किसी भी ट्यूब को खोलने या गर्मी लागू करने से पहले, फील्ड कर्मियों को यह सत्यापित करना चाहिए कि एक्सेसरी किट खندق या स्विचगियर में मौजूद केबल के भौतिक और विद्युत मापदंडों से मेल खाती है। एक सफल स्थापना स्टेजिंग चरण के दौरान कड़े गुणवत्ता नियंत्रण से शुरू होती है, जिससे विनिर्देश असंगतताओं को रोका जा सके, जो प्रारंभिक फील्ड विफलताओं का एक महत्वपूर्ण प्रतिशत होती हैं।.
केबल और सहायक उपकरण संगतता सत्यापित करना
हीट श्रिंक सामग्री एक परिभाषित संकुचन अनुपात (आमतौर पर 3:1 या 4:1) पर काम करती है। परिणामस्वरूप, गलत आकार की किट या तो तैयारी के दौरान केबल को कवर करने में विफल रहेगी या संकुचन के बाद पर्याप्त रेडियल दबाव नहीं डाल पाएगी। किट लेबल को केबल के विशिष्ट वोल्टेज वर्ग (जैसे 10kV, 20(24)kV, या 35kV) से क्रॉस-रेफरेंस करें। चालक का क्रॉस-सेक्शन भी पूरी तरह मेल खाना चाहिए; 95–240 mm² के लिए रेटेड टर्मिनेशन किट विश्वसनीय रूप से 400 mm² के चालक को सील नहीं कर सकती, और इसे जबरदस्ती लगाने पर हीटिंग चरण के दौरान ट्यूबिंग फटने का खतरा होता है।.
सुनिश्चित करें कि प्राथमिक डाइइलेक्ट्रिक पर इन्सुलेशन का व्यास किट द्वारा निर्दिष्ट अनुप्रयोग सीमा (उदाहरण के लिए, 23.5 मिमी ≤ D ≤ 34.0 मिमी) के भीतर सख्ती से हो। यह सहनशीलता यह गारंटी देती है कि स्ट्रेस कंट्रोल ट्यूब केबल इन्सुलेशन के साथ घनिष्ठ, रिक्तता-रहित संपर्क बनाए रखे।.
पर्यावरणीय तत्परता और उपकरण जाँच
क्षेत्र का वातावरण सीधे ही हीट श्रिंक इंस्टॉलेशन की अखंडता को प्रभावित करता है। कोल्ड श्रिंक तकनीकों के विपरीत, जो पूर्व-विस्तारित इलास्टोमर्स पर निर्भर करती हैं, हीट श्रिंक के लिए सक्रिय तापीय अनुप्रयोग की आवश्यकता होती है, जिससे यह परिवेशीय मौसम की परिस्थितियों के प्रति अत्यंत संवेदनशील हो जाता है। यह सत्यापित करें कि परिवेश का तापमान उपयुक्त है; यदि 5°C से नीचे काम कर रहे हैं, तो केबल जैकेट और इन्सुलेशन को धीरे-धीरे पूर्व-तापित करना चाहिए ताकि गर्म मास्टिक संपर्क में आते ही तुरंत ठंडा न हो, जिससे बंधन कमजोर होता है और नमी प्रवेश के मार्ग बनते हैं। यह सुनिश्चित करें कि सापेक्ष आर्द्रता 80 प्रतिशत से कम हो ताकि ट्यूबिंग के नीचे नमी फंसने से बचा जा सके।.
अगला, फील्ड टूलिंग की जाँच करें। एक मानक, तीव्र ब्लोटॉर्च पॉलिमरिक इन्सुलेशन के लिए अपर्याप्त और खतरनाक है। इंस्टॉलरों को तेज, नीली कटाई वाली लौ के बजाय एक नरम, घनी लौ—अक्सर पीले सिरे वाली—का उपयोग करना चाहिए ताकि हीट श्रिंक सामग्रियों को झुलसने या फफोलेदार होने से बचाया जा सके। यह सुनिश्चित करें कि टॉर्च नोजल का आकार केबल के व्यास के लिए उपयुक्त है; अधिकांश मध्यम-वोल्टेज जॉइंटिंग कार्यों के लिए 50 मिमी का नोजल मानक है। अंत में, यह सुनिश्चित करें कि एक साफ, सूखा कार्य क्षेत्र स्थापित किया गया है ताकि सभी सहायक घटकों को केबल पर रखने से पहले गंदगी, धातु की धूल, या खندق की कीचड़ से मुक्त रखा जा सके।.
विशेषज्ञ स्टेजिंग अंतर्दृष्टि
स्टेजिंग सत्यापन: कनेक्टर को क्रिम्प करने से पहले हमेशा केबल पर बाहरी सुरक्षा ट्यूबें लगाएँ, क्योंकि बाहरी स्लीव्स भूल जाने से जॉइंटिंग में 15 प्रतिशत से अधिक देरी होती है।.
सॉल्वेंट चयन: केबल घटकों की सफाई के लिए मानक औद्योगिक डीग्रीज़र का कभी उपयोग न करें; केवल स्वीकृत, बिना लिंट वाले, अत्यधिक वाष्पशील सॉल्वेंट वाइप्स (जैसे, 90 प्रतिशत से अधिक आइसोप्रोपाइल अल्कोहल) का उपयोग करें जो शून्य अवशेष छोड़ते हैं।.
इन्वेंटरी नियंत्रण: शुरू करने से पहले सभी मैस्टिक टेप और तनाव नियंत्रण घटकों की किट बिल ऑफ मटेरियल्स के अनुसार गिनती करें, क्योंकि एक भी परत छूटने पर पूरी डाइइलेक्ट्रिक सीमा प्रभावित हो जाती है।.
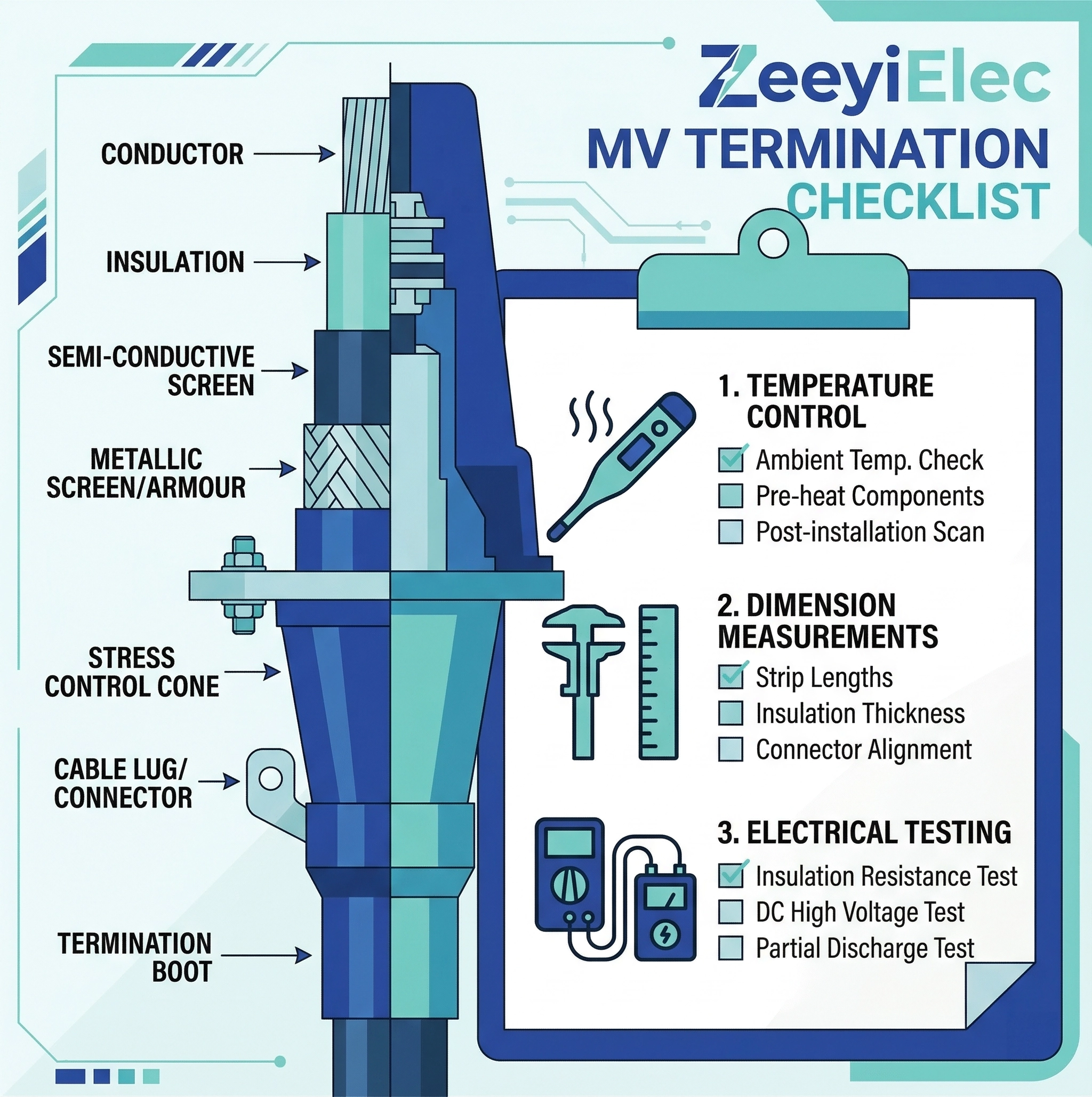
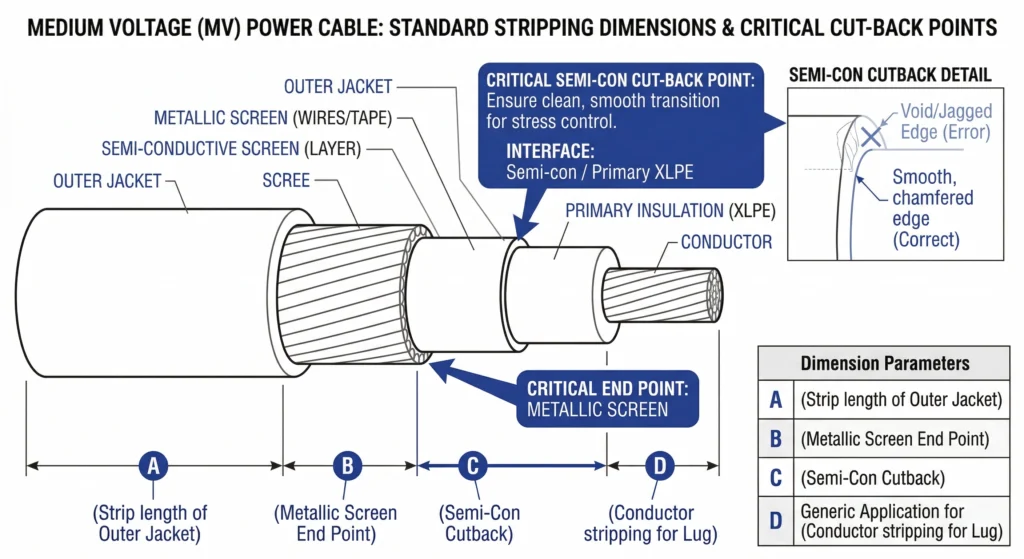
केबल तैयारी और आयाम नियंत्रण
किसी भी विश्वसनीय की नींव हीट श्रिंक केबल सहायक उपकरण स्थापना सटीक केबल तैयारी में निहित है। क्षेत्रीय डेटा लगातार दिखाता है कि खराब स्ट्रिपिंग निष्पादन दोषपूर्ण सहायक घटकों की तुलना में अधिक समयपूर्व विफलताओं का कारण है। इंस्टॉलरों को विशिष्ट किट में प्रदान की गई आयाम शीट का सख्ती से पालन करना चाहिए।.
चित्र-01: केबल तैयारी के दौरान सटीक आयामी नियंत्रण यह सुनिश्चित करता है कि तनाव नियंत्रण ट्यूब सेमी-कॉन स्क्रीन कटबैक पर ठीक से ओवरलैप हो।.
बाहरी जैकेट का निष्कासन और कवच का ग्राउंडिंग
पहला महत्वपूर्ण कदम बाहरी केबल जैकेट को हटाकर धात्विक कवच या तांबे के तार की ढाल को उजागर करना है। स्ट्रिप-बैक की लंबाई आमतौर पर मध्यम-वोल्टेज टर्मिनेशन के लिए 300 मिमी से 450 मिमी तक होती है, जो इनडोर या आउटडोर कॉन्फ़िगरेशन पर निर्भर करती है। एक बार उजागर होने पर, धात्विक स्क्रीन को अनुमोदित, बिना रेशा छोड़ने वाले सॉल्वेंट वाइप्स से अच्छी तरह साफ किया जाना चाहिए ताकि ग्राउंडिंग ब्रेडिंग के लिए कम प्रतिरोध वाला मार्ग सुनिश्चित हो सके।.
टिनयुक्त तांबे की ग्राउंडिंग ब्रेडिंग को सुरक्षित करते समय, इंस्टॉलरों को मानक होज़ क्लैम्प या स्थानीय बाइंडिंग तार के बजाय निरंतर बल स्प्रिंग का उपयोग करना चाहिए। सही आकार की निरंतर बल स्प्रिंग निरंतर 360-डिग्री रेडियल दबाव प्रदान करती है। यह गतिशील दबाव भारी लोड के तहत केबल के तापीय विस्तार और संकुचन चक्रों के अनुकूल हो जाता है, जिससे ढीले ग्राउंड कनेक्शन को रोका जा सकता है जो केबल जैकेट पर ट्रैकिंग को ट्रिगर कर सकता है।.
सेमीकंडक्टर स्क्रीन स्कोरिंग और हटाना
उभारित अर्धचालक (सेमी-कॉन) परत को हटाना पूरे तैयारी चरण का सबसे अधिक जोखिम भरा कार्य है। इंस्टॉलरों को गहराई स्टॉप से सुसज्जित एक कैलिब्रेटेड स्ट्रिपिंग टूल का उपयोग करके सेमी-कॉन परत पर निशान लगाना चाहिए, कभी भी मानक यूटिलिटी चाकू का उपयोग नहीं करना चाहिए।.
एक गंभीर क्षेत्रीय त्रुटि अत्यधिक गहराई तक छेदन करना है; प्राथमिक XLPE डाइइलेक्ट्रिक में ≥ 0.1 मिमी तक फैला कोई भी खरोंच या सूक्ष्म कट विद्युत तनाव को घातीय रूप से केंद्रित कर देता है, जिससे आंशिक निर्वहन (PD) तीव्रता से बढ़ता है और अंततः विनाशकारी इन्सुलेशन विफलता होती है।.
सेमी-कॉन की परत उतारने के बाद, कट-बैक किनारा बिल्कुल चौकोर, चिकना और उभरी-फटी दरारों से मुक्त होना चाहिए। इंस्टॉलरों को धात्विक ढाल के पार सेमी-कॉन की एक विशिष्ट लंबाई उजागर छोड़नी होती है, ताकि आंतरिक हीट-श्रिंक स्ट्रेस कंट्रोल ट्यूब निरंतर विद्युत संपर्क स्थापित कर सके।.
मानक 15kV टर्मिनेशन के लिए, इस एक्सपोज्ड सेमी-कॉन आयाम को सख्ती से 40 मिमी ± 2 मिमी पर बनाए रखा जाता है।.
अंत में, उजागर XLPE प्राथमिक इन्सुलेशन को परिधीय रूप से एक गैर-चालक महीन एल्यूमिनियम ऑक्साइड घिसाई पट्टी (आमतौर पर 120-ग्रिट या उससे महीन) से पॉलिश किया जाना चाहिए। इससे सेमी-कॉन हटाने की प्रक्रिया द्वारा पीछे छूटे किसी भी सूक्ष्म चालक कार्बन निशान को समाप्त कर दिया जाता है, जिससे प्राथमिक हीट-श्रिंक परतों के लिए एक निर्मल सतह बन जाती है।.
हीट श्रिंक इन्सुलेशन और मैस्टिक सीलिंग का भौतिकी
क्रॉस-लिंक्ड पॉलिमरों के पीछे के मूलभूत भौतिकी को समझना क्षेत्रीय कर्मियों के लिए कड़े गुणवत्ता नियंत्रण को सुनिश्चित करने के लिए आवश्यक है। हीट श्रिंक ट्यूबिंग का निर्माण किसी पॉलिमर को एक्सट्रूड करके, इलेक्ट्रॉन बीम विकिरण के माध्यम से इसकी आणविक संरचना को क्रॉस-लिंक करके, उच्च तापमान पर इसे फैलाकर और फिर तेजी से ठंडा करके किया जाता है। जब साइट पर टॉर्च के माध्यम से थर्मल ऊर्जा पुनःप्रवेशित की जाती है, तो पॉलिमर की “मेमोरी” सक्रिय हो जाती है, जिससे ट्यूब अपनी मूल एक्सट्रूड की गई आयामों की ओर सिकुड़ जाती है और एक कसा हुआ रेडियल इंटरफेरेंस फिट स्थापित हो जाता है।.
डाइइलेक्ट्रिक तनाव नियंत्रण तंत्र
जब केबल की तैयारी के दौरान अर्धचालक स्क्रीन को अचानक समाप्त किया जाता है, तो विद्युत क्षेत्र का वितरण अत्यधिक विषम हो जाता है। समविभव रेखाएँ अर्धचालक कटबैक पर घनी हो जाती हैं, जिससे एक स्थानीय उच्च-तनाव बिंदु बनता है जो आंशिक निर्वहन (PD) आरंभ कर सकता है और अंततः इन्सुलेशन टूटने का कारण बनता है।.
इसे कम करने के लिए, हीट श्रिंक सिस्टम विशिष्ट विद्युत प्रतिबाधा गुणों के साथ डिज़ाइन की गई एक प्राथमिक तनाव नियंत्रण ट्यूब का उपयोग करते हैं।.
यह अभियंत्रित सामग्री आमतौर पर उच्च सापेक्ष पारगम्यता (εr ≥ 15), जो तीव्र कटबैक किनारे से विद्युत क्षेत्र रेखाओं को सक्रिय रूप से दूर मोड़ता है, और संक्रमण क्षेत्र के साथ विद्युत तनाव को समान रूप से वितरित करता है।.
आधारभूत आईईसी 60502-4 मध्यम-वोल्टेज पावर केबल सहायक उपकरणों के परीक्षण के लिए मानक प्रोटोकॉल इन तंत्रों को सहन करनी पड़ने वाली सख्त आंशिक निर्वहन सीमाएँ निर्धारित करते हैं। उचित तापीय सक्रियण इस नियंत्रण ट्यूब और प्राथमिक डाइइलेक्ट्रिक के बीच घनिष्ठ संपर्क सुनिश्चित करता है, जो क्षेत्र स्वीकृति परीक्षणों को पास करने के लिए अनिवार्य आवश्यकता है।.
ताप के अधीन मास्टिक प्रवाह गतिकी
जबकि पॉलीमरिक ट्यूबिंग यांत्रिक और विद्युत सीमा प्रदान करती है, नीचे की मस्टिक टेपें महत्वपूर्ण रिक्त स्थान को समाप्त करने और पर्यावरणीय नमी से सील करने का कार्य करती हैं। स्ट्रेस रिलीफ मस्टिक सीधे सेमी-कॉन कटबैक के ऊपर स्थित है, जबकि पृथक्करण इंटरफ़ेस और टर्मिनल लग पर अलग-अलग मौसम-सीलिंग मस्टिक लगाए गए हैं।.
जब कोई इंस्टॉलर नियंत्रित लौ लगाता है, जिससे सामग्री का स्थानीय सतही तापमान 110°C–130°C की सक्रियण सीमा तक बढ़ जाता है, तो ये इंजीनियर्ड मास्टिक अत्यधिक चिपचिपे, प्रवाही अवस्था में परिवर्तित हो जाते हैं।.
व्यावहारिक क्षेत्र स्थापना के दृष्टिकोण से, यह थर्मोडायनामिक संक्रमण उचित निष्पादन को अनिवार्य करता है: तकनीशियनों को हमेशा एक निर्दिष्ट एंकर बिंदु—आमतौर पर निचले या मध्य भाग—से ट्यूबिंग को संकुचित करना चाहिए और लगातार बाहरी दिशा में काम करना चाहिए। यह दिशात्मक हीटिंग भौतिक रूप से द्रवित मैस्टिक को घर्षण-पॉलिशिंग टेपों द्वारा छोड़ी गई सूक्ष्म उभारों में निचोड़ती है, और संकुचित हो रही ट्यूब के आगे की हवा को सक्रिय रूप से बाहर धकेलती है। यदि हवा ट्यूब के नीचे फँस जाती है, तो एक सूक्ष्म रिक्ति बन जाती है; चूंकि हवा की डाइइलेक्ट्रिक मजबूती आसपास के XLPE की तुलना में काफी कम होती है, यह मध्यम-वोल्टेज तनाव के तहत आयनित हो जाती है, जिससे आंतरिक ट्रैकिंग ट्रिगर होती है जो टर्मिनेशन को अंदर से बाहर तक नष्ट कर देती है।.
हीटिंग निष्पादन और संकुचन नियंत्रण पैरामीटर
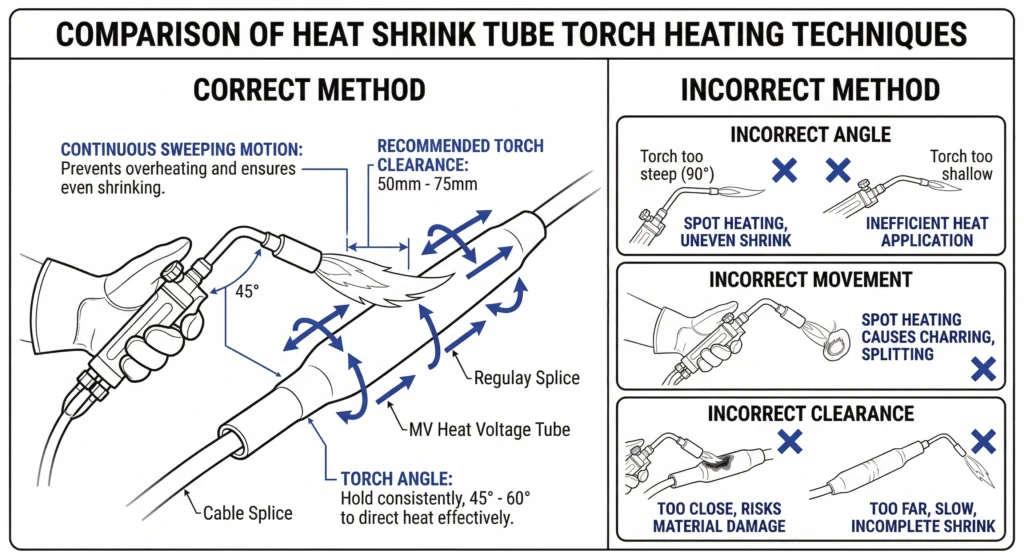
चित्र-02: उचित थर्मल निष्पादन के लिए एक नरम, पीले सिरे वाली लौ की आवश्यकता होती है, जिसे पॉलिमर के अपघटन को रोकने के लिए निरंतर गति में रखा जाना चाहिए।.
प्रयोगशाला-स्तरीय सहायक उपकरण डिज़ाइन को क्षेत्र में विश्वसनीयता में बदलने के लिए सख्त थर्मल निष्पादन आवश्यक है। इस चरण के दौरान, इंस्टॉलर की तकनीक सीधे यह निर्धारित करती है कि टर्मिनेशन अपनी निर्धारित सेवा अवधि पूरी करती है या समय से पहले विफल हो जाती है। एक व्यापक एमवी एक्सेसरीज़ के लिए स्थापना गुणवत्ता नियंत्रण चेकलिस्ट सक्रिय हीटिंग प्रक्रिया की कड़ाई से निगरानी करनी चाहिए।.
टॉर्च तकनीक और तापमान नियंत्रण
हीट श्रिंक इंस्टॉलेशन के दौरान मुख्य क्षेत्रीय त्रुटि अनुचित लौ का उपयोग है। इंस्टॉलरों को नरम, घनी प्रोपेन लौ का उपयोग करना चाहिए, जिसकी नोक पीली हो, और तेज, नीली ऑक्सीकरणकारी लौ से स्पष्ट रूप से बचना चाहिए, क्योंकि वह क्रॉस-लिंक्ड पॉलीमर को तेजी से झुलसाकर खराब कर देगी।.
टॉर्च नोजल को ट्यूबिंग की सतह से 50 मिमी – 75 मिमी की एक समान दूरी पर रखा जाना चाहिए।.
अनुभव बताता है कि टॉर्च को निरंतर, चौड़ी गति में घुमाते रहना चाहिए। कुछ सेकंड से अधिक समय तक एक ही स्थान पर टिका रहने से स्थानीय रूप से अत्यधिक गर्मी उत्पन्न होगी। यदि ट्यूबिंग की सतह पर चमकदार, फफोलेदार या दूधिया आभा दिखाई दे, तो उसकी आणविक संरचना ऊष्मा से क्षतिग्रस्त हो चुकी है, जिससे इसकी ट्रैकिंग प्रतिरोधकता और डाइइलेक्ट्रिक मजबूती स्थायी रूप से प्रभावित हो जाती है। इंस्टॉलर को केबल के चारों ओर गर्मी को 360 डिग्री तक लगातार घुमाना चाहिए ताकि रेडियल सिकुड़न समान हो और दीवार की मोटाई असमान होने से बचा जा सके, जो इन्सुलेशन अवरोध में कमजोर बिंदु बना सकता है।.
ट्यूब की स्थिति और सिकुड़ने का क्रम
ताप लगाने से पहले उचित स्थिति निर्धारण अत्यंत महत्वपूर्ण है, क्योंकि पूरी तरह सिकुड़ चुकी ट्यूब को पुनःस्थापित नहीं किया जा सकता। सिकुड़न की क्रमिकता पर्यावरणीय सील की प्रभावशीलता निर्धारित करती है। ताप को अनिवार्य रूप से टर्मिनेशन के निचले भाग (या जोड़ के केंद्र) से शुरू करके खुले सिरों की ओर क्रमशः लागू किया जाना चाहिए। यह एकदिशीय संकुचन विधि यांत्रिक स्क्वीजी की तरह कार्य करती है, जो हवा को बाहर निकालती है और अंतर्निहित तनाव-राहत तथा सीलिंग मैस्टिक्स को प्रत्येक सूक्ष्म दरार में सक्रिय रूप से धकेलती है।.
मैदानी निरीक्षकों के लिए एक प्रमुख दृश्य जांच बिंदु पूरी तरह सिकुड़ चुकी ट्यूब के किनारों पर सीलेंट का व्यवहार है।.
एक सफल स्थापना के लिए ट्यूबिंग के सिरों से केबल जैकेट या टर्मिनल लग पर निरंतर 1 मिमी–3 मिमी की दृश्यमान पिघली हुई मैस्टिक की बूंद निकलती रहनी चाहिए।.
यदि यह एक्सट्रूज़न अनुपस्थित हो, तो पर्यावरणीय सील अधूरी रह जाती है और नमी का प्रवेश अनिवार्य रूप से होगा। एक बार हीटिंग पूरी हो जाने पर, पूरी असेंबली को परिवेशीय तापमान पर स्वाभाविक रूप से ठंडा होने देना चाहिए; ठंडक को तेज करने के लिए पानी या ठंडी हवा का उपयोग करने से नव निर्मित पॉलिमर जाल में गंभीर तापीय झटका और आंतरिक यांत्रिक तनाव उत्पन्न होता है।.
संकुचन पर विशेषज्ञ अंतर्दृष्टि
कोल्ड स्पॉट ट्रैप: क्षैतिज रूप से स्थापित केबलों के निचले हिस्से में सिकुड़न के दौरान अक्सर कम गर्मी पहुँचती है, जिससे मैस्टिक का अपूर्ण निष्कासन होता है। निचले रेडियस का पूरी तरह से सील होना सुनिश्चित करने के लिए हमेशा निरीक्षण दर्पण का उपयोग करें।.
दिशात्मक संकुचन नियम: कभी भी दोनों सिरों से एक साथ बीच की ओर गर्म न करें। इससे अंदर एक हवा का थैला फँस जाता है, जो भविष्य में आंशिक निर्वहन विफलता की लगभग गारंटी देता है।.
ताप उपचार के बाद: जब तक सहायक उपकरण परिवेशीय तापमान पर पूरी तरह ठंडा न हो जाए, तब तक तैयार किए गए केबल जोड़ को न हिलाएं और न ही मोड़ें, क्योंकि मैस्टिक की परतें अभी भी अर्ध-तरल होती हैं और हिलने-डुलने पर अलग हो सकती हैं।.
स्थापना के बाद दृश्य निरीक्षण और विद्युत परीक्षण
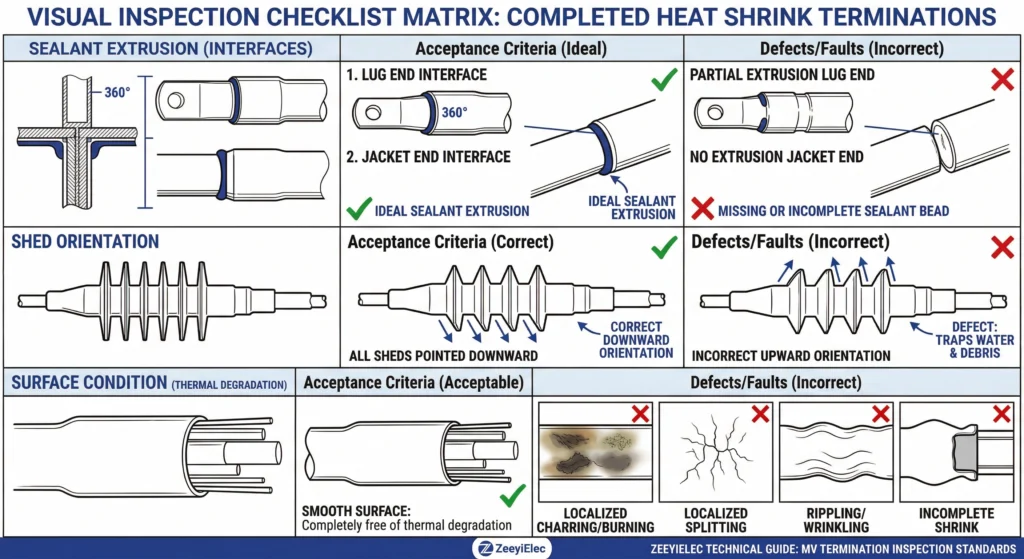
चित्र-03: घटक सीमाओं पर 1 मिमी से 3 मिमी तक निरंतर मैस्टिक एक्सट्रूज़न यह पुष्टि करता है कि एक हर्मेटिक पर्यावरणीय सील स्थापित की गई है।.
हीट श्रिंक एक्सेसरी के पूर्ण रूप से परिवेशीय तापमान पर ठंडा हो जाने के बाद, फील्ड कर्मियों को एक कड़ाई से लागू होने वाली स्थापना-उपरांत गुणवत्ता नियंत्रण प्रक्रिया पूरी करनी चाहिए। यह चरण एक दोषपूर्ण स्थापना को विद्युत्-संचालित होने से रोकने वाली अंतिम बाधा है। इसमें दो अनिवार्य चरण शामिल हैं: दृश्य दोषों का ऑडिट और यंत्र-आधारित विद्युत् परीक्षण।.
गंभीर दृश्य दोष की पहचान
दृश्य निरीक्षण किसी भी वोल्टेज लागू होने से पहले गंभीर स्थापना त्रुटियों को अलग करता है। निरीक्षकों को बाहरी ट्यूबिंग की भौतिक अखंडता सत्यापित करनी चाहिए। सतह पूरी तरह चिकनी होनी चाहिए; किसी भी स्थानीय फफोले, झुलसने के निशान या दूधिया रंगत में बदलाव क्रॉस-लिंक्ड पॉलीमर के तापीय अपघटन का संकेत देता है।.
जैसा कि पहले उल्लेख किया गया है, लुग इंटरफ़ेस और केबल जैकेट सीमा दोनों पर 1 मिमी – 3 मिमी की निरंतर मैस्टिक एक्सट्रूज़न हर्मेटिक सील सुनिश्चित करने के लिए दिखाई देनी चाहिए।
यदि ट्यूबिंग के किनारे फट गए हों—जो अक्सर स्टेजिंग के दौरान सूक्ष्म चीरे, असमान ताप या अधिकतम संकुचन अनुपात से अधिक होने के कारण होते हैं—तो पूरे सहायक उपकरण को अस्वीकार कर बदलना होगा। इसके अलावा, बाहरी अनुप्रयोगों में टर्मिनेशन शेड्स (रेन स्कर्ट्स) को समान रूप से दूरी पर और सही ढंग से नीचे की ओर उन्मुख करना चाहिए, ताकि पानी कुशलतापूर्वक निकल सके और सतत सतह ट्रैकिंग मार्गों को रोका जा सके।.
अनिवार्य क्षेत्रीय विद्युत परीक्षण
एक बार दृश्य स्वीकृति की पुष्टि हो जाने पर, यंत्रणात्मक परीक्षण पूर्ण असेंबली की विद्युत-रोधी अखंडता को सत्यापित करता है।.
पहला कदम इन्सुलेशन रेसिस्टेंस (IR) परीक्षण है, जो आमतौर पर 2.5 kV या 5 kV मेगर से किया जाता है। एक स्वस्थ 15 kV या 25 kV टर्मिनेशन के लिए, मापी गई इन्सुलेशन रेसिस्टेंस आमतौर पर 1000 MΩ से अधिक होनी चाहिए।एक मानक VLF परीक्षण नाममात्र फेज-टू-ग्राउंड वोल्टेज (U) के 2 × से 3 × के स्तर पर एक एसी वोल्टेज (आमतौर पर 0.1 Hz) लागू करता है।0) 15 से 30 मिनट के लिए।.
यदि टर्मिनेशन परीक्षण उपकरण को ट्रिप किए बिना या अनियमित रिसाव धारा प्रदर्शित किए बिना इस उच्च विद्युत तनाव को बनाए रखता है, तो फील्ड इंजीनियर वितरण नेटवर्क में सुरक्षित ऊर्जा आपूर्ति और दीर्घकालिक सेवा के लिए एक्सेसरी को आत्मविश्वास के साथ प्रमाणित कर सकता है।.
ज़ीयीइलेक्ट हीट श्रिंक समाधान और परियोजना सहायता
व्यापक ऊर्जा इंटरफ़ेस मैट्रिक्स
ज़ीयीइलेक्ट विश्वसनीय इंजीनियर करता है केबल सहायक उपकरण उपयोगिता और औद्योगिक वितरण नेटवर्क के लिए विशेष रूप से तैयार। हमारा हीट श्रिंक पोर्टफोलियो 10kV, 20(24)kV और 35kV टर्मिनेशन एवं जॉइंटिंग किट शामिल करता है, जो 800 मिमी तक के कंडक्टर क्रॉस-सेक्शन को समायोजित कर सकता है।2. भौतिक आयाम शीट्स और डाइइलेक्ट्रिक पैरामीटरों का सख्ती से मिलान करके, प्रत्येक किट को क्षेत्र में कार्यान्वयन को सरल बनाने और दीर्घकालिक इन्सुलेशन स्थिरता सुनिश्चित करने के लिए संरचित किया गया है। एक विशेषीकृत निर्माता से प्राप्त करने का अर्थ है कि क्षेत्रीय सहिष्णुताएँ और सामग्री तनाव सीमाएँ घटकों के साइट की खाई तक पहुँचने से बहुत पहले ही सक्रिय रूप से ध्यान में रखी जाती हैं।.
हमारी इंजीनियरिंग टीम से जुड़ें
खरीद और फील्ड इंजीनियरिंग टीमों को निर्बाध इंस्टॉलेशन निष्पादन के साथ तकनीकी निश्चितता की आवश्यकता होती है। केबल कनेक्शनों से परे, हम अत्यधिक अभियांत्रित ट्रांसफॉर्मर सहायक उपकरण प्राथमिक सबस्टेशन से लेकर लोड सेंटर तक पूर्ण नेटवर्क विश्वसनीयता सुनिश्चित करने के लिए। चाहे आप सीमित स्विचगियर के लिए इनडोर टर्मिनेशन निर्दिष्ट कर रहे हों या मजबूत ट्रांसफॉर्मर सुरक्षा घटकों का चयन कर रहे हों, हमारी इंजीनियरिंग सहायता सटीक मॉडल मिलान और मानक-अनुरूप एकीकरण की गारंटी देती है। सही विनिर्देश सुनिश्चित करने, क्षेत्रीय चुनौतियों का समाधान करने और आपके अगले विद्युत अवसंरचना परियोजना को अनुकूलित करने के लिए हमारी विशेषज्ञ इंजीनियरिंग टीम से संपर्क करें।
अक्सर पूछे जाने वाले प्रश्न
हीट श्रिंक केबल एक्सेसरीज़ स्थापित करने के लिए स्वीकार्य तापमान सीमा क्या है?
स्थापना आदर्श रूप से 0°C से 40°C के बीच होनी चाहिए, हालांकि यदि परिवेश का तापमान 5°C से नीचे चला जाए तो केबल जैकेट को पूर्व-गर्म करना आवश्यक है। अत्यधिक ठंड घटकों को भंगुर बना सकती है और मस्टिक के उचित प्रवाह को रोक सकती है, इसलिए जमी हुई क्षेत्रीय परिस्थितियों में स्थानीय हीटिंग आवरण आवश्यक हैं।.
हीट श्रिंक टर्मिनेशन में मैस्टिक टेप के लिए कितना ओवरलैप आवश्यक है?
मानक स्थापना के लिए 50 प्रतिशत हाफ-लैप रैपिंग तकनीक की आवश्यकता होती है, जिसे नमी-रोधी पर्यावरणीय सील सुनिश्चित करने के लिए आसन्न केबल परतों पर कम से कम 10 से 15 मिमी तक बढ़ाया जाना चाहिए। रैपिंग के दौरान उचित तनाव लागू करना अनिवार्य है; अन्यथा, थर्मल साइक्लिंग और यांत्रिक तनाव एक्सेसरी के जीवनकाल में रिक्ति निर्माण का कारण बन सकते हैं।.
हीट श्रिंक ट्यूबें कभी-कभी इंस्टॉलेशन के दौरान क्यों फट जाती हैं?
विभाजन आमतौर पर 250°C से अधिक स्थानीय अतितापन, टॉर्च की असमान गति, या संकुचन से पहले ट्यूबिंग के किनारे पर मौजूद भौतिक खरोंचों के कारण होता है। क्षेत्र में कार्य करते समय निरंतर, तरंगित टॉर्च गति बनाए रखना और गर्मी को केंद्र या निर्दिष्ट सिरे से शुरू करना इस जोखिम को कम करता है।.
पूर्ण 15kV हीट श्रिंक टर्मिनेशन के लिए सही फील्ड टेस्ट वोल्टेज क्या है?
फील्ड स्वीकृति परीक्षण में आमतौर पर VLF (बहुत निम्न आवृत्ति) एसी परीक्षण या DC उच्च-संभाव्यता परीक्षण का उपयोग किया जाता है, जो विशिष्ट केबल की आयु और प्रचलित यूटिलिटी नेटवर्क प्रोटोकॉल के आधार पर अक्सर 25 kV से 35 kV तक पहुँच जाता है। हमेशा विशिष्ट परियोजना परीक्षण मैट्रिक्स से परामर्श करें, क्योंकि आधारभूत वोल्टेज सीमाओं को पार करने से अन्यथा स्वस्थ पॉलीमर इन्सुलेशन की गुणवत्ता खराब हो सकती है।.
नए स्थापित हीट श्रिंक जॉइंट को सक्रिय करने से पहले आपको कितनी देर इंतजार करना चाहिए?
जबकि हीट-श्रिंक पॉलिमरिक सामग्री कक्षीय तापमान पर ठंडी होने पर लगभग तुरंत ही (आमतौर पर 30 से 60 मिनट के भीतर) क्योर और सेट हो जाती है, ऊर्जा प्रदान केवल तभी की जानी चाहिए जब सभी अनिवार्य विद्युत स्वीकृति परीक्षण स्पष्ट रूप से उत्तीर्ण हो चुके हों। तरल-भरे सिस्टम के विपरीत, ठोस पॉलिमरों के लिए कोई दीर्घकालिक गैस निष्कासन या स्थिरीकरण अवधि आवश्यक नहीं होती।
योयो शी
योयो शी ZeeyiElec के लिए लिखती हैं, जहाँ उनका ध्यान मध्यम-वोल्टेज सहायक उपकरणों, ट्रांसफॉर्मर घटकों और केबल सहायक समाधानों पर केंद्रित है। उनके लेख उत्पाद अनुप्रयोगों, तकनीकी मूल बातों और वैश्विक विद्युत उद्योग के खरीदारों के लिए आपूर्ति संबंधी अंतर्दृष्टि को कवर करते हैं।.