Verificação de pré-instalação e preparação de acessórios
Antes de desembrulhar um único tubo ou aplicar qualquer calor, a equipe de campo deve verificar se o kit de acessórios corresponde aos parâmetros físicos e elétricos do cabo na vala ou no painel de distribuição. Uma instalação bem-sucedida começa com um controle de qualidade rigoroso durante a fase de preparação, evitando incompatibilidades de especificações que representam uma porcentagem significativa de falhas iniciais em campo.
Verificação da compatibilidade de cabos e acessórios
Os materiais termorretráteis operam em uma taxa de encolhimento definida (normalmente 3:1 ou 4:1). Consequentemente, um kit dimensionado incorretamente não conseguirá limpar o cabo durante a preparação ou não exercerá pressão radial suficiente depois de encolhido. Faça referência cruzada da etiqueta do kit com a classe de tensão específica do cabo (por exemplo, 10kV, 20(24)kV ou 35kV). A seção transversal do condutor também deve estar perfeitamente alinhada; um kit de terminação classificado para 95-240 mm² não pode vedar de forma confiável um condutor de 400 mm² e, ao tentar forçá-lo, corre-se o risco de rachar a tubulação durante a fase de aquecimento.
Certifique-se de que o diâmetro do isolamento sobre o dielétrico primário esteja estritamente dentro da faixa de aplicação especificada do kit (por exemplo, 23,5 mm ≤ D ≤ 34,0 mm). Essa tolerância garante que o tubo de controle de tensão mantenha um contato íntimo e livre de vazios com o isolamento do cabo.
Prontidão ambiental e verificação de ferramentas
O ambiente de campo afeta diretamente a integridade das instalações termorretráteis. Diferentemente das tecnologias de encolhimento a frio que dependem de elastômeros pré-expandidos, o encolhimento por calor requer aplicação térmica ativa, o que o torna altamente sensível às condições climáticas do ambiente. Verifique se a temperatura ambiente é adequada; se estiver trabalhando abaixo de 5°C, a capa do cabo e o isolamento devem ser pré-aquecidos suavemente para evitar que o mastique quente esfrie instantaneamente ao entrar em contato, o que causa má ligação e vias de entrada de umidade. Certifique-se de que a umidade relativa esteja abaixo de 80% para evitar o aprisionamento de umidade sob a tubulação.
Em seguida, verifique as ferramentas de campo. Um maçarico padrão e agressivo é insuficiente e perigoso para o isolamento polimérico. Os instaladores devem usar uma chama macia e espessa - geralmente uma chama com ponta amarela - em vez de uma chama de corte azul e afiada para evitar queimaduras ou bolhas nos materiais termorretráteis. Verifique se o tamanho do bocal da tocha é apropriado para o diâmetro do cabo; um bocal de 50 mm é padrão para a maioria das tarefas de junção de média tensão. Por fim, certifique-se de que uma área de preparação limpa e seca seja estabelecida para manter todos os componentes acessórios livres de sujeira, poeira metálica ou lama de vala antes de serem posicionados no cabo.
Insights de especialistas em preparação
Verificação de preparação: Sempre deslize os tubos de proteção externa sobre o cabo antes de crimpar o conector, pois o esquecimento das luvas externas causa mais de 15% dos atrasos na junção.
Seleção do solvente: Nunca use desengraxantes industriais padrão para limpar os componentes do cabo; utilize estritamente lenços com solventes aprovados, que não soltem fiapos e sejam altamente voláteis (por exemplo, álcool isopropílico >90%) e que não deixem resíduos.
Controle de inventário: Conte todas as fitas de mástique e componentes de controle de tensão em relação à lista de materiais do kit antes de começar, pois a falta de uma única camada compromete todo o limite dielétrico.
Preparação de cabos e controle de dimensões
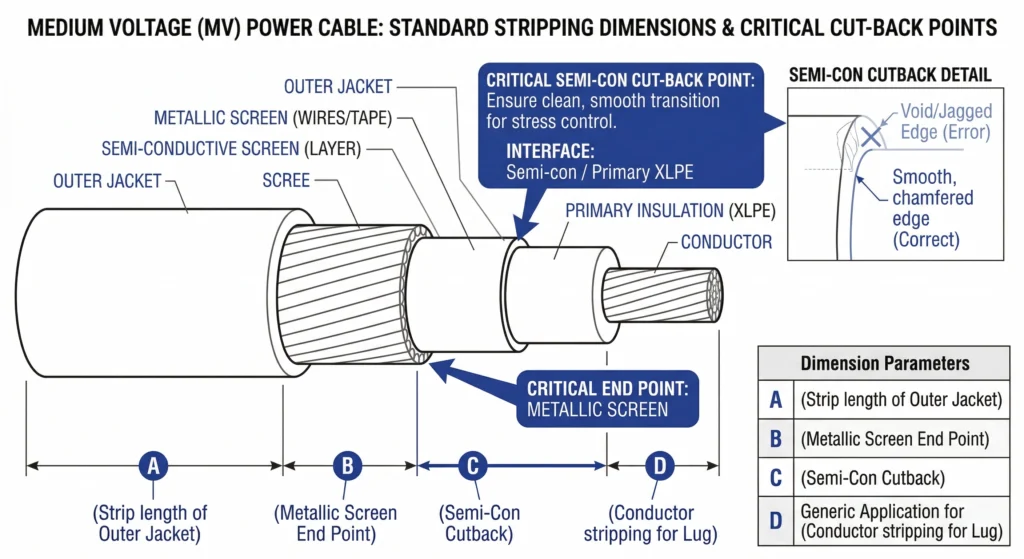
O alicerce de qualquer Acessórios para cabos termoencolhíveis A instalação de um cabo de rede de alta tensão está na preparação precisa do cabo. Os dados de campo mostram consistentemente que a execução incorreta da decapagem é responsável por mais falhas prematuras do que componentes acessórios defeituosos. Os instaladores devem seguir rigorosamente a folha de dimensões fornecida no kit específico.
FIG-01: O controle dimensional preciso durante a preparação do cabo garante que o tubo de controle de tensão se sobreponha adequadamente ao corte da tela semicondutora.
Remoção da capa externa e aterramento da armadura
A primeira etapa crítica envolve a remoção da capa externa do cabo para expor a armadura metálica ou a blindagem do fio de cobre. O comprimento de remoção normalmente varia de 300 mm a 450 mm para terminações de média tensão, dependendo se a configuração é interna ou externa. Uma vez exposta, a tela metálica deve ser cuidadosamente limpa com lenços de solvente aprovados e que não soltem fiapos para garantir um caminho de baixa resistência para a trança de aterramento.
Ao fixar a trança de aterramento de cobre estanhado, os instaladores devem usar uma mola de força constante em vez de braçadeiras de mangueira padrão ou fio de ligação localizado. Uma mola de força constante dimensionada corretamente fornece pressão radial contínua de 360 graus. Essa pressão dinâmica se adapta aos ciclos de expansão e contração térmica do cabo sob carga pesada, evitando uma conexão de aterramento frouxa que poderia desencadear o rastreamento sobre o revestimento do cabo.
Marcação e remoção de telas semicondutoras
A remoção da camada semicondutora extrudada (semicon) é a operação de maior risco em toda a fase de preparação. Os instaladores devem marcar a camada semicondutora usando uma ferramenta de decapagem calibrada e equipada com um limitador de profundidade, nunca uma faca comum.
Um erro crítico de campo é marcar muito profundamente; qualquer entalhe ou microcorte que se estenda ≥ 0,1 mm no dielétrico primário do XLPE concentrará exponencialmente o estresse elétrico, acelerando rapidamente a descarga parcial (PD) e a eventual ruptura catastrófica do isolamento.
Depois de descascar o semicondutor, a borda cortada deve estar perfeitamente quadrada, lisa e sem rasgos irregulares. Os instaladores devem deixar um comprimento específico de semi-con exposto após a blindagem metálica para permitir que o tubo interno de controle de tensão termorretrátil estabeleça contato elétrico contínuo.
Para terminações padrão de 15kV, essa dimensão de semicondutor exposto é mantida estritamente em 40 mm ± 2 mm.
Por fim, o isolamento primário de XLPE exposto deve ser polido circunferencialmente com uma tira abrasiva de óxido de alumínio fino não condutor (normalmente de granulação 120 ou mais fina). Isso elimina todos os rastros microscópicos de carbono condutivo deixados pelo processo de remoção do semicondutor, deixando uma superfície pura para as camadas primárias de encolhimento térmico.
A física do isolamento termoencolhível e da vedação com mástique
Compreender a física fundamental por trás dos polímeros reticulados é essencial para que o pessoal de campo garanta um controle de qualidade rigoroso. Os tubos termorretráteis são fabricados por meio da extrusão de um polímero, da ligação cruzada de sua estrutura molecular por meio de irradiação de feixe de elétrons, da expansão sob altas temperaturas e do resfriamento rápido. Quando a energia térmica é reintroduzida por meio de um maçarico no local, a “memória” do polímero é ativada, forçando o tubo a encolher de volta para suas dimensões originais extrudadas para estabelecer um ajuste de interferência radial apertado.
Mecanismos de controle da tensão dielétrica
Quando a tela semicondutora é interrompida abruptamente durante a preparação do cabo, a distribuição do campo elétrico torna-se altamente assimétrica. As linhas equipotenciais se aglomeram intensamente no corte do semicondutor, criando um ponto de alta tensão localizado capaz de iniciar a descarga parcial (PD) e a eventual ruptura do isolamento.
Para atenuar isso, os sistemas termorretráteis utilizam um tubo primário de controle de tensão projetado com características específicas de impedância elétrica.
Esse material de engenharia normalmente apresenta uma alta permissividade relativa (εr ≥ 15), que refrata ativamente as linhas de campo elétrico para longe da borda afiada do corte, distribuindo a tensão elétrica uniformemente ao longo da zona de transição.
Fundamentos IEC 60502-4 Os protocolos de teste de acessórios para cabos de alimentação de média tensão ditam limites rigorosos de descarga parcial que esses mecanismos devem suportar. A ativação térmica adequada garante o contato íntimo entre esse tubo de controle e o dielétrico primário, um requisito inegociável para passar nos testes de aceitação em campo.
Dinâmica de fluxo de mastique sob calor
Enquanto a tubulação polimérica fornece os limites mecânicos e elétricos, as fitas de mástique subjacentes fornecem a eliminação crítica de vazios e a vedação contra umidade ambiental. O mastique de alívio de tensão é posicionado diretamente sobre o corte do semicondutor, enquanto mastiques separados de vedação contra intempéries são colocados na interface de aterramento e no terminal.
Quando um instalador aplica uma chama controlada, elevando a temperatura localizada da superfície do material até o limite de ativação de 110°C a 130°C, esses mastiques projetados passam para um estado altamente viscoso e fluido.
Do ponto de vista prático da instalação em campo, essa transição termodinâmica determina a execução adequada: os técnicos devem invariavelmente encolher a tubulação começando em um ponto de ancoragem designado - geralmente na parte inferior ou no centro - e trabalhar constantemente para fora. Esse aquecimento direcional comprime fisicamente o mastique liquefeito nos sulcos microscópicos deixados pelas fitas de polimento abrasivas, empurrando ativamente o ar para fora do tubo de encolhimento. Se o ar ficar preso sob o tubo, ele formará um vazio microscópico; como o ar tem uma resistência dielétrica significativamente menor do que a do XLPE circundante, ele se ionizará sob tensão de média tensão, acionando o rastreamento interno que destrói a terminação de dentro para fora.
Execução do aquecimento e parâmetros de controle de contração
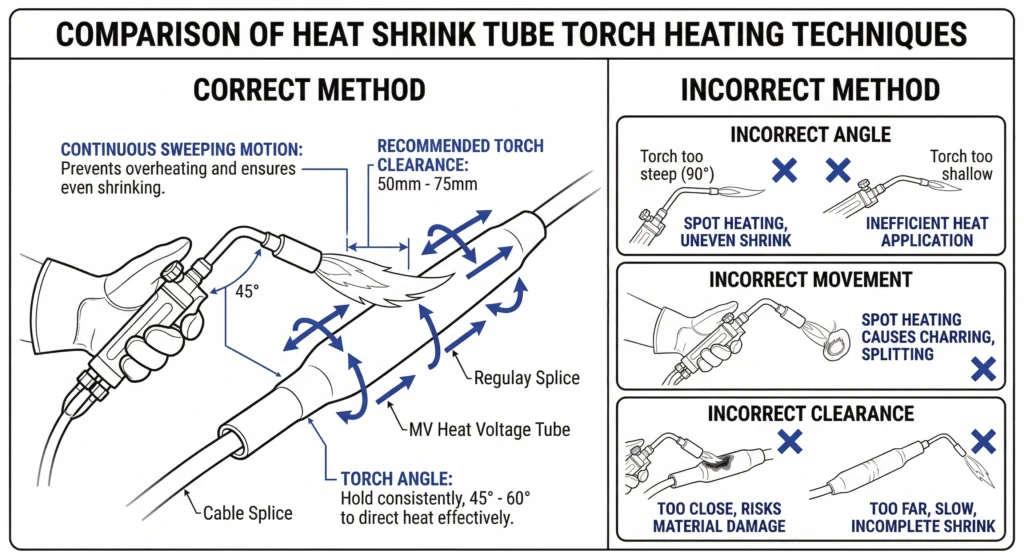
FIG-02: A execução térmica adequada requer uma chama macia, de ponta amarela, mantida em movimento contínuo para evitar a degradação do polímero.
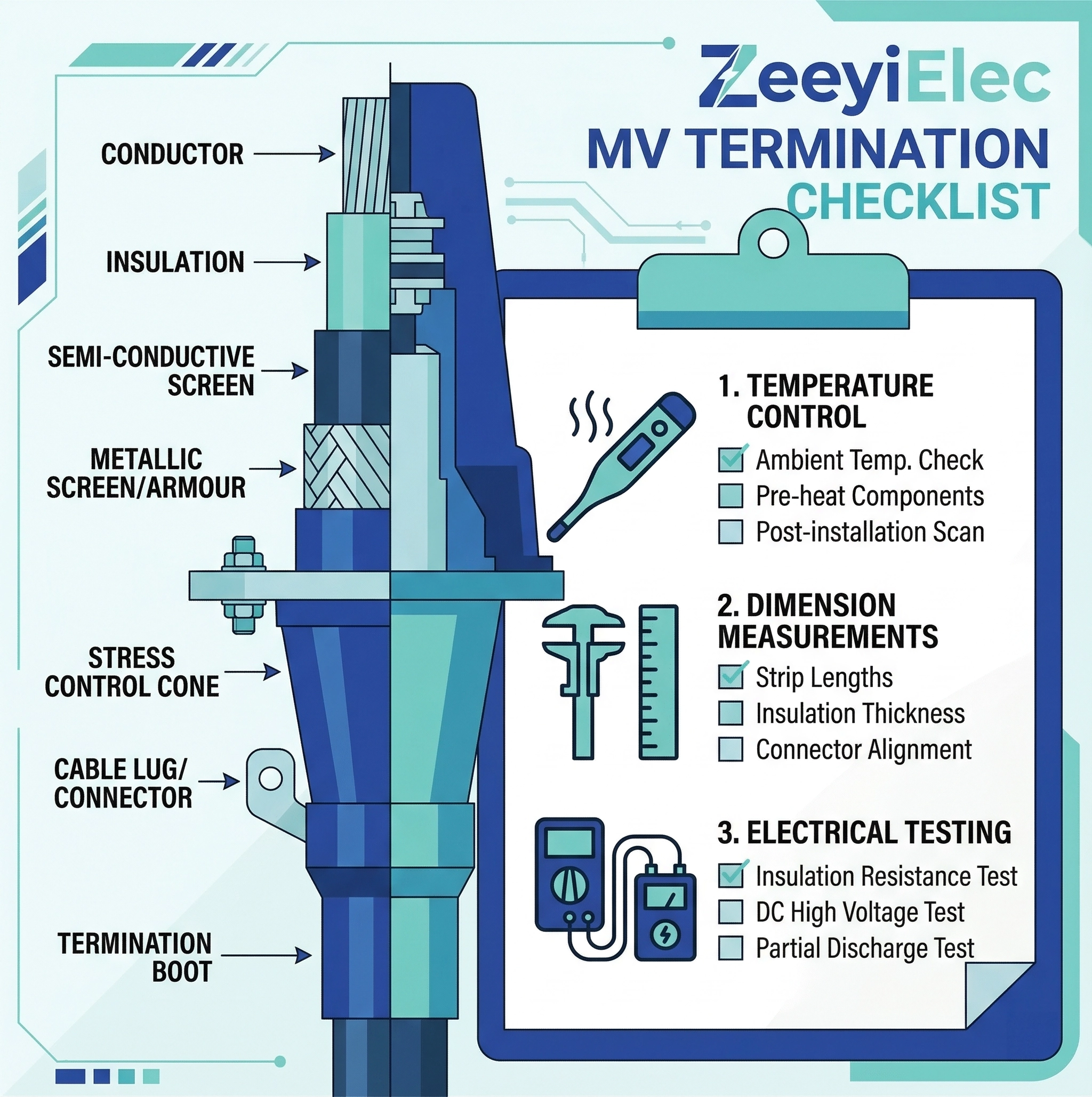
Traduzir o design de acessórios de nível laboratorial em confiabilidade no campo requer uma execução térmica rigorosa. Durante essa fase, a técnica do instalador determina diretamente se a terminação atingirá a vida útil pretendida ou se falhará prematuramente. Uma abrangente Lista de verificação de controle de qualidade de instalação para acessórios MV deve monitorar rigorosamente o processo de aquecimento ativo.
Técnica da tocha e controle de temperatura
O principal erro de campo durante a instalação do termoencolhível é a aplicação incorreta da chama. Os instaladores devem usar uma chama de propano macia e espessa com uma ponta amarela, evitando explicitamente chamas oxidantes azuis e afiadas que queimarão e degradarão rapidamente o polímero reticulado.
O bico da tocha deve ser mantido a uma distância constante de 50 mm a 75 mm da superfície da tubulação.
A experiência diz que a tocha deve permanecer em um movimento constante e abrangente. Permanecer em um único ponto por mais de alguns segundos causará superaquecimento localizado. Se a superfície da tubulação desenvolver uma aparência brilhante, com bolhas ou leitosa, a estrutura molecular foi danificada termicamente, comprometendo permanentemente a resistência de rastreamento e a força dielétrica. Os instaladores devem girar continuamente o calor em 360 graus ao redor do cabo para garantir o encolhimento radial uniforme e evitar a espessura irregular da parede, o que pode criar pontos fracos na barreira de isolamento.
Posicionamento do tubo e sequência de encolhimento
O posicionamento adequado antes da aplicação do calor é fundamental, pois um tubo totalmente encolhido não pode ser reposicionado. A sequência de encolhimento determina a eficácia da vedação ambiental. O calor deve ser aplicado invariavelmente a partir da parte inferior de uma terminação (ou do centro de uma junta) e varrido progressivamente em direção às extremidades abertas. Esse método de encolhimento unidirecional funciona como um rodo mecânico, forçando o ar para fora e levando ativamente os mastiques de vedação e alívio de tensão subjacentes a cada fenda microscópica.
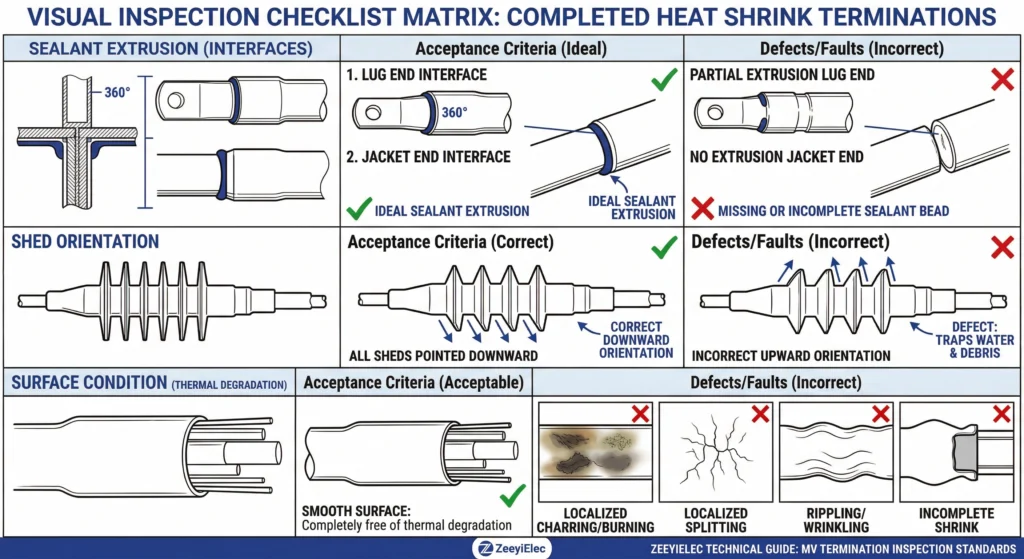
Um ponto de verificação visual importante para os inspetores de campo é o comportamento do selante nas bordas do tubo totalmente encolhido.
Para que a instalação seja bem-sucedida, é necessário que haja um cordão visível e contínuo de 1 mm a 3 mm de mastique derretido saindo das extremidades da tubulação para a capa do cabo ou o terminal.
Se essa extrusão estiver ausente, a vedação ambiental estará incompleta, e a entrada de umidade ocorrerá inevitavelmente. Após o término do aquecimento, deve-se permitir que todo o conjunto resfrie naturalmente até a temperatura ambiente; a aplicação de água ou ar frio para acelerar o resfriamento induz a um choque térmico severo e ao estresse mecânico interno dentro da estrutura de polímero recém-formada.
Insights de especialistas sobre o encolhimento
A armadilha do ponto frio: a parte inferior dos cabos montados horizontalmente geralmente recebe menos calor durante o encolhimento, o que leva à extrusão incompleta do mastique. Sempre use um espelho de inspeção para verificar se o raio inferior está totalmente vedado.
Regra de encolhimento direcional: Nunca aqueça simultaneamente das duas extremidades em direção ao meio. Isso aprisiona uma bolsa de ar internamente, praticamente garantindo uma futura falha de descarga parcial.
Proteção pós-aquecimento: Não mova nem dobre a junta de cabo concluída até que o acessório tenha esfriado totalmente à temperatura ambiente, pois as camadas de mástique ainda estão semilíquidas e podem se separar se forem perturbadas.
Inspeção visual pós-instalação e testes elétricos
FIG-03: Uma extrusão contínua de mastique de 1 mm a 3 mm nos limites do componente confirma que uma vedação ambiental hermética foi estabelecida.
Depois que o acessório termorretrátil tiver esfriado totalmente até a temperatura ambiente, o pessoal de campo deve executar uma sequência rigorosa de controle de qualidade pós-instalação. Essa fase é a barreira final que impede que uma instalação comprometida seja energizada. Ela consiste em dois estágios inegociáveis: uma auditoria visual de defeitos e testes elétricos instrumentais.
Identificação visual crítica de defeitos
A inspeção visual isola erros graves de instalação antes que qualquer tensão seja aplicada. Os inspetores devem verificar a integridade física da tubulação externa. A superfície deve ser totalmente lisa; qualquer bolha localizada, marcas de queimadura ou descoloração leitosa indica degradação térmica do polímero reticulado.
Conforme observado anteriormente, uma extrusão contínua de mástique de 1 mm a 3 mm deve ser visível na interface do terminal e no limite do revestimento do cabo para garantir uma vedação hermética
Se a borda da tubulação estiver rachada - geralmente causada por um corte microscópico durante a preparação, aquecimento desigual ou excesso da taxa máxima de encolhimento -, todo o acessório deverá ser rejeitado e substituído. Além disso, para aplicações externas, os sheds de terminação (saias de chuva) devem ser uniformemente espaçados e orientados corretamente para baixo a fim de dissipar a água com eficiência e evitar caminhos contínuos de rastreamento da superfície.
Testes elétricos de campo obrigatórios
Depois que a aceitação visual é confirmada, o teste instrumental verifica a integridade dielétrica do conjunto completo.
A primeira etapa é um teste de resistência de isolamento (IR), geralmente realizado com um Megger de 2,5 kV ou 5 kV. Para uma terminação saudável de 15 kV ou 25 kV, a resistência de isolamento medida deve normalmente exceder 1000 MΩ.Um teste VLF padrão aplica uma tensão CA (normalmente 0,1 Hz) de 2 × a 3 × a tensão nominal fase-terra (U0) por 15 a 30 minutos.
Se a terminação suportar esse estresse elétrico elevado sem disparar o equipamento de teste ou demonstrar corrente de fuga errática, o engenheiro de campo poderá certificar com segurança o acessório para energização segura e serviço de longo prazo na rede de distribuição.
Soluções de encolhimento térmico e suporte a projetos da ZeeyiElec
Matriz de interface energética abrangente
Engenheiros confiáveis da ZeeyiElec Acessórios para cabos adaptados para redes de distribuição de serviços públicos e industriais. Nosso portfólio termoencolhível abrange kits de junção e terminação de 10kV, 20(24)kV e 35kV, acomodando seções transversais de condutores de até 800 mm2. Ao fazer uma correspondência rigorosa entre as folhas de dimensões físicas e os parâmetros dielétricos, cada kit é estruturado para simplificar a execução em campo e, ao mesmo tempo, garantir a estabilidade do isolamento a longo prazo. O fornecimento de um fabricante especializado significa que as tolerâncias de campo e os limites de estresse do material são ativamente considerados muito antes de os componentes chegarem à vala do local.
Conecte-se com nossa equipe de engenharia
As equipes de aquisição e de engenharia de campo precisam de segurança técnica, além de uma execução perfeita da instalação. Além das conexões de cabos, fornecemos Acessórios para transformadores para garantir a confiabilidade total da rede, desde a subestação primária até o centro de carga. Seja especificando terminações internas para painéis de distribuição restritos ou componentes robustos de proteção de transformadores, nosso suporte de engenharia garante a correspondência precisa de modelos e a integração em conformidade com os padrões. Entre em contato com a nossa equipe de engenharia especializada para garantir as especificações corretas, solucionar problemas de campo e otimizar o seu próximo projeto de infraestrutura elétrica
Perguntas frequentes
Qual é a faixa de temperatura aceitável para a instalação de acessórios de cabos termorretráteis?
O ideal é que as instalações ocorram entre 0°C e 40°C, embora seja necessário pré-aquecer a capa do cabo se a temperatura ambiente cair abaixo de 5°C. O frio extremo pode tornar os componentes frágeis e impedir o fluxo adequado do mastique, portanto, os gabinetes de aquecimento localizado são necessários em condições de congelamento no campo.
Qual é a quantidade de sobreposição necessária para a fita adesiva em terminações termorretráteis?
A instalação padrão requer uma técnica de enrolamento com 50% de meia volta, estendendo-se por pelo menos 10 a 15 mm sobre as camadas adjacentes do cabo para garantir uma vedação ambiental à prova de umidade. A tensão adequada deve ser aplicada durante o enrolamento; caso contrário, o ciclo térmico e o estresse mecânico podem causar a formação de vazios durante a vida útil do acessório.
Por que os tubos termorretráteis às vezes se partem durante a instalação?
A divisão geralmente ocorre devido ao superaquecimento localizado superior a 250°C, ao movimento irregular da tocha ou a cortes físicos existentes na borda do tubo antes do encolhimento. A manutenção de um movimento contínuo e abrangente da tocha e o início do aquecimento a partir do centro ou da extremidade especificada minimizam esse risco durante a execução em campo.
Qual é a tensão de teste de campo correta para uma terminação termorretrátil de 15kV concluída?
Os testes de aceitação em campo normalmente utilizam testes de CA de VLF (frequência muito baixa) ou testes de alto potencial de CC, geralmente atingindo de 25 kV a 35 kV, dependendo da idade específica do cabo e do protocolo de rede de serviços públicos predominante. Consulte sempre a matriz de testes específica do projeto, pois exceder os limites de tensão da linha de base pode degradar o isolamento de polímero que, de outra forma, estaria saudável.
Quanto tempo você deve esperar antes de energizar uma junta termorretrátil recém-instalada?
Embora os materiais poliméricos termorretráteis curem e endureçam quase imediatamente ao esfriarem até a temperatura ambiente (geralmente dentro de 30 a 60 minutos), a energização só deve ocorrer depois que todos os testes de aceitação elétrica obrigatórios tiverem sido explicitamente aprovados. Diferentemente dos sistemas preenchidos com fluido, não é necessário um período prolongado de desgaseificação ou assentamento para os próprios polímeros sólidos
yoyo shi
Yoyo Shi escreve para a ZeeyiElec, com foco em acessórios de média tensão, componentes de transformadores e soluções de acessórios para cabos. Seus artigos abrangem aplicações de produtos, fundamentos técnicos e percepções de sourcing para compradores do setor elétrico global.