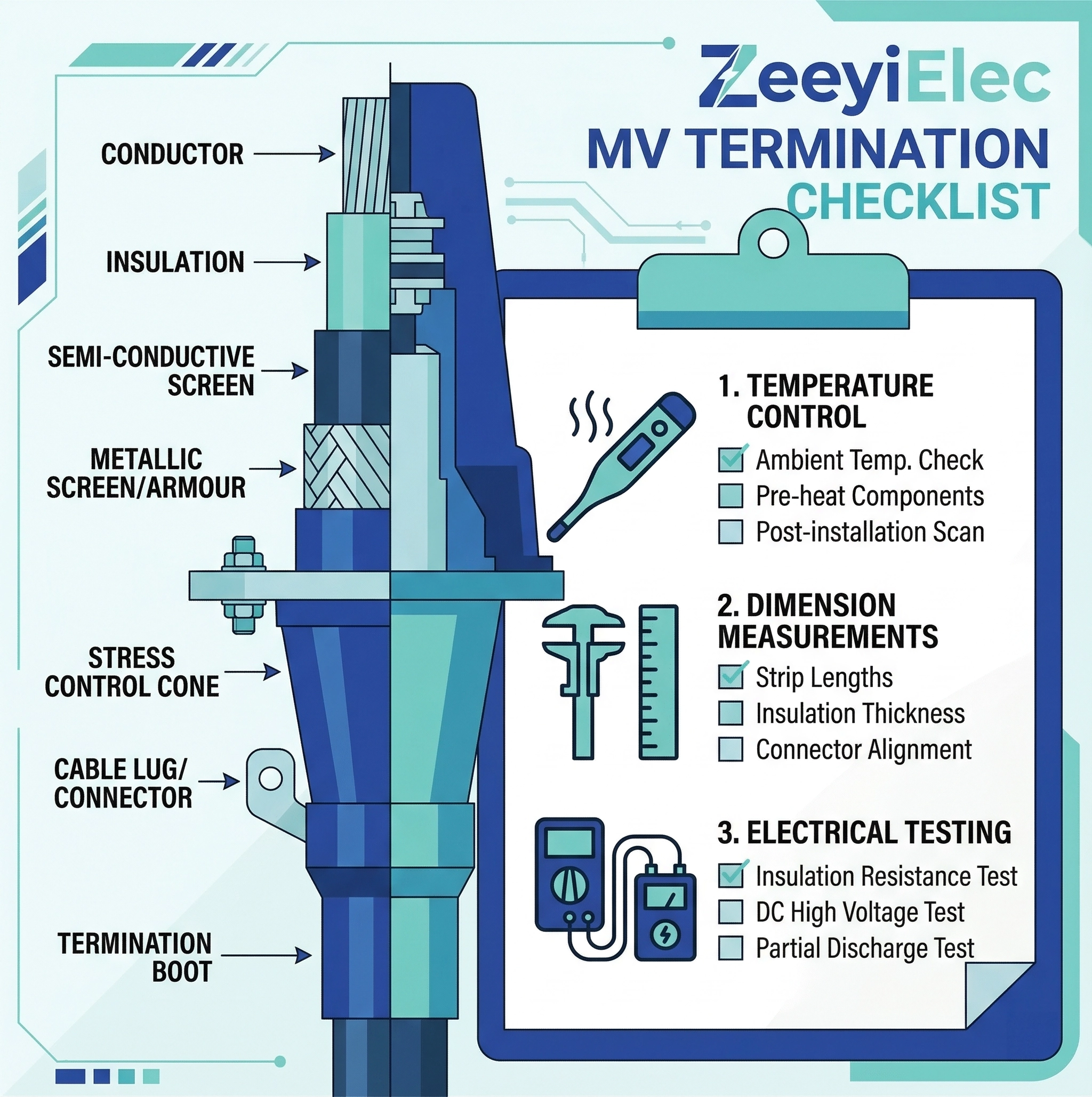
Проверка перед установкой и постановка аксессуаров
Прежде чем развернуть одну трубку или применить нагрев, персонал на месте должен убедиться, что комплект аксессуаров соответствует физическим и электрическим параметрам кабеля в траншее или распределительном устройстве. Успешная установка начинается со строгого контроля качества на этапе подготовки, что позволяет предотвратить несоответствие спецификаций, которое является причиной значительного процента первых неудач в полевых условиях.
Проверка совместимости кабелей и аксессуаров
Термоусадочные материалы работают с определенным коэффициентом усадки (обычно 3:1 или 4:1). Следовательно, неправильно подобранный комплект либо не сможет освободить кабель при укладке, либо не сможет создать достаточное радиальное давление после усадки. Сверьте маркировку комплекта с классом напряжения кабеля (например, 10 кВ, 20(24) кВ или 35 кВ). Сечение проводника также должно идеально совпадать; комплект для оконцевания, рассчитанный на 95-240 мм², не сможет надежно уплотнить проводник сечением 400 мм², а попытка приложить к нему усилие чревата расколом трубки на этапе нагрева.
Убедитесь, что диаметр изоляции над первичным диэлектриком находится строго в пределах диапазона применения, указанного в комплекте (например, 23,5 мм ≤ D ≤ 34,0 мм). Этот допуск гарантирует, что трубка контроля напряжения сохранит плотный контакт с изоляцией кабеля без пустот.
Проверка экологической готовности и оснастки
Полевые условия напрямую влияют на целостность термоусадочных установок. В отличие от технологий холодной усадки, которые основаны на предварительно расширенных эластомерах, термоусадка требует активного термического воздействия, что делает ее очень чувствительной к погодным условиям окружающей среды. Убедитесь, что температура окружающей среды соответствует требованиям; если температура ниже 5 °C, оболочку кабеля и изоляцию необходимо предварительно осторожно нагреть, чтобы предотвратить мгновенное охлаждение горячей мастики при контакте, что приводит к плохому сцеплению и появлению путей проникновения влаги. Убедитесь, что относительная влажность воздуха составляет менее 80 %, чтобы предотвратить попадание влаги под трубки.
Затем проверьте полевой инструмент. Стандартная агрессивная паяльная лампа недостаточна и опасна для полимерной изоляции. Монтажники должны использовать мягкое, кустистое пламя - часто с желтым наконечником - а не острое, синее режущее пламя, чтобы не обжечься и не нанести волдыри на термоусадочные материалы. Убедитесь, что размер сопла резака соответствует диаметру кабеля; сопло диаметром 50 мм является стандартным для большинства задач по соединению кабелей среднего напряжения. И наконец, убедитесь, что создана чистая и сухая зона для укладки, чтобы все вспомогательные компоненты не были загрязнены, очищены от металлической пыли или траншейной грязи до того, как они будут установлены на кабель.
Экспертные взгляды на постановку
Поэтапная проверка: Всегда надевайте внешние защитные трубки на кабель перед обжимом соединителя, поскольку забывание внешних гильз является причиной более 15 % задержек при соединении.
Выбор растворителя: Никогда не используйте стандартные промышленные обезжириватели для очистки кабельных компонентов; строго используйте одобренные, не ворсящие, с высоким содержанием летучих растворителей салфетки (например, изопропиловый спирт >90%), которые не оставляют следов.
Контроль запасов: Перед началом работы пересчитайте все мастичные ленты и компоненты контроля напряжения по спецификации материалов набора, поскольку отсутствие одного слоя ставит под угрозу всю диэлектрическую границу.
Подготовка кабеля и контроль размеров
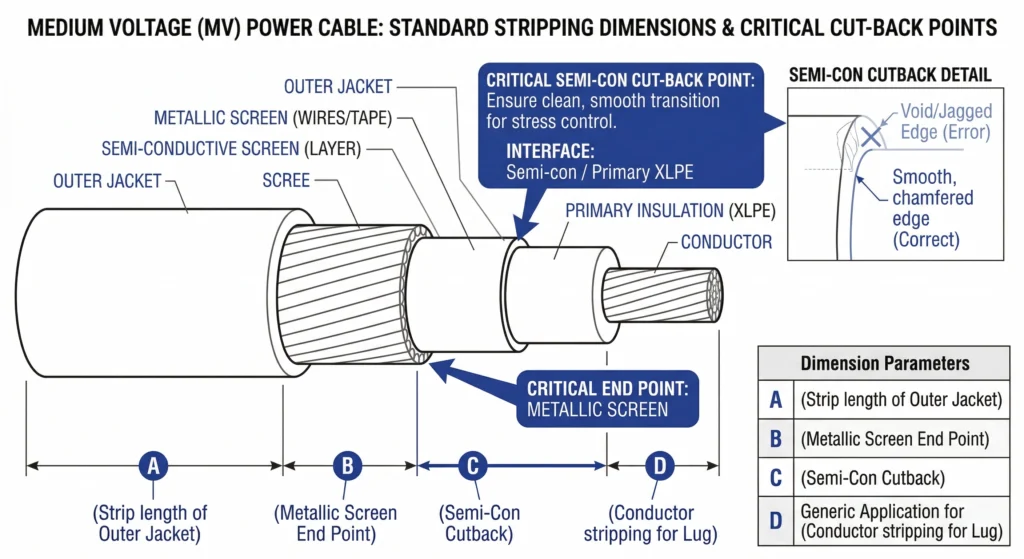
Основа любого надежного Аксессуары для термоусадочного кабеля Установка заключается в точной подготовке кабеля. Полевые данные постоянно показывают, что плохое выполнение зачистки является причиной большего числа преждевременных отказов, чем дефектные компоненты аксессуаров. Монтажники должны строго придерживаться таблицы размеров, прилагаемой к конкретному комплекту.
FIG-01:Точный контроль размеров при подготовке кабеля обеспечивает правильное перекрытие трубки контроля напряжения полуэкраном.
Удаление внешней оболочки и заземление брони
На первом этапе необходимо снять внешнюю оболочку кабеля, чтобы обнажить металлическую броню или экран из медных проволок. Длина отрезка обычно составляет от 300 мм до 450 мм для средневольтных заделок, в зависимости от того, в помещении или на улице. После обнажения металлический экран должен быть тщательно очищен с помощью одобренных не ворсящих салфеток с растворителем, чтобы обеспечить низкое сопротивление для заземляющей оплетки.
При закреплении заземляющей оплетки из луженой меди монтажники должны использовать пружину постоянного усилия, а не стандартные шланговые хомуты или локальную вязальную проволоку. Правильно подобранная пружина постоянного усилия обеспечивает непрерывное радиальное давление на 360 градусов. Это динамическое давление адаптируется к циклам теплового расширения и сжатия кабеля под большой нагрузкой, предотвращая ослабление соединения с землей, которое может вызвать трекинг по оболочке кабеля.
Зачистка и удаление полупроводниковых экранов
Удаление экструдированного полупроводящего слоя (semi-con) - самая рискованная операция на всем этапе подготовки. Монтажники должны снимать полупроводниковый слой с помощью калиброванного инструмента для зачистки, оснащенного ограничителем глубины, а не обычным хозяйственным ножом.
Критической ошибкой в полевых условиях является слишком глубокая зачистка; любая зазубрина или микротрещина, простирающаяся на ≥ 0,1 мм в первичный диэлектрик XLPE, будет экспоненциально концентрировать электрическое напряжение, быстро ускоряя частичный разряд (ЧР) и, в конечном счете, катастрофическое разрушение изоляции.
После отслаивания полукона обрезанный край должен быть идеально квадратным, гладким и без зазубрин. Монтажники должны оставлять определенную длину полуконуса за металлическим экраном, чтобы внутренняя термоусадочная трубка для контроля напряжения могла установить непрерывный электрический контакт.
Для стандартных заделок 15 кВ этот размер открытого полуконуса строго выдерживается на уровне 40 мм ± 2 мм.
Наконец, открытая первичная изоляция XLPE должна быть отполирована по окружности непроводящей мелкозернистой абразивной полосой из оксида алюминия (обычно 120-зернистой или более мелкой). Это устраняет любые микроскопические токопроводящие углеродные следы, оставшиеся после процесса удаления полуконуса, оставляя нетронутую поверхность для первичных термоусадочных слоев.
Физика термоусадочной изоляции и мастики для герметизации
Понимание фундаментальной физики, лежащей в основе сшитых полимеров, необходимо для персонала, обеспечивающего строгий контроль качества. Термоусадочные трубки производятся путем экструзии полимера, сшивания его молекулярной структуры с помощью облучения электронным пучком, расширения под воздействием высоких температур и быстрого охлаждения. При повторном подводе тепловой энергии с помощью горелки на месте эксплуатации активируется “память” полимера, заставляя трубку сжиматься до первоначальных размеров, чтобы обеспечить плотную радиальную интерференционную посадку.
Механизмы контроля диэлектрических напряжений
Когда полупроводящий экран резко обрывается во время подготовки кабеля, распределение электрического поля становится крайне несимметричным. Эквипотенциальные линии интенсивно пересекаются в месте обрыва полупроводникового экрана, создавая локализованную точку высокого напряжения, способную инициировать частичный разряд (ЧР) и, в конечном счете, пробой изоляции.
Для смягчения этой проблемы в термоусадочных системах используется первичная трубка для контроля напряжения, разработанная с особыми характеристиками электрического сопротивления.
Этот инженерный материал обычно имеет высокую относительную проницаемость (εr ≥ 15), который активно преломляет линии электрического поля в сторону от острой кромки среза, равномерно распределяя электрическое напряжение вдоль переходной зоны.
Основа IEC 60502-4 Стандарт испытаний аксессуаров для силовых кабелей среднего напряжения диктует строгие пределы частичного разряда, которые должны выдерживать эти механизмы. Правильная термическая активация гарантирует плотный контакт между контрольной трубкой и первичным диэлектриком, что является обязательным условием для прохождения приемочных испытаний в полевых условиях.
Динамика течения мастики под действием тепла
В то время как полимерные трубки обеспечивают механическую и электрическую границу, лежащие под ними мастичные ленты обеспечивают критически важное устранение пустот и герметизацию от влаги окружающей среды. Мастика для снятия напряжения располагается непосредственно над полуконтактной разделкой, а отдельные мастики для герметизации от атмосферных воздействий размещаются на интерфейсе заземления и клеммном наконечнике.
Когда монтажник применяет контролируемое пламя, повышая температуру поверхности материала до порога активации 110-130°C, эти разработанные мастики переходят в высоковязкое, текучее состояние.
С точки зрения практической установки в полевых условиях этот термодинамический переход диктует правильное выполнение: специалисты должны усаживать трубки, начиная с определенной точки крепления - обычно снизу или в центре - и неуклонно продвигаясь наружу. Такой направленный нагрев физически вдавливает разжиженную мастику в микроскопические выступы, оставленные абразивными полировальными лентами, активно выталкивая воздух перед термоусадочной трубкой. Если воздух оказывается под трубкой, он образует микроскопическую пустоту; поскольку диэлектрическая прочность воздуха значительно ниже, чем у окружающего XLPE, он ионизируется под напряжением среднего напряжения, вызывая внутреннее трекинг, который разрушает заделку изнутри.
Параметры выполнения нагрева и контроля усадки
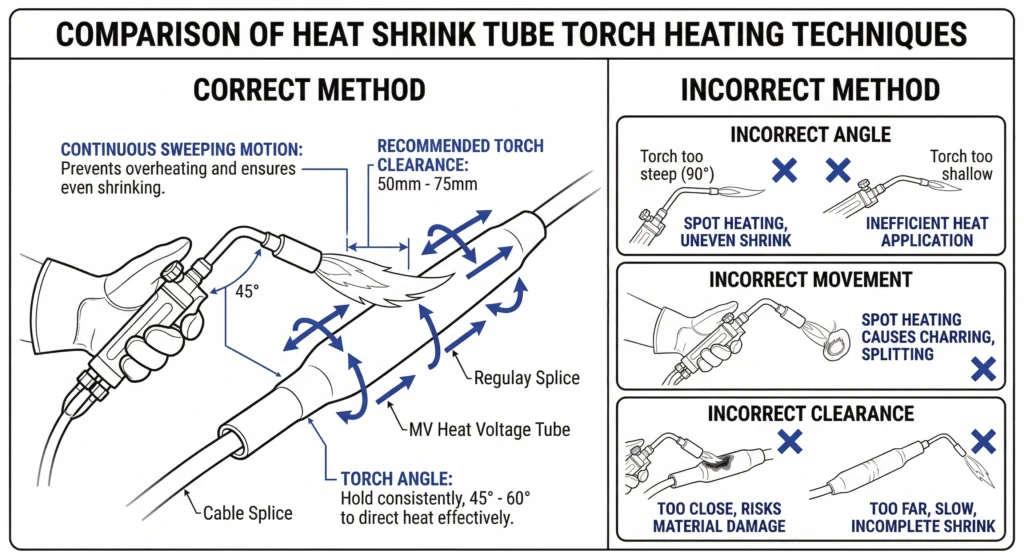
FIG-02:Для правильного проведения термической обработки требуется мягкое пламя с желтым наконечником, поддерживаемое в постоянном движении для предотвращения разрушения полимера.
Превращение лабораторной разработки аксессуаров в надежную работу в полевых условиях требует строгого соблюдения температурного режима. На этом этапе техника монтажника напрямую определяет, достигнет ли заделка запланированного срока службы или преждевременно выйдет из строя. Комплексный Контрольный список контроля качества установки аксессуаров MV должны строго контролировать процесс активного нагрева.
Техника резака и контроль температуры
Основной ошибкой при установке термоусадки является неправильное применение пламени. Монтажники должны использовать мягкое, кустистое пропановое пламя с желтым наконечником, избегая резкого синего окисляющего пламени, которое быстро обжигает и разрушает сшитый полимер.
Сопло резака должно находиться на постоянном расстоянии 50-75 мм от поверхности трубы.
Опыт подсказывает, что факел должен находиться в постоянном, размашистом движении. Задержка на одном участке более чем на несколько секунд приведет к локальному перегреву. Если поверхность трубки приобретает глянцевый, пузырчатый или молочный вид, это означает, что молекулярная структура была термически повреждена, что окончательно снижает ее трекингостойкость и диэлектрическую прочность. Монтажники должны постоянно поворачивать нагреватель на 360 градусов вокруг кабеля, чтобы обеспечить равномерную радиальную усадку и предотвратить неравномерную толщину стенок, которая может создать слабые места в изоляционном барьере.
Позиционирование трубок и последовательность усадки
Правильное позиционирование перед подачей тепла имеет решающее значение, так как полностью усаженную трубку невозможно переставить. Последовательность усадки определяет эффективность герметизации. Нагрев неизменно должен начинаться с нижней части заделки (или центра соединения) и постепенно распространяться к открытым концам. Этот метод однонаправленной усадки действует как механический скребок, выталкивая воздух наружу и активно прогоняя в каждую микроскопическую щель лежащие в основе мастики для снятия напряжения и герметизации.
Ключевой визуальной точкой контроля для полевых инспекторов является поведение герметика на краях полностью усаженной трубки.
Для успешной установки необходимо, чтобы с концов трубки на оболочку кабеля или клеммный наконечник выходила непрерывная, видимая на 1 - 3 мм шайба расплавленной мастики.
Если это выдавливание отсутствует, герметичность неполная, и попадание влаги неизбежно. После завершения нагрева необходимо дать сборке остыть естественным образом до температуры окружающей среды; применение воды или холодного воздуха для ускорения охлаждения вызывает сильный тепловой удар и внутреннее механическое напряжение во вновь сформированной полимерной решетке.
Экспертная оценка усадки
Ловушка холодных точек: нижняя сторона горизонтально расположенных кабелей часто получает меньше тепла во время усадки, что приводит к неполному выдавливанию мастики. Всегда используйте смотровое зеркало, чтобы убедиться, что нижний радиус полностью герметичен.
Правило направленной усадки: Никогда не нагревайте одновременно с двух концов по направлению к середине. Это приводит к образованию воздушного кармана внутри, что практически гарантирует отказ частичного разряда в будущем.
Защита после нагрева: Не перемещайте и не сгибайте готовое кабельное соединение до полного остывания аксессуара до температуры окружающей среды, так как слои мастики все еще полужидкие и могут отделиться, если их потревожить.
Визуальный осмотр и электрические испытания после установки
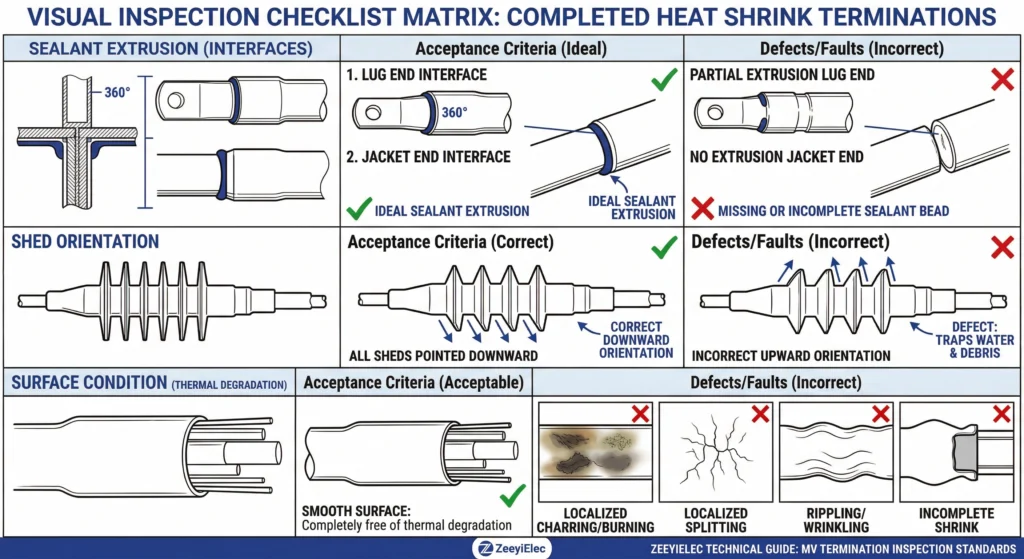
ФИГ-03:Непрерывное выдавливание мастики от 1 до 3 мм на границах компонентов подтверждает, что герметичное соединение с окружающей средой установлено.
После полного остывания термоусадочного аксессуара до температуры окружающей среды персонал на месте должен выполнить строгий контроль качества после установки. Этот этап является последним барьером, препятствующим включению под напряжение поврежденной установки. Он состоит из двух необязательных этапов: визуального контроля дефектов и инструментального электрического тестирования.
Критическая визуальная идентификация дефектов
Визуальный осмотр позволяет выявить грубые ошибки монтажа до подачи напряжения. Инспекторы должны проверить физическую целостность наружных трубок. Поверхность должна быть абсолютно гладкой; любые локальные волдыри, следы выжигания или молочное обесцвечивание указывают на термическую деградацию сшитого полимера.
Как уже отмечалось, для обеспечения герметичности на границе наконечника и оболочки кабеля должна быть видна непрерывная экструзия мастики толщиной от 1 мм до 3 мм.
Если край трубки расслоился - что часто бывает вызвано микроскопическими зазубринами при укладке, неравномерным нагревом или превышением максимального коэффициента усадки - весь аксессуар должен быть отбракован и заменен. Кроме того, при наружном применении оконечные зева (дождевые юбки) должны быть равномерно расположены и правильно ориентированы вниз, чтобы эффективно отводить воду и предотвращать образование непрерывных дорожек на поверхности.
Обязательные полевые электрические испытания
После визуального подтверждения приемки инструментальные испытания проверяют диэлектрическую целостность готовой сборки.
Первым шагом является проверка сопротивления изоляции (IR), обычно выполняемая с помощью 2,5 кВ или 5 кВ прибора Megger. Для здоровой заделки 15 кВ или 25 кВ измеренное сопротивление изоляции обычно должно превышать 1000 МОм.При стандартном испытании ОНЧ подается переменное напряжение (обычно 0,1 Гц) с частотой 2 × 3 × номинального напряжения фаза-земля (U0) в течение 15-30 минут.
Если заделка выдерживает такое повышенное электрическое напряжение, не отключая испытательное оборудование и не демонстрируя нестабильный ток утечки, специалист по эксплуатации может с уверенностью сертифицировать принадлежность для безопасного включения и длительной эксплуатации в распределительной сети.
Термоусадочные решения и поддержка проектов от ZeeyiElec
Комплексная матрица энергетических интерфейсов
Инженеры ZeeyiElec надежны Кабельные аксессуары разработанные для распределительных сетей коммунальных и промышленных предприятий. Наш ассортимент термоусаживаемых изделий включает в себя комплекты для оконцевания и соединения проводов 10 кВ, 20(24)кВ и 35 кВ, рассчитанные на проводники сечением до 800 мм.2. Благодаря строгому соответствию физических размеров и диэлектрических параметров каждый комплект структурирован таким образом, чтобы упростить выполнение работ в полевых условиях, гарантируя при этом долговременную стабильность изоляции. Приобретение у специализированного производителя означает, что полевые допуски и пороговые значения напряжения материала активно учитываются задолго до того, как компоненты попадают в траншею на стройплощадке.
Свяжитесь с нашей командой инженеров
Команды, занимающиеся закупками и разработкой месторождений, нуждаются в технической уверенности наряду с бесперебойным выполнением монтажа. Помимо кабельных соединений, мы поставляем высокотехнологичные Аксессуары для трансформаторов для обеспечения полной надежности сети от первичной подстанции до центра нагрузки. Независимо от того, требуется ли внутренняя заделка для ограниченного распределительного устройства или надежные компоненты защиты трансформатора, наша инженерная поддержка гарантирует точное соответствие модели и интеграцию в соответствии со стандартами. Обратитесь к нашей специализированной команде инженеров, чтобы получить правильные спецификации, устранить проблемы на местах и оптимизировать ваш следующий проект электрической инфраструктуры.
Часто задаваемые вопросы
Каков допустимый диапазон температур для установки термоусадочных кабельных аксессуаров?
В идеале монтаж должен осуществляться при температуре от 0 до 40 °C, однако при температуре окружающей среды ниже 5 °C требуется предварительный подогрев оболочки кабеля. Сильный холод может сделать компоненты хрупкими и препятствовать правильному течению мастики, поэтому в условиях мороза в полевых условиях необходимо использовать локальные обогревающие кожухи.
Какой нахлест требуется для мастичной ленты в термоусадочных соединениях?
Стандартная установка требует 50-процентной обмотки с полунахлестом, превышающим соседние слои кабеля не менее чем на 10-15 мм, чтобы обеспечить влагонепроницаемое уплотнение. При обмотке необходимо обеспечить надлежащее натяжение; в противном случае термоциклирование и механические нагрузки могут привести к образованию пустот в течение всего срока службы аксессуара.
Почему термоусадочные трубки иногда расслаиваются при установке?
Расщепление обычно происходит из-за локального перегрева свыше 250°C, неравномерного движения горелки или физических зазубрин на краях трубки до усадки. Непрерывное, размашистое движение резака и начало нагрева с центра или указанного конца сводят к минимуму этот риск при выполнении работ в полевых условиях.
Каково правильное напряжение полевого испытания для готовой термоусаживаемой заделки 15 кВ?
При приемо-сдаточных испытаниях в полевых условиях обычно используются испытания на переменном токе ОНЧ (очень низкой частоты) или испытания на высоком потенциале постоянного тока, часто достигающие 25-35 кВ в зависимости от возраста конкретного кабеля и преобладающего протокола коммунальной сети. Всегда обращайтесь к матрице испытаний конкретного проекта, поскольку превышение предельных значений базового напряжения может привести к разрушению здоровой полимерной изоляции.
Как долго следует ждать, прежде чем подавать напряжение на только что смонтированный термоусадочный шов?
Хотя термоусадочные полимерные материалы отверждаются и застывают практически сразу после остывания до температуры окружающей среды (обычно в течение 30-60 минут), подача напряжения должна производиться только после четкого прохождения всех обязательных электрических приемочных испытаний. В отличие от систем, заполненных жидкостью, для самих твердых полимеров не требуется длительного периода дегазации или оседания.
йойо ши
Йойо Ши пишет для ZeeyiElec, специализируясь на аксессуарах для среднего напряжения, компонентах трансформаторов и кабельных аксессуарах. В ее статьях рассказывается о применении продукции, технических основах, а также об особенностях поиска поставщиков для глобальных покупателей электротехнической промышленности.