضمان انكماش شعاعي موحد ومنع الانكماش الشعاعي ومنع تفاوت سماكة الجدار، مما قد يؤدي إلى خلق نقاط ضعف في حاجز العزل.
تحديد موضع الأنبوب وتسلسل الانكماش
يعد الوضع المناسب قبل تطبيق الحرارة أمرًا بالغ الأهمية، حيث لا يمكن إعادة وضع الأنبوب المنكمش بالكامل. يحدد تسلسل الانكماش فعالية الختم البيئي. يجب أن يتم تطبيق الحرارة دائمًا بدءًا من الجزء السفلي من الإنهاء (أو مركز الوصلة) ويتم تمريرها تدريجيًا نحو الأطراف المفتوحة. تعمل طريقة الانكماش أحادية الاتجاه هذه كممسحة ميكانيكية تدفع الهواء إلى الخارج وتدفع بنشاط لتخفيف الضغط الكامن ومواد الإغلاق اللاصقة إلى كل شق مجهري.
تتمثل إحدى نقاط الفحص البصري الرئيسية للمفتشين الميدانيين في سلوك المادة المانعة للتسرب عند حواف الأنبوب المنكمش بالكامل.
يتطلب التركيب الناجح وجود حبة مرئية متواصلة من المصطكي المذاب من 1 مم إلى 3 مم من المصطكي المذاب تنبثق من أطراف الأنبوب على غلاف الكابل أو العروة الطرفية.
إذا كان هذا البثق غائبًا، يكون الختم البيئي غير مكتمل، وسيحدث حتمًا دخول الرطوبة. وبمجرد اكتمال التسخين، يجب ترك التجميع بأكمله ليبرد بشكل طبيعي إلى درجة الحرارة المحيطة؛ حيث يؤدي استخدام الماء أو الهواء البارد لتسريع التبريد إلى حدوث صدمة حرارية شديدة وإجهاد ميكانيكي داخلي داخل شبكة البوليمر المشكلة حديثًا.
رؤى الخبراء في الانكماش
مصيدة البقعة الباردة: غالبًا ما يتلقى الجانب السفلي من الكابلات المركبة أفقيًا حرارة أقل أثناء الانكماش، مما يؤدي إلى عدم اكتمال بثق المصطكي. استخدم دائمًا مرآة فحص للتحقق من أن نصف القطر السفلي مغلق تمامًا.
قاعدة الانكماش الاتجاهي: لا تسخن أبدًا من كلا الطرفين في وقت واحد نحو المنتصف. فهذا يحبس جيبًا من الهواء داخليًا، مما يضمن فعليًا حدوث عطل تفريغ جزئي في المستقبل.
حماية ما بعد الحرارة: لا تقم بتحريك أو ثني وصلة الكابل المكتملة حتى يبرد الملحق بالكامل إلى درجة الحرارة المحيطة، حيث أن طبقات المصطكي لا تزال شبه سائلة ويمكن أن تنفصل إذا تم تحريكها.
الفحص البصري بعد التركيب والفحص الكهربائي بعد التركيب
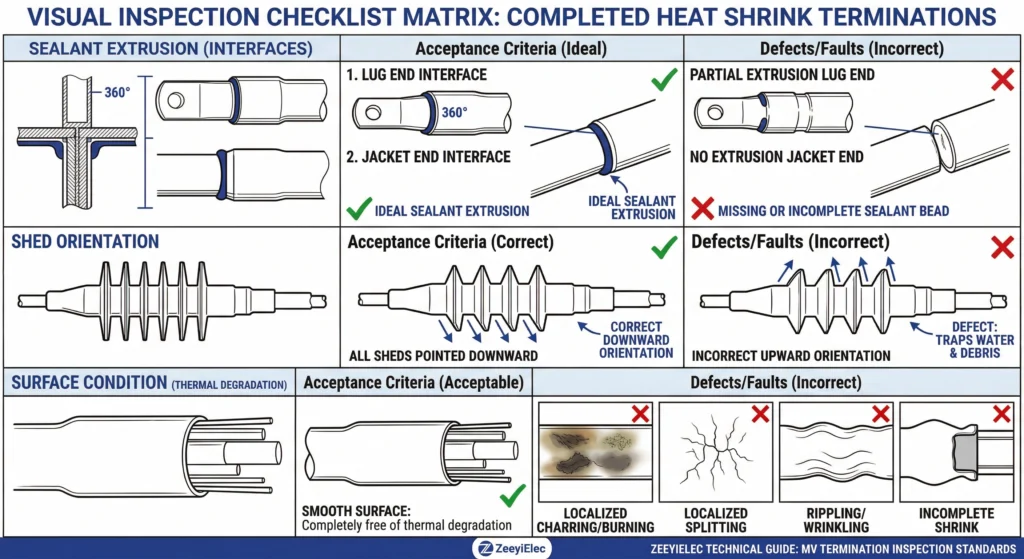
FIG-03: يؤكد البثق المستمر من 1 مم إلى 3 مم من المصطكي عند حدود المكونات أنه تم إنشاء مانع تسرب بيئي محكم.
بعد أن يبرد ملحق الانكماش الحراري بالكامل إلى درجة الحرارة المحيطة، يجب على العاملين الميدانيين تنفيذ تسلسل صارم لمراقبة الجودة بعد التركيب. هذه المرحلة هي الحاجز الأخير الذي يحول دون تنشيط التركيب المخترق. وتتألف من مرحلتين غير قابلة للتفاوض: التدقيق البصري للعيوب والاختبار الكهربائي الفعال.
تحديد العيوب البصرية الحرجة
يعزل الفحص البصري أخطاء التركيب الجسيمة قبل تطبيق أي جهد كهربائي. يجب أن يتحقق المفتشون من السلامة المادية للأنابيب الخارجية. يجب أن يكون السطح أملس تمامًا؛ أي تقرحات موضعية أو علامات احتراق أو تغير لون حليبي يشير إلى تدهور حراري للبوليمر المترابط.
كما لوحظ سابقًا، يجب أن يكون هناك بثق مستمر من المصطكي من 1 مم إلى 3 مم في كل من واجهة العروة وحدود غلاف الكابل لضمان إحكام الإغلاق
إذا انقسمت حافة الأنبوب - وغالبًا ما يحدث ذلك بسبب شق مجهري أثناء التدريج أو التسخين غير المتساوي أو تجاوز الحد الأقصى لنسبة الانكماش - فيجب رفض الملحق بالكامل واستبداله. وعلاوة على ذلك، بالنسبة للتطبيقات الخارجية، يجب أن تكون حظائر الإنهاء (تنانير المطر) متباعدة بشكل موحد وموجهة بشكل صحيح إلى الأسفل لإلقاء المياه بكفاءة ومنع مسارات تتبع السطح المستمرة.
وتتمثل الخطوة الأولى في اختبار مقاومة العزل (IR)، الذي يتم إجراؤه عادةً باستخدام جهاز قياس مقاومة العزل 2.5 كيلو فولت أو 5 كيلو فولت. للحصول على إنهاء سليم بجهد 15 كيلو فولت أو 25 كيلو فولت، يجب أن تتجاوز مقاومة العزل المقاسة عادةً 1000 ميجا فولت.يطبق اختبار VLF القياسي جهد تيار متردد (عادةً 0.1 هرتز) عند 2 × إلى 3 × جهد الطور إلى الأرض الاسمي (U0) لمدة 15 إلى 30 دقيقة.
إذا تحملت الوصلة هذا الإجهاد الكهربائي المرتفع دون تعطل معدات الاختبار أو إظهار تيار تسرب غير منتظم، يمكن للمهندس الميداني أن يعتمد بثقة الملحق من أجل التنشيط الآمن والخدمة طويلة الأجل في شبكة التوزيع.
حلول الانكماش الحراري ZeeyiElec ودعم المشاريع
مصفوفة واجهة الطاقة الشاملة
مهندسو ZeeyiElec موثوقون إكسسوارات الكابلات مصممة خصيصًا لشبكات التوزيع الخدمية والصناعية. تشتمل مجموعة أدوات الانكماش الحراري لدينا على أطقم الإنهاء والتوصيل بجهد 10 كيلو فولت، و20 (24) كيلو فولت، و35 كيلو فولت، وتستوعب المقاطع العرضية للموصلات حتى 800 مم2. ومن خلال المطابقة الصارمة لصفائح الأبعاد الفيزيائية ومعلمات العزل الكهربائي، يتم تنظيم كل مجموعة لتبسيط التنفيذ الميداني مع ضمان استقرار العزل على المدى الطويل. يعني التوريد من شركة تصنيع متخصصة أن التفاوتات الميدانية وعتبات إجهاد المواد يتم حسابها بفعالية قبل وقت طويل من وصول المكونات إلى خندق الموقع.
تواصل مع فريقنا الهندسي
تتطلب فرق المشتريات وفرق الهندسة الميدانية يقيناً تقنياً إلى جانب التنفيذ السلس للتركيب. وبالإضافة إلى توصيلات الكابلات، نوفر توصيلات الكابلات ذات التصميم الهندسي العالي ملحقات المحولات لضمان الموثوقية الكاملة للشبكة من المحطة الفرعية الأساسية وصولاً إلى مركز التحميل. سواء كنت تحدد مواصفات الإنهاءات الداخلية لمجموعة المفاتيح الكهربائية المقيدة أو مكونات حماية المحولات القوية، فإن دعمنا الهندسي يضمن مطابقة دقيقة للنموذج وتكاملًا متوافقًا مع المعايير. تواصل مع فريقنا الهندسي المتخصص لتأمين المواصفات الصحيحة، واستكشاف التحديات الميدانية وإصلاحها، وتحسين مشروع البنية التحتية الكهربائية التالي الخاص بك
الأسئلة المتداولة
ما هو نطاق درجة الحرارة المقبول لتركيب ملحقات كابل الانكماش الحراري؟
يجب أن تتم التركيبات بشكل مثالي بين 0 درجة مئوية و40 درجة مئوية، على الرغم من أن التسخين المسبق لغلاف الكابل مطلوب إذا انخفضت درجات الحرارة المحيطة عن 5 درجات مئوية. يمكن للبرودة الشديدة أن تجعل المكونات هشة وتمنع تدفق المصطكي بشكل صحيح، لذا فإن حاويات التدفئة الموضعية ضرورية في ظروف الحقل المتجمدة.
ما هو مقدار التداخل المطلوب للشريط المصطكي في عمليات إنهاء الانكماش الحراري؟
يتطلب التركيب القياسي تقنية لف نصف اللفة بنسبة 50 في المائة تمتد من 10 إلى 15 مم على الأقل فوق طبقات الكابل المجاورة لضمان إحكام الإغلاق البيئي المقاوم للرطوبة. يجب تطبيق الشد المناسب أثناء التغليف؛ وإلا فإن التدوير الحراري والإجهاد الميكانيكي يمكن أن يتسبب في تكوين فراغات على مدى عمر الملحق.
لماذا تنقسم أنابيب الانكماش الحراري أحياناً أثناء التركيب؟
يحدث الانقسام عادةً بسبب السخونة الزائدة الموضعية التي تتجاوز 250 درجة مئوية، أو حركة الشعلة غير المتساوية، أو الشقوق المادية الموجودة على حافة الأنبوب قبل الانكماش. إن الحفاظ على حركة الشعلة المستمرة والكاسحة وبدء التسخين من المركز أو الطرف المحدد يقلل من هذا الخطر أثناء التنفيذ الميداني.
ما هو جهد الاختبار الميداني الصحيح لإنهاء الانكماش الحراري المكتمل بجهد 15 كيلو فولت؟
عادةً ما يستخدم اختبار القبول الميداني اختبار التردد المنخفض جدًا (VLF) للتيار المتردد أو اختبار الجهد العالي للتيار المستمر، وغالبًا ما يصل إلى 25 كيلو فولت إلى 35 كيلو فولت اعتمادًا على عمر الكابل المحدد وبروتوكول شبكة المرافق السائد. استشر دائمًا مصفوفة اختبار المشروع المحدد، حيث إن تجاوز حدود الجهد الأساسي يمكن أن يؤدي إلى تدهور عزل البوليمر السليم.
كم من الوقت يجب الانتظار قبل تنشيط وصلة الانكماش الحراري المركبة حديثاً؟
بينما تعالج المواد البوليمرية المتقلصة بالحرارة وتثبت على الفور تقريبًا عندما تبرد إلى درجة الحرارة المحيطة (عادةً في غضون 30 إلى 60 دقيقة)، يجب ألا يحدث التنشيط إلا بعد اجتياز جميع اختبارات القبول الكهربائية الإلزامية بشكل واضح. على عكس الأنظمة المملوءة بالسوائل، لا توجد فترة تفريغ أو ترسيب طويلة مطلوبة للبوليمرات الصلبة نفسها
يويو شي
تكتب يويو شي في ZeeyiElec، مع التركيز على ملحقات الجهد المتوسط ومكونات المحولات وحلول ملحقات الكابلات. تغطي مقالاتها تطبيقات المنتجات، والأساسيات التقنية، ورؤى المصادر للمشترين العالميين في مجال الصناعات الكهربائية.