Überprüfung vor der Installation und Inszenierung des Zubehörs
Bevor ein einzelnes Rohr ausgepackt oder erhitzt wird, muss das Personal vor Ort überprüfen, ob das Zubehörset mit den physikalischen und elektrischen Parametern des Kabels im Graben oder in der Schaltanlage übereinstimmt. Eine erfolgreiche Installation beginnt mit einer strengen Qualitätskontrolle während der Bereitstellungsphase, um Spezifikationsabweichungen zu vermeiden, die für einen erheblichen Prozentsatz der frühen Ausfälle vor Ort verantwortlich sind.
Überprüfen der Kompatibilität von Kabeln und Zubehör
Schrumpfmaterialien arbeiten mit einem bestimmten Schrumpfungsverhältnis (normalerweise 3:1 oder 4:1). Folglich wird ein falsch bemessener Satz entweder das Kabel bei der Verlegung nicht freigeben oder nach dem Schrumpfen keinen ausreichenden radialen Druck ausüben. Vergleichen Sie das Etikett des Bausatzes mit der spezifischen Spannungsklasse des Kabels (z. B. 10 kV, 20 (24) kV oder 35 kV). Der Querschnitt des Leiters muss ebenfalls perfekt passen; ein Anschluss-Set für 95-240 mm² kann einen 400 mm² großen Leiter nicht zuverlässig abdichten, und der Versuch, ihn mit Gewalt zu schrumpfen, birgt die Gefahr, dass der Schlauch während der Erwärmungsphase aufreißt.
Achten Sie darauf, dass der Isolationsdurchmesser über dem Primärdielektrikum streng innerhalb des im Bausatz angegebenen Anwendungsbereichs liegt (z. B. 23,5 mm ≤ D ≤ 34,0 mm). Diese Toleranz gewährleistet, dass das Spannungsregelungsrohr einen engen, lückenlosen Kontakt mit der Kabelisolierung hat.
Umweltverträglichkeitsprüfung und Werkzeugprüfung
Die Umgebungsbedingungen haben einen direkten Einfluss auf die Integrität von Schrumpfschlauchinstallationen. Im Gegensatz zu Kaltschrumpftechniken, die sich auf vorgedehnte Elastomere stützen, erfordert das Warmschrumpfen eine aktive Wärmeanwendung, was es sehr empfindlich gegenüber den Umgebungsbedingungen macht. Stellen Sie sicher, dass die Umgebungstemperatur geeignet ist; wenn Sie unter 5 °C arbeiten, müssen der Kabelmantel und die Isolierung leicht vorgewärmt werden, um zu verhindern, dass der heiße Mastix bei Kontakt sofort abkühlt, was zu schlechter Haftung und Feuchtigkeitseintritt führt. Stellen Sie sicher, dass die relative Luftfeuchtigkeit unter 80 Prozent liegt, um Feuchtigkeitseinschlüsse unter den Schläuchen zu vermeiden.
Überprüfen Sie als Nächstes das Werkzeug vor Ort. Ein standardmäßiger, aggressiver Schweißbrenner ist für Polymerisolierungen unzureichend und gefährlich. Installateure müssen eine weiche, buschige Flamme - oft eine Flamme mit gelber Spitze - und keine scharfe, blaue Schneidflamme verwenden, um zu verhindern, dass das Schrumpfmaterial verbrennt oder Blasen wirft. Vergewissern Sie sich, dass die Größe der Brennerdüse für den Kabeldurchmesser geeignet ist; eine 50-mm-Düse ist Standard für die meisten Mittelspannungsschweißarbeiten. Stellen Sie schließlich sicher, dass ein sauberer, trockener Bereitstellungsbereich eingerichtet ist, um alle Zubehörteile frei von Schmutz, Metallstaub oder Grabenschlamm zu halten, bevor sie am Kabel angebracht werden.
Einblicke von Experten in die Inszenierung
Überprüfung der Etappierung: Schieben Sie die äußeren Schutzschläuche immer auf das Kabel, bevor Sie den Verbinder crimpen, da das Vergessen der äußeren Schläuche über 15 Prozent der Verzögerungen beim Verbinden verursacht.
Auswahl der Lösungsmittel: Verwenden Sie für die Reinigung von Kabelkomponenten niemals handelsübliche Entfettungsmittel, sondern ausschließlich zugelassene, nicht fusselnde Tücher mit hochflüchtigen Lösungsmitteln (z. B. Isopropylalkohol >90 Prozent), die keine Rückstände hinterlassen.
Bestandskontrolle: Zählen Sie alle Dichtungsbänder und Spannungskontrollkomponenten anhand der Materialliste des Bausatzes, bevor Sie beginnen, denn das Fehlen einer einzigen Lage beeinträchtigt die gesamte dielektrische Grenze.
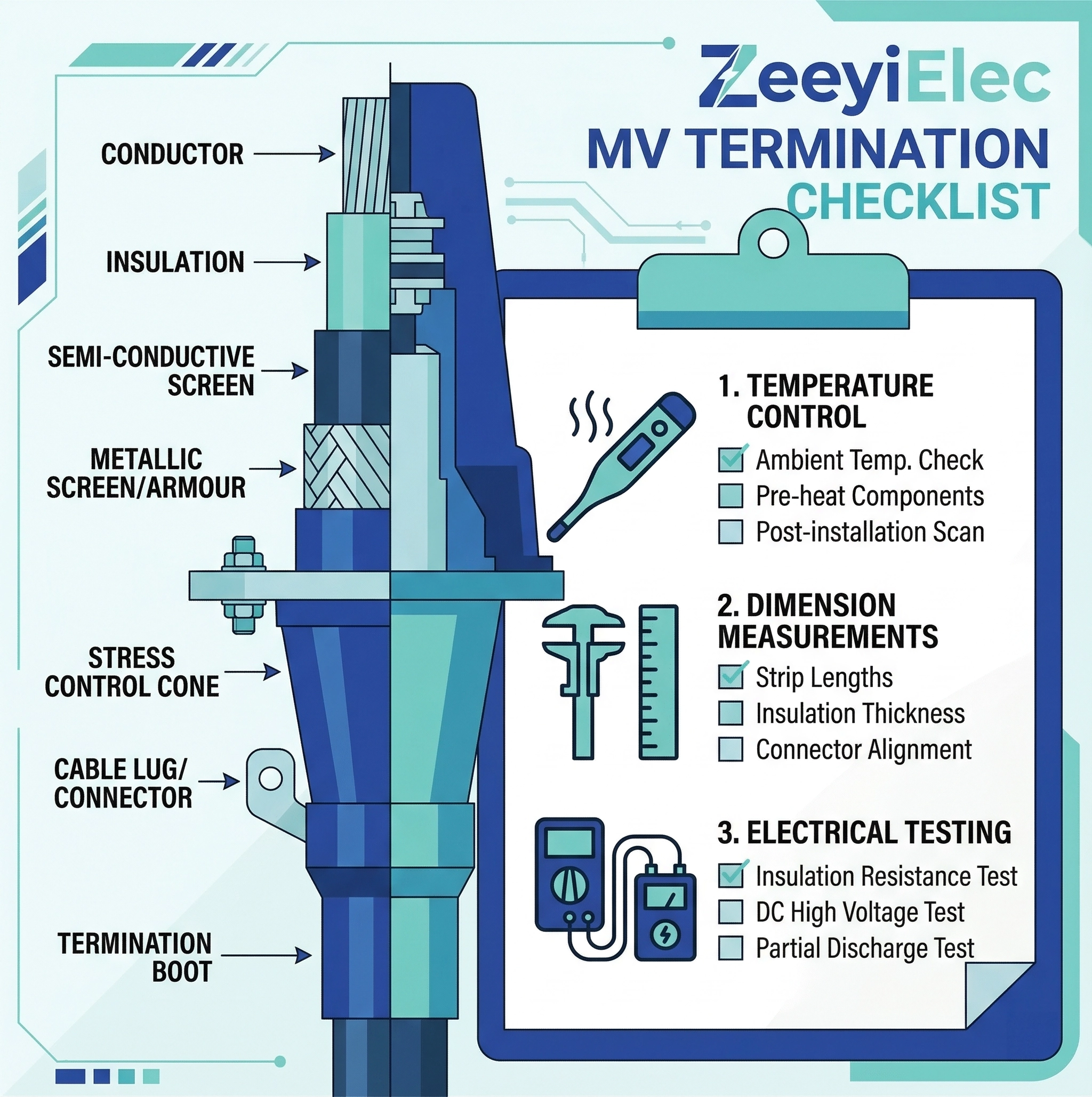
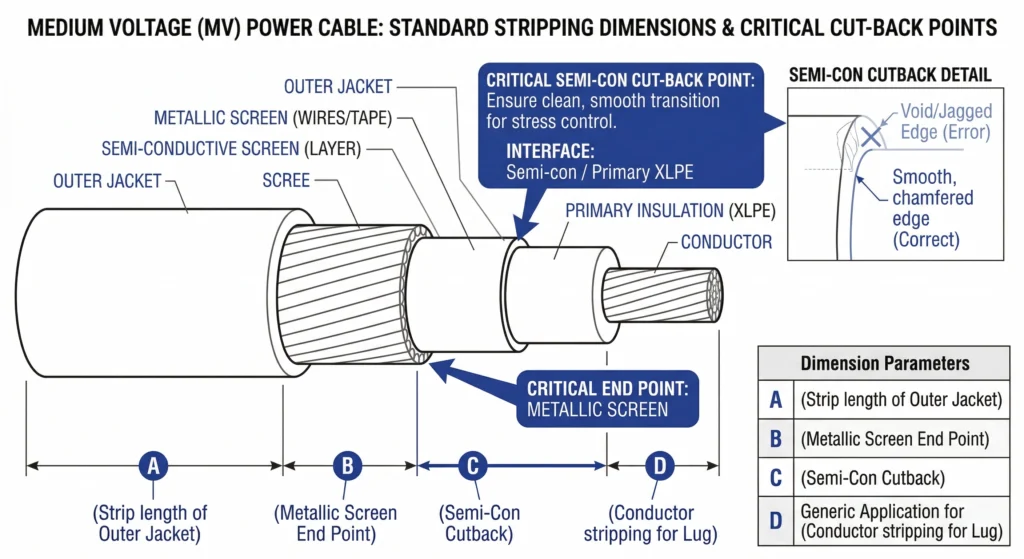
Kabelvorbereitung und Maßkontrolle
Die Grundlage eines jeden zuverlässigen Schrumpfkabel-Zubehör Installation liegt in der präzisen Kabelvorbereitung. Daten aus der Praxis zeigen immer wieder, dass eine schlechte Ausführung der Abisolierung für mehr vorzeitige Ausfälle verantwortlich ist als defekte Zubehörteile. Die Installateure müssen sich strikt an das Maßblatt halten, das dem jeweiligen Bausatz beiliegt.
BILD-01: Eine genaue Maßkontrolle bei der Kabelvorbereitung stellt sicher, dass das Spannungskontrollröhrchen die Halbabschirmung richtig überlappt.
Entfernen des Außenmantels und Erdung der Armierung
Der erste kritische Schritt besteht darin, den äußeren Kabelmantel zu entfernen, um die metallische Armierung oder den Kupferdrahtschirm freizulegen. Die Abisolierlänge liegt bei Mittelspannungsanschlüssen in der Regel zwischen 300 mm und 450 mm, je nachdem, ob es sich um eine Innen- oder Außenkonfiguration handelt. Sobald die metallische Abschirmung freigelegt ist, muss sie mit zugelassenen, nicht fusselnden Lösungsmitteltüchern gründlich gereinigt werden, um einen niederohmigen Pfad für das Erdungsgeflecht zu gewährleisten.
Bei der Befestigung des verzinnten Kupfer-Erdungsgeflechts müssen die Installateure eine Feder mit konstanter Kraft anstelle von Standard-Schlauchklemmen oder lokalisiertem Bindedraht verwenden. Eine richtig bemessene Konstantkraftfeder bietet einen kontinuierlichen radialen Druck von 360 Grad. Dieser dynamische Druck passt sich an die thermischen Ausdehnungs- und Kontraktionszyklen des Kabels unter starker Belastung an und verhindert eine lose Erdungsverbindung, die eine Verfolgung über den Kabelmantel auslösen könnte.
Ritzen und Entfernen von Halbleiterschirmen
Das Entfernen der extrudierten halbleitenden Schicht ist der risikoreichste Arbeitsschritt in der gesamten Vorbereitungsphase. Die Verleger müssen die Semi-Con-Schicht mit einem kalibrierten Abisolierwerkzeug anritzen, das mit einem Tiefenanschlag ausgestattet ist, keinesfalls mit einem normalen Universalmesser.
Ein kritischer Fehler im Feld ist eine zu tiefe Kerbe; jede Kerbe oder jeder Mikroschnitt, der ≥ 0,1 mm in das primäre XLPE-Dielektrikum hineinreicht, führt zu einer exponentiellen Konzentration der elektrischen Belastung, die eine Teilentladung und schließlich einen katastrophalen Durchschlag der Isolierung beschleunigt.
Nach dem Abschälen des Semi-Con muss die Schnittkante perfekt quadratisch, glatt und frei von gezackten Rissen sein. Die Installateure müssen eine bestimmte Länge des Semi-Con über die metallische Abschirmung hinaus freilassen, damit der innere Schrumpfschlauch einen kontinuierlichen elektrischen Kontakt herstellen kann.
Bei 15-kV-Standardabschlüssen wird dieses freiliegende Halbkonusmaß streng auf 40 mm ± 2 mm gehalten.
Abschließend muss die freiliegende XLPE-Primärisolierung mit einem nicht leitenden, feinen Aluminiumoxid-Schleifstreifen (typischerweise 120er-Körnung oder feiner) in Umfangsrichtung poliert werden. Dadurch werden alle mikroskopisch kleinen leitfähigen Kohlenstoffspuren entfernt, die durch den Semi-Con-Entfernungsprozess zurückgeblieben sind, und es entsteht eine makellose Oberfläche für die primären Schrumpfschichten.
Die Physik der Schrumpfschlauchisolierung und der Mastixabdichtung
Das Verständnis der grundlegenden physikalischen Zusammenhänge von vernetzten Polymeren ist für die Mitarbeiter im Außendienst unerlässlich, um eine strenge Qualitätskontrolle zu gewährleisten. Bei der Herstellung von Schrumpfschläuchen wird ein Polymer extrudiert, seine Molekularstruktur durch Elektronenstrahlbestrahlung vernetzt, unter hohen Temperaturen expandiert und schnell abgekühlt. Wenn vor Ort mit einem Brenner erneut Wärmeenergie zugeführt wird, wird das “Gedächtnis” des Polymers aktiviert und der Schlauch schrumpft auf seine ursprünglichen Abmessungen zurück, so dass eine enge radiale Presspassung entsteht.
Mechanismen zur Kontrolle dielektrischer Spannungen
Wenn die halbleitende Abschirmung während der Kabelvorbereitung abrupt unterbrochen wird, wird die elektrische Feldverteilung stark asymmetrisch. Die Äquipotentiallinien drängen sich an der halbgeschlossenen Stelle stark zusammen, wodurch ein lokaler Hochspannungspunkt entsteht, der eine Teilentladung (TE) und schließlich einen Isolationsdurchbruch auslösen kann.
Um dies abzumildern, verwenden Schrumpfsysteme einen primären Stresskontrollschlauch, der mit spezifischen elektrischen Impedanzeigenschaften ausgestattet ist.
Dieses technische Material weist in der Regel eine hohe relative Dielektrizitätskonstante (εr ≥ 15), der die elektrischen Feldlinien aktiv von der scharfen Schnittkante weg bricht und die elektrische Spannung gleichmäßig entlang der Übergangszone verteilt.
Grundlegendes IEC 60502-4 Standard für die Prüfung von Zubehör für Mittelspannungskabel schreiben strenge Teilentladungsgrenzen vor, denen diese Mechanismen standhalten müssen. Eine ordnungsgemäße thermische Aktivierung garantiert einen engen Kontakt zwischen diesem Steuerrohr und dem primären Dielektrikum, eine nicht verhandelbare Voraussetzung für das Bestehen von Abnahmeprüfungen vor Ort.
Dynamik der Mastixströmung unter Hitze
Während die Polymerschläuche die mechanische und elektrische Begrenzung bilden, sorgen die darunter liegenden Mastixbänder für die kritische Hohlraumbeseitigung und die Abdichtung gegen Feuchtigkeit. Der Kitt zur Spannungsentlastung wird direkt über dem Semi-Con-Cutback positioniert, während separate witterungsbeständige Kitte an der Erdungsschnittstelle und den Anschlussfahnen angebracht werden.
Wenn der Verleger eine kontrollierte Flamme einsetzt, die die lokale Oberflächentemperatur des Materials auf die Aktivierungsschwelle von 110°C - 130°C anhebt, gehen diese technischen Kitte in einen hochviskosen, fließfähigen Zustand über.
Bei der praktischen Verlegung vor Ort erfordert dieser thermodynamische Übergang eine ordnungsgemäße Ausführung: Die Techniker müssen den Schlauch immer von einem bestimmten Ankerpunkt aus schrumpfen - in der Regel vom Boden oder der Mitte aus - und sich stetig nach außen arbeiten. Durch diese gerichtete Erwärmung wird der verflüssigte Kitt in die mikroskopisch kleinen Furchen gepresst, die die Polierbänder hinterlassen haben, und die Luft wird aktiv vor dem schrumpfenden Schlauch herausgedrückt. Wenn Luft unter dem Rohr eingeschlossen wird, bildet sie einen mikroskopisch kleinen Hohlraum. Da Luft eine wesentlich geringere Durchschlagsfestigkeit als das umgebende XLPE hat, ionisiert sie bei mittlerer Spannung und löst eine interne Verfolgung aus, die den Anschluss von innen heraus zerstört.
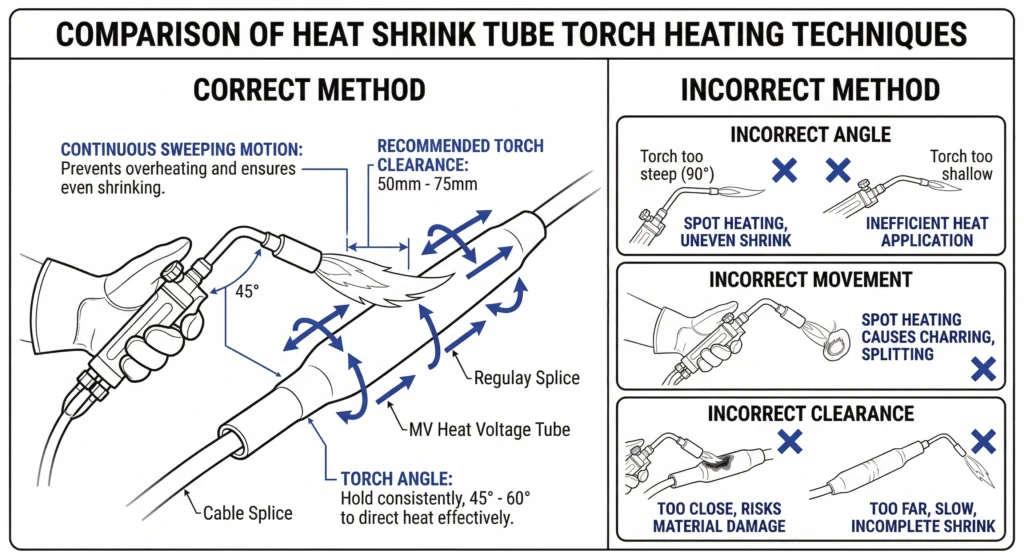
Parameter für die Heizungsausführung und Schrumpfungssteuerung
BILD-02: Eine ordnungsgemäße thermische Ausführung erfordert eine weiche Flamme mit gelber Spitze, die ständig in Bewegung gehalten wird, um einen Abbau des Polymers zu verhindern.
Die Umsetzung des im Labor entwickelten Zubehörs in die Praxis erfordert eine strikte thermische Ausführung. In dieser Phase entscheidet die Technik des Installateurs direkt darüber, ob der Anschluss die vorgesehene Lebensdauer erreicht oder vorzeitig ausfällt. Eine umfassende Checkliste für die Qualitätskontrolle bei der Installation von MV-Zubehör müssen den aktiven Erhitzungsprozess streng überwachen.
Brennertechnik und Temperaturkontrolle
Der Hauptfehler bei der Installation von Schrumpfschläuchen ist die unsachgemäße Anwendung der Flamme. Installateure müssen eine weiche, buschige Propanflamme mit einer gelben Spitze verwenden und scharfe, blaue, oxidierende Flammen ausdrücklich vermeiden, die das vernetzte Polymer schnell versengen und zersetzen.
Die Brennerdüse muss in einem gleichmäßigen Abstand von 50 mm - 75 mm von der Rohroberfläche gehalten werden.
Die Erfahrung lehrt, dass der Brenner in ständiger, kreisender Bewegung bleiben muss. Wenn man länger als ein paar Sekunden auf einer einzigen Stelle verweilt, kommt es zu einer lokalen Überhitzung. Wenn die Rohroberfläche ein glänzendes, blasiges oder milchiges Aussehen entwickelt, wurde die Molekularstruktur thermisch beschädigt, was die Kriechstromfestigkeit und die Durchschlagfestigkeit dauerhaft beeinträchtigt. Die Installateure müssen die Heizung kontinuierlich um 360 Grad um das Kabel drehen, um eine gleichmäßige radiale Schrumpfung zu gewährleisten und eine ungleichmäßige Wandstärke zu vermeiden, die Schwachstellen in der Isolationsbarriere verursachen kann.
Rohrpositionierung und Schrumpfsequenz
Die richtige Positionierung vor der Wärmezufuhr ist entscheidend, da ein vollständig geschrumpftes Rohr nicht mehr umpositioniert werden kann. Die Schrumpfungsreihenfolge bestimmt die Wirksamkeit der Umgebungsabdichtung. Die Wärmezufuhr muss immer vom unteren Ende eines Anschlusses (oder der Mitte einer Verbindung) ausgehen und schrittweise in Richtung der offenen Enden erfolgen. Diese unidirektionale Schrumpfungsmethode wirkt wie ein mechanischer Abstreifer, der die Luft nach außen drückt und den darunter liegenden Entspannungs- und Dichtungskitt aktiv in jeden mikroskopisch kleinen Spalt treibt.
Ein wichtiger visueller Prüfpunkt für die Inspektoren vor Ort ist das Verhalten der Dichtungsmasse an den Rändern des vollständig geschrumpften Schlauchs.
Für eine erfolgreiche Installation ist ein durchgehender, 1 mm bis 3 mm hoher, sichtbarer Wulst aus geschmolzenem Kitt erforderlich, der aus den Enden des Schlauchs auf den Kabelmantel oder den Kabelschuh austritt.
Fehlt diese Extrusion, ist die Abdichtung gegenüber der Umgebung unvollständig, und es kommt unweigerlich zum Eindringen von Feuchtigkeit. Nach Abschluss der Erwärmung muss die gesamte Baugruppe auf natürliche Weise auf Umgebungstemperatur abkühlen. Die Anwendung von Wasser oder kalter Luft zur Beschleunigung der Abkühlung führt zu schweren Wärmeschocks und inneren mechanischen Spannungen innerhalb des neu gebildeten Polymergitters.
Einblicke von Experten in die Schrumpfung
Die Kältefalle: Die Unterseite von horizontal montierten Kabeln erhält während des Schrumpfens oft weniger Wärme, was zu einer unvollständigen Mastix-Extrusion führt. Verwenden Sie immer einen Inspektionsspiegel, um zu überprüfen, ob der untere Radius vollständig abgedichtet ist.
Regel der gerichteten Schrumpfung: Erhitzen Sie niemals von beiden Enden gleichzeitig zur Mitte hin. Dadurch wird eine Lufttasche im Innern eingeschlossen, was einen zukünftigen Teilentladungsausfall praktisch garantiert.
Schutz nach dem Erhitzen: Bewegen oder biegen Sie die fertige Kabelverbindung nicht, bevor das Zubehör vollständig auf Umgebungstemperatur abgekühlt ist, da die Kittschichten noch halbflüssig sind und sich bei Erschütterungen trennen können.
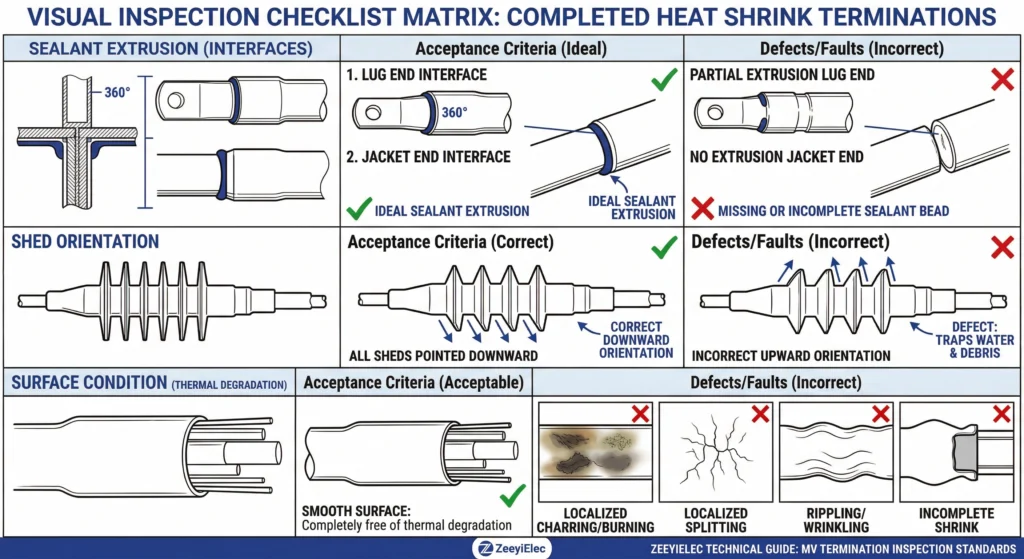
Visuelle Inspektion und elektrische Prüfung nach der Installation
BILD-03: Eine durchgehende 1 mm bis 3 mm dicke Mastix-Extrusion an den Bauteilgrenzen bestätigt, dass eine hermetische Abdichtung gegen die Umgebung hergestellt wurde.
Nachdem das Schrumpfzubehör vollständig auf Umgebungstemperatur abgekühlt ist, muss das Personal vor Ort eine strenge Qualitätskontrolle nach der Installation durchführen. Diese Phase ist die letzte Hürde, die verhindert, dass eine fehlerhafte Installation unter Spannung gesetzt wird. Sie besteht aus zwei nicht verhandelbaren Stufen: einer visuellen Fehlerprüfung und einer instrumentellen elektrischen Prüfung.
Kritische visuelle Defektidentifikation
Durch eine Sichtprüfung werden grobe Installationsfehler isoliert, bevor eine Spannung angelegt wird. Die Inspektoren müssen die physische Unversehrtheit des Außenrohrs überprüfen. Die Oberfläche muss völlig glatt sein; lokale Blasenbildung, Brandflecken oder milchige Verfärbungen deuten auf einen thermischen Abbau des vernetzten Polymers hin.
Wie bereits erwähnt, muss sowohl an der Schnittstelle der Kabelschuhe als auch an der Begrenzung des Kabelmantels ein durchgehender Kittextrusion von 1 mm bis 3 mm sichtbar sein, um eine hermetische Abdichtung zu gewährleisten.
Wenn die Schlauchkante aufgerissen ist - oft verursacht durch einen mikroskopisch kleinen Einschnitt während der Verlegung, ungleichmäßige Erwärmung oder Überschreitung des maximalen Schrumpfungsverhältnisses - muss das gesamte Zubehörteil aussortiert und ersetzt werden. Darüber hinaus müssen bei Außenanwendungen die Abschlussdächer (Regenschürzen) gleichmäßig verteilt und korrekt nach unten ausgerichtet sein, um das Wasser effizient abzuleiten und eine kontinuierliche Oberflächenführung zu verhindern.
Obligatorische elektrische Feldtests
Sobald die visuelle Abnahme bestätigt ist, wird die dielektrische Integrität der fertigen Baugruppe durch instrumentelle Tests überprüft.
Der erste Schritt ist eine Isolationswiderstandsprüfung (IR), die in der Regel mit einem 2,5 kV- oder 5 kV-Megger-Gerät durchgeführt wird. Bei einem gesunden 15 kV- oder 25 kV-Anschluss sollte der gemessene Isolationswiderstand in der Regel über 1000 MΩ liegen.Bei einer Standard-VLF-Prüfung wird eine Wechselspannung (typischerweise 0,1 Hz) mit dem 2- bis 3-fachen der Nennspannung Phase-Erde (U0) für 15 bis 30 Minuten.
Wenn der Anschluss dieser hohen elektrischen Belastung standhält, ohne dass die Prüfgeräte ausgelöst werden oder ein unregelmäßiger Ableitstrom auftritt, kann der Techniker vor Ort das Zubehör für eine sichere Einschaltung und einen langfristigen Betrieb im Verteilungsnetz zertifizieren.
ZeeyiElec Wärmeschrumpfende Lösungen und Projektunterstützung
Umfassende Energie-Schnittstellen-Matrix
ZeeyiElec Ingenieure zuverlässig Kabel-Zubehör zugeschnitten auf Versorgungsnetze und industrielle Verteilernetze. Unser Portfolio an Schrumpfschläuchen umfasst 10kV-, 20(24)kV- und 35kV-Abschluss- und Verbindungssätze für Leiterquerschnitte von bis zu 800 mm2. Durch die strikte Abstimmung der physikalischen Abmessungen und dielektrischen Parameter ist jeder Bausatz so strukturiert, dass er die Ausführung vor Ort vereinfacht und gleichzeitig eine langfristige Isolationsstabilität gewährleistet. Die Beschaffung bei einem spezialisierten Hersteller bedeutet, dass Toleranzen und Materialbelastungsschwellen vor Ort aktiv berücksichtigt werden, lange bevor die Komponenten den Baugraben erreichen.
Verbinden Sie sich mit unserem Ingenieurteam
Beschaffungs- und Technikteams vor Ort benötigen technische Sicherheit und eine nahtlose Installationsausführung. Wir liefern nicht nur Kabelverbindungen, sondern auch hochentwickelte Zubehör für Transformatoren zur Gewährleistung der vollständigen Netzzuverlässigkeit von der Primärstation bis zum Lastzentrum. Ganz gleich, ob Sie Innenraumabschlüsse für beengte Schaltanlagen oder robuste Transformatorschutzkomponenten spezifizieren, unser technischer Support garantiert eine präzise Modellanpassung und normgerechte Integration. Wenden Sie sich an unser spezialisiertes Ingenieurteam, um die richtigen Spezifikationen zu erhalten, Probleme im Feld zu lösen und Ihr nächstes elektrisches Infrastrukturprojekt zu optimieren.
Häufig gestellte Fragen
Wie groß ist der zulässige Temperaturbereich für die Installation von Schrumpfschlauchzubehör?
Die Installation sollte idealerweise zwischen 0°C und 40°C erfolgen, wobei eine Vorwärmung des Kabelmantels erforderlich ist, wenn die Umgebungstemperatur unter 5°C fällt. Extreme Kälte kann die Komponenten spröde machen und ein ordnungsgemäßes Fließen des Kittes verhindern, so dass bei Frost im Feld lokale Heizgehäuse erforderlich sind.
Wie viel Überlappung ist für Mastixband bei Schrumpfverbindungen erforderlich?
Die Standardinstallation erfordert eine 50-prozentige Ummantelung mit halber Überlappung, die mindestens 10 bis 15 mm über die angrenzenden Kabellagen hinausreicht, um eine feuchtigkeitsdichte Abdichtung zu gewährleisten. Bei der Umhüllung muss die richtige Spannung aufgebracht werden, da andernfalls thermische Zyklen und mechanische Belastungen während der Lebensdauer des Zubehörs zur Bildung von Hohlräumen führen können.
Warum reißen Schrumpfschläuche manchmal bei der Installation?
Die Rissbildung ist in der Regel auf eine lokale Überhitzung von mehr als 250 °C, eine ungleichmäßige Bewegung des Brenners oder vorhandene Kerben an der Kante des Rohrs vor dem Schrumpfen zurückzuführen. Die Beibehaltung einer kontinuierlichen, schwungvollen Brennerbewegung und der Beginn der Erwärmung in der Mitte oder am angegebenen Ende minimieren dieses Risiko bei der Ausführung vor Ort.
Wie hoch ist die korrekte Feldprüfspannung für einen fertigen 15kV-Schrumpfschlauch?
Bei der Abnahmeprüfung vor Ort werden in der Regel VLF-AC-Tests (Very Low Frequency) oder DC-Hochspannungstests durchgeführt, die je nach dem Alter des Kabels und dem vorherrschenden Protokoll des Versorgungsnetzes oft 25 kV bis 35 kV erreichen. Konsultieren Sie immer die projektspezifische Testmatrix, da ein Überschreiten der Basisspannungsgrenzen die ansonsten gesunde Polymerisolierung beeinträchtigen kann.
Wie lange sollte man warten, bevor man eine neu installierte Schrumpfverbindung unter Spannung setzt?
Während polymere Schrumpfmaterialien beim Abkühlen auf Umgebungstemperatur fast sofort aushärten und abbinden (normalerweise innerhalb von 30 bis 60 Minuten), sollte die Inbetriebnahme erst erfolgen, nachdem alle vorgeschriebenen elektrischen Abnahmetests ausdrücklich bestanden wurden. Im Gegensatz zu flüssigkeitsgefüllten Systemen ist für die festen Polymere selbst keine längere Entgasungs- oder Aushärtungszeit erforderlich
Yo-Yo-Shi
Yoyo Shi schreibt für ZeeyiElec und konzentriert sich dabei auf Mittelspannungszubehör, Transformatorenkomponenten und Kabelzubehörlösungen. Ihre Artikel behandeln Produktanwendungen, technische Grundlagen und Einblicke in die Beschaffung für Einkäufer der globalen Elektroindustrie.