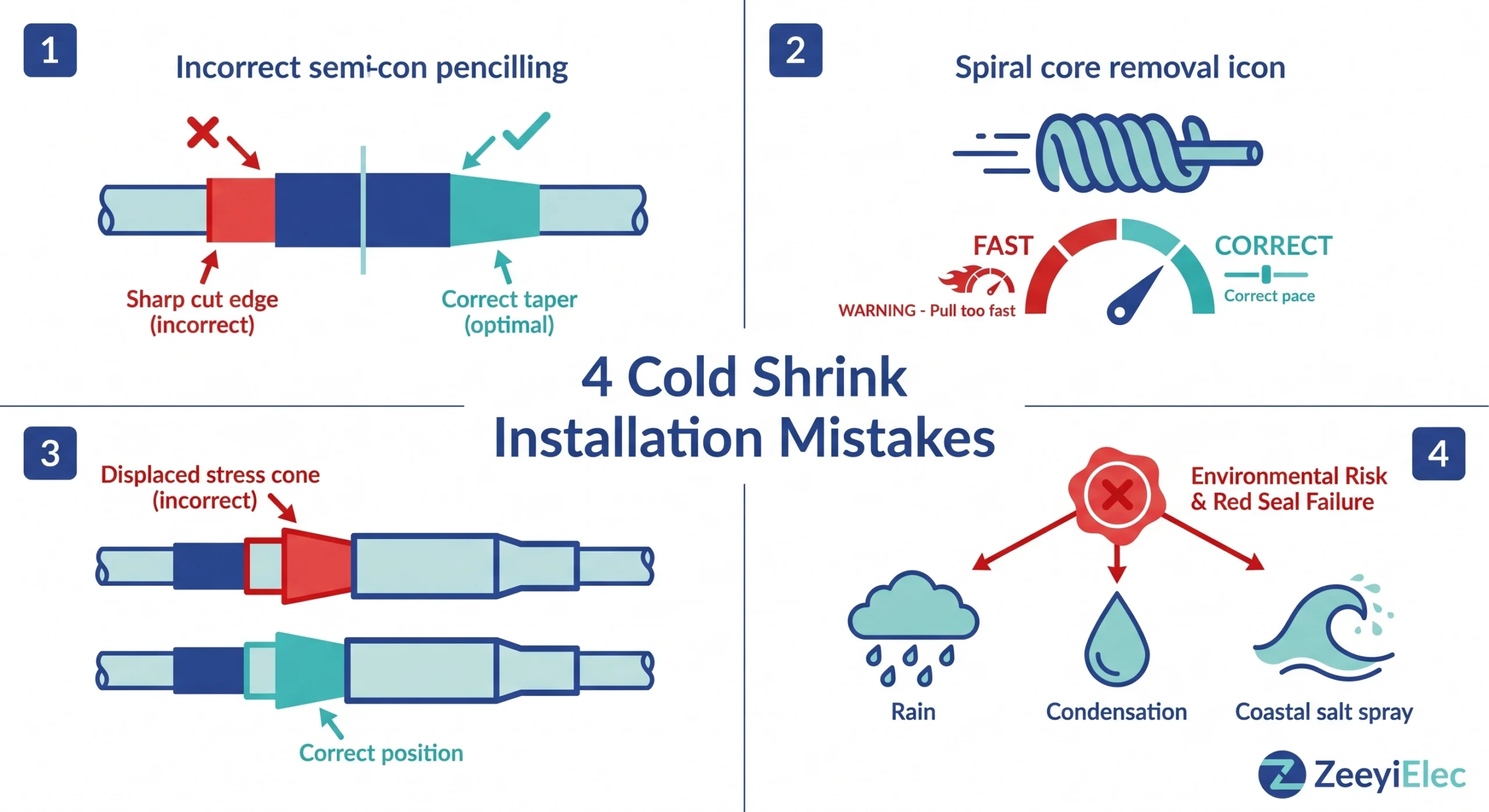
تنقسم أخطاء التركيب بالانكماش البارد إلى أربع فئات: أخطاء إعداد الكابلات، وأخطاء إزالة القلب، وإزاحة مخروط الضغط، وفشل الختم البيئي. يقدم كل منها آلية فشل مميزة قد لا تكتشفها اختبارات التشغيل القياسية على الفور. إن تحديد هذه الأخطاء وتصحيحها قبل بدء التشغيل هو الإجراء الأعلى تأثيرًا الذي يمكن لطاقم التركيب اتخاذه لحماية موثوقية نظام الكابلات متوسطة الجهد.
لماذا تتسبب أخطاء التثبيت بالانكماش البارد في حدوث أعطال غير متناسبة
يبدو إنهاء الانكماش البارد بسيطًا بشكل مخادع حيث يتم تمرير أنبوب السيليكون الممدد مسبقًا فوق طرف الكابل المعد، ثم إزالة القلب الحلزوني، وتبدو المهمة منتهية. هذه البساطة هي ما يجعل الانكماش البارد لا يرحم الاختصارات.
تُصنع ملحقات الانكماش البارد عن طريق توسيع مطاط السيليكون عادةً من درجة صلابة شور أ 35-55 (مقياس لصلابة المطاط الصناعي) إلى ضعف إلى ثلاثة أضعاف قطره المسترخي، مع قلب حلزوني قابل للإزالة يبقيه مفتوحًا أثناء النقل. عندما تتم إزالة اللب في الموقع، تخلق الطاقة المرنة المخزنة ضغطًا شعاعيًا مستدامًا يتراوح عادةً بين 0.03-0.15 ميجا باسكال اعتمادًا على تصميم الملحق والجزء الخارجي للكابل الذي يزيل فجوات الهواء في واجهة السيليكون إلى الكابل العازل. الفجوات الهوائية هي موقع البدء الأساسي للتفريغ الجزئي (التفريغ الكهربائي الموضعي الذي يؤدي إلى تدهور العزل بشكل تدريجي) عند الجهد المتوسط. عندما تقع إحدى معلمات التركيب خارج نطاق التحمل، يتعرض نظام إدارة الإجهاد هذا بأكمله للخطر وغالبًا ما تجتاز الواجهة المخترقة اختبار الوعاء العالي الأولي قبل أن تفشل تدريجيًا تحت التدوير الحراري على مدار 12-36 شهرًا.
كيف يعمل مخروط الإجهاد
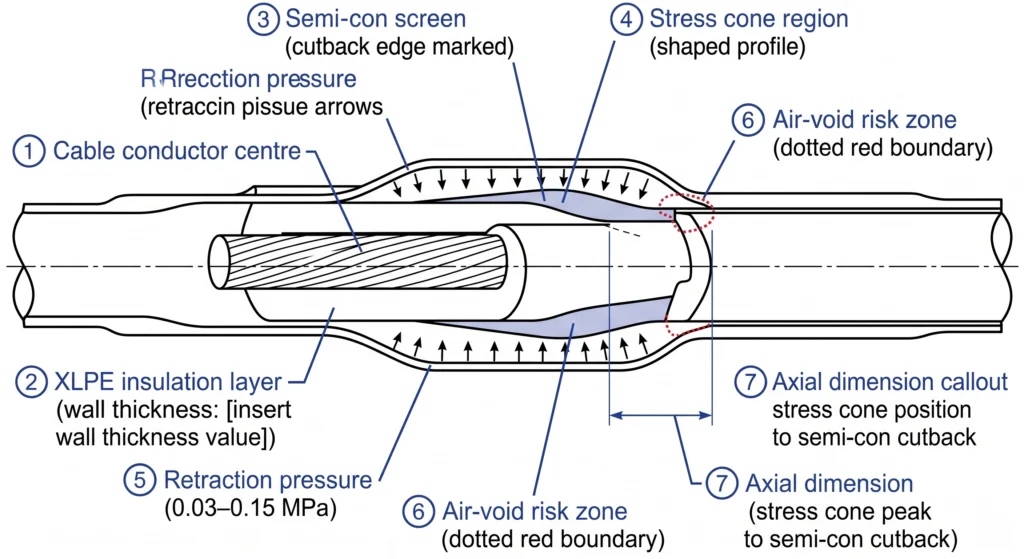
داخل كل إنهاء انكماش بارد متوسط الجهد المتوسط، يقوم مخروط إجهاد دقيق هندسيًا على شكل منطقة من السيليكون عالي النفاذية بإعادة توزيع تركيز المجال الكهربائي عند نقطة قطع الشاشة شبه الموصلة للكابل (شبه كون). يتم ضبط موضعه المحوري بالنسبة لنقطة القطع شبه الموصلة من خلال الهندسة الداخلية للملحق وإعداد الكابل من قبل المثبت. إذا تحرك الملحق محوريًا، أو إذا كانت أبعاد إعداد الكابل خارج المواصفات، فإن مخروط الضغط يهبط في الموضع الخاطئ وتبقى ذروة المجال الذي صمم لإدارته دون تخفيف.
الشكل -01: رسم تخطيطي مقطعي مستعرض لإنهاء الانكماش البارد متوسط الجهد يوضح الموضع المحوري لمخروط الإجهاد بالنسبة لنقطة القطع شبه المخروطي، ومناطق ضغط جدار السيليكون، ومتجهات ضغط الانكماش التي تحكم كبت الفراغات البينية.
فئة الأخطاء 1 - أخطاء في إعداد الكابلات
إعداد الكابل هو أساس كل عملية تركيب للانكماش البارد - نادرًا ما تكون أخطاء الأبعاد هنا قابلة للتصحيح بعد إزالة اللب. تشير البيانات الميدانية من مشاريع إنهاء الجهد المتوسط إلى أن أخطاء إعداد الكابلات هي السبب الرئيسي للأعطال المبكرة في الكابلات المنكمشة على البارد، وهو ما يمثل حوالي 35-451 تيرابايت من الأعطال المتعلقة بالملحقات خلال السنوات الخمس الأولى من الخدمة.
زاوية وطول قلم رصاص شبه كون غير صحيحين
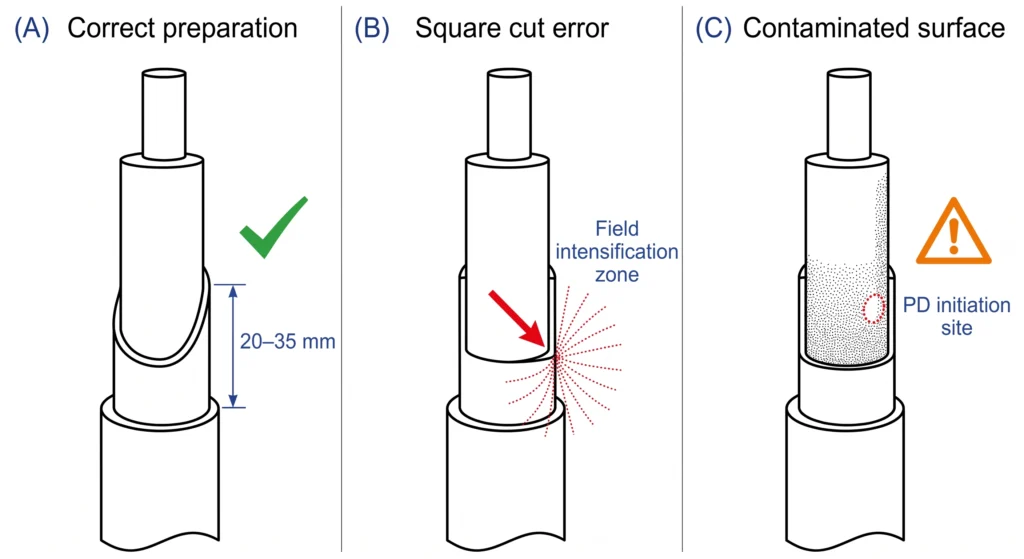
حيث تتطلب المواصفات عادةً حافة مستدقة بالقلم الرصاص من 20-35 مم حسب فئة الجهد، فإن أطقم المجال تحت ضغط الوقت كثيرًا ما تقطع شبه المربع أو تطبق حافة قصيرة مشطوفة من 5-10 مم. في فئة 15 كيلو فولت، يمكن لهذه الحافة الحادة أن تزيد من إجهاد المجال المحلي بمعامل اثنين أو أكثر فوق القيمة المصممة. يؤكد فحص طرف الإصبع على التقنية الصحيحة: تبدو الحافة المقطوعة بشكل صحيح كمنحدر سلس دون أي خطوة يمكن اكتشافها بين أسطح شبه المخروط وأسطح العزل.
تلوث سطح العزل قبل وضع الملحقات
تمنع طبقة التلوث الرقيقة التي لا تتجاوز بضعة ميكرومترات من التلامس الحميم بالسيليكون. تعطل إنهاء خارجي بجهد 15 كيلو فولت بعد 14 شهرًا من بدء التشغيل بسبب تعقب الكربون على سطح العزل الذي قام الطاقم بتنظيفه بقطعة قماش جافة بدلاً من المذيب المحدد ولم يتم فحصه تحت إضاءة بزاوية. واجتاز الاختبار 10 كيلو فولت تيار مستمر عالي الجهد عند بدء التشغيل؛ وأظهر اختبار التفريغ الجزئي بعد ستة أشهر نشاطًا يمكن قياسه عند 8 كيلو فولت. الممارسة الصحيحة: التنظيف بالمذيبات باستخدام منديل معتمد خالٍ من الوبر في اتجاه واحد، يليه الفحص تحت إضاءة بزاوية.
تعرض الموصل خارج النطاق المحدد
يترك التفريغ الزائد منطقة عزل غير محمية بين الجزء العلوي للملحق وجسم العروة موقع تفريغ جزئي وموقع دخول الرطوبة تحت التدوير الحراري. يمنع التجريد السفلي من التثبيت الكامل للعروة، مما يؤدي إلى خلق نقطة ساخنة حرارية تسرع من تقادم العزل في أكثر نقطة مجهدة ميكانيكيًا في النهاية.
الشكل -02: ثلاث حالات إعداد للكابل لإنهاء الانكماش البارد متوسط الجهد: تُظهر اللوحة A حافة شبه مخروطية مخروطية مخروطية مربعة الشكل (20-35 مم) بشكل صحيح؛ تُظهر اللوحة B حافة شبه مخروطية مربعة الشكل تنتج تكثيفًا للمجال الكهربائي؛ تُظهر اللوحة C سطحًا عازلًا ملوثًا مع موقع بدء التفريغ الجزئي في واجهة السيليكون.
طول مستدق شبه مخروطي: تحقق من ورقة بيانات المجموعة؛ 20-35 مم نموذجي لفئة 15 كيلو فولت، وأطول لفئة 35 كيلو فولت
وقت جفاف المذيبات: 2-5 دقائق على الأقل بين التنظيف واستخدام الملحقات - وليس 30 ثانية
قم بتسجيل OD العازل وطول القطع شبه المخروطي وطول القطع شبه المخروطي وتعرض الموصل في سجل التركيب قبل بدء إزالة القلب
فئة الأخطاء 2 - الأخطاء في إزالة النواة الأساسية وتحديد المواقع
تعتبر أخطاء إزالة النواة ذات أهمية خاصة لأنها لا تترك أي أثر خارجي يبدو مخروط الإجهاد المنزاح مطابقًا من الخارج لإنهاء مثبت بشكل صحيح حتى يحدث الفشل.
سحب الجزء الداخلي الحلزوني بسرعة كبيرة
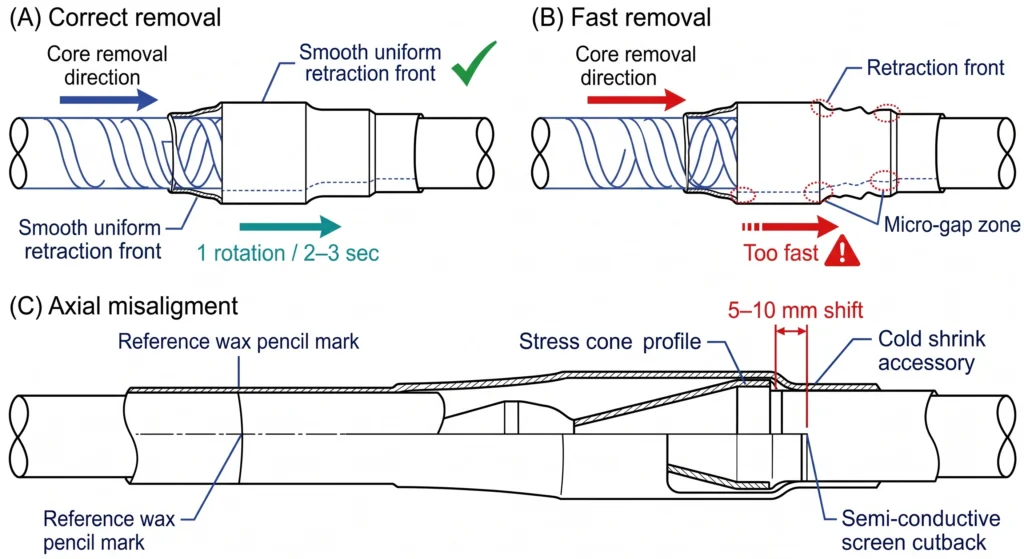
يجب فك اللب عند دوران كامل واحد تقريبًا كل 2-3 ثوانٍ. ينتج عن السحب بسرعة كبيرة جدًا فجوات دقيقة موضعية في واجهة السيليكون إلى العزل صغيرة بما يكفي لتمرير جهد التشغيل العالي في الوعاء العالي وكبيرة بما يكفي لبدء التفريغ الجزئي في ظروف الخدمة. في عمليات الإنهاء بجهد 35 كيلو فولت مع أطوال تلامس تتجاوز 200 مم، تستغرق الإزالة الصحيحة للقلب 60-90 ثانية؛ حيث تقوم الأطقم تحت ضغط الجدول الزمني بإكمالها بشكل روتيني في أقل من 15 ثانية.
اختلال محاذاة الملحق قبل البدء في إزالة الجزء الداخلي
قم بوضع الملحق في الموقع المحوري الدقيق المحدد في تعليمات التركيب والمقاس من القطع شبه المخروطي وتحقق من ذلك قبل لمس القلب. بمجرد بدء التراجع، لا يمكن إعادة التموضع. حتى الإزاحة المحورية من 5 إلى 10 مم عند فئة 15 كيلو فولت تضع ذروة مخروط الضغط خارج حدود الحافة شبه المخروطية. التحقق الموثوق قبل الإزالة: ضع علامة على الموضع المستهدف بقلم رصاص شمعي قبل تحريك الملحق إلى مكانه.
التركيب في درجات الحرارة الباردة بدون تكييف مسبق
تحت -10 درجة مئوية، تظهر بعض تركيبات السيليكون تصلبًا مؤقتًا يقلل من قوة الاسترداد بمقدار 20-40% خلال فترة التركيب. اجتازت وصلة انكماش بارد بجهد 35 كيلو فولت تم تركيبها في درجة حرارة محيطة -8 درجة مئوية تحت الصفر دون تكييف مسبق اختبار التشغيل؛ تم اكتشاف نشاط تفريغ جزئي في الصيانة الروتينية بعد 14 شهرًا، مع جهد استهلالي أقل من عتبة تصميم الشركة المصنعة بحوالي 18%. التصحيح: تخزين الملحقات عند درجة حرارة لا تقل عن 15 درجة مئوية لمدة أربع ساعات على الأقل قبل التركيب عندما تكون درجة الحرارة المحيطة أقل من 5 درجات مئوية.
الشكل 03: تسلسل إزالة القلب الحلزوني لإنهاء الانكماش البارد متوسط الجهد: توضح اللوحة "أ" الإزالة الصحيحة الخاضعة للتحكم مع جبهة سحب سيليكون موحدة؛ وتوضح اللوحة "ب" الإزالة المتسارعة التي تنتج مناطق فجوات دقيقة موضعية؛ وتوضح اللوحة "ج" اختلال المحاذاة المحورية مما يؤدي إلى إزاحة مخروط الضغط بالنسبة إلى حدود القطع شبه المخروطي.
فئة الأخطاء 3 - أعطال مخروط الإجهاد وواجهات العزل البينية
عند فئة 15 كيلو فولت، يمكن أن يؤدي إزاحة مخروط الإجهاد بمقدار 8-10 مم من موضعه المحوري المصمم إلى زيادة ذروة إجهاد المجال الكهربائي عند الحافة شبه المخروطية بمقدار 30-601 تيرابايت 3 تيرابايت فوق الحد الأقصى المصمم وهو هامش يتآكل تدريجيًا تحت تدوير الحمل والجهد الزائد العابر قبل أن ينخفض جهد بدء التفريغ الجزئي إلى ما دون غلاف التشغيل المستمر.
وتزيد الفراغات الهوائية المحتبسة من هذا الخطر. تبلغ قوة العزل الكهربائي للهواء حوالي 3 كيلو فولت/مم في ظل ظروف المجال الموحد، وهو جزء بسيط من قدرة 20-30 كيلو فولت/مم للواجهة البينية من السيليكون إلى XLPE المرتبطة جيدًا. تنشأ الفراغات من التلوث السطحي، والتراجع غير الكامل في درجة الحرارة الباردة، والمذيبات المتبقية من مواد التنظيف التي لم تتبخر بالكامل قبل استخدام الملحق.
يؤهل اختبار النوع نظام الملحقات في ظل ظروف معملية مضبوطة لا تكرر تباين التركيب الميداني. إن متطلبات تأهيل الواجهة لملحقات الانكماش البارد متوسطة الجهد، بما في ذلك حدود التفريغ الجزئي أثناء اختبار النوع، هيالتي كتبها IEC 60502-4.
قياس التفريغ الجزئي عند 1.0-1.5 مرة من جهد النظام من الطور إلى الأرض هو مؤشر الجودة الأكثر موثوقية بعد التركيب. تعتبر النتيجة التي تزيد عن 10-20 pC عند جهد التشغيل عيبًا موثقًا في مرحلة التركيب بغض النظر عن المظهر المرئي عند الانتهاء.
فئة الأخطاء 4 - الأخطاء البيئية وأخطاء الختم
لا يزال من الممكن أن يفشل إنهاء الانكماش البارد مع هندسة واجهة داخلية صحيحة عند حدوده الخارجية. قد يستغرق دخول الرطوبة من خلال ختم الغلاف من سنتين إلى أربع سنوات من التدوير الحراري قبل أن تصل الواجهة الموصلة إلى عزل الكابل، ولا يمكن تمييز الفشل الناتج عن عيب في الواجهة في مرحلة التركيب.
أخطاء تسلسل تطبيق المصطكي مانع التسرب
المصطكي هو الحاجز الأساسي للرطوبة عند تقاطع الجسم المتقلص على البارد مع السترة. الخطأان الأكثر شيوعًا هما عكس التسلسل بتطبيق المصطكي بعد وضع الملحق بدلاً من سطح السترة من قبل والإفراط في تمديد الشريط إلى أقل من 70-80% من سمكه المسترخي. في السترات الواقية من الكابلات الملفوفة، يلزم وجود طبقتين على الأقل من الطبقات نصف الملتفة لملء الفراغات السطحية.
التلوث بالرطوبة أثناء التركيب المفتوح الفاصل الزمني
أظهرت ست نهايات خارجية تم تركيبها خلال حدث ضباب بحري ساحلي أنماط تتبع الرطوبة في أربع من الست في 14 شهرًا بعد التوليد، وقد اجتازت جميع النهايات الست وعاءً عالي التيار المستمر بجهد 10 كيلو فولت عند بدء التشغيل. تم تركيب الوصلتين غير المتأثرتين بعد زوال الضباب. أوقف التركيب عند تجاوز الرطوبة النسبية 80% أو عند وجود تكاثف مرئي على أي كابل أو سطح ملحق.
التلوث في البيئات عالية التلوث أو البيئات الساحلية
يتمتع السيليكون بمقاومة ممتازة متأصلة للتتبع والتآكل، ولكن فقط إذا وصل السطح الخارجي غير تالف ونظيف في الخدمة الخارجية. يقلل تدفق المصطكي على أسطح السقيفة أو التلف المادي أثناء التركيب في الأماكن الضيقة من مسافة الزحف الفعالة طول المسار على طول سطح العازل الذي يقاوم التتبع السطحي تحت التلوث الرطب - دون أي مؤشر مرئي بعد التركيب. يتم تغطية متطلبات تصنيف شدة التلوث للعزل الخارجي تحتIEC 60815.
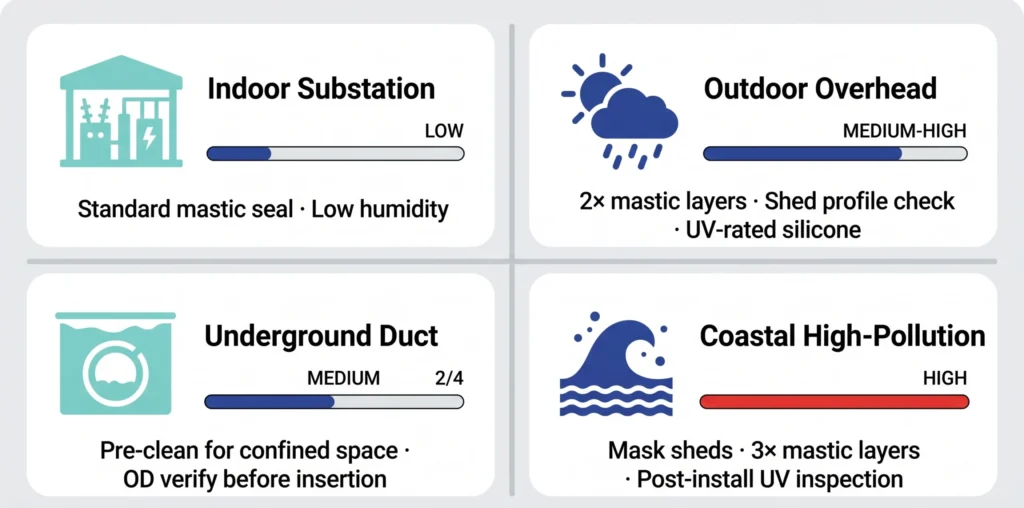
الشكل 04: مصفوفة منطقة الخطر البيئي لإنهاء الكابلات المتقلصة على البارد وتركيب الوصلات، وتصنيف متطلبات الختم ومستويات التعرض للتلوث عبر المحطات الفرعية الداخلية والخارجية العلوية والأنابيب تحت الأرض والبيئات الساحلية عالية التلوث.
[رؤى الخبراء] - ضوابط التركيب البيئي
عتبة الرطوبة: تعليق إعداد الكابلات ذات الفترات المفتوحة فوق 80% RH في موقع التركيب
الحد الأدنى من المصطكي: طبقتان نصف ملتصقتان على أسطح الغلاف الجانبي؛ وثلاث طبقات على الأسطح المموجة
حماية سطح السقيفة: قم بإخفاء جوانب السقيفة بصفيحة بولي إيثيلين نظيفة أثناء وضع المصطكي لمنع التلوث الزائد
فحص النجاح/الإخفاق قبل التنشيط
يلتقط الفحص المهيكل قبل الإنذار المنظم المجموعة الفرعية القابلة للاكتشاف من أخطاء التركيب ويخلق خط أساس للأبعاد تم التحقق منه لأي تحقيق مستقبلي في الأعطال.
نقاط التفتيش البصرية والبعدية
نقطة تفتيش
معايير النجاح
مؤشر الفشل الشائع
جودة القطع شبه المقطوعة
مستدق سلس 20-35 مم؛ لا توجد خطوة بأطراف الأصابع
حافة حادة؛ بقايا الكربون عند حدود الاستدقاق
حالة سطح العزل
نظيفة وجافة وخالية من التلوث تحت الإضاءة المائلة
أشرطة غبار الكربون؛ لمعان المذيبات؛ غشاء التكثيف
الموضع المحوري التبعي
علامة مرجعية في الموقع الصحيح بالنسبة للقطع شبه المخروطي
العلامة غائبة؛ إزاحة الملحق > 5 مم
تأكيد إزالة الجزء الداخلي
تمت إزالة اللولب بالكامل؛ لا يوجد شظية داخل جسم الملحق
الجزء الأساسي مرئي؛ توجد منطقة تراجع جزئي
سطح سيليكون خارجي
لا توجد جروح أو ثقوب أو تلف في السقيفة؛ لا يوجد مصطكي على جوانب السقيفة
علامات تلامس الأدوات؛ حظائر ملوثة بالماستيك
سلامة مانع التسرب المصطكي
طبقتان متلاصقتان على الأقل؛ لا توجد فجوات عند حافة التداخل
طبقة واحدة مع سطح سترة مرئي من خلال المصطكي
قبل استخدام الملحق، تحقق من ثلاثة أبعاد وسجلها مقابل ورقة بيانات الطقم: طول العزل العمودي للكابل في ثلاثة مواضع محورية باستخدام مكبس معايرة، وطول القطع شبه المخروطي، وطول تعريض الموصل. تستغرق هذه القياسات أقل من أربع دقائق وتشكل خط الأساس لتتبع الأبعاد طوال فترة خدمة الملحق.
اختبارات ما قبل الإنارة الكهربائية
تفحص مقاومة العزل عند 2.5-5 كيلو فولت تيار مستمر لمدة 60 ثانية (بحد أدنى >1,000 ميجا فولت) للكشف عن الأعطال الجسيمة التلوث بالرطوبة والتلوث السطحي والتعرض غير المقصود للموصل. عندما يكون اختبار التفريغ الجزئي متاحًا بشكل متزايد قياسيًا في مشاريع فئة 35 كيلو فولت، فإن النتيجة التي تظهر عدم وجود نشاط قابل للقياس أعلى من 10-20 pC عند 1.0-1.5 مرة من جهد التشغيل هي أعلى معيار لاجتياز اختبار ما قبل الإنارة المتاح في الميدان. أي فشل في نقطة فحص واحدة هو سبب لإزالة الملحق وإعادة تركيبه، وليس التصحيح في مكانه.
كيفية اختيار طقم الانكماش البارد المناسب لتقليل مخاطر الخطأ في التركيب
توفر المجموعة المطابقة بشكل صحيح للمركب نظاماً مصمماً بشكل هندسي ناجح. إن خريطة الاختيار الكاملة لملحقات الكابلات يغطي عملية المواصفات الكاملة هذا القسم يعزل المعلمات الأكثر ارتباطًا مباشرةً بأنماط الفشل المذكورة أعلاه.
مطابقة نطاق OD للكابل وفئة الجهد الكهربي
فئة الجهد
نطاق العزل النموذجي OD
منطق اختيار المفتاح
8.7/15 كيلو فولت
18-32 مم (XLPE أحادي النواة XLPE)
حدد الطقم الذي تكون نقطة منتصفه OD الأقرب إلى OD للكابل المقاس
8.7/15 كيلو فولت
28-45 مم (ثلاثي النواة أو موصل كبير)
التحقق من العمود العمودي لكل نواة بالنسبة للوصلات؛ والعمود العمودي الفردي لكل نواة بالنسبة لعمليات الإنهاء
26/35 كيلو فولت
25-42 مم (XLPE أحادي النواة XLPE)
نطاق تفاوت أضيق - تعد مطابقة OD متوسطة المدى أكثر أهمية في هذه الفئة
26/35 كيلو فولت
38-58 مم (موصل 38-58 مم (400-630 مم²)
تأكد من سُمك جدار العزل من ورقة بيانات الكابل؛ من 9-12 مم جدار نموذجي في هذه الفئة
نوع الإنهاء والبيئة والتوافق مع العزل
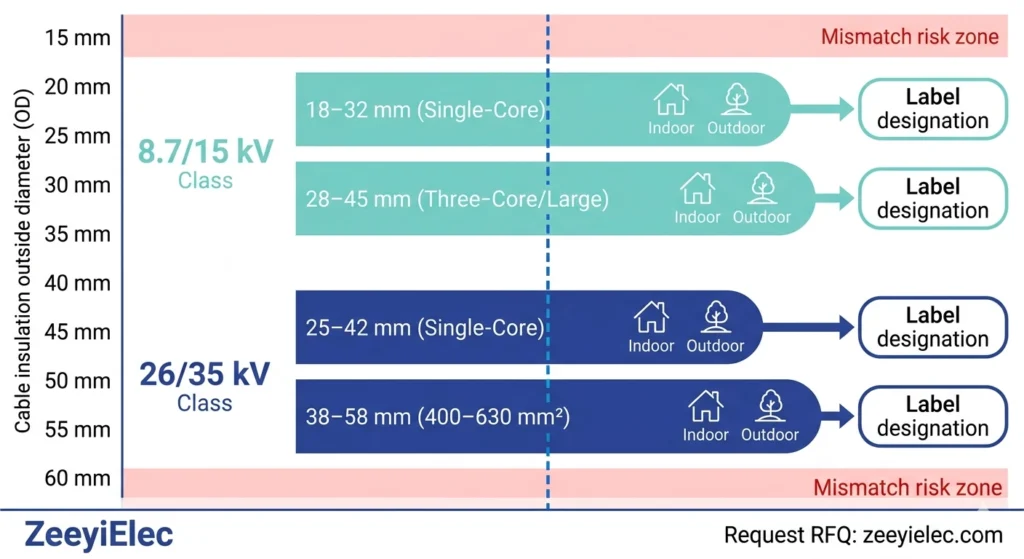
التسميات الداخلية والخارجية غير قابلة للتبديل، فالتسميات الداخلية والخارجية غير قابلة للتبديل، فالإنهاء المصنف داخليًا والمركب خارجيًا يلغي هامش مسافة الزحف الذي تتطلبه فئة الجهد، بغض النظر عن جودة إجراء التركيب. توافق المواد العازلة مهم بنفس القدر: ملحقات الانكماش البارد التي تم اختبارها على نوع XLPE (ثابت العزل الكهربائي عادةً 2.2-2.4) غير مؤهلة للعزل EPR (ثابت العزل الكهربائي عادةً 2.8-3.5) دون التحقق المنفصل من بيانات التأهيل الخاصة بالشركة المصنعة. تأكد من كلا المعيارين قبل إنهاء طلب الشراء - وليس بعد التسليم.
تغطي ملحقات كبلات ZeeyiElec ذات الانكماش البارد من ZeeyiElec فئة 8.7/15 كيلو فولت و26/35 كيلو فولت، مع خيارات إنهاء داخلية وخارجية ومجموعات وصلات مستقيمة مصممة لتفاوتات الأبعاد التي تقلل من التعرض لأخطاء التركيب الميداني.
الشكل 05: مصفوفة اختيار مجموعة أدوات الانكماش البارد التي تحدد نطاقات القطر الخارجي لعزل الكابلات إلى نطاقات فئة الجهد (8.7/15 كيلو فولت و26/35 كيلو فولت)، مع تعيينات الإنهاء الداخلي والخارجي للتكوينات أحادية النواة ومتعددة النواة.
الأسئلة المتداولة
ما هو الخطأ الأكثر شيوعاً في تركيب الانكماش البارد؟
إن قطع مربع الشاشة بشكل غير صحيح أو تطبيق مستدق قصير جدًا هو الخطأ الأكثر توثيقًا في أغلب الأحيان، مما يترك نقطة تركيز إجهاد عازلة حادة لا يمكن لمخروط الضغط الداخلي إعادة توزيعها؛ ينتج عن ذلك عادةً نشاط تفريغ جزئي قابل للقياس في غضون 12-36 شهرًا اعتمادًا على فئة الجهد وتكرار دورة التحميل.
ما مدى البرودة التي يجب أن تكون عليها قبل أن يتطلب تركيب الانكماش البارد احتياطات خاصة؟
يوصى عمومًا ببروتوكولات التكييف المسبق تحت درجة حرارة محيطة أقل من 5 درجات مئوية، حيث تقل قوة سحب السيليكون وسرعة الاسترداد في الظروف القريبة من الصفر مما يزيد من خطر عدم اكتمال التهيئة البينية التي تجتاز اختبار التشغيل في الوعاء العالي ولكن يبدأ التفريغ الجزئي تحت جهد الخدمة المستمر.
هل يمكن إعادة وضع ملحق الانكماش البارد بعد إزالة القلب الحلزوني جزئياً؟
لا يوصى بإعادة التموضع بعد بدء التراجع، لأن السيليكون قد بدأ بالفعل في التوافق في منطقة التراجع وأي إزاحة محورية تزيح مخروط الضغط الداخلي عن علاقته المصممة مع حافة القطع شبه المخروطية مما يتطلب إزالة الملحق بالكامل وإعادة تركيبه.
ما المدة التي يجب أن تنتظرها قبل التنشيط بعد تركيب الانكماش البارد؟
يلاحظ على نطاق واسع فترة استقرار تتراوح من 15-30 دقيقة في درجات حرارة أعلى من 10 درجات مئوية لاستعادة السيليكون والاندماج المصطكي، وتمتد إلى 45-60 دقيقة في الظروف الباردة أو عالية الرطوبة على الرغم من أن المعيار الحاكم يجب أن يكون دائمًا تعليمات التركيب الخاصة بالشركة المصنعة للمجموعة المحددة، حيث تختلف تركيبات السيليكون عبر عائلات المنتجات.
هل يتسبب تلوث سطح الكابل دائمًا في حدوث عطل فوري؟
نادرًا ما يسبب التلوث في واجهة السيليكون إلى العزل فشلًا فوريًا فمعظم المنشآت الملوثة تجتاز اختبارات التشغيل القياسية عالية القدر، لكن الطبقة تخلق مواقع بدء التفريغ الجزئي التي تؤدي إلى تدهور الواجهة تدريجيًا، مع ظهور الأعطال عادةً بعد 6-24 شهرًا من بدء التشغيل وكثيرًا ما تُعزى خطأً إلى خلل في المادة.
ما هي السرعة الصحيحة لإزالة اللب الحلزوني لملحقات الانكماش البارد؟
يعد الدوران الحلزوني الكامل مرة واحدة كل 2-3 ثوانٍ ممارسة قياسية لملحقات الانكماش البارد متوسطة الجهد، مما يسمح لمقدمة السحب بالتقدم بشكل منتظم وتحقيق التلامس الكامل للوصلة البينية قبل إطلاق القسم التالي مع إنهاءات فئة 35 كيلو فولت التي تتطلب 60-90 ثانية للتسلسل الكامل.
هل تتعطل ملحقات الانكماش البارد بشكل مختلف في الهواء الطلق عن تعطلها تحت الأرض؟
نعم ~ تنشأ الأعطال الخارجية بشكل شائع عند مانع التسرب في الهواء الطلق والسقيفة تحت التعرض للأشعة فوق البنفسجية وظروف التلوث الرطب، بينما تنشأ الأعطال تحت الأرض وحجرة المفاتيح الكهربائية عادةً في الواجهة الداخلية من السيليكون إلى العزل من التلوث أو عدم تطابق الأبعاد الذي يحدث أثناء التركيب في البيئات المحصورة.
يويو شي
تكتب يويو شي في ZeeyiElec، مع التركيز على ملحقات الجهد المتوسط ومكونات المحولات وحلول ملحقات الكابلات. تغطي مقالاتها تطبيقات المنتجات، والأساسيات التقنية، ورؤى المصادر للمشترين العالميين في مجال الصناعات الكهربائية.