تعتمد شبكات توزيع الجهد المتوسط بشكل كبير على سلامة نقاط التوصيل الخاصة بها. في حين أن كابل الطاقة قد يتحمل بسهولة جهد التشغيل المقنن له، إلا أن الإنهاء أو الوصلة تمثل انقطاعًا ماديًا في درع العزل المبثوق في المصنع. ملحقات الكابلات هي مكونات مصممة هندسيًا تعمل على استعادة العزل الكهربائي، وإدارة مجالات الضغط، وتوفير الحماية البيئية عند نقاط النهاية الحرجة هذه. وهي تحدد ما إذا كان نظام كابل الطاقة يعمل بشكل موثوق به طوال عمره التشغيلي المستهدف الذي يتراوح بين 25 و40 سنة أو يفشل قبل الأوان بسبب الانهيار الكهربائي. ومع ذلك، توضح البيانات الميدانية أن التنفيذ أثناء التركيب غالبًا ما يحدد ما إذا كان هذا العمر الافتراضي قد تحقق بالفعل.
الأثر المالي والتشغيلي
عندما يفشل أحد ملحقات الانكماش البارد قبل الأوان، فإن الأثر المالي يمتد إلى ما هو أبعد من التكلفة المادية لمجموعة أدوات الاستبدال. يؤدي حدوث عطل غير متوقع في مصرف أنابيب تحت الأرض أو مجموعة مفاتيح كهربائية فرعية إلى انقطاع غير مخطط له على الفور. يجب على طواقم الإصلاح في حالات الطوارئ تحديد موقع العطل، والوصول إلى المساحة الضيقة، وقطع الكابل التالف، ولصق جزء جديد. وتستهلك هذه المعالجة المادية بسهولة من 12 إلى 24 ساعة من العمالة المتخصصة لكل مرحلة، مما يؤدي إلى تكبد غرامات كبيرة من وقت التعطل وفقدان الإيرادات للمنشآت التجارية أو الصناعية المتصلة.
تشريح العطل الناجم عن التثبيت
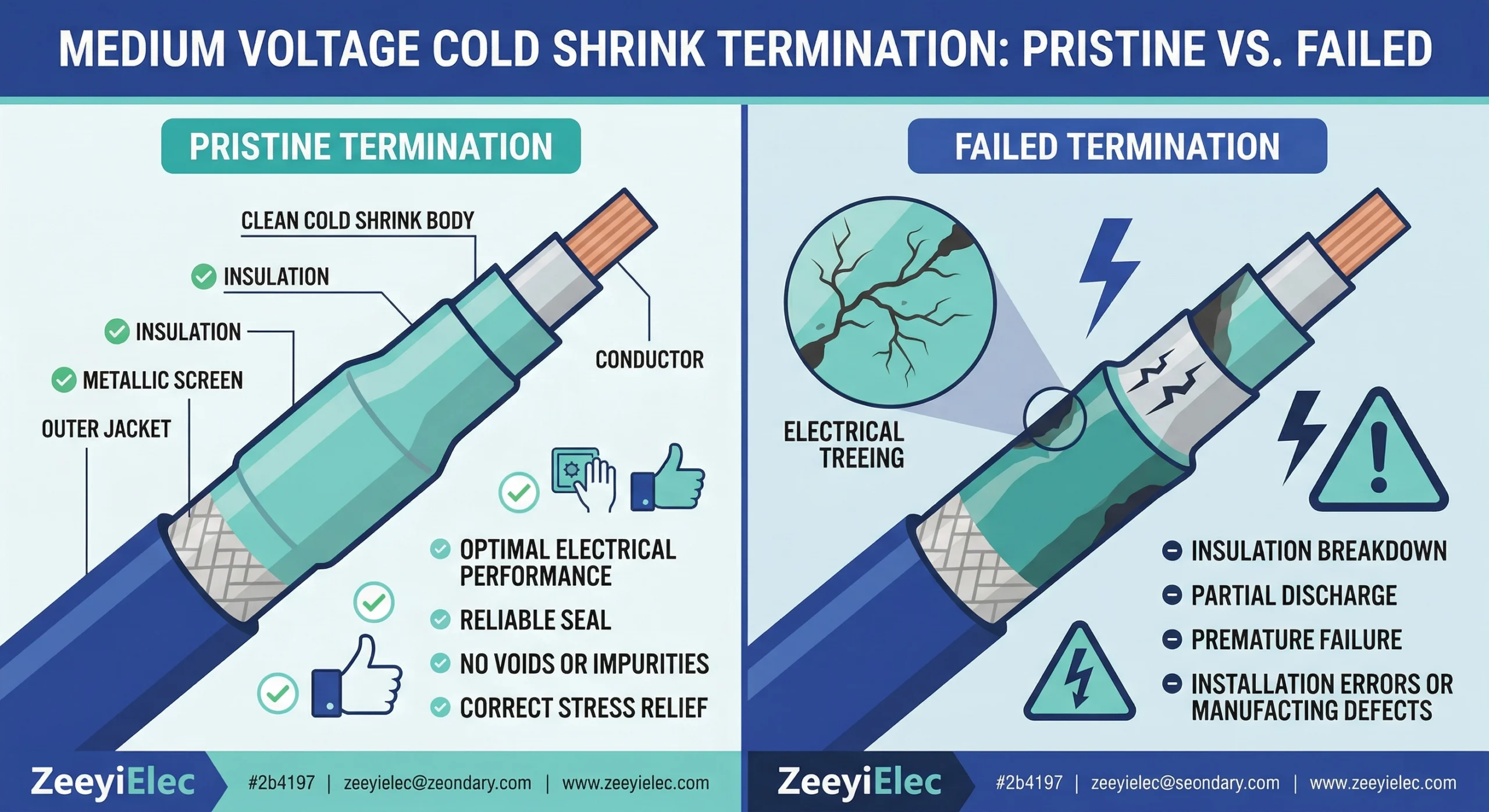
في الظروف الميدانية العملية، نادرًا ما تحدث الأعطال الناجمة عن التركيب فورًا عند التنشيط. وبدلاً من ذلك، يخلق عيب إجرائي بسيط منطقة موضعية من الإجهاد العازل الكهربائي العالي. وبمرور الوقت، يؤدي هذا الإجهاد إلى تفريغ جزئي للتفريغ الجزئي، مما يؤدي إلى تدهور مادة المطاط الصناعي تدريجيًا من الداخل إلى الخارج.
هناك سيناريو ميداني كلاسيكي ينطوي على سيناريو ميداني كلاسيكي يتضمن تعطل أحد ملحقات الانكماش البارد بجهد 15 كيلو فولت بشكل غير متوقع في الشهر الرابع عشر. في أعقاب ذلك مباشرةً، قد يلقي طاقم التركيب باللوم على جودة الملحق، وقد يشتبه قسم المشتريات في وجود دفعة مزيفة، وقد يشير مهندس الموقع إلى حدث صاعقة حديثة. ومع ذلك، عندما تجري الفرق تشخيصًا منهجيًا للأعطال الميدانية، غالبًا ما يتتبع الدليل السبب الجذري إلى اليوم المحدد الذي تم فيه تركيب الملحق. من خلال فهم ومعالجة الأخطاء الإجرائية الأكثر شيوعًا التي تحدث في الخندق ومعالجتها، يمكن لفرق التركيب أن تقلل بشكل كبير من معدلات وفيات الرضع في شبكات الجهد المتوسط.
الخطأ 1: التجهيز غير الكافي للكابل وتلف العزل
التنفيذ أثناء التركيب له وزن مساوٍ أو أكبر من جودة الملحق نفسه. تحدث المرحلة الأكثر أهمية في هذا التنفيذ قبل إزالة الملحق من عبوته: إعداد الكابل. إن الواجهة الانتقالية حيث ينتهي الدرع شبه الموصل ويبدأ العزل الأساسي هي المنطقة الأكثر إجهادًا كهربائيًا في أي وصلة أو وصلة متوسطة الجهد.
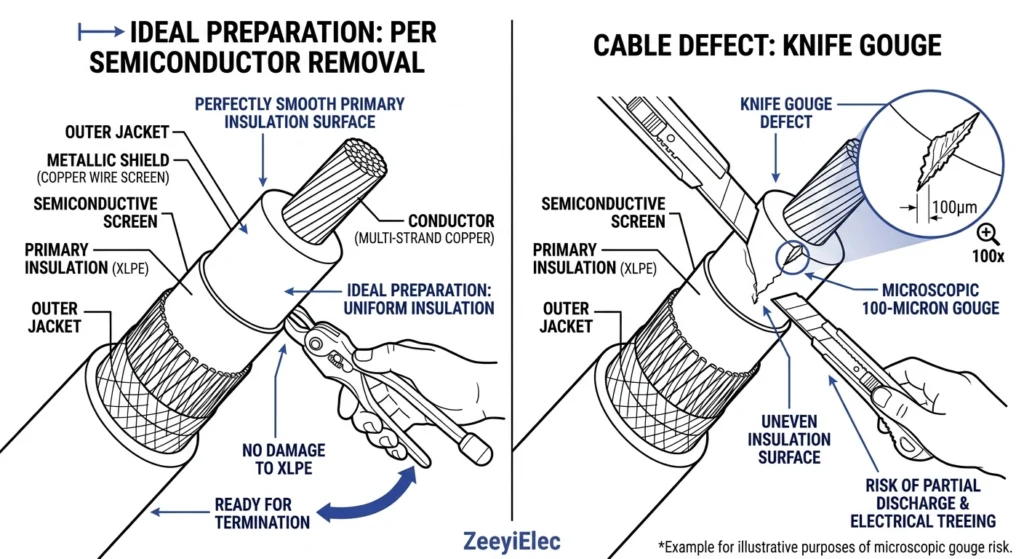
الشكل-1 حتى علامات الدرجات المجهرية على العازل الأساسي تخلق فراغات هوائية محصورة تؤدي إلى تفريغ جزئي.
خطر تسجيل أشباه الموصلات في أشباه الموصلات
تتطلب إزالة الطبقة شبه الموصلة المبثوقة دقة متناهية. إذا قطعت أداة التجريد أو شفرة السكين التي يستخدمها عامل التركيب حتى 100 ميكرومتر في عزل XLPE أو EPR الأساسي، فإنها تخلق جيبًا هوائيًا لا يمكن للجسم المرن أن يملأه. في ظل الضغوط الكهربائية النموذجية التي تتراوح بين 15 كيلو فولت إلى 35 كيلو فولت، تصبح هذه العلامة المجهرية على الفور نقطة محورية للتفريغ الجزئي، مما يؤدي إلى بدء عملية الانهيار قبل وقت طويل من وصول الملحق إلى عمره الافتراضي المتوقع.
تقنيات الصنفرة غير الصحيحة
وبمجرد إزالة الشاشة شبه الموصلة، يجب أن يكون العزل الأساسي ناعمًا تمامًا. غالبًا ما ترتكب الأطقم الميدانية الخطأ الفادح باستخدام ورق الكشط القياسي بدلاً من شرائط أكسيد الألومنيوم التي توفرها الشركة المصنعة. يمكن لورق الصنفرة القياسي أن يدمج الحبيبات الموصلة المجهرية مباشرة في الطبقة العازلة. علاوة على ذلك، يجب دائمًا إجراء الصنفرة بشكل محيطي (حول الكابل). إن الصنفرة طوليًا - بالتوازي مع الموصل - تخلق وديانًا مجهرية تعمل كمسارات تتبع للتيار الكهربائي، متجاوزة تمامًا آليات التحكم في الضغط في الملحق.
حوادث مذيبات التنظيف المؤسفة
مسح العازل هو خطوة التجهيز النهائية قبل الانزلاق على ملحقات الكابلات المتقلصة على البارد, وهي مكونات سيليكون موسعة مسبقًا مصممة لهذه الشبكات الحرجة. من الأخطاء المتكررة في الموقع استخدام خِرَق شديدة الاتساخ أو المسح من درع أشباه الموصلات باتجاه العزل الأساسي. هذا الاتجاه غير الصحيح للمسح يسحب جزيئات الكربون الموصلة مباشرة على السطح العازل الذي تم تنظيفه حديثًا. يجب أن يقوم عمال التركيب دائمًا بالمسح من العازل النظيف لأسفل باتجاه الدرع شبه الموصّل، والتخلص من المسح بعد كل تمريرة، واستخدام مذيبات التنظيف المعتمدة سريعة التبخير وغير المتخلفة لضمان عدم بقاء أي تلوث.
رؤية الخبراء: البروتوكول الميداني لإعداد الكابلات
الأدوات: احرص دائمًا على استخدام أدوات التهذيب التي يتم التحكم في عمقها لإزالة أشباه الموصلات بدلاً من السكاكين العادية للتخلص من خطر تلف العزل الأولي.
الفحص: قم بتسليط مصباح يدوي LED عالي الكثافة أفقيًا عبر عازل XLPE/EPR المصقول قبل وضع أي مصطكي؛ يكشف هذا الضوء الجانبي على الفور عن الخدوش الطولية المجهرية أو جزيئات الكربون المدمجة.
قواعد المذيبات: لا تسكب مذيب التنظيف مباشرة على الكابل. ضعه دائماً على منديل خالي من الوبر أولاً، حيث أن المذيب المتجمع الزائد يمكن أن يؤدي إلى تدهور حافة الشاشة شبه الموصلة المتبقية.
يتمثل أحد المبادئ الأساسية لهندسة الجهد العالي في أن الإجهاد الكهربائي يتركز عند الواجهات بين المواد العازلة المختلفة.
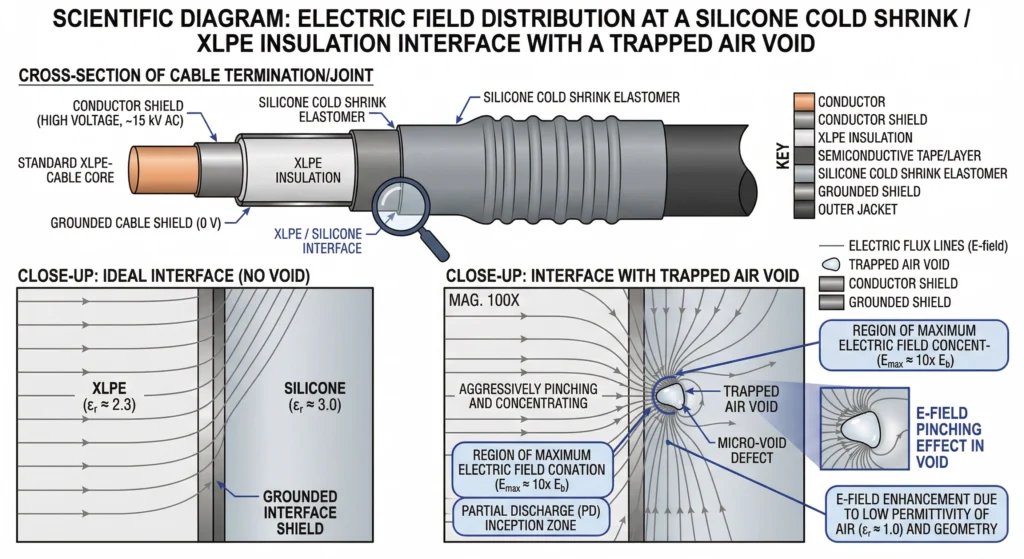
الشكل-2 تتركز خطوط التدفق الكهربائي داخل الفراغات الهوائية المحبوسة، مما يسبب إجهادًا موضعيًا يتجاوز قوة انهيار الهواء.
بينما تساعد خريطة الاختيار الهندسية المناسبة في مطابقة حجم الإنهاء الصحيح مع قطر الكابل، إلا أنها لا يمكن أن تأخذ في الحسبان الخطأ البشري أثناء خطوات ملء الفراغات الحرجة في الموقع.
أخطاء في تطبيق المصطكي
على عكس الراتنجات السائلة التي تتدفق في كل شق، تعتمد ملحقات الانكماش البارد على معاجين ملء الفراغات التي يتم تطبيقها يدويًا لسد التحولات الهيكلية، مثل التنحي من 3 مم إلى 5 مم عند قطع الشاشة شبه الموصلة. يجب على عمال التركيب أن يقوموا بتمديد ولف هذا المصطكي عالي النفاذية بإحكام لطرد كل الهواء. الخطأ الشائع هو وضع الشريط اللاصق بشد غير كافٍ أو تداخله بشكل غير محكم، مما يحبس جيوبًا مجهرية من الهواء بين المصطكي وعزل الكابل. عندما يتقلص جسم الملحق المرن إلى أسفل، فإنه يغلف هذه الفراغات بشكل دائم.
شرح تركيز الإجهاد العازل الكهربائي
إن خطر وجود فراغ هوائي محاصر هو فيزياء بحتة. عادةً ما يكون لإيلاستومر السيليكون في جسم الانكماش البارد سماحية نسبية (εr) من 2.8 إلى 3.0 تقريبًا، وعزل XLPE الأساسي حوالي 2.3. ومع ذلك، فإن الهواء المحبوس لديه εr من 1.0. ولأن خطوط التدفق الكهربي تتركز في الوسط ذي ثابت العزل الكهربائي المنخفض، يصبح المجال الكهربي (E-field) داخل الفراغ الهوائي مرتفعًا بشكل غير متناسب. وبمجرد أن يتجاوز الضغط الموضعي قوة انهيار الهواء (حوالي 3 كيلو فولت/مم)، يتأين الهواء.
يسبب هذا التأين تفريغ جزئي (PD). يعمل كل تفريغ كضربة صاعقة مجهرية تقصف السيليكون وبوليمرات XLPE المحيطة بالإلكترونات والأشعة فوق البنفسجية والأوزون. وبمرور الوقت، يؤدي هذا التدهور الكيميائي والحراري إلى حدوث “تشجير كهربائي” داخل هيكل العزل. ولضمان موثوقية النظام على المدى الطويل، تنص المعايير الدولية مثل IEC 60502-4 [مصدر مصدر المرجع: معايير اختبار IEC 60502-4] على أن الحد الأقصى للتفريغ الجزئي المقبول لملحقات الجهد المتوسط يجب أن يكون ≤ 10 بيكولومب (بيكوكولومب) عند 1.73 وحدة حراريةo. سيؤدي وجود فجوة هوائية حتى لو كانت بمقدار 1 مم عند الحافة شبه المخروطية إلى فشل التجميع بسهولة في هذا المقياس، مما يسرع من وقت الفشل من عقود إلى مجرد أشهر.
الخطأ 3: وضع الأنبوب بشكل غير صحيح وفك اللفة الأساسية
على عكس ملحقات الانكماش الحراري التي تسمح بإجراء تعديلات طفيفة بينما تكون المادة ساخنة، فإن مكونات الانكماش البارد لا تتسامح بمجرد نشرها. وتعتمد السلامة الهيكلية للوصلة أو الوصلة اعتمادًا كليًا على الذاكرة الميكانيكية للمادة المطاطية الممددة مسبقًا التي تتقلص على الكابل المعد.
اختلال محاذاة أنبوب التحكم في الإجهاد
نقطة المحاذاة الأكثر أهمية هي الواجهة بين العازل الأساسي والشاشة شبه الموصلة.
يجب أن يتداخل مخروط الإجهاد الهندسي المدمج أو طبقة التحكم في الإجهاد عالية الفعالية مع طبقة التحكم في الإجهاد شبه المخروطية بهامش محدد للغاية - عادةً ≥ 15 مم و ≤ 20 مم للأنظمة القياسية من 15 كيلو فولت إلى 35 كيلو فولت.
إذا بدأ عامل التركيب في فك اللب بينما يكون الأنبوب في موضع مرتفع للغاية حتى 10 مم، فإن آلية التحكم في الضغط تفوت تمامًا حدود الضغط العالي الحرجة. ونظرًا لأن مطاط السيليكون يمارس ضغطًا شعاعيًا هائلاً (غالبًا ما يتجاوز 0.1 ميجا باسكال) فور إزالة اللب مباشرة، فلا يمكن انزلاق الملحق أو إجباره على وضعه بعد ذلك. ستؤدي محاولة سحب الأنبوب المنهار أو لفه إلى تمزيق الأختام المصطكيّة الداخلية وإتلاف مخروط الضغط. تنفيذ منظم قائمة التحقق من مراقبة جودة التركيب لملحقات MV يضمن قيام عمال التركيب بوضع علامة على نقاط المحاذاة الدقيقة على غلاف الكابل قبل سحب حبل التمديد، والتحقق من الوضع قبل التنشيط عندما يظل التصحيح عمليًا.
فك اللف الداخلي غير المتساوي
يجب إزالة اللب البلاستيكي الحلزوني الداخلي بحركة فك سلسة ومستمرة. يقوم المثبتون أحيانًا بسحب الذيل الأساسي للخارج بزاوية حادة بزاوية 90 درجة أو سحبها بسرعة كبيرة. يمكن أن تتسبب هذه المعالجة العنيفة في انكسار الشريط البلاستيكي بعمق داخل الأنبوب غير المنكمش، مما يجعل من المستحيل تقريبًا نشر الملحق دون قطع جسم السيليكون فعليًا وإلغاء الطقم بأكمله.
وعلاوة على ذلك، يمكن أن يؤدي السحب غير المتساوي إلى ثني نهاية جسم الإنهاء تحت نفسه، مما يخلق ضعفاً هيكلياً. لمنع ذلك، يجب تمرير الذيل الأساسي من خلال مركز الأنبوب وسحبه بسلاسة في اتجاه عكس عقارب الساعة، مع الحفاظ على الشريط قريبًا من محور الكابل. يمنع الحفاظ على قوة سحب ثابتة السحب السيليكون من التجميع، مما يضمن سمكًا موحدًا للجدار الشعاعي يفي بـ [معيار التحقق: متطلبات اختبار IEEE 48 لإنهاء الكابلات] ويضمن ثباتًا عازلًا طويل الأجل تحت الحمل.
رؤى الخبراء: استراتيجية الإزالة الأساسية
علامة “وقوف السيارات”: ضع دائمًا لفافة واضحة للغاية من شريط PVC على غلاف الكابل عند القياس الدقيق حيث يجب أن تستقر قاعدة أنبوب الانكماش البارد. لا تعتمد على التقدير البصري.
الانكماش الأولي اسحب اللب بما يكفي لإسقاط أول نصف بوصة من السيليكون على علامة الانتظار. توقف مؤقتًا، وتحقق من محاذاة 360 درجة متحدة المركز، ثم تابع بقية عملية الفك.
استرداد العوائق: إذا انقطع الحبل قبل الأوان، لا تستخدم كماشة حادة للحفر داخل جسم السيليكون. استخدم كماشة إبرية ناعمة الفك ناعمة الفك لاسترجاع حافة الشريط برفق، مما يمنع حدوث جروح داخلية غير مرئية في المطاط الصناعي.
الخطأ 4: تجاهل العوامل البيئية أثناء التجميع
على عكس اختبار القبول في المصنع الذي يتم إجراؤه في بيئات نظيفة يتم التحكم في مناخها، غالبًا ما يحدث ربط الكابلات وإنهاؤها في خنادق موحلة أو محطات فرعية متربة أو مواقع ساحلية ذات هواء محمل بالملح. يمكن أن يتعرض ملحق عالي الجودة تم تصميمه ليدوم لعقود من الزمن للخطر في دقائق إذا تجاهلت الطواقم الميدانية البيئة الدقيقة المحيطة مباشرة بالكابل المُعد.
دخول الرطوبة أثناء التركيب
الرطوبة هي المحفز الأساسي لفشل العزل الكهربائي في شبكات توزيع الجهد المتوسط. وكثيرًا ما يقع عمال التركيب في خطأ ترك نهايات الكابلات المجردة مكشوفة للغلاف الجوي لساعات أثناء استكمال مهام المفاتيح الكهربائية الأخرى، أو المضي في تركيب الملحقات أثناء الضباب الكثيف أو الرطوبة العالية.
عندما تكون الرطوبة النسبية (RH) ≥ 80%، أو عندما تنخفض درجة الحرارة المحيطة إلى ما دون نقطة الندى، تتشكل طبقة غير مرئية من التكثيف الدقيق على العازل الأولي المصقول حديثًا. إذا تم نشر جسم متقلص بارد فوق طبقة الرطوبة هذه، فإن الماء يكون محاصراً بشكل دائم على السطح العازل. أثناء التشغيل العادي، يمكن أن يصل موصل الكابل إلى درجات حرارة مستمرة تصل إلى 90 درجة مئوية. يؤدي هذا التدوير الحراري إلى تبخير الرطوبة المحبوسة، مما يزيد من الضغط الداخلي ويبدأ "تشجير الماء" - وهي ظاهرة تؤدي إلى تدهور قوة العزل لبوليمرات XLPE أو بوليمرات EPR بشكل دائم بمرور الوقت.
للتخفيف من دخول الرطوبة، يجب على أطقم العمل اتباع البروتوكولات البيئية بدقة. ويشمل ذلك نصب خيمة ربط مؤقتة، واستخدام سخانات صناعية محمولة للحفاظ على درجة الحرارة المحيطة المحلية بأمان فوق نقطة الندى، ووضع مناديل مجففة معتمدة على الكابل مباشرة قبل إزالة القلب.
إدارة الغبار والملوثات
الغبار الذي تهب عليه الرياح وجزيئات التربة الموصلة وحتى العرق من يدي عامل التركيب تدخل ملوثات غريبة في الواجهة الكهربائية عالية الضغط. في حين أن المهندسين غالبًا ما يستخدمون إطار اختيار هندسي لتقييم ما إذا كان الانكماش البارد أو الانكماش الحراري هو الأنسب لبيئة تشغيل معينة، فإن كلتا التقنيتين تتطلبان نظافة مطلقة أثناء مرحلة التجميع الفعلي.
يمكن لجسيم موصل واحد صغير بحجم 50 ميكرون يجلس على العزل تحت أنبوب التحكم في الإجهاد أن يشوه المجال الكهربائي بما يكفي لإحداث تتبع موضعي. يتطلب البروتوكول الميداني الصحيح أن يقوم عمال التركيب بتغيير قفازاتهم بعد اكتمال العمل الميكانيكي الخشن المتمثل في تجريد الغلاف الخارجي للكابل والدرع المعدني. يجب ارتداء قفازات نظيفة وخالية من الوبر قبل التعامل مع شاشة أشباه الموصلات ومسح العزل الأساسي. وعلاوة على ذلك، يجب أن يظل أنبوب الانكماش البارد نفسه مغلقًا في عبوته الواقية الخاصة بالمصنع حتى اللحظة المحددة التي يحتاج فيها إلى الانزلاق فوق الكابل، مما يمنع أي أوساخ خندق أو حطام محمول في الهواء من الاستقرار على الأختام الداخلية المصطكي.
التحقق من الجودة: الفحص والاختبار بعد التركيب
لا تنتهي مراقبة الجودة في اللحظة التي ينهار فيها المطاط الصناعي السيليكوني على الكابل. قبل نقل ملحق الجهد المتوسط المركب حديثًا من مرحلة الإنشاء إلى التشغيل المباشر للشبكة، يجب على مهندسي الموقع فرض بروتوكولات تشغيل صارمة. فالاعتماد على الفحوصات البصرية وحدها غير كافٍ للأنظمة المصممة لكبح الضغوط الميدانية بأمان عبر عقود من الخدمة المستمرة.
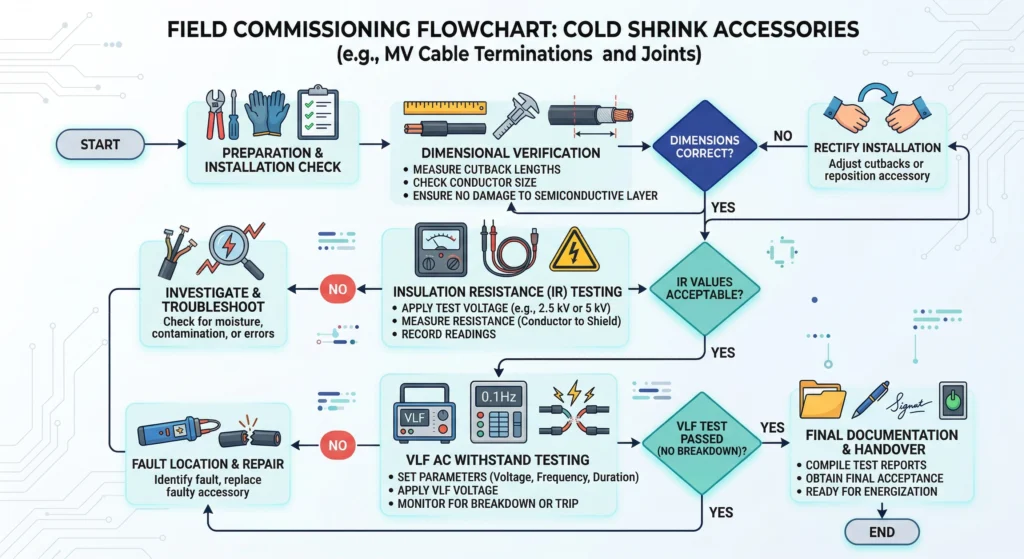
الشكل 3 - سير عمل منظم لمراقبة الجودة يمتد من فحوصات التداخل البصري إلى اختبار التردد المنخفض جدًا (VLF) للترددات المنخفضة جدًا.
نقاط فحص التفتيش البصري
قبل توصيل أي معدات اختبار عالية الجهد، يجب إجراء فحص بصري وميكانيكي منظم للتحقق من دقة أبعاد التجميع الميداني.
يجب أن يقيس المفتشون الموضع النهائي لجسم الانكماش البارد للتأكد من أنه يحقق التداخل المطلوب - عادةً ≥ 20 مم بعد قطع الشاشة شبه الموصلة. وعلاوة على ذلك، يجب أن يكون الإنهاء أو الوصلة متحدة المركز بشكل صحيح. يشير أنبوب السيليكون المشوه بصريًا أو البعيد عن المركز إلى أن المصطكي الداخلي للتحكم في الضغط تم تطبيقه بشكل غير متساوٍ، مما سيؤدي حتمًا إلى وجود نقاط حرارية ساخنة موضعية. أخيرًا، يجب أن يبحث الفنيون عن بثق موحد من 2 مم إلى 3 مم من المصطكي مانع التسرب البيئي في كل من واجهة العروة وحدود غلاف الكابل، مما يؤكد أن التجميع محكم الإغلاق ضد الرطوبة الجوية.
الاختبار الكهربائي الأساسي
لضمان سلامة العزل الكهربائي، يجب أن يخضع الملحق والكابل الأساسي الخاص به لاختبار كهربائي أساسي وفقًا لمعايير المرافق المعمول بها، مثل IEEE Std 400.2 للاختبار الميداني لأنظمة كابلات الطاقة المحمية.
الخطوة الأولى هي اختبار مقاومة العزل (IR). باستخدام مقياس ميغا أومتر قياسي، يقوم المهندسون بتطبيق تيار مستمر بجهد 5 كيلو فولت لمدة 60 ثانية بين الموصل والدرع المعدني. بالنسبة لدائرة كابل XLPE سليمة بجهد 15 كيلو فولت مع نهايات انكماش بارد مثبتة حديثًا، يجب أن تتجاوز المقاومة المقاسة بسهولة 1000 ميجا فولت. تتطلب أي قيمة تنخفض عن هذا الحد إجراء فحص فوري للرطوبة المحتبسة أو التلوث الشديد.
بعد إجراء فحص الأشعة تحت الحمراء، يوصى بشدة بإجراء اختبار تحمل التيار المتردد المنخفض جدًا (VLF) على اختبار التيار المستمر التقليدي عالي الجهد. يمكن أن يؤدي اختبار التيار المستمر إلى حقن شحنات فضائية ضارة في العوازل المبثوقة، مما قد يؤدي إلى تقصير عمر الكابل. يعمل اختبار VLF بتردد 0.1 هرتز، وعادةً ما يطبق جهد اختبار جيبي يبلغ 1.5 Uo إلى 3 Uo لمدة تتراوح من 15 إلى 60 دقيقة، اعتمادًا على معايير القبول المحددة. إذا كان ملحق الانكماش البارد يحتوي على فراغات هواء محصورة أو واجهات شبه مخروطية تالفة بشدة، فإن الضغط الناتج عن اختبار الترددات المنخفضة جداً سيؤدي إلى فشل العيب في بيئة محكومة ومزيلة للطاقة، مما يمنع حدوث انفجار كارثي أثناء الخدمة.
تعاون مع ZeeyiElec للحصول على حلول موثوقة لملحقات الكابلات
إن اختيار الملحقات الصحيحة للكابلات لا يقل أهمية عن تنفيذ عملية تركيب خالية من العيوب. حتى أكثر الفنيين الميدانيين مهارة لا يمكنهم تعويض منتج غير متطابق بشكل أساسي مع فئة الجهد الكهربائي للنظام أو المتطلبات البيئية. في شركة Wenzhou Zeeyi Electric Co., Ltd.، نجمع بين أكثر من 15 عامًا من الخبرة في التصنيع وبروتوكولات مراقبة الجودة الصارمة لضمان أداء كل مكون بشكل موثوق في ظل الظروف الميدانية. تعمل منشأتنا وفقًا لمعايير ISO9001 و CE و RoHS، مما يوفر منتجات عالية الهندسة يمكن للعملاء من المرافق والعملاء الصناعيين الوثوق بها.
سواءً كان مشروعك يتطلب تحديد مكونات مجموعة مفاتيح كهربائية داخلية قياسية بجهد 10 كيلو فولت أو شبكة توزيع قوية تحت الأرض بجهد 35 كيلو فولت، فإن فريقنا الهندسي يقدم الدعم الفني الشامل. نحن نساعد فرق المشتريات في التعامل مع متطلبات طلب عروض الأسعار المعقدة، مما يضمن توافق كل معلمة أبعاد وتصنيف عازل مع أوراق بيانات الكابلات الخاصة بك.
استكشف مجموعتنا الكاملة من إكسسوارات الكابلات, تشمل كلاً من تقنيات الانكماش البارد وتقنيات الانكماش الحراري المصممة للنشر الميداني السريع. بالنسبة للمشاريع التي تتطلب أيضًا تكامل المحطات الفرعية، فإن ملحقات المحولات يقدم خط الإنتاج حلولاً تكميلية، بما في ذلك البطانات متوسطة الجهد ومفاتيح كسر الحمل. من خلال الشراكة مع شركة مصنعة ذات توجه هندسي، فإنك تتخلص من الثغرات في المواصفات وتمنع التأخيرات المكلفة في المشروع. اتصل بشركة ZeeyiElec اليوم مع الرسومات الفنية ومتطلبات وثائق التصدير الخاصة بك، وسيقدم فريقنا عرض أسعار مخصصًا مصممًا خصيصًا لواقع شبكتك التشغيلي.
الأسئلة المتداولة
هل يمكنك إعادة استخدام أنبوب الانكماش البارد إذا تم وضعه بشكل غير صحيح؟
لا يمكن إعادة استخدام أنبوب الانكماش البارد بشكل عام بمجرد إزالة القلب الحلزوني الداخلي، حيث أن مطاط السيليكون عالي الهندسة قد انهار بشكل دائم على هيكل الكابل الأساسي. وتعد المحاذاة السليمة قبل سحب القلب ضرورية للغاية لتجنب تخريد مجموعة الملحقات من 15 كيلو فولت إلى 35 كيلو فولت بالكامل، لأن محاولة تمديد المادة مرة أخرى للخارج ستؤدي حتمًا إلى تمزيق المصطك الداخلي لتخفيف الضغط.
ما هي المدة التي تدوم فيها وصلة الانكماش البارد إذا تم تركيبها بشكل صحيح؟
عند تركيبها بشكل صحيح في ظل ظروف شبكة التوزيع القياسية، عادةً ما يوفر إنهاء الانكماش البارد عمر خدمة موثوق به للغاية يمتد من 25 إلى 30 عامًا. ومع ذلك، فإن هذه المدة المتوقعة تعتمد بشكل كبير على جودة التنفيذ، ويمكن أن يؤدي التعرض لفترات طويلة للبيئات القاسية أو التلوث الصناعي الشديد إلى تقصير هذا العمر التشغيلي بشكل كبير إذا لم يتم تخفيفه بشكل صحيح.
ما هو نطاق درجة الحرارة المقبول لتركيب ملحقات الانكماش البارد؟
إن ملحقات الانكماش البارد متعددة الاستخدامات للغاية ويمكن تركيبها عادةً في درجات حرارة محيطة تتراوح من -20 درجة مئوية إلى 50 درجة مئوية دون الحاجة إلى مصادر حرارة خارجية. ومع ذلك، يصبح التنفيذ الميداني أكثر صعوبة بشكل ملحوظ عندما تنخفض درجات الحرارة المحيطة ≤ 0 درجة مئوية، حيث تصبح السترة الخارجية للكابل والعزل الأساسي أكثر صلابة، بينما تتطلب الحرارة الشديدة معالجة دقيقة للمواد البلاستيكية التي تملأ الفراغات لمنعها من الذوبان.
هل تحتاج وصلات الانكماش البارد إلى حرارة أو أدوات خاصة؟
على عكس بدائل الانكماش الحراري التي تستلزم معدات تسخين متخصصة، لا تتطلب وصلات الانكماش البارد شعلة غاز أو مسدس حراري كهربائي أو تصاريح عمل ساخنة خاصة بالموقع أثناء مرحلة النشر. فهي تعتمد كليًا على الذاكرة الميكانيكية للمادة المطاطية الممددة مسبقًا التي تتقلص بإحكام على الكابل المعد، مما يجعلها مناسبة بشكل استثنائي للأماكن الضيقة أو البيئات القابلة للانفجار.
كيف تمنع الرطوبة من دخول الرطوبة إلى وصلة الانكماش البارد؟
يتم منع دخول الرطوبة بفعالية من خلال التطبيق الدقيق للمواد المانعة للتسرب المصطكي المتوفرة في واجهات غلاف الكابل وضمان التداخل المناسب والدقيق الأبعاد لأنابيب الانكماش البارد. يعد تنظيف غلاف الكابل وتجفيفه تمامًا باستخدام مذيبات معتمدة وسريعة التبخير قبل التجميع خطوة إلزامية لضمان وجود حاجز محكم موثوق به ضد الرطوبة الجوية.
يويو شي
تكتب يويو شي في ZeeyiElec، مع التركيز على ملحقات الجهد المتوسط ومكونات المحولات وحلول ملحقات الكابلات. تغطي مقالاتها تطبيقات المنتجات، والأساسيات التقنية، ورؤى المصادر للمشترين العالميين في مجال الصناعات الكهربائية.