Распределительные сети среднего напряжения в значительной степени зависят от целостности точек соединения. Хотя силовой кабель может легко выдерживать номинальное рабочее напряжение, заделка или соединение представляют собой физическое нарушение заводского изоляционного экрана. Кабельные аксессуары - это инженерные компоненты, которые восстанавливают электрическую изоляцию, управляют полями напряжения и обеспечивают защиту от воздействия окружающей среды в этих критических конечных точках. От них зависит, будет ли силовая кабельная система надежно работать в течение предполагаемого срока службы 25-40 лет или преждевременно выйдет из строя из-за электрического пробоя. Однако, как показывают полевые данные, исполнение при монтаже часто определяет, будет ли этот срок службы действительно достигнут.
Финансовое и операционное воздействие
Когда аксессуары для холодной усадки преждевременно выходят из строя, финансовые последствия выходят далеко за рамки материальных затрат на замену комплекта. Неожиданная неисправность в подземном канале или распределительном устройстве подстанции немедленно вызывает незапланированное отключение. Аварийные ремонтные бригады должны найти место повреждения, добраться до замкнутого пространства, обрезать поврежденный кабель и подключить новую секцию. Такое физическое устранение неисправности легко требует от 12 до 24 часов специализированной рабочей силы на каждый этап, что влечет за собой значительные штрафы за простои и упущенную выгоду для подключенных коммерческих или промышленных объектов.
Анатомия неисправности, вызванной установкой
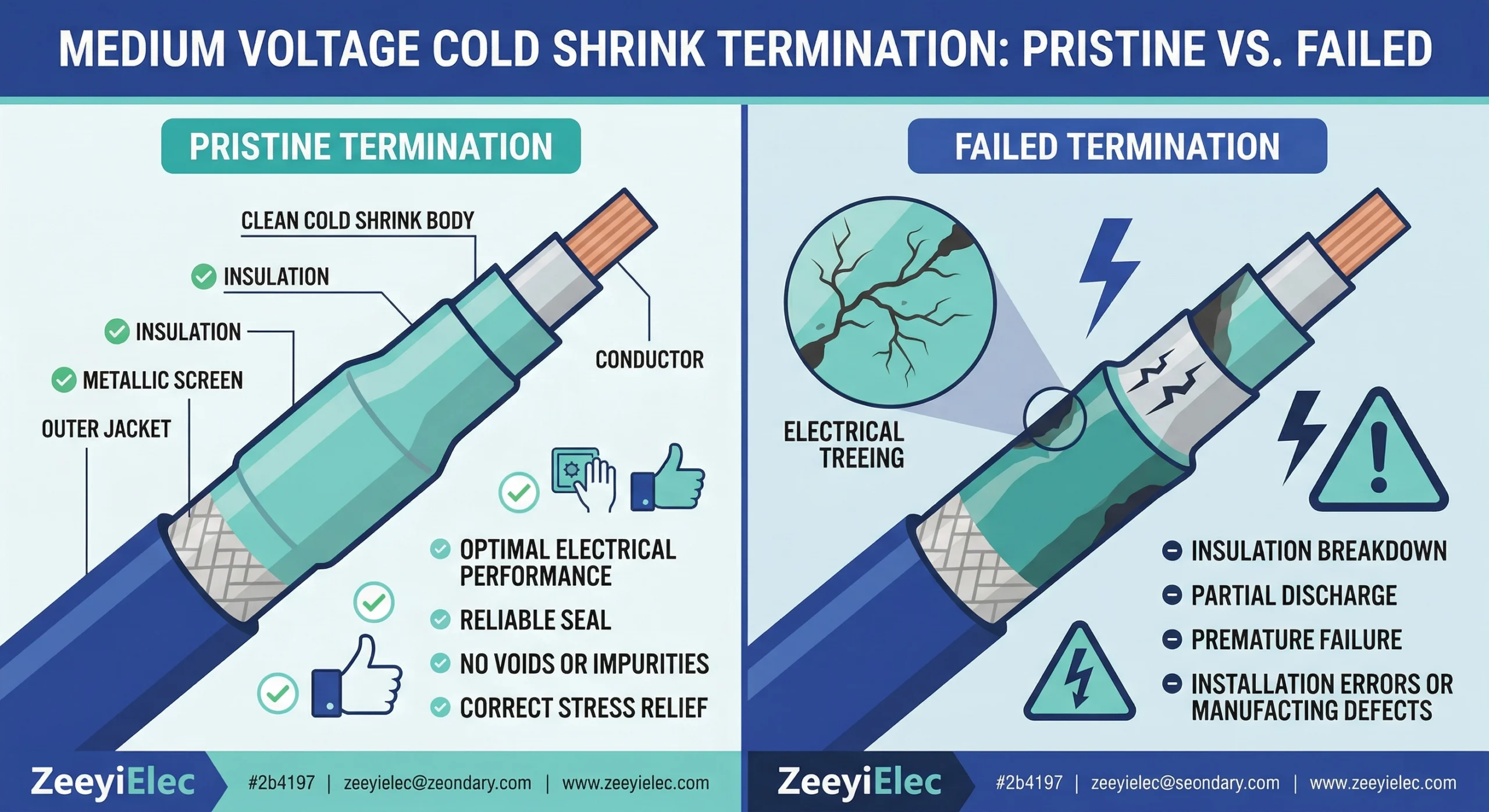
В практических полевых условиях отказы, вызванные установкой, редко происходят сразу после подачи напряжения. Вместо этого незначительный дефект процедуры создает локализованную область высокого диэлектрического напряжения. Со временем это напряжение приводит к частичному разряду, постепенно разрушая материал эластомера изнутри.
Классический сценарий на месте эксплуатации - неожиданный отказ концевой муфты холодной усадки на 15 кВ в четырнадцатом месяце. Сразу после этого монтажная бригада может обвинить качество аксессуара, закупщики могут заподозрить контрафактную партию, а инженер на объекте может указать на недавнее попадание молнии. Однако, когда команды проводят систематическую диагностику отказов в полевых условиях, доказательства часто указывают на то, что первопричина кроется именно в том дне, когда аксессуар был установлен. Понимая и устраняя наиболее распространенные процедурные ошибки, допущенные в траншее, монтажные бригады могут значительно снизить уровень детской смертности в своих сетях среднего напряжения.
Ошибка 1: неадекватная подготовка кабеля и повреждение изоляции
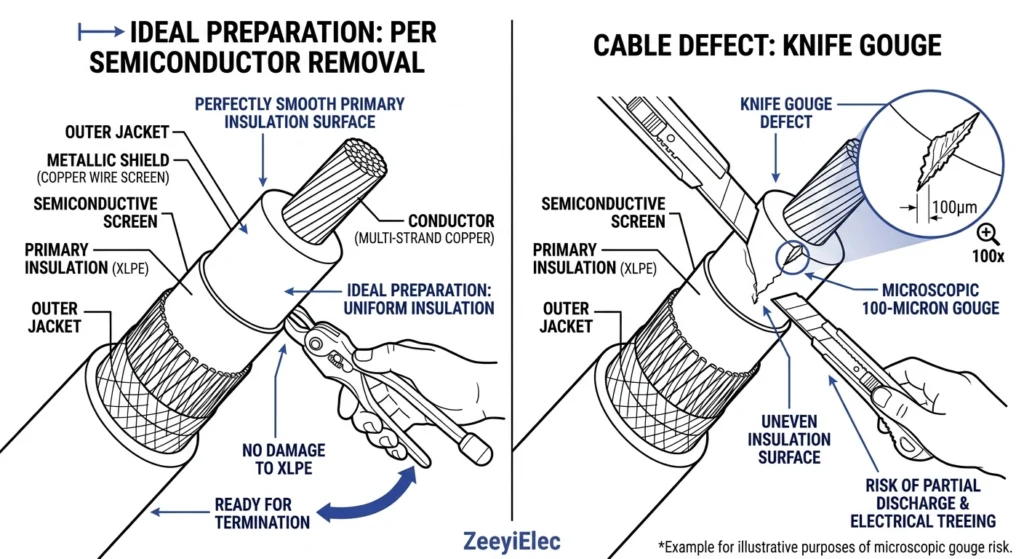
Исполнение при установке имеет равное или большее значение, чем качество самого аксессуара. Самая критическая фаза этого процесса происходит еще до того, как аксессуар извлекается из упаковки: подготовка кабеля. Переходный интерфейс, где заканчивается полупроводящий экран и начинается первичная изоляция, является наиболее электрически напряженным участком в любой заделке или соединении среднего напряжения.
Рисунок-1 Даже микроскопические следы на первичной изоляции создают воздушные пустоты, которые приводят к частичному разряду.
Опасность скоринга полупроводников
Удаление экструдированного полупроводящего слоя требует особой точности. Если монтажный инструмент или нож прорезает даже 100 мкм в первичной изоляции XLPE или EPR, образуется воздушный карман, который эластомерный корпус не может заполнить. При типичных электрических напряжениях от 15 до 35 кВ этот микроскопический след немедленно становится точкой фокусировки частичного разряда, инициируя процесс пробоя задолго до того, как аксессуар достигнет ожидаемого срока службы.
Неправильная техника шлифовки
После удаления полупроводящего экрана первичная изоляция должна быть идеально гладкой. Полевые бригады часто совершают критическую ошибку, используя обычную наждачную бумагу вместо полос из оксида алюминия, поставляемых производителем. Стандартная наждачная бумага может внедрить микроскопические проводящие зерна прямо в диэлектрический слой. Кроме того, шлифовка всегда должна выполняться по окружности (вокруг кабеля). Шлифовка в продольном направлении - параллельно проводнику - создает микроскопические впадины, которые служат путями прохождения электрического тока, полностью обходя механизмы контроля напряжения в аксессуаре.
Казусы с чистящими растворителями
Протирка изоляции - это последний этап подготовки перед наклеиванием Аксессуары для кабелей холодной усадки, Это предварительно расширенные силиконовые компоненты, предназначенные для таких критически важных сетей. Частой ошибкой на объекте является использование сильно загрязненной ветоши с ворсом или протирка от полупроводникового экрана к первичной изоляции. При таком неправильном направлении протирки проводящие частицы углерода попадают прямо на свежеочищенную диэлектрическую поверхность. Монтажники должны всегда протирать от чистой изоляции вниз к полупроводниковому экрану, выбрасывая тряпку после каждого прохода, и строго использовать одобренные, быстро испаряющиеся, не остаточные чистящие растворители, чтобы гарантировать отсутствие загрязнений.
Экспертный взгляд: Полевой протокол подготовки кабеля
Инструментарий: Для удаления полупроводников всегда используйте инструменты для зачистки с контролем глубины, а не стандартные ножи, чтобы исключить риск повреждения первичной изоляции.
Осмотр: Перед нанесением мастики посветите светодиодным фонариком высокой интенсивности в горизонтальном направлении на отшлифованную изоляцию XLPE/EPR; боковое освещение мгновенно выявит микроскопические продольные царапины или вкрапления частиц углерода.
Правила растворителя: Никогда не лейте чистящий растворитель непосредственно на кабель. Всегда наносите его сначала на безворсовую салфетку, так как избыток растворителя может повредить края оставшегося полупроводникового экрана.
Заблуждение 2: Запертые воздушные пустоты и физика частичного разряда
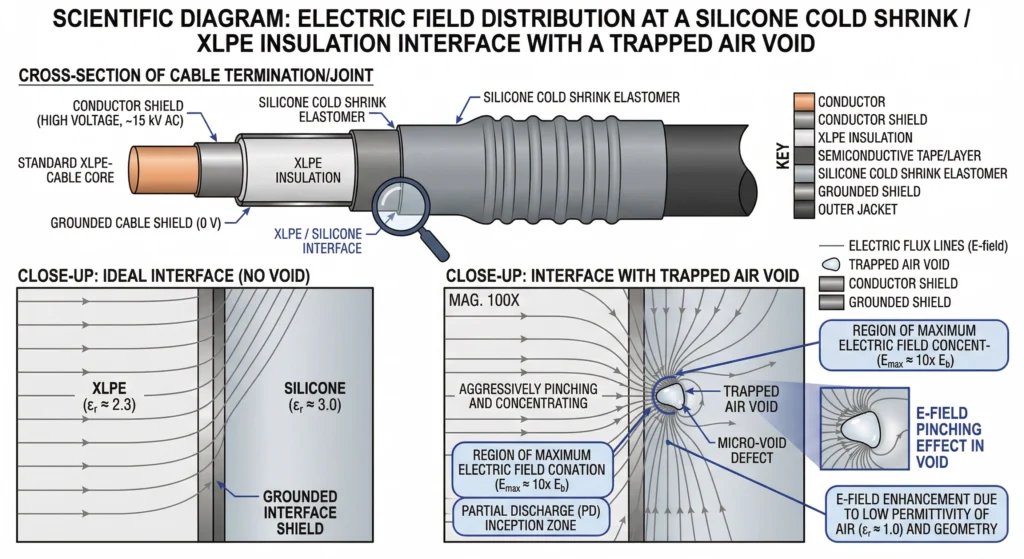
Основополагающим принципом высоковольтной техники является то, что электрическое напряжение концентрируется на границах между различными диэлектрическими материалами.
Рисунок-2 Линии электрического потока концентрируются в воздушных пустотах, вызывая локальное напряжение, превышающее прочность воздуха на разрыв.
Хотя правильная инженерная карта выбора помогает подобрать нужный размер заделки в соответствии с диаметром кабеля, она не может учесть человеческий фактор во время критических этапов заполнения пустот на объекте.
Ошибки приложения Mastic
В отличие от жидких смол, которые затекают в каждую щель, аксессуары для холодной усадки полагаются на мастику для заполнения пустот, наносимую вручную, для преодоления структурных переходов, таких как понижение с 3 мм до 5 мм в месте обрезания полупроводящего экрана. Монтажники должны плотно растягивать и заворачивать эту высокопроницаемую мастику, чтобы выгнать весь воздух. Распространенной ошибкой является наложение ленты с недостаточным натяжением или неплотное перекрытие, что приводит к образованию микроскопических воздушных карманов между мастикой и изоляцией кабеля. Когда эластомерный корпус аксессуара сжимается, он навсегда закрывает эти пустоты.
Опасность образования воздушной прослойки обусловлена чисто физическими причинами. Силиконовый эластомер, из которого изготовлен корпус холодной термоусадки, обычно имеет относительную проницаемость (εr) составляет примерно 2,8-3,0, а у первичной изоляции XLPE - около 2,3. Однако воздух в ловушке имеет εr 1,0. Поскольку линии электрического потока концентрируются в среде с меньшей диэлектрической проницаемостью, электрическое поле (E-поле) внутри воздушной пустоты становится непропорционально высоким. Как только локализованное напряжение превысит пробивную прочность воздуха (примерно 3 кВ/мм), воздух ионизируется.
Эта ионизация вызывает частичный разряд (ЧР). Каждый разряд действует как микроскопический удар молнии, бомбардируя окружающие силиконовые и XLPE-полимеры электронами, ультрафиолетовым излучением и озоном. Со временем эта химическая и термическая деградация приводит к образованию “электрических деревьев” в структуре изоляции. Для обеспечения долгосрочной надежности системы международные стандарты, такие как IEC 60502-4 [NEED AUTHORITY LINK SOURCE: IEC 60502-4 testing standards], предписывают, что максимально допустимый частичный разряд для аксессуаров среднего напряжения должен составлять ≤ 10 pC (пикокулонов) при 1,73 Uo. Воздушный зазор даже в 1 мм на полуконусной кромке легко приведет к тому, что сборка не будет соответствовать этому критерию, а время до выхода из строя сократится с десятилетий до нескольких месяцев.
Ошибка 3: Неправильное позиционирование трубки и размотка сердечника
В отличие от аксессуаров для термоусадки, которые позволяют вносить незначительные коррективы, пока материал находится в горячем состоянии, компоненты для холодной усадки неумолимы после развертывания. Структурная целостность заделки или соединения полностью зависит от механической памяти предварительно расширенного эластомера, усаживающегося на подготовленный кабель.
Неправильная центровка трубки контроля напряжения
Наиболее критичной точкой выравнивания является граница между первичной изоляцией и полупроводящим экраном.
Встроенный геометрический конус напряжения или слой контроля напряжения с высокой проницаемостью должен перекрывать полуконус с определенным запасом - обычно ≥ 15 мм и ≤ 20 мм для стандартных систем 15 кВ - 35 кВ.
Если монтажник начинает разматывать сердечник, когда трубка расположена даже на 10 мм выше, механизм контроля напряжения полностью пропускает критическую границу высокого напряжения. Поскольку силиконовая резина оказывает сильное радиальное давление (часто превышающее 0,1 МПа) сразу после удаления сердечника, аксессуар нельзя сдвинуть или вставить на место. Попытка протащить или скрутить свернувшуюся трубку приведет к разрыву внутренних мастичных уплотнений и повреждению конуса напряжения. Внедрение структурированной Контрольный список контроля качества установки аксессуаров MV гарантирует, что монтажники отмечают точные точки выравнивания на оболочке кабеля перед протягиванием ленточного шнура, проверяя положение перед подачей напряжения, когда корректировка все еще остается практичной.
Неравномерное разматывание сердечника
Внутренний спиральный пластиковый сердечник следует удалять плавным, непрерывным движением. Иногда установщики вытягивают хвост сердечника наружу под острым углом 90 градусов или дергают его слишком быстро. Такое агрессивное воздействие может привести к тому, что пластиковая лента защелкнется глубоко внутри нерастянутой трубки, в результате чего аксессуар будет практически невозможно развернуть без физического разрезания силиконового корпуса и утилизации всего комплекта.
Кроме того, неравномерное вытягивание может привести к тому, что конец корпуса заделки загнется под себя, создавая структурную слабость. Чтобы предотвратить это, хвост жилы следует пропустить через центр трубки и плавно потянуть против часовой стрелки, держа ленту близко к оси кабеля. Постоянное усилие при вытягивании предотвращает скручивание силикона, обеспечивая равномерную радиальную толщину стенок, которая соответствует [ВЕРНЫЙ СТАНДАРТ: Требования IEEE 48 к испытаниям кабельных заделок] и гарантирует долговременную диэлектрическую стабильность под нагрузкой.
Экспертный взгляд: Стратегия удаления ядра
Знак “Парковка”: Всегда накладывайте хорошо заметную обмотку из ПВХ-ленты на оболочку кабеля точно в том месте, где должно располагаться основание трубки холодной усадки. Не полагайтесь на визуальную оценку.
Первоначальная усадка: Потяните за сердечник ровно настолько, чтобы первые полдюйма силикона попали на отметку парковки. Сделайте паузу, проверьте концентрическое выравнивание на 360 градусов, а затем приступайте к остальной части размотки.
Восстановление коряги: Если ленточка защелкнулась преждевременно, никогда не используйте острые плоскогубцы для копания внутри силиконового корпуса. Используйте плоскогубцы с гладкими губками, чтобы аккуратно извлечь край ленты, предотвращая невидимые внутренние порезы эластомера.
Ошибка 4: игнорирование факторов окружающей среды при сборке
В отличие от заводских приемочных испытаний, проводимых в чистых, контролируемых климатических условиях, сращивание и заделка кабеля часто происходят в грязных траншеях, на пыльных подстанциях или прибрежных участках с соленым воздухом. Высококачественное вспомогательное оборудование, рассчитанное на десятилетия эксплуатации, может быть испорчено в считанные минуты, если полевые бригады не обратят внимания на микросреду, непосредственно окружающую подготовленный кабель.
Попадание влаги во время монтажа
Влага является основным катализатором разрушения диэлектриков в распределительных сетях среднего напряжения. Монтажники часто совершают ошибку, оставляя зачищенные концы кабеля в атмосфере на несколько часов, пока выполняют другие работы по распределительному устройству, или продолжая установку аксессуаров во время сильного тумана или высокой влажности.
Когда относительная влажность (RH) составляет ≥ 80% или когда температура окружающей среды опускается ниже точки росы, на свежеотшлифованной первичной изоляции образуется невидимый слой микроконденсата. Если поверх этой пленки влаги надеть холодный термоусадочный корпус, вода будет постоянно удерживаться на поверхности диэлектрика. При нормальной эксплуатации температура проводника кабеля может достигать 90°C. При таком термоциклировании влага испаряется, повышая внутреннее давление и вызывая "водяное древообразование" - явление, которое со временем необратимо снижает прочность изоляции из полимеров XLPE или EPR.
Чтобы предотвратить попадание влаги, бригады должны строго следовать экологическим протоколам. Это включает в себя возведение временной палатки для сращивания, использование портативных промышленных обогревателей для поддержания температуры окружающей среды выше точки росы и применение одобренных влагопоглощающих салфеток на кабеле непосредственно перед удалением жил.
Борьба с пылью и загрязнениями
Пыль, разносимая ветром, проводящие частицы почвы и даже пот с рук монтажника вносят посторонние загрязнения в электрический интерфейс, находящийся под высоким напряжением. Хотя инженеры часто используют инженерную систему выбора, чтобы оценить, какая из технологий - холодная или тепловая усадка - лучше подходит для конкретной рабочей среды, обе технологии требуют абсолютной чистоты на этапе монтажа.
Одна проводящая частица размером до 50 микрон, находящаяся на изоляции под трубкой контроля напряжения, может достаточно сильно исказить электрическое поле, чтобы вызвать локальное слежение. Правильный протокол работы в полевых условиях требует, чтобы монтажники меняли перчатки после завершения грубой механической работы по снятию внешней оболочки кабеля и металлической брони. Перед работой с полупроводниковым экраном и протиркой первичной изоляции необходимо надеть чистые, безворсовые перчатки. Кроме того, сама трубка холодной усадки должна оставаться запечатанной в защитной заводской упаковке до того момента, когда ее нужно будет надеть на кабель, чтобы предотвратить попадание грязи из траншеи или мусора из воздуха на ее внутренние мастичные уплотнения.
Проверка качества: Проверка и тестирование после установки
Контроль качества не заканчивается в тот момент, когда силиконовый эластомер ложится на кабель. Перед тем как перевести только что смонтированное оборудование среднего напряжения с этапа строительства в режим эксплуатации, инженеры должны обеспечить строгие протоколы ввода в эксплуатацию. Одного визуального контроля недостаточно для систем, предназначенных для надежного сдерживания напряжений в полевых условиях в течение десятилетий непрерывной эксплуатации.
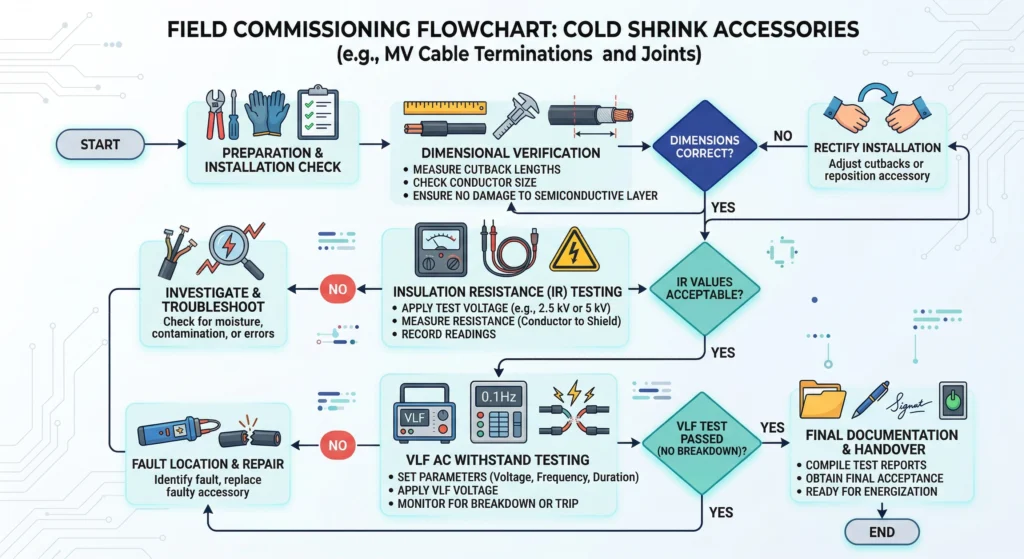
[ФИГ-03 НАУЧНАЯ ИЛЛЮСТРАЦИЯ: Блок-схема этапов полевого контроля качества аксессуаров для холодной термоусадки]
Рисунок-3 Структурированный рабочий процесс контроля качества, включающий в себя проверку визуального перекрытия и тестирование на переменном токе очень низкой частоты (VLF).
Контрольные точки визуального контроля
Перед подключением высоковольтного испытательного оборудования необходимо провести структурную визуальную и механическую проверку точности размеров полевой сборки.
Инспекторы должны измерить конечное положение корпуса холодной термоусадки, чтобы убедиться, что он достигает требуемого перекрытия - обычно ≥ 20 мм за обрез полупроводящего экрана. Кроме того, заделка или соединение должны иметь надлежащую концентричность. Визуальное искажение или смещение центра силиконовой трубки указывает на то, что мастика для контроля внутренних напряжений была нанесена неравномерно, что неизбежно приведет к появлению локальных тепловых очагов. Наконец, технические специалисты должны обратить внимание на равномерное выдавливание мастики для герметизации окружающей среды на 2-3 мм как на границе наконечника, так и на границе оболочки кабеля, что подтверждает герметичность сборки от атмосферной влаги.
Базовые электрические испытания
Чтобы гарантировать целостность диэлектрика, аксессуар и лежащий в его основе кабель должны пройти базовые электрические испытания в соответствии с установленными стандартами для коммунальных служб, такими как IEEE Std 400.2 для полевых испытаний экранированных силовых кабельных систем.
Первым шагом является тест на сопротивление изоляции (IR). Используя стандартный мегомметр, инженеры подают постоянное напряжение 5 кВ в течение 60 секунд между проводником и металлическим экраном. Для здоровой кабельной цепи 15 кВ XLPE с недавно установленными заделками холодной усадки измеренное сопротивление должно легко превышать 1000 MΩ. Любое значение, опускающееся ниже этого порога, требует немедленного исследования на предмет попадания влаги или сильного загрязнения.
После ИК-проверки настоятельно рекомендуется провести испытание на стойкость к воздействию переменного тока на очень низкой частоте (VLF), а не традиционное испытание на высокий потенциал постоянного тока. Испытание постоянным током может привести к появлению вредных пространственных зарядов в экструдированном диэлектрике, что потенциально сокращает срок службы кабеля. Испытание ОНЧ работает на частоте 0,1 Гц, обычно прикладывая синусоидальное испытательное напряжение 1,5 Uo до 3 Uo продолжительностью от 15 до 60 минут, в зависимости от конкретных критериев приемки. Если в аксессуаре холодной усадки имеются воздушные пустоты или сильно поврежденные полуконтактные интерфейсы, напряжение, возникающее при испытании на ОНЧ, доведет дефект до разрушения в контролируемой, обесточенной среде, предотвращая катастрофическое раздувание в процессе эксплуатации.
Партнерство с ZeeyiElec для надежных решений в области кабельных аксессуаров
Выбор правильных кабельных аксессуаров так же важен, как и безупречный монтаж. Даже самые опытные специалисты не смогут компенсировать несоответствие продукта классу напряжения системы или требованиям окружающей среды. В компании Wenzhou Zeeyi Electric Co., Ltd. мы сочетаем более чем 15-летний опыт производства со строгими протоколами контроля качества, чтобы обеспечить надежную работу каждого компонента в полевых условиях. Наше предприятие работает в соответствии со стандартами ISO9001, CE и RoHS, поставляя высокотехнологичную продукцию, которой могут доверять коммунальные и промышленные предприятия.
Независимо от того, требуется ли в вашем проекте спецификация компонентов для стандартной модернизации внутреннего распределительного устройства 10 кВ или надежной подземной распределительной сети 35 кВ, наша команда инженеров предоставляет всестороннюю техническую поддержку. Мы помогаем группам закупок ориентироваться в сложных требованиях RFQ, обеспечивая соответствие каждого размерного параметра и диэлектрической проницаемости техническим характеристикам конкретного кабеля.
Ознакомьтесь с нашим полным ассортиментом Кабельные аксессуары, В комплект входят технологии холодной и тепловой усадки, предназначенные для быстрого развертывания в полевых условиях. Для проектов, в которых также требуется интеграция подстанций, наши Аксессуары для трансформаторов Линия предлагает дополнительные решения, включая проходные изоляторы среднего напряжения и выключатели нагрузки. Сотрудничество с производителем, ориентированным на инженерные решения, позволяет устранить пробелы в спецификациях и предотвратить дорогостоящие задержки в реализации проекта. Свяжитесь с компанией ZeeyiElec сегодня, предоставив свои технические чертежи и требования к экспортной документации, и наши специалисты предоставят индивидуальное коммерческое предложение с учетом эксплуатационных реалий вашей сети.
Часто задаваемые вопросы
Можно ли использовать термоусадочную трубку повторно при неправильном расположении?
Трубку холодной усадки, как правило, нельзя использовать повторно после удаления внутреннего спирального сердечника, поскольку высокотехнологичный силиконовый каучук окончательно разрушился на нижележащей структуре кабеля. Правильное выравнивание перед извлечением сердечника строго необходимо, чтобы не испортить весь комплект аксессуаров от 15 до 35 кВ, поскольку попытка вытянуть материал обратно неизбежно приведет к разрыву внутренней мастики для снятия напряжения.
Как долго служит холодная термоусадка при правильном монтаже?
При правильном монтаже в стандартных условиях распределительной сети концевая муфта холодной усадки обычно обеспечивает высоконадежный срок службы от 25 до 30 лет. Однако этот ожидаемый срок в значительной степени зависит от качества исполнения, и длительное воздействие экстремальных условий или сильного промышленного загрязнения может значительно сократить этот срок эксплуатации, если не принять надлежащих мер.
Какой диапазон температур допустим для установки аксессуаров холодной усадки?
Аксессуары для холодной усадки очень универсальны и обычно могут устанавливаться при температуре окружающей среды от -20°C до 50°C, не требуя внешних источников тепла. Однако выполнение работ в полевых условиях становится заметно сложнее при температуре окружающей среды ≤ 0°C, поскольку внешняя оболочка кабеля и первичная изоляция становятся жесткими, а экстремальная жара требует осторожного обращения с мастикой для заполнения пустот, чтобы предотвратить ее плавление.
Требуют ли холодные термоусадочные соединения нагрева или специальных инструментов?
В отличие от термоусадочных альтернатив, требующих специализированного нагревательного оборудования, соединения холодной усадки не нуждаются в газовой горелке, электрической тепловой пушке или разрешениях на проведение горячих работ на этапе развертывания. Они полностью полагаются на механическую память предварительно расширенного эластомера, плотно прилегающего к подготовленному кабелю, что делает их исключительно подходящими для использования в замкнутых пространствах или взрывоопасных средах.
Как предотвратить попадание влаги в холодноусадочную муфту?
Проникновение влаги активно предотвращается путем тщательного нанесения предусмотренных мастичных герметиков на места сопряжения оболочки кабеля и обеспечения правильного, точного по размерам нахлеста трубок холодной усадки. Тщательная очистка и сушка оболочки кабеля с использованием одобренных быстроиспаряющихся растворителей перед монтажом является обязательным шагом, гарантирующим надежный герметичный барьер против атмосферной влаги.
йойо ши
Йойо Ши пишет для ZeeyiElec, специализируясь на аксессуарах для среднего напряжения, компонентах трансформаторов и кабельных аксессуарах. В ее статьях рассказывается о применении продукции, технических основах, а также об особенностях поиска поставщиков для глобальных покупателей электротехнической промышленности.