Os acessórios para cabos de média tensão - terminações e juntas que vão de 6,6 kV a 33 kV - representam pontos de junção críticos em que a qualidade da instalação determina diretamente a confiabilidade do sistema. Os dados de campo mostram consistentemente que a seleção adequada de acessórios é responsável por apenas parte da equação de confiabilidade. A execução durante a instalação tem peso igual ou maior.
Essa lista de verificação de controle de qualidade abrange a verificação pré-instalação, a preparação do cabo, os protocolos de inspeção específicos da tecnologia para terminações de contração a frio e juntas de contração térmica e os testes elétricos pós-instalação. Seja no comissionamento de uma terminação de 15 kV em um painel de distribuição de subestação ou na inspeção de uma emenda subterrânea em um banco de dutos, esses pontos de verificação ajudam a identificar defeitos antes da energização - quando a correção continua sendo prática e econômica.
Por que o controle de qualidade da instalação evita a maioria das falhas de acessórios de VM
A verdade incômoda dos registros de manutenção das concessionárias: aproximadamente 70-80% das falhas de acessórios de cabos de média tensão são originadas de defeitos de instalação, não de problemas de fabricação. Uma terminação premium instalada de forma inadequada falhará mais cedo do que um produto padrão instalado com atenção meticulosa.
O mecanismo de falha segue uma cadeia previsível. A contaminação introduzida durante a preparação do cabo - partículas de poeira, películas de umidade, óleos da pele ou resíduos de semicondutores - cria concentrações de tensão localizadas na interface do isolamento. Esses locais de contaminação tornam-se pontos de início de descarga parcial quando o acessório é energizado. A atividade inicial de DP pode ser medida abaixo dos limites de detecção, mas a erosão progressiva continua durante meses ou anos até que ocorra um colapso catastrófico.
Três parâmetros críticos de instalação causam a maioria das falhas:
Qualidade da preparação da interface - A contaminação da superfície com mais de 10 μg/cm² de resíduos iônicos cria caminhos condutores ao longo das interfaces de controle de tensão. Mesmo partículas microscópicas invisíveis durante a inspeção visual geram distorção de campo suficiente para iniciar a DP na tensão operacional.
Precisão dimensional - Os comprimentos de remoção da tela do semicondutor devem corresponder às especificações do fabricante em ±2 mm. O corte excessivo cria zonas de isolamento sem blindagem, onde a tensão elétrica tangencial causa o rastreamento da superfície. O corte insuficiente impede o posicionamento adequado do cone de tensão.
Integridade da compressão - Os acessórios de encolhimento a frio e de encolhimento térmico dependem da pressão radial contínua (normalmente de 0,2 a 0,6 MPa) contra os componentes do cabo. Essa pressão elimina os espaços de ar interfaciais e garante a vedação contra umidade de acordo com a classificação IP68.
O argumento econômico para um QC rigoroso é evidente. Uma falha de terminação relacionada à contaminação em um alimentador de distribuição de 22kV gera custos de resposta de emergência, materiais de substituição a 3-5 vezes o custo original de instalação, penalidades de interrupção de serviço ao cliente e avaliação de danos colaterais. Contra isso, a execução adequada do CQ acrescenta talvez 20 a 30 minutos por acessório - um extraordinário retorno sobre o investimento.
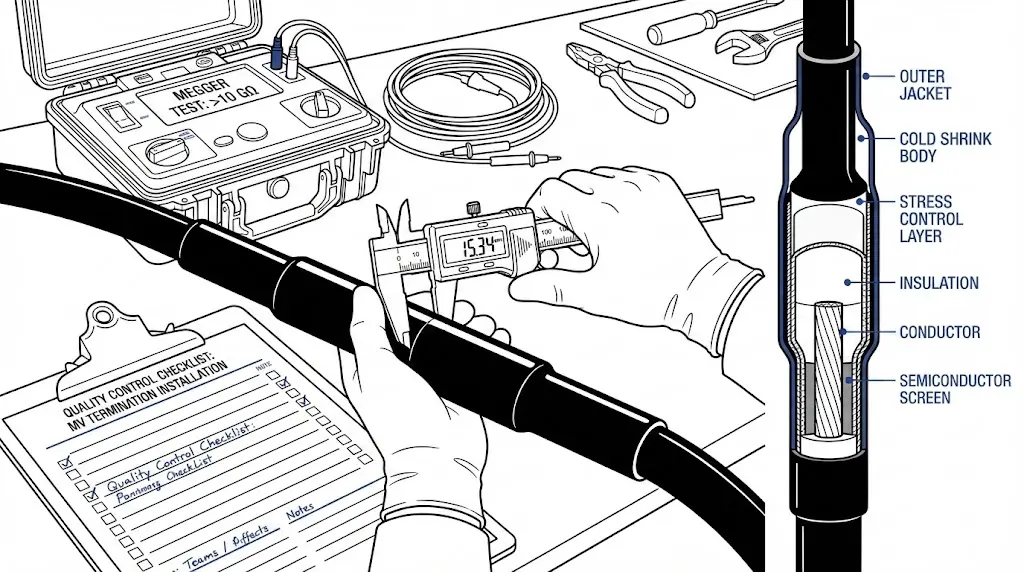
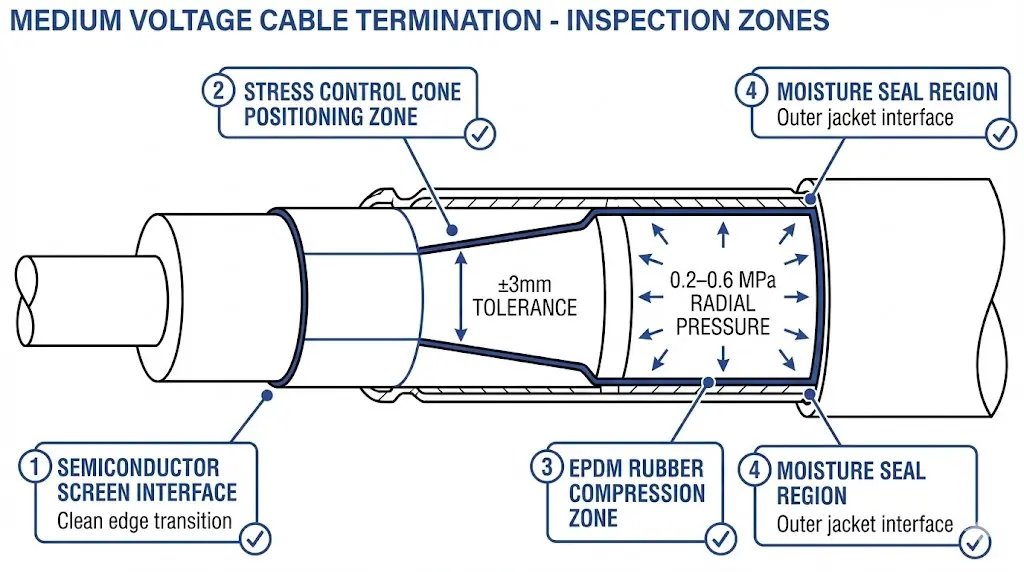
Figura 1. Seção transversal da terminação de média tensão destacando as zonas de inspeção de qualidade crítica: interface da tela do semicondutor, posicionamento do cone de tensão (tolerância de ±3 mm), zona de compressão de EPDM (0,2-0,6 MPa) e região de vedação contra umidade.
[Percepção do especialista: padrões de falha de campo]
As instalações costeiras enfrentam contaminação por sal; os locais industriais enfrentam poeira condutiva; os cofres subterrâneos acumulam umidade - cada ambiente exige um controle de contaminação personalizado
As falhas normalmente se manifestam de 18 a 36 meses após a instalação, bem depois da verificação da garantia, mas diretamente rastreáveis às condições de instalação
O ciclo térmico entre 20°C e 90°C de temperatura do condutor acelera a degradação nos locais de defeitos de instalação, reduzindo potencialmente a vida útil de mais de 30 anos para menos de 5 anos
Lista de verificação de pré-instalação
O controle de qualidade começa antes de o acessório de cabo sair do armazenamento. A inspeção de recebimento de material detecta defeitos quando a substituição continua sendo simples.
Inspeção de entrada de material:
Item de controle
Critérios de aceitação
Rejeitar se
Lacre da embalagem
Intacto, sem evidência de umidade
Rasgado, manchas de umidade visíveis
Componentes de silicone/EPDM
Sem deformações, cortes ou vincos
Marcas de compressão permanentes
Tubos termorretráteis
Diâmetro uniforme em toda a extensão
Pré-encolhimento parcial evidente
Instruções
Presente, classe de tensão correta
Classificação ausente ou incorreta
Prazo de validade
Dentro do prazo de validade
Adesivos após 24 meses
Verificação de prontidão ambiental:
O ambiente de instalação afeta diretamente o desempenho do acessório. Verifique se a temperatura ambiente está entre 5°C e 35°C - os componentes de borracha do EPDM sofrem deformação permanente fora dessa faixa. A umidade deve permanecer abaixo de 75% RH; acima desse limite, o risco de condensação aumenta substancialmente. A temperatura da superfície do cabo deve exceder o ponto de orvalho em pelo menos 3°C.
O controle de contaminação é mais importante do que os instaladores normalmente reconhecem. Estabeleça uma zona de trabalho limpa. Remova as partículas metálicas de esmerilhamento ou soldagem próximos. Proteja a área de trabalho da poeira soprada pelo vento. Em ambientes costeiros, mesmo uma breve exposição durante a preparação do cabo cria uma contaminação salina invisível aos olhos, mas detectável durante o teste de DP semanas depois.
Pontos de controle de qualidade da preparação do cabo
A preparação do cabo determina o sucesso da instalação. Erros dimensionais e contaminação da superfície nesse estágio se propagam em defeitos permanentes.
Requisitos dimensionais:
Classe de tensão
Corte de tela
Exposição do isolamento
Tolerância
6,6kV-11kV
20-25 mm
Por folha de dados do acessório
±2 mm
15kV-22kV
25-30 mm
Por folha de dados do acessório
±2 mm
33kV
30-40 mm
Por folha de dados do acessório
±2 mm
Use réguas e calibradores de aço - a estimativa causa erros. Marque as dimensões antes de cortar. Verifique novamente as medidas antes de prosseguir com a remoção do semicondutor.
Remoção da camada semicondutora:
A tela semicondutora, com resistividade de superfície normalmente de 10³-10⁶ Ω/quadrado, deve ser completamente removida da zona de exposição do isolamento e, ao mesmo tempo, manter contato íntimo com os elementos de controle de tensão na transição. Esse equilíbrio exige uma técnica cuidadosa.
Marque a camada semicondutora circunferencialmente no ponto de corte usando a ferramenta recomendada pelo fabricante do cabo. Evite fazer cortes mais profundos do que 0,1 mm no isolamento de XLPE - cortes mais profundos criam pontos de concentração de tensão. Remova completamente o material semicondutor; os resíduos criam caminhos condutores ao longo da interface de controle de tensão.
Preparação da superfície do isolamento:
Limpe a superfície exposta do XLPE com um pano que não solte fiapos e um solvente aprovado pelo fabricante. Faça o teste do pano branco: limpe a superfície com um pano branco limpo e verifique se há descoloração. Qualquer contaminação visível requer limpeza adicional.
O tempo é importante. A janela de exposição máxima entre a limpeza e a instalação do acessório não deve exceder 30 minutos em condições normais, menos em ambientes empoeirados ou úmidos.
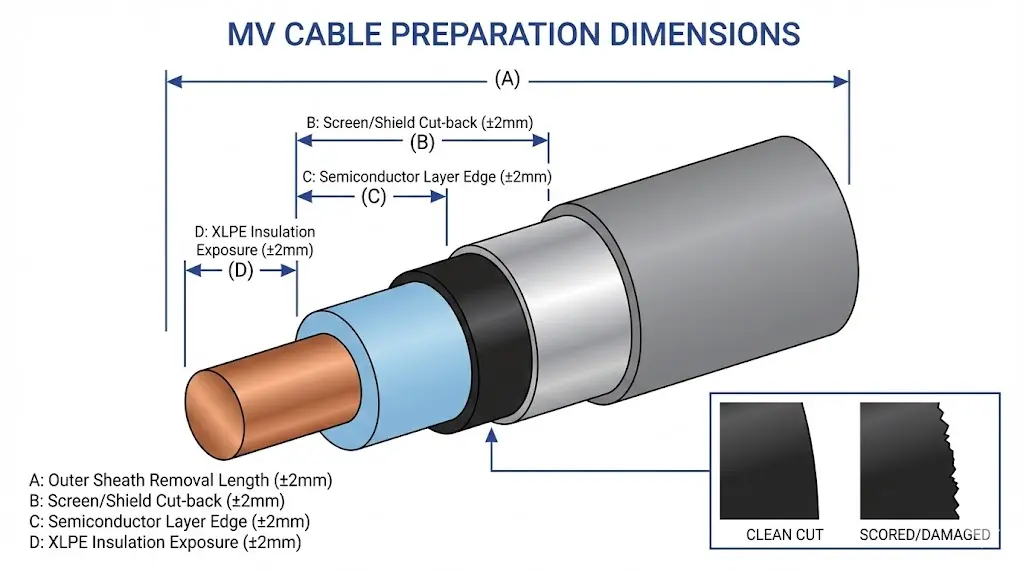
Figura 2. Requisitos dimensionais de preparação do cabo para a instalação de acessórios de média tensão, mostrando as medidas críticas de A a D com tolerâncias de ±2 mm nas zonas de exposição do isolamento e de corte da tela do semicondutor.
Protocolo de inspeção de instalação de encolhimento a frio
A tecnologia de encolhimento a frio se baseia em tubos de borracha EPDM ou silicone pré-expandidos que se contraem no cabo quando o núcleo de suporte é removido. O sucesso da instalação depende do dimensionamento adequado, do posicionamento e da técnica de remoção do núcleo.
Verificação de componentes antes da instalação:
Confirme se o diâmetro interno do tubo corresponde ao diâmetro externo do cabo dentro da faixa especificada - normalmente permitindo o alongamento de 15-25%. Verifique se os elementos de controle de tensão estão orientados corretamente. Verifique se as tiras de mastique selante estão presentes e flexíveis.
Pontos de verificação da sequência de instalação:
Etapa
Ponto de controle de QC
Critérios de aprovação
1
Posicionamento do cone de estresse
Centrado na borda do semicondutor ±3 mm
2
Alinhamento do tubo
Concêntrico com o eixo do cabo
3
Início da remoção do núcleo
Começa um desenrolamento suave e contínuo
4
Conclusão da remoção do núcleo
Extração total sem distorção do tubo
5
Inspeção de interface
Sem espaços de ar, rugas ou sulcos visíveis
Avaliação da técnica de remoção de núcleo:
Remova o núcleo de suporte usando uma rotação estável e contínua. A extração brusca ou interrompida causa distorção do tubo e possível formação de vazios de ar. O tubo deve se desprender suavemente sobre a superfície do cabo.
Teste tátil pós-instalação:
Passe um dedo com luva ao longo da superfície do tubo de contração a frio. Qualquer descontinuidade, crista ou ponto macio indica um possível vazio na interface que requer investigação antes da energização. A borracha EPDM requer compressão radial mínima de 0,3 MPa para atingir a vedação nominal contra umidade - compressão insuficiente permite a entrada de umidade que degrada a resistência do isolamento dentro de 18 a 24 meses.
ZeeyiElec's acessórios para cabos de contração a frio incluem guias de instalação com pontos de verificação de controle de qualidade específicos para cada classe de tensão e faixa de diâmetro de cabo.
Protocolo de inspeção de instalação de encolhimento térmico
Os acessórios termorretráteis dependem da ativação térmica controlada para obter a recuperação adequada e a formação da vedação adesiva. O gerenciamento da temperatura determina o sucesso.
Verificação de equipamentos de aquecimento:
Confirme se o tipo de maçarico corresponde aos requisitos do fabricante - o gás propano, butano ou pistola de ar quente produzem perfis de calor diferentes. Verifique se o suprimento de combustível é adequado para a instalação completa. Indicadores de temperatura (termômetro infravermelho ou lápis de calor) devem estar disponíveis.
Parâmetros de controle de temperatura:
Tipo de material
Temperatura mínima de encolhimento
Faixa ideal
Temperatura máxima segura
Poliolefina reticulada
90°C
110-120°C
150°C
Tubos revestidos com adesivo
100°C
120-130°C
160°C
Aplique calor usando o padrão especificado pelo fabricante - geralmente centralizado para terminações e de ponta a ponta para juntas. Mantenha uma distância consistente da tocha. Fique atento a esses indicadores:
Sinais de subaquecimento: Recuperação incompleta, o tubo não se adapta firmemente aos contornos do cabo, o adesivo permanece sem expressão nas extremidades do tubo.
Sinais de superaquecimento: Descoloração, bolhas na superfície, fragilização do material, carbonização do adesivo.
Recuperação do encolhimento e verificação do selo:
O tubo completo deve se ajustar firmemente sem lacunas ou pontes visíveis. O aperto visível do adesivo nas extremidades do tubo confirma a formação adequada da vedação - a ausência desse cordão indica possível aquecimento incompleto, apesar da aparência visual aceitável do corpo do tubo.
Produtos termoencolhíveis da ZeeyiElec acessórios para cabos termorretráteis A linha inclui etiquetas indicadoras de temperatura para verificação em campo.
[Percepção do especialista: observações de campo sobre encolhimento térmico]
A temperatura ambiente abaixo de 10°C aumenta significativamente os requisitos de tempo de aquecimento - pré-aqueça a superfície do cabo antes de aplicar os tubos termorretráteis em condições frias
O vento cria um aquecimento desigual; proteja a área de trabalho ou ajuste a técnica para compensar
Os padrões de fluxo de adesivo indicam a qualidade do aquecimento melhor do que apenas a aparência da superfície
Requisitos de teste elétrico pós-instalação
Os testes elétricos fornecem uma verificação objetiva de que a qualidade da instalação atende aos requisitos operacionais. Esses testes detectam defeitos invisíveis à inspeção visual.
Protocolo de teste de resistência de isolamento:
Aplique a tensão de teste CC apropriada à classe de tensão do sistema. Registre as leituras em 1 minuto para avaliação de aceitação; estenda para 10 minutos para cálculo do índice de polarização se estiver avaliando cabos envelhecidos.
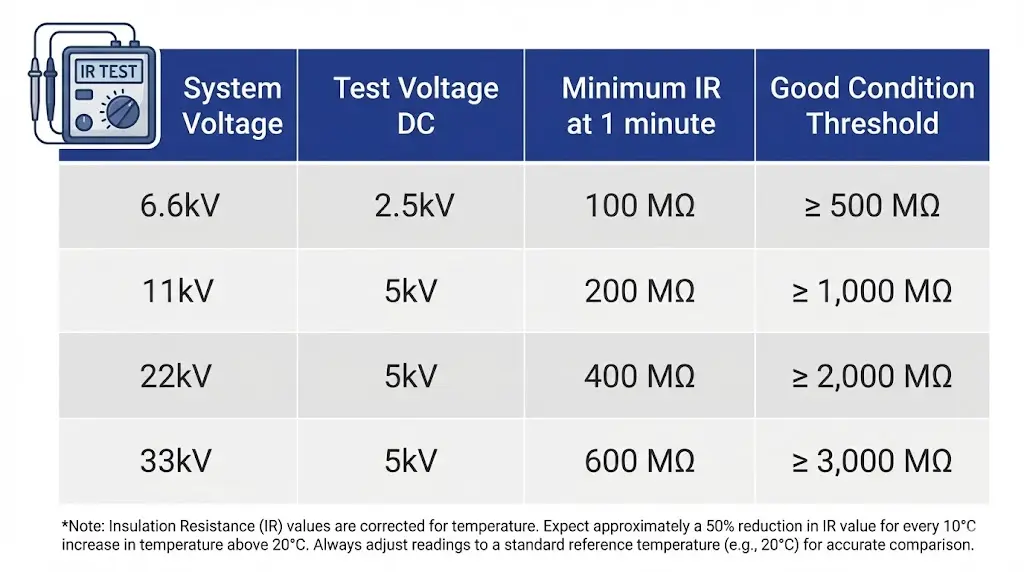
Figura 3. Parâmetros de teste de resistência de isolamento por classe de tensão do sistema mostrando a seleção da tensão de teste CC e os valores mínimos aceitáveis de IR na leitura de 1 minuto com notas de correção de temperatura.
Tensão do sistema
Tensão de teste (CC)
IR mínimo (1 min)
Bom estado
6,6kV
2,500 V
100 MΩ
>1.000 MΩ
11kV
5,000 V
200 MΩ
>2.000 MΩ
22kV
5,000 V
400 MΩ
>5.000 MΩ
33kV
5,000 V
500 MΩ
>5.000 MΩ
A temperatura afeta significativamente as leituras. Aplique fatores de correção: redução de aproximadamente 50% no IV por aumento de 10°C acima da linha de base de referência de 20°C.
Medição de descarga parcial:
Os detectores de DP portáteis em campo com sensibilidade abaixo de 5 pC podem identificar defeitos de instalação antes da energização. De acordo com o IEEE 48-2020, as terminações instaladas em campo devem demonstrar níveis de DP abaixo de 5 pC a 1,5 × U₀. Leituras superiores a 10 pC justificam investigação e possível reinstalação.
Considerações sobre resistência a alta tensão:
O teste de resistência CC em cabos XLPE continua controverso - cargas presas podem criar pontos de estresse que promovem falhas futuras. Muitas empresas de serviços públicos agora preferem testes de CA VLF (frequência muito baixa) a 0,01-0,1 Hz para comissionamento em campo, de acordo com a orientação do IEEE 400-2012. As tensões de teste normalmente atingem 3 × U₀ durante 15 a 30 minutos.
Defeitos comuns de instalação e prevenção
A experiência de campo em diversos ambientes de instalação revela padrões consistentes de defeitos. A compreensão das causas permite a prevenção.
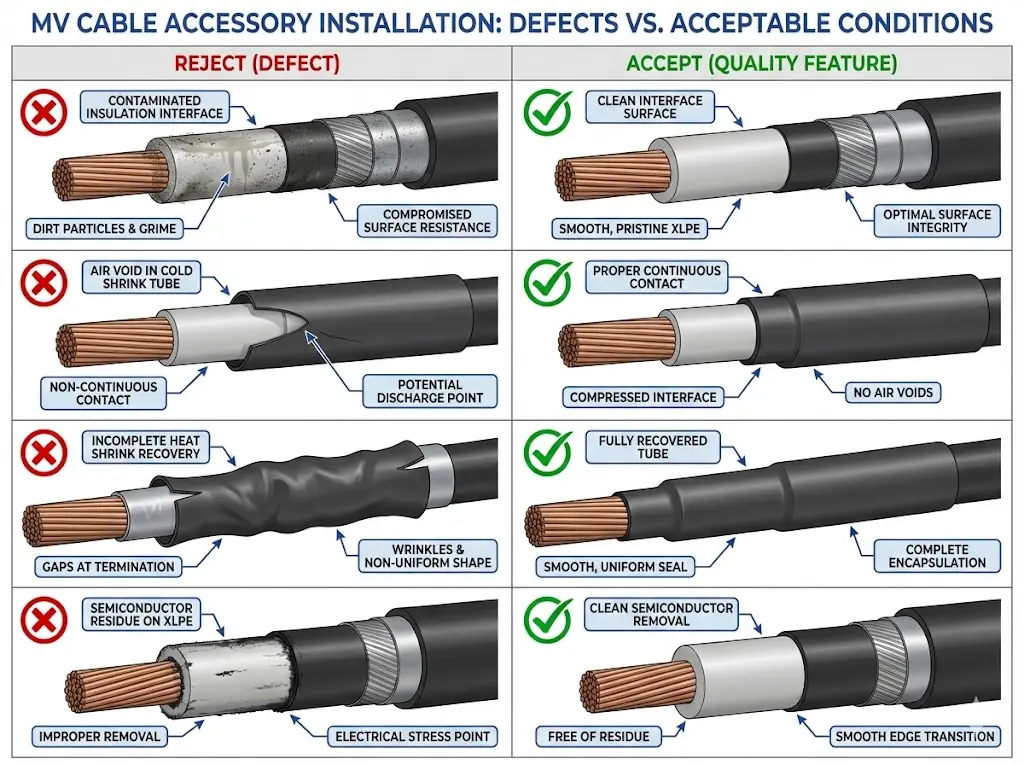
Figura 4. Guia de identificação de defeitos de instalação comparando condições de rejeição (contaminação, vazios de ar, encolhimento incompleto, resíduos de semicondutores) com qualidade de instalação aceitável para acessórios de cabos de média tensão.
Tipo de defeito
Causa principal
Prevenção
Método de detecção
Contaminação da interface
Limpeza inadequada, exposição à poeira
Disciplina de zona limpa, montagem imediata
Teste de DP, visual se for grave
Resíduos de semicondutores
Remoção incompleta, técnica incorreta
Ferramentas adequadas, inspeção pré-montagem
Anomalia visual, IR
Vazios de ar (contração a frio)
Tubo subdimensionado, remoção de núcleo irregular
Dimensionamento correto, extração estável
Teste PD, inspeção tátil
Encolhimento incompleto (encolhimento por calor)
Aquecimento insuficiente, padrão errado
Monitoramento de temperatura, técnica correta
Verificação visual e dimensional
Danos no isolamento
Pontuação muito profunda, manuseio de danos
Ferramentas adequadas, suporte para cabos
Anomalia no teste visual e de infravermelho
Dimensões incorretas
Erro de medição, folha de dados incorreta
Verifique novamente, use guias de corte
Verificação da pré-montagem
A documentação de todas as inspeções cria rastreabilidade para conformidade com a garantia e fornece dados de base para futuras avaliações de manutenção.
Garanta a confiabilidade a longo prazo com acessórios MV de qualidade
O controle de qualidade da instalação transforma os acessórios para cabos de possíveis pontos de falha em componentes confiáveis do sistema. A abordagem de lista de verificação - verificação sistemática em cada estágio crítico - reduz as falhas de comissionamento em aproximadamente 35% em comparação com os métodos de inspeção informais.
Acessórios de qualidade contribuem para o sucesso da instalação. Os produtos projetados com tolerâncias dimensionais adequadas, guias de posicionamento claramente marcados e documentação de instalação abrangente reduzem os erros de mão de obra.
ZeeyiElec's acessórios para cabos A linha inclui guias de instalação detalhados, documentação de pontos de verificação de controle de qualidade e suporte técnico para instalações complexas em aplicações de 6,6kV a 33kV.
Faça o download da lista de verificação completa de 45 pontos do QC para uso em campo, ou entre em contato com nossa equipe técnica para obter orientação sobre a instalação em aplicações específicas.
Perguntas frequentes
P: Qual é a causa mais comum de falha do acessório de cabo MV após a instalação?
R: A contaminação da interface durante a preparação do cabo causa a maior parte das falhas - partículas tão pequenas quanto 50 μm criam locais de início de descarga parcial que corroem progressivamente o isolamento ao longo de 18 a 36 meses, até que ocorra a quebra completa.
P: Quanto tempo depois da instalação deve ser realizado o teste elétrico?
R: A resistência do isolamento e o teste de descarga parcial devem ocorrer imediatamente após a conclusão da instalação e antes do preenchimento ou fechamento do compartimento, com testes de acompanhamento recomendados dentro de 30 dias da energização inicial para estabelecer valores de linha de base.
P: Qual faixa de temperatura ambiente é aceitável para a instalação de acessórios de contração a frio?
R: A maioria dos fabricantes especifica de 5°C a 35°C para a instalação de encolhimento a frio; abaixo dessa faixa, a borracha EPDM enrijece e pode não atingir a compressão adequada, enquanto acima de 35°C o tubo pré-esticado pode começar a relaxar antes que o posicionamento seja concluído.
P: Como posso verificar o aquecimento adequado durante a instalação do termorretrátil sem um termômetro infravermelho?
R: Giz de cera indicador de temperatura ou etiquetas aplicadas à superfície do tubo fornecem uma indicação confiável - a marca do giz de cera muda de cor ou a etiqueta se transforma quando a temperatura-alvo é atingida, confirmando a ativação adequada do adesivo.
P: Qual valor de índice de polarização indica contaminação por umidade em um acessório recém-instalado?
R: Valores de índice de polarização abaixo de 1,5 (calculados como a leitura de IR de 10 minutos dividida pela leitura de 1 minuto) sugerem a presença de umidade ou isolamento severamente degradado; acessórios recém-instalados em boas condições normalmente apresentam valores de PI entre 2,0 e 4,0.
P: O teste de descarga parcial deve ser realizado em todas as instalações de acessórios de média tensão?
R: Embora o teste de DP forneça a verificação de qualidade mais definitiva, ele requer equipamento especializado nem sempre disponível em condições de campo; no mínimo, realize o teste de DP em circuitos críticos, no trabalho de instaladores iniciantes e em qualquer instalação em que a inspeção visual revele possíveis preocupações.
P: Por quanto tempo as superfícies dos cabos devem ficar expostas entre a limpeza e a instalação dos acessórios?
R: O tempo máximo de exposição não deve exceder 30 minutos em condições normais; em ambientes empoeirados, úmidos ou contaminados, reduza esse tempo para 15 minutos ou menos e limpe novamente se houver atrasos.
yoyo shi
Yoyo Shi escreve para a ZeeyiElec, com foco em acessórios de média tensão, componentes de transformadores e soluções de acessórios para cabos. Seus artigos abrangem aplicações de produtos, fundamentos técnicos e percepções de sourcing para compradores do setor elétrico global.