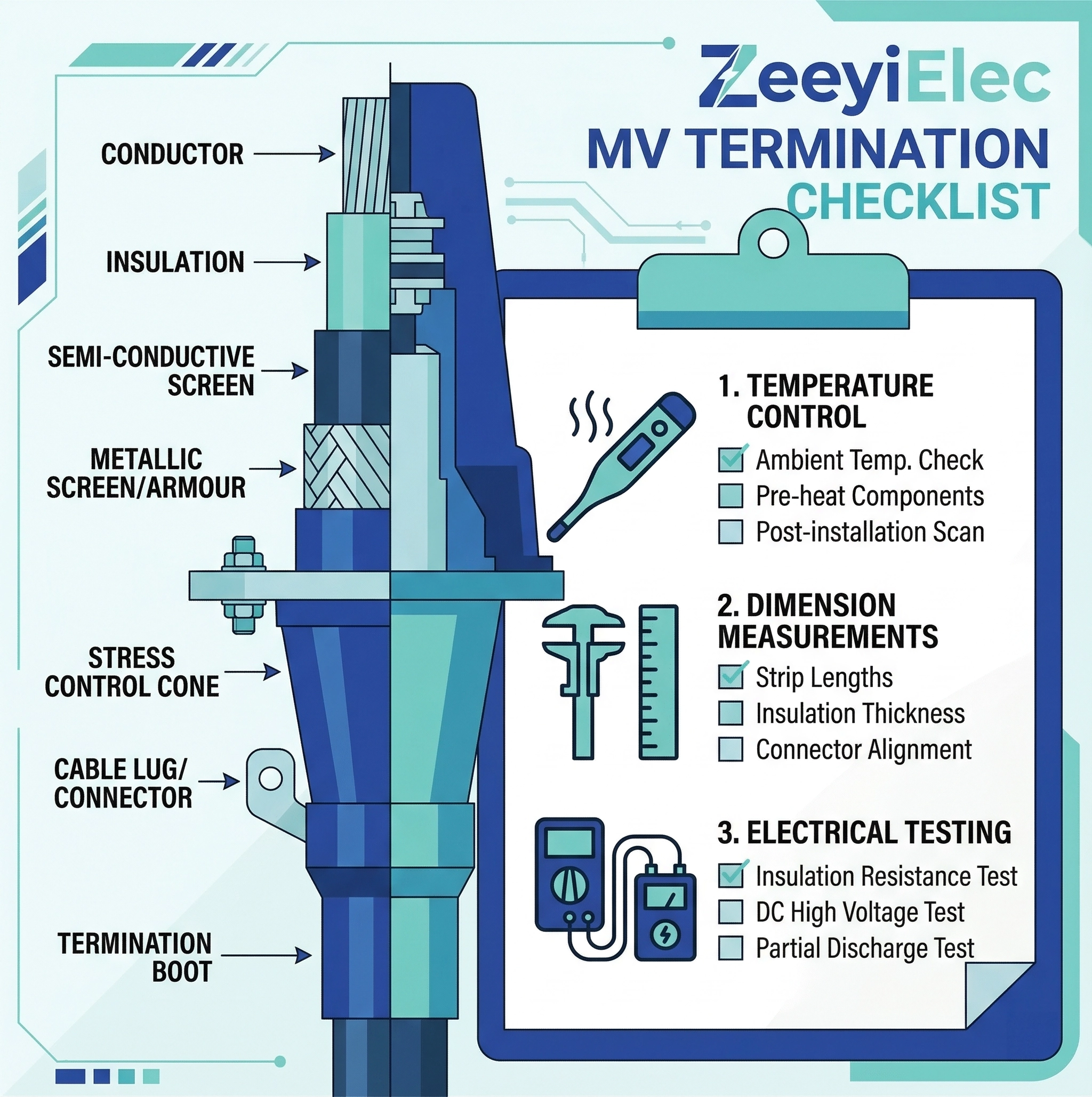
Verificación previa a la instalación y puesta en escena de accesorios
Antes de desenvolver un solo tubo o aplicar calor, el personal de campo debe verificar que el kit de accesorios coincide con los parámetros físicos y eléctricos del cable en la zanja o en el cuadro eléctrico. El éxito de una instalación comienza con un estricto control de calidad durante la fase de puesta en escena, evitando así desajustes en las especificaciones que son la causa de un porcentaje significativo de los primeros fallos sobre el terreno.
Verificación de la compatibilidad de cables y accesorios
Los materiales termorretráctiles funcionan con una relación de contracción definida (normalmente 3:1 o 4:1). Por consiguiente, un kit de tamaño incorrecto no dejará pasar el cable durante el montaje o no ejercerá suficiente presión radial una vez retraído. Compare la etiqueta del kit con la clase de tensión específica del cable (por ejemplo, 10 kV, 20(24)kV o 35 kV). La sección transversal del conductor también debe estar perfectamente alineada; un kit de terminación clasificado para 95-240 mm² no puede sellar de forma fiable un conductor de 400 mm², e intentar forzarlo corre el riesgo de partir el tubo durante la fase de calentamiento.
Asegúrese de que el diámetro del aislamiento sobre el dieléctrico primario se encuentra estrictamente dentro del rango de aplicación especificado en el kit (por ejemplo, 23,5 mm ≤ D ≤ 34,0 mm). Esta tolerancia garantiza que el tubo de control de tensión mantenga un contacto íntimo y sin huecos con el aislamiento del cable.
Preparación medioambiental y comprobación del utillaje
El entorno sobre el terreno afecta directamente a la integridad de las instalaciones de termorretracción. A diferencia de las tecnologías de retracción en frío que se basan en elastómeros preexpandidos, la termorretracción requiere una aplicación térmica activa, por lo que es muy sensible a las condiciones meteorológicas ambientales. Compruebe que la temperatura ambiente es adecuada; si trabaja por debajo de 5 °C, la cubierta del cable y el aislamiento deben precalentarse suavemente para evitar que la masilla caliente se enfríe instantáneamente al entrar en contacto, lo que provoca una unión deficiente y vías de entrada de humedad. Asegúrese de que la humedad relativa sea inferior al 80% para evitar que la humedad quede atrapada bajo el tubo.
A continuación, verifique el utillaje de campo. Un soplete estándar agresivo es insuficiente y peligroso para el aislamiento polimérico. Los instaladores deben utilizar una llama suave y tupida -a menudo una llama de punta amarilla- en lugar de una llama cortante azul y afilada para evitar abrasar o ampollar los materiales termorretráctiles. Compruebe que el tamaño de la boquilla del soplete es adecuado para el diámetro del cable; una boquilla de 50 mm es estándar para la mayoría de las tareas de unión de media tensión. Por último, asegúrese de que haya una zona limpia y seca para mantener todos los componentes accesorios libres de suciedad, polvo metálico o barro de zanja antes de colocarlos en el cable.
Expertos en puesta en escena
Verificación del empalme: Deslice siempre los tubos de protección exteriores sobre el cable antes de crimpar el conector, ya que el olvido de los manguitos exteriores provoca más del 15% de los retrasos en el empalme.
Selección del disolvente: No utilice nunca desengrasantes industriales estándar para limpiar los componentes de los cables; utilice estrictamente paños aprobados con disolventes altamente volátiles que no suelten pelusa (por ejemplo, alcohol isopropílico >90%) y que no dejen residuos.
Control de inventario: Cuente todas las cintas de masilla y los componentes de control de tensión con la lista de materiales del kit antes de empezar, ya que la falta de una sola capa compromete toda la frontera dieléctrica.
Preparación de cables y control de dimensiones
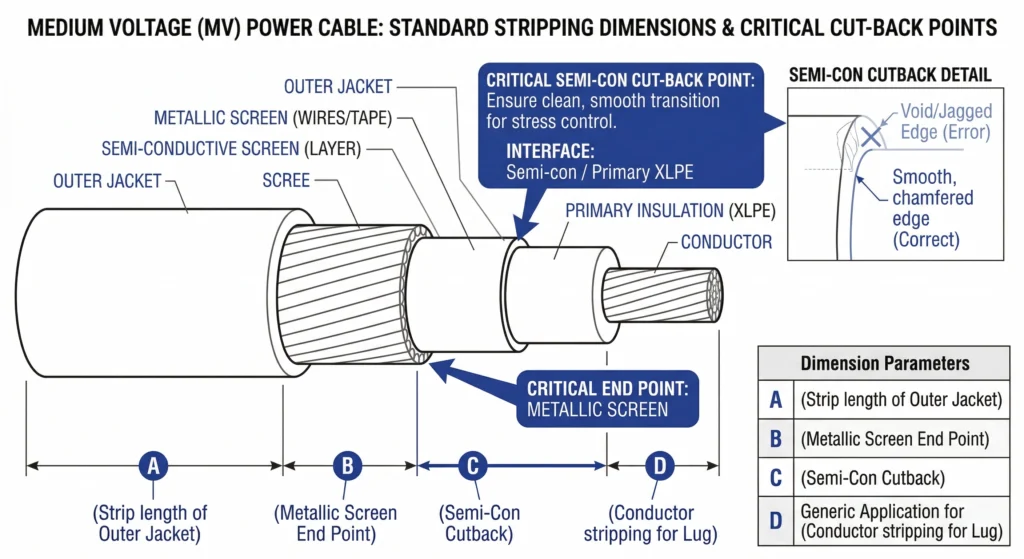
La base de cualquier Accesorios para cables termorretráctiles instalación reside en una preparación precisa de los cables. Los datos de campo muestran sistemáticamente que una mala ejecución del desaislado es responsable de más fallos prematuros que los componentes accesorios defectuosos. Los instaladores deben atenerse estrictamente a la hoja de dimensiones suministrada en el kit específico.
FIG-01:Un control dimensional preciso durante la preparación del cable garantiza que el tubo de control de tensión se superponga correctamente al recorte de la pantalla semiconductora.
Retirada de la cubierta exterior y puesta a tierra de la armadura
El primer paso crítico consiste en retirar la cubierta exterior del cable para exponer la armadura metálica o el blindaje de alambre de cobre. La longitud de pelado suele oscilar entre 300 mm y 450 mm para terminaciones de media tensión, dependiendo de si se trata de una configuración interior o exterior. Una vez expuesta, la pantalla metálica debe limpiarse a fondo con toallitas disolventes aprobadas que no suelten pelusa para garantizar una trayectoria de baja resistencia para la trenza de puesta a tierra.
Al fijar la trenza de puesta a tierra de cobre estañado, los instaladores deben utilizar un muelle de fuerza constante en lugar de abrazaderas de manguera estándar o cable de unión localizado. Un muelle de fuerza constante correctamente dimensionado proporciona una presión radial continua de 360 grados. Esta presión dinámica se adapta a los ciclos de expansión y contracción térmica del cable bajo una carga pesada, evitando una conexión a tierra suelta que podría desencadenar el rastreo sobre la cubierta del cable.
Rayado y eliminación de pantallas semiconductoras
La eliminación de la capa semiconductora extruida (semi-con) es la operación de mayor riesgo de toda la fase de preparación. Los instaladores deben marcar la capa semiconductora con una herramienta calibrada equipada con un tope de profundidad, nunca con una cuchilla estándar.
Un error de campo crítico es marcar demasiado profundo; cualquier mella o microcorte que se extienda ≥ 0,1 mm en el dieléctrico XLPE primario concentrará exponencialmente la tensión eléctrica, acelerando rápidamente la descarga parcial (DP) y la eventual rotura catastrófica del aislamiento.
Después de pelar el semiconductor, el borde recortado debe quedar perfectamente cuadrado, liso y sin rasgaduras. Los instaladores deben dejar una longitud específica de semi-con expuesta más allá del blindaje metálico para permitir que el tubo termorretráctil interior de control de tensión establezca un contacto eléctrico continuo.
Para las terminaciones estándar de 15 kV, esta dimensión de semiconductor expuesto se mantiene estrictamente en 40 mm ± 2 mm.
Por último, el aislamiento primario XLPE expuesto debe pulirse circunferencialmente con una tira abrasiva fina de óxido de aluminio no conductor (normalmente de grano 120 o más fino). Esto elimina cualquier rastro microscópico de carbono conductor dejado por el proceso de eliminación del semiconductor, dejando una superficie prístina para las capas primarias de termorretracción.
La física del aislamiento termorretráctil y el sellado con masilla
Comprender los fundamentos físicos de los polímeros reticulados es esencial para que el personal de campo garantice un riguroso control de calidad. Los tubos termorretráctiles se fabrican extruyendo un polímero, reticulando su estructura molecular mediante irradiación por haz de electrones, expandiéndolo a altas temperaturas y enfriándolo rápidamente. Cuando se reintroduce la energía térmica mediante un soplete in situ, se activa la “memoria” del polímero, forzando al tubo a encogerse de nuevo hacia sus dimensiones originales de extrusión para establecer un ajuste de interferencia radial ajustado.
Mecanismos de control de la tensión dieléctrica
Cuando la pantalla semiconductora se termina bruscamente durante la preparación del cable, la distribución del campo eléctrico se vuelve muy asimétrica. Las líneas equipotenciales se agolpan intensamente en el corte semiconductor, creando un punto localizado de alta tensión capaz de iniciar una descarga parcial (DP) y la eventual rotura del aislamiento.
Para mitigarlo, los sistemas de termorretracción utilizan un tubo primario de control de la tensión diseñado con características específicas de impedancia eléctrica.
Este material de ingeniería suele presentar una elevada permitividad relativa (εr ≥ 15), que refracta activamente las líneas de campo eléctrico lejos del borde de corte afilado, distribuyendo la tensión eléctrica uniformemente a lo largo de la zona de transición.
Fundacional IEC 60502-4 para probar accesorios de cables eléctricos de media tensión, los protocolos dictan estrictos límites de descarga parcial que deben soportar estos mecanismos. Una activación térmica adecuada garantiza un contacto íntimo entre este tubo de control y el dieléctrico primario, un requisito innegociable para superar las pruebas de aceptación sobre el terreno.
Dinámica del flujo de masilla bajo calor
Mientras que el tubo polimérico proporciona el límite mecánico y eléctrico, las cintas de masilla subyacentes proporcionan la eliminación crítica de huecos y el sellado contra la humedad ambiental. La masilla de alivio de tensiones se coloca directamente sobre el recorte semiconductor, mientras que en la interfaz de puesta a tierra y en el terminal se coloca masilla de sellado contra la intemperie.
Cuando un instalador aplica una llama controlada, elevando la temperatura de la superficie localizada del material hasta el umbral de activación de 110°C - 130°C, estas masillas de ingeniería pasan a un estado altamente viscoso y fluido.
Desde el punto de vista práctico de la instalación sobre el terreno, esta transición termodinámica dicta una ejecución adecuada: los técnicos deben encoger invariablemente el tubo empezando por un punto de anclaje designado -normalmente la parte inferior o el centro- y trabajar de forma constante hacia fuera. Este calentamiento direccional comprime físicamente la masilla licuada en las crestas microscópicas dejadas por las cintas abrasivas de pulido, expulsando activamente el aire por delante del tubo que se contrae. Si el aire queda atrapado bajo el tubo, forma un vacío microscópico; como el aire tiene una rigidez dieléctrica significativamente inferior a la del XLPE circundante, se ionizará bajo tensión de media tensión, desencadenando un rastreo interno que destruye la terminación desde dentro hacia fuera.
Ejecución del calentamiento y parámetros de control de la retracción
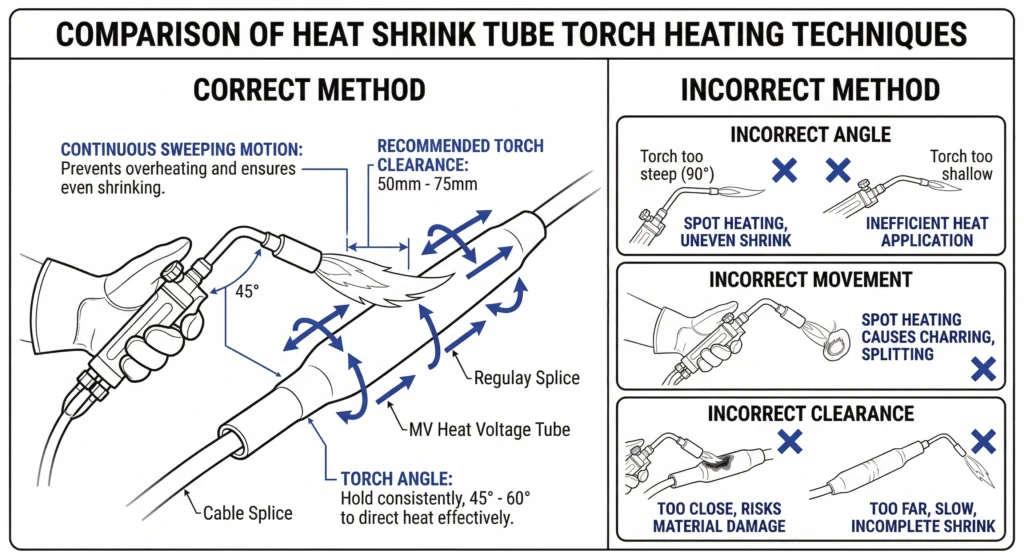
FIG-02:Una ejecución térmica adecuada requiere una llama suave de punta amarilla que se mantenga en movimiento continuo para evitar la degradación del polímero.
Traducir el diseño de accesorios de laboratorio en fiabilidad sobre el terreno requiere una ejecución térmica estricta. Durante esta fase, la técnica del instalador determina directamente si la terminación alcanza la vida útil prevista o falla prematuramente. Una completa Lista de comprobación del control de calidad de la instalación de accesorios de MT debe controlar rigurosamente el proceso de calentamiento activo.
Técnica de la antorcha y control de la temperatura
El principal error de campo durante la instalación del termorretráctil es la aplicación incorrecta de la llama. Los instaladores deben utilizar una llama de propano suave y tupida con una punta amarilla, evitando explícitamente las llamas afiladas y azules oxidantes que chamuscan y degradan rápidamente el polímero reticulado.
La boquilla del soplete debe mantenerse a una distancia constante de 50 mm - 75 mm de la superficie del tubo.
La experiencia dicta que el soplete debe permanecer en constante movimiento de barrido. Si se detiene en un solo punto durante más de unos segundos, se producirá un sobrecalentamiento localizado. Si la superficie del tubo adquiere un aspecto brillante, ampollado o lechoso, la estructura molecular se habrá dañado térmicamente, lo que comprometerá de forma permanente su resistencia a la tracción y su rigidez dieléctrica. Los instaladores deben girar continuamente el calor 360 grados alrededor del cable para garantizar una contracción radial uniforme y evitar un grosor desigual de la pared, que puede crear puntos débiles en la barrera aislante.
Posicionamiento del tubo y secuencia de retracción
La colocación correcta antes de la aplicación de calor es fundamental, ya que un tubo totalmente encogido no puede volver a colocarse. La secuencia de retracción determina la eficacia del sellado ambiental. El calor debe aplicarse invariablemente empezando por la parte inferior de una terminación (o el centro de una junta) y barriendo progresivamente hacia los extremos abiertos. Este método de retracción unidireccional actúa como una escobilla de goma mecánica, forzando el aire hacia el exterior e impulsando activamente el alivio de tensiones subyacente y las masillas de sellado en cada grieta microscópica.
Un punto de comprobación visual clave para los inspectores de campo es el comportamiento del sellante en los bordes del tubo totalmente retraído.
Para que la instalación sea satisfactoria, es necesario que salga un cordón continuo de masilla fundida de 1 mm a 3 mm desde los extremos del tubo hasta la cubierta del cable o el terminal.
Si no se produce esta extrusión, el sellado ambiental es incompleto y la entrada de humedad será inevitable. Una vez finalizado el calentamiento, debe dejarse que todo el conjunto se enfríe de forma natural hasta alcanzar la temperatura ambiente; la aplicación de agua o aire frío para acelerar el enfriamiento induce un choque térmico severo y tensiones mecánicas internas en el entramado polimérico recién formado.
Ideas de expertos sobre la contracción
La trampa del punto frío: La parte inferior de los cables montados horizontalmente suele recibir menos calor durante la retracción, lo que provoca una extrusión incompleta de la masilla. Utilice siempre un espejo de inspección para verificar que el radio inferior está completamente sellado.
Regla de contracción direccional: Nunca caliente desde ambos extremos simultáneamente hacia el centro. Esto atrapa una bolsa de aire internamente, garantizando virtualmente un futuro fallo de descarga parcial.
Protección post-calentamiento: No mueva ni doble la unión de cables terminada hasta que el accesorio se haya enfriado completamente a temperatura ambiente, ya que las capas de masilla aún están semilíquidas y pueden separarse si se las altera.
Inspección visual y pruebas eléctricas posteriores a la instalación
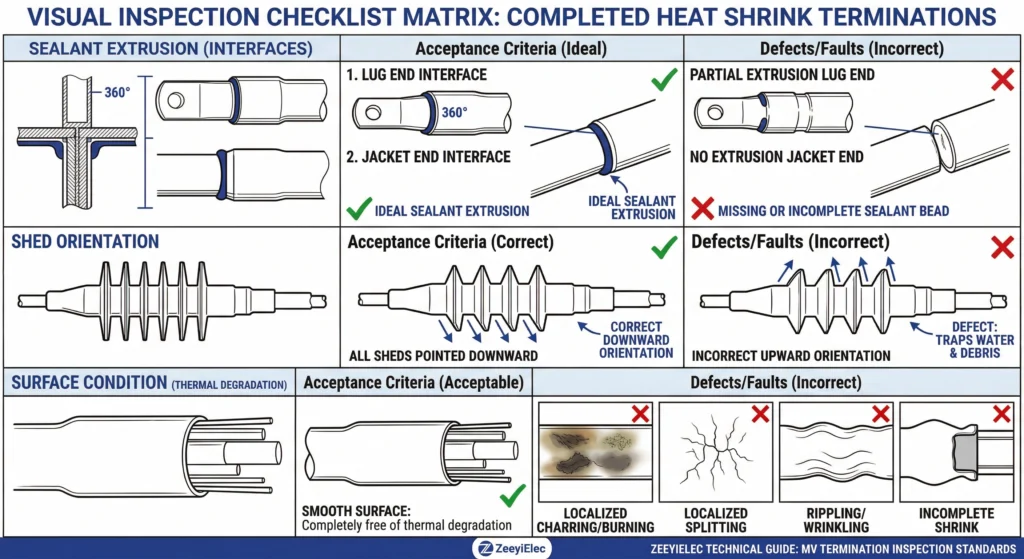
FIG-03:Una extrusión continua de masilla de 1 mm a 3 mm en los límites de los componentes confirma que se ha establecido un sellado ambiental hermético.
Una vez que el accesorio termorretráctil se ha enfriado completamente a temperatura ambiente, el personal de campo debe ejecutar una estricta secuencia de control de calidad posterior a la instalación. Esta fase es la última barrera que impide que una instalación comprometida reciba energía. Consta de dos etapas no negociables: una auditoría visual de defectos y una prueba eléctrica instrumental.
Identificación visual de defectos críticos
La inspección visual aísla los errores graves de instalación antes de que se aplique tensión alguna. Los inspectores deben verificar la integridad física del tubo exterior. La superficie debe ser completamente lisa; cualquier ampolla localizada, marca de quemadura o decoloración lechosa indica degradación térmica del polímero reticulado.
Como se ha indicado anteriormente, debe verse una extrusión continua de masilla de 1 mm a 3 mm tanto en la interfaz del terminal como en el límite de la cubierta del cable para garantizar un sellado hermético.
Si el borde de la tubería se ha rajado -a menudo debido a una mella microscópica durante el montaje, a un calentamiento desigual o a que se ha sobrepasado el índice máximo de retracción-, deberá rechazarse y sustituirse todo el accesorio. Además, en las aplicaciones exteriores, los cobertizos de terminación (faldones para la lluvia) deben estar espaciados uniformemente y orientados correctamente hacia abajo para evacuar el agua de forma eficaz y evitar trayectorias continuas de rastreo de la superficie.
Pruebas eléctricas de campo obligatorias
Una vez confirmada la aceptación visual, las pruebas instrumentales verifican la integridad dieléctrica del conjunto completado.
El primer paso es una prueba de resistencia de aislamiento (IR), realizada normalmente con un Megger de 2,5 kV o 5 kV. Para una terminación sana de 15 kV o 25 kV, la resistencia de aislamiento medida debe superar normalmente los 1000 MΩ.Una prueba VLF estándar aplica una tensión alterna (normalmente de 0,1 Hz) de 2 × a 3 × la tensión nominal de fase a tierra (U0) de 15 a 30 minutos.
Si la terminación soporta esta elevada tensión eléctrica sin disparar el equipo de prueba o mostrar una corriente de fuga errática, el ingeniero de campo puede certificar con confianza el accesorio para una energización segura y un servicio a largo plazo en la red de distribución.
Soluciones termorretráctiles ZeeyiElec y soporte de proyectos
Matriz de interfaces energéticas
ZeeyiElec ingenieros fiables Accesorios para cables adaptados a las redes de distribución industriales y de servicios públicos. Nuestra gama de termorretráctiles incluye kits de terminación y unión de 10 kV, 20(24)kV y 35 kV, que se adaptan a secciones de conductor de hasta 800 mm.2. Gracias a la estricta correspondencia entre las hojas de dimensiones físicas y los parámetros dieléctricos, cada kit está estructurado para simplificar la ejecución sobre el terreno, garantizando al mismo tiempo la estabilidad del aislamiento a largo plazo. El hecho de recurrir a un fabricante especializado significa que las tolerancias sobre el terreno y los umbrales de tensión de los materiales se tienen en cuenta mucho antes de que los componentes lleguen a la zanja de la obra.
Conecte con nuestro equipo de ingenieros
Los equipos de adquisición e ingeniería de campo necesitan seguridad técnica junto con una ejecución perfecta de la instalación. Además de las conexiones de cables, suministramos Accesorios para transformadores para garantizar la fiabilidad total de la red desde la subestación primaria hasta el centro de carga. Tanto si se trata de especificar terminaciones interiores para conmutadores con limitaciones como de componentes de protección de transformadores robustos, nuestro servicio de ingeniería garantiza una adaptación precisa a los modelos y una integración conforme a las normas. Póngase en contacto con nuestro equipo de ingeniería especializado para obtener las especificaciones adecuadas, resolver problemas sobre el terreno y optimizar su próximo proyecto de infraestructura eléctrica.
Preguntas frecuentes
¿Cuál es el intervalo de temperatura aceptable para instalar accesorios de cable termorretráctiles?
Lo ideal es que las instalaciones se realicen entre 0 °C y 40 °C, aunque es necesario precalentar la cubierta del cable si la temperatura ambiente desciende por debajo de 5 °C. El frío extremo puede hacer que los componentes se vuelvan quebradizos e impedir el correcto flujo de la masilla, por lo que es necesario disponer de armarios calefactores localizados en condiciones de congelación sobre el terreno.
¿Cuánto solapamiento se requiere para la cinta de masilla en las terminaciones termorretráctiles?
La instalación estándar requiere una técnica de envoltura con un 50% de medio lazo que se extienda al menos de 10 a 15 mm sobre las capas de cable adyacentes para garantizar un sellado ambiental a prueba de humedad. Debe aplicarse la tensión adecuada durante la envoltura; de lo contrario, los ciclos térmicos y la tensión mecánica pueden provocar la formación de huecos durante la vida útil del accesorio.
¿Por qué a veces los tubos termorretráctiles se parten durante la instalación?
La rotura suele producirse debido a un sobrecalentamiento localizado superior a 250°C, a un movimiento desigual de la antorcha o a mellas físicas existentes en el borde del tubo antes de la contracción. Mantener un movimiento continuo y de barrido de la antorcha e iniciar el calentamiento desde el centro o el extremo especificado minimiza este riesgo durante la ejecución en campo.
¿Cuál es la tensión de prueba de campo correcta para una terminación termorretráctil de 15 kV terminada?
Las pruebas de aceptación sobre el terreno suelen utilizar pruebas de CA VLF (muy baja frecuencia) o pruebas de CC de alto potencial, que a menudo alcanzan de 25 kV a 35 kV en función de la edad específica del cable y del protocolo de la red de suministro predominante. Consulte siempre la matriz de pruebas específica del proyecto, ya que superar los límites de tensión de referencia puede degradar el aislamiento polimérico, que de otro modo estaría en buen estado.
¿Cuánto tiempo hay que esperar antes de dar corriente a una junta termorretráctil recién instalada?
Aunque los materiales poliméricos termorretráctiles se curan y endurecen casi inmediatamente al enfriarse a temperatura ambiente (normalmente en 30 a 60 minutos), la energización sólo debe producirse después de que se hayan superado explícitamente todas las pruebas de aceptación eléctrica obligatorias. A diferencia de los sistemas rellenos de fluido, los polímeros sólidos no requieren un periodo prolongado de desgasificación o asentamiento.
yoyo shi
Yoyo Shi escribe para ZeeyiElec, centrándose en accesorios de media tensión, componentes de transformadores y soluciones de accesorios para cables. Sus artículos cubren aplicaciones de productos, fundamentos técnicos y perspectivas de abastecimiento para compradores de la industria eléctrica mundial.