मध्यम वोल्टेज केबल सहायक उपकरण—6.6kV से 33kV तक के टर्मिनेशन और जॉइंट्स—वे महत्वपूर्ण जंक्शन बिंदु हैं जहाँ इंस्टॉलेशन की गुणवत्ता सीधे सिस्टम की विश्वसनीयता निर्धारित करती है। फील्ड डेटा लगातार दिखाता है कि उचित सहायक उपकरण का चयन विश्वसनीयता समीकरण का केवल एक हिस्सा है। इंस्टॉलेशन के दौरान निष्पादन का महत्व उतना ही या उससे भी अधिक होता है।.
यह गुणवत्ता नियंत्रण चेकलिस्ट पूर्व-स्थापना सत्यापन, केबल तैयारी, कोल्ड श्रिंक टर्मिनेशन और हीट श्रिंक जॉइंट्स दोनों के लिए तकनीक-विशिष्ट निरीक्षण प्रोटोकॉल, और स्थापना के बाद विद्युत परीक्षण को कवर करती है। चाहे सबस्टेशन स्विचगियर में 15 kV टर्मिनेशन का कमीशनिंग हो या डक्ट बैंक में भूमिगत स्प्लाइस का निरीक्षण, ये चेकपॉइंट ऊर्जा प्रदान करने से पहले दोषों की पहचान करने में मदद करते हैं—जब सुधार व्यावहारिक और आर्थिक रूप से संभव होता है।.
स्थापना गुणवत्ता नियंत्रण अधिकांश एमवी सहायक उपकरणों की विफलताओं को क्यों रोकता है
उपयोगिता रखरखाव रिकॉर्ड से सामने आई असहज सच्चाई: लगभग 70–80% एमवी केबल सहायक उपकरण की विफलताएँ स्थापना दोषों से उत्पन्न होती हैं, निर्माण संबंधी समस्याओं से नहीं। एक प्रीमियम टर्मिनेशन को गलत तरीके से स्थापित करने पर वह सावधानीपूर्वक स्थापित किए गए मानक उत्पाद की तुलना में जल्दी विफल हो जाएगा।.
विफलता तंत्र एक पूर्वानुमेय श्रृंखला का अनुसरण करता है। केबल तैयारी के दौरान प्रवेशित संदूषण—धूल के कण, नमी की परतें, त्वचा के तेल या अर्धचालक अवशेष—इन्सुलेशन इंटरफ़ेस पर स्थानीय तनाव एकाग्रताएँ उत्पन्न करता है। ये संदूषण स्थल सहायक उपकरण को विद्युत्-संचालित करने पर आंशिक निर्वहन आरंभ बिंदु बन जाते हैं। प्रारंभिक आंशिक निर्वहन गतिविधि पता लगाने की सीमा से नीचे मापी जा सकती है, लेकिन महीनों या वर्षों तक प्रगतिशील क्षरण जारी रहता है जब तक कि विनाशकारी विफलता न हो जाए।.
तीन महत्वपूर्ण इंस्टॉलेशन पैरामीटर अधिकांश विफलताओं का कारण बनते हैं:
इंटरफ़ेस तैयारी गुणवत्ता — आयनिक अवशेषों की 10 μg/cm² से अधिक सतही संदूषण तनाव नियंत्रण इंटरफेस पर चालक मार्ग बनाता है। दृश्य निरीक्षण के दौरान अदृश्य सूक्ष्म कण भी परिचालन वोल्टेज पर PD आरंभ करने के लिए पर्याप्त क्षेत्र विकृति उत्पन्न करते हैं।.
आयामी सटीकता — सेमीकंडक्टर स्क्रीन हटाने की लंबाई निर्माता विनिर्देशों के ±2 मिमी के भीतर होनी चाहिए। अत्यधिक कटबैक से बिना आवरण वाले इन्सुलेशन क्षेत्र बनते हैं जहाँ स्पर्शजनीय विद्युत तनाव सतही ट्रैकिंग का कारण बनता है। अपर्याप्त कटबैक उचित तनाव शंकु की स्थिति निर्धारण को रोकता है।.
संपीड़न अखंडता कोल्ड श्रिंक और हीट श्रिंक एक्सेसरीज़ केबल घटकों पर निरंतर रेडियल दबाव (आमतौर पर 0.2–0.6 MPa) पर निर्भर करती हैं। यह दबाव इंटरफेसियल वायु अंतरालों को समाप्त करता है और IP68 रेटिंग के अनुसार नमी सीलिंग सुनिश्चित करता है।.
कठोर गुणवत्ता नियंत्रण (QC) का आर्थिक औचित्य स्पष्ट है। 22kV वितरण फीडर पर संदूषण-संबंधी समाप्ति विफलता आपातकालीन प्रतिक्रिया लागत, मूल स्थापना लागत के 3–5 गुना पर प्रतिस्थापन सामग्री, ग्राहक आउटेज दंड और सहवर्ती क्षति मूल्यांकन उत्पन्न करती है। इसके विपरीत, उचित QC निष्पादन से प्रति सहायक उपकरण लगभग 20–30 मिनट का अतिरिक्त समय लगता है—जो निवेश पर असाधारण प्रतिफल है।.
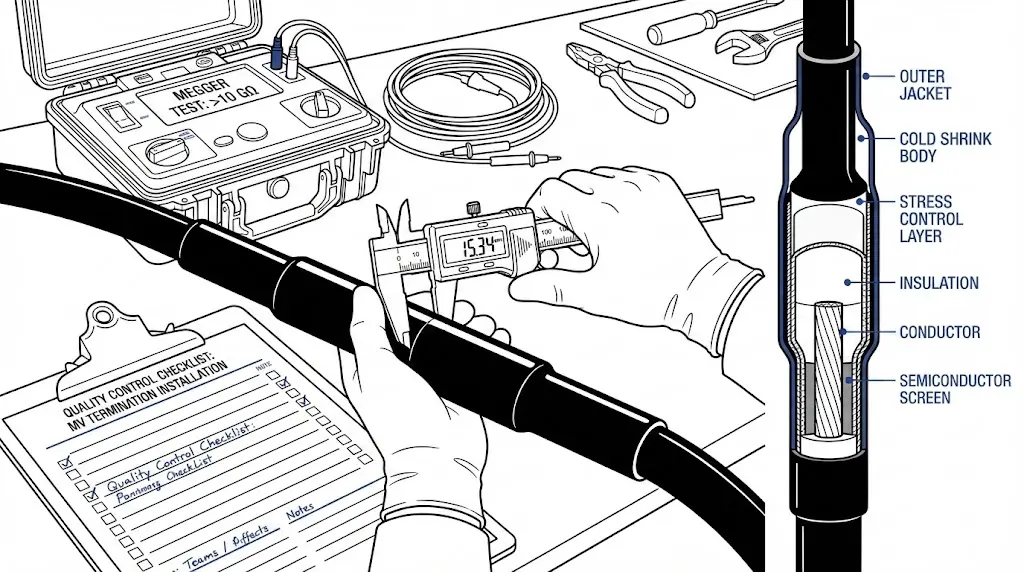
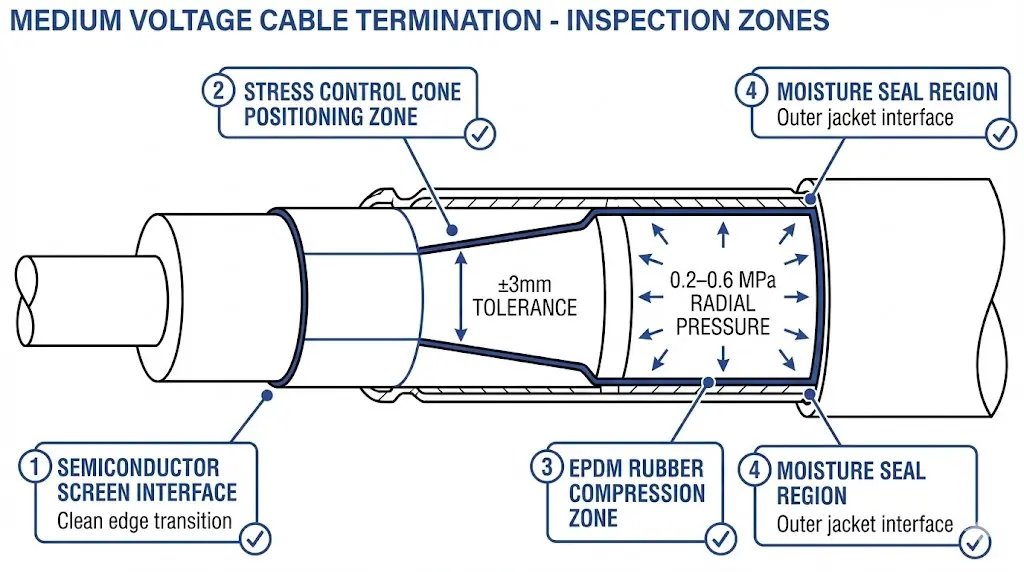
चित्र 1. मध्यम वोल्टेज टर्मिनेशन का क्रॉस-सेक्शन जो गुणवत्ता-आवश्यक निरीक्षण क्षेत्रों को उजागर करता है: सेमीकंडक्टर स्क्रीन इंटरफ़ेस, तनाव शंकु की स्थिति (±3 मिमी सहनशीलता), EPDM संपीड़न क्षेत्र (0.2–0.6 MPa), और नमी सील क्षेत्र।.
[विशेषज्ञ की अंतर्दृष्टि: क्षेत्रीय विफलता पैटर्न]
तटीय प्रतिष्ठान नमक संदूषण का सामना करते हैं; औद्योगिक स्थल चालक धूल से जूझते हैं; भूमिगत तिजोरियों में नमी जमा हो जाती है—प्रत्येक वातावरण के लिए अनुकूलित संदूषण नियंत्रण आवश्यक है।
विफलताएँ आमतौर पर स्थापना के 18–36 महीने बाद प्रकट होती हैं, जो वारंटी सत्यापन के काफी बाद होता है, लेकिन सीधे स्थापना की परिस्थितियों से जुड़ी होती हैं।
20°C और 90°C के बीच चालक तापमान का थर्मल साइक्लिंग इंस्टॉलेशन दोष स्थलों पर क्षरण को तेज करता है, जिससे सेवा जीवन 30+ वर्षों से घटकर 5 वर्षों से भी कम हो सकता है।
स्थापना-पूर्व सत्यापन चेकलिस्ट
गुणवत्ता नियंत्रण तब शुरू होता है जब केबल सहायक उपकरण भंडारण से निकलता है। सामग्री प्राप्ति निरीक्षण दोषों का पता लगाता है जब प्रतिस्थापन सरल रहता है।.
आगमन सामग्री निरीक्षण:
निरीक्षण वस्तु
स्वीकृति मानदंड
यदि अस्वीकार करें
पैकेज सील
अक्षुण्ण, नमी का कोई प्रमाण नहीं
फाड़ा हुआ, गीला दाग दिखाई दे रहा है।
सिलिकॉन/ईपीडीएम घटक
कोई विकृति, कट या सिलवट नहीं
स्थायी संपीड़न के निशान
हीट श्रिंक ट्यूब
संपूर्ण लंबाई में एकसमान व्यास
आंशिक पूर्व-सिकुड़न स्पष्ट है।
निर्देश
वर्तमान, सही वोल्टेज वर्ग
अनुपस्थित या गलत रेटिंग
भंडारण अवधि
समाप्ति तिथि के भीतर
24 महीने से अधिक के चिपकने वाले पदार्थ
पर्यावरणीय तत्परता सत्यापन:
स्थापना वातावरण सीधे सहायक उपकरणों के प्रदर्शन को प्रभावित करता है। परिवेश का तापमान 5°C से 35°C के बीच होने की पुष्टि करें—EPDM रबर के घटक इस सीमा के बाहर स्थायी विकृति का शिकार हो जाते हैं। आर्द्रता 75% RH से कम रहनी चाहिए; इस सीमा से ऊपर संघनन का जोखिम काफी बढ़ जाता है। केबल की सतह का तापमान ओस बिंदु से कम से कम 3°C अधिक होना चाहिए।.
दूषण नियंत्रण की अहमियत इंस्टॉलर्स जितनी समझते हैं, उससे कहीं अधिक है। एक स्वच्छ कार्य क्षेत्र स्थापित करें। पास में हो रही ग्राइंडिंग या वेल्डिंग से धात्विक कण हटा दें। कार्य क्षेत्र को हवा से उड़ने वाली धूल से ढकें। तटीय वातावरण में, केबल की तैयारी के दौरान थोड़ी देर के लिए भी संपर्क होने पर आंखों को दिखाई न देने वाला लवण दूषण उत्पन्न हो जाता है, जिसे हफ्तों बाद PD परीक्षण के दौरान पता लगाया जा सकता है।.
केबल तैयारी गुणवत्ता जांच बिंदु
केबल की तैयारी स्थापना की सफलता का 60% निर्धारित करती है। इस चरण में आयामी त्रुटियाँ और सतह की संदूषण स्थायी दोषों में परिवर्तित हो जाती हैं।.
आयामी आवश्यकताएँ:
वोल्टेज वर्ग
स्क्रीन कट-बैक
इन्सुलेशन एक्सपोजर
सहिष्णुता
6.6kV–11kV
20–25 मिमी
प्रत्येक सहायक उपकरण की डेटाशीट के अनुसार
±2 मिमी
१५ केवी–२२ केवी
25–30 मिमी
प्रत्येक सहायक उपकरण की डेटाशीट के अनुसार
±2 मिमी
33kV
30–40 मिमी
प्रत्येक सहायक उपकरण की डेटाशीट के अनुसार
±2 मिमी
स्टील के रूलर और कैलिपर्स का उपयोग करें—अनुमान लगाने से त्रुटियाँ होती हैं। काटने से पहले आयाम चिह्नित करें। सेमीकंडक्टर हटाने की प्रक्रिया शुरू करने से पहले मापों की दोबारा जाँच करें।.
अर्धचालक परत हटाना:
सेमीकंडक्टर स्क्रीन, जिसकी सतही प्रतिरोधकता आमतौर पर 10³–10⁶ Ω/वर्ग होती है, को संक्रमण क्षेत्र में तनाव नियंत्रण तत्वों के साथ घनिष्ठ संपर्क बनाए रखते हुए इन्सुलेशन एक्सपोज़र क्षेत्र से पूरी तरह हटाया जाना चाहिए। इस संतुलन के लिए सावधानीपूर्वक तकनीक की आवश्यकता होती है।.
केबल निर्माता द्वारा अनुशंसित उपकरण का उपयोग करके कट-बैक बिंदु पर सेमीकंडक्टर परत को परिधीय रूप से स्कोर करें। XLPE इन्सुलेशन में 0.1 मिमी से अधिक गहरा स्कोर करने से बचें—गहरे कट तनाव एकाग्रता बिंदु बनाते हैं। सेमीकंडक्टर सामग्री को पूरी तरह हटा दें; अवशेष तनाव नियंत्रण इंटरफ़ेस पर चालक पथ बनाता है।.
इन्सुलेशन सतह की तैयारी:
खुली हुई XLPE सतह को लिंट-फ्री कपड़े और निर्माता द्वारा अनुमोदित सॉल्वेंट से साफ करें। सफेद कपड़े का परीक्षण करें: सतह को एक साफ सफेद कपड़े से पोंछें और रंग बदलने के लिए जांचें। कोई भी दृश्यमान संदूषण अतिरिक्त सफाई की आवश्यकता दर्शाता है।.
समय महत्वपूर्ण है। सामान्य परिस्थितियों में सफाई और सहायक उपकरणों की स्थापना के बीच अधिकतम एक्सपोजर विंडो 30 मिनट से अधिक नहीं होनी चाहिए; धूल भरे या आर्द्र वातावरण में यह अवधि कम होनी चाहिए।.
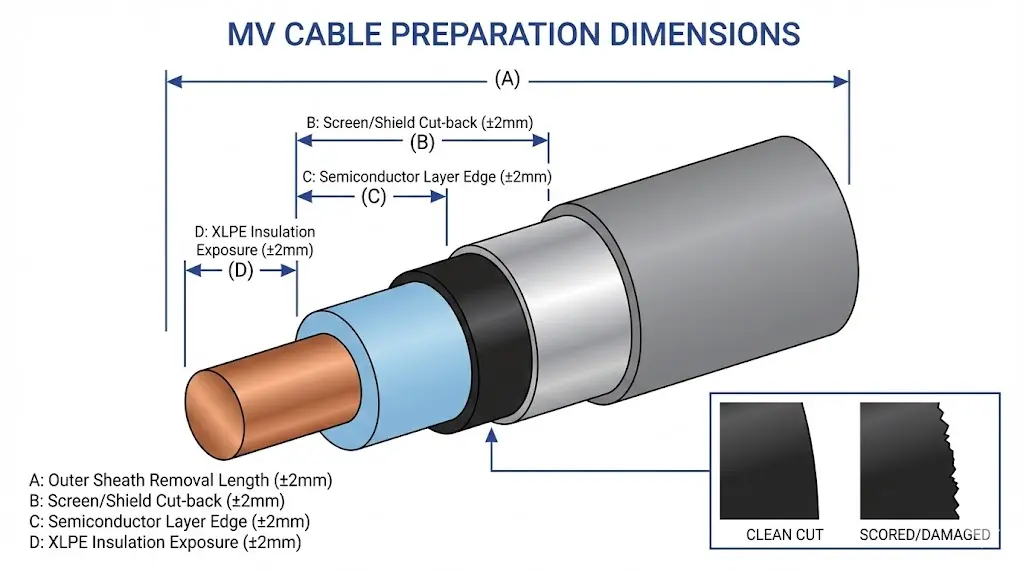
चित्र 2. एमवी एक्सेसरीज़ की स्थापना के लिए केबल तैयारी के आयामी आवश्यकताएँ, सेमीकंडक्टर स्क्रीन कट-बैक और इन्सुलेशन एक्सपोज़र ज़ोन में ±2 मिमी सहनशीलता के साथ महत्वपूर्ण माप A से D दिखाते हुए।.
कोल्ड श्रिंक स्थापना निरीक्षण प्रोटोकॉल
कोल्ड श्रिंक तकनीक पूर्व-विस्तारित EPDM या सिलिकॉन रबर ट्यूबों पर निर्भर करती है, जो सपोर्ट कोर हटाने पर केबल पर सिकुड़ जाती हैं। स्थापना की सफलता उचित आकार निर्धारण, उचित स्थिति निर्धारण और कोर हटाने की तकनीक पर निर्भर करती है।.
स्थापना-पूर्व घटक सत्यापन:
यह पुष्टि करें कि ट्यूब का आंतरिक व्यास निर्दिष्ट सीमा के भीतर केबल के बाहरी व्यास से मेल खाता है—आमतौर पर 15–25% तक की खिंचाव की अनुमति के साथ। यह सत्यापित करें कि तनाव नियंत्रण तत्व सही दिशा में उन्मुख हैं। यह जांचें कि मैस्टिक सीलेंट स्ट्रिप्स मौजूद हैं और लचीली हैं।.
स्थापना अनुक्रम जांच बिंदु:
चरण
गुणवत्ता नियंत्रण जांच बिंदु
पास मानदंड
1
तनाव शंकु की स्थिति निर्धारण
सेमीकंडक्टर के किनारे पर ±3 मिमी केंद्रित
2
ट्यूब संरेखण
केबल अक्ष के सह-केंद्रित
3
कोर हटाने की शुरुआत
सुगम, निरंतर खुलना शुरू होता है
4
कोर निष्कासन पूरा
बिना ट्यूब विकृति के पूर्ण निष्कर्षण
5
अंतरफलक निरीक्षण
कोई दिखाई देने वाली वायु अंतराल, झुर्रियाँ या उभार नहीं
कोर हटाने की तकनीक का मूल्यांकन:
स्थिर और निरंतर घुमाव का उपयोग करके सपोर्ट कोर निकालें। झटकेदार या रुका हुआ निष्कर्षण ट्यूब में विकृति और संभावित वायु रिक्ति के निर्माण का कारण बनता है। ट्यूब को केबल की सतह पर सुचारू रूप से ढह जाना चाहिए।.
स्थापना-उपरांत स्पर्श परीक्षण:
ठंडी श्रिंक ट्यूब की सतह पर दस्ताने वाली उंगली से धीरे-धीरे फिसलाएँ। किसी भी असमानता, उभार या नरम हिस्से से संभावित इंटरफ़ेस रिक्ति का संकेत मिलता है, जिसे ऊर्जा चालू करने से पहले जांचना आवश्यक है। EPDM रबर को रेटेड नमी सीलिंग प्राप्त करने के लिए न्यूनतम 0.3 MPa रेडियल संपीड़न की आवश्यकता होती है—अपर्याप्त संपीड़न नमी प्रवेश की अनुमति देता है, जो 18–24 महीनों के भीतर इन्सुलेशन प्रतिरोध को कम कर देता है।.
ज़ीयीइलेक्ट के कोल्ड श्रिंक केबल सहायक उपकरण प्रत्येक वोल्टेज वर्ग और केबल व्यास सीमा के लिए विशिष्ट QC जांच बिंदुओं सहित इंस्टॉलेशन गाइड शामिल करें।.
हीट श्रिंक इंस्टॉलेशन निरीक्षण प्रोटोकॉल
हीट श्रिंक एक्सेसरीज़ उचित पुनर्प्राप्ति और चिपकने वाले सील के निर्माण के लिए नियंत्रित थर्मल सक्रियण पर निर्भर करती हैं। तापमान प्रबंधन सफलता निर्धारित करता है।.
तापन उपकरण सत्यापन:
यह सुनिश्चित करें कि टॉर्च का प्रकार निर्माता की आवश्यकताओं से मेल खाता हो—प्रोपेन, ब्यूटेन या हॉट एयर गन प्रत्येक अलग-अलग ताप प्रोफ़ाइल उत्पन्न करते हैं। पूर्ण स्थापना के लिए पर्याप्त ईंधन आपूर्ति की पुष्टि करें। तापमान संकेतक (इन्फ्रारेड थर्मामीटर या हीट क्रेयॉन्स) उपलब्ध होने चाहिए।.
तापमान नियंत्रण पैरामीटर:
सामग्री का प्रकार
न्यूनतम संकुचन तापमान
उत्तम सीमा
अधिकतम सुरक्षित तापमान
क्रॉस-लिंक्ड पॉलीओलेफिन
90° सेल्सियस
110–120°C
150° सेल्सियस
चिपकने वाली परत वाली नलियाँ
100° सेल्सियस
120–130°सेल्सियस
160°सेल्सियस
निर्माता द्वारा निर्दिष्ट पैटर्न के अनुसार गर्मी लागू करें—आमतौर पर टर्मिनेशन के लिए केंद्र से बाहर की ओर, जोड़ों के लिए सिरे से सिरे की ओर। टॉर्च की दूरी को समान बनाए रखें। इन संकेतों पर ध्यान दें:
अध-तापन के लक्षण: अधूरा उपचार, ट्यूब केबल की आकृति के अनुरूप कसकर नहीं लगी है, चिपकने वाला पदार्थ ट्यूब के सिरों पर बिना निकले रह गया है।.
अत्यधिक गर्म होने के संकेत: रंग का फीका पड़ना, सतह पर बुलबुले उठना, सामग्री का भंगुर हो जाना, चिपकने वाले पदार्थ का जले जाना।.
सिकुड़न रिकवरी और सील सत्यापन:
पूर्ण ट्यूब दृश्यमान अंतराल या पुल-निर्माण के बिना कसकर फिट होनी चाहिए। ट्यूब के सिरों पर दिखाई देने वाला चिपकने वाला दबाव-उभार उचित सील निर्माण की पुष्टि करता है—इस बिंदु की अनुपस्थिति, भले ही ट्यूब का बाहरी स्वरूप स्वीकार्य हो, संभावित रूप से अपूर्ण हीटिंग का संकेत देती है।.
ZeeyiElec के हीट श्रिंक उत्पाद हीट श्रिंक केबल एक्सेसरीज़ दायरा फील्ड सत्यापन के लिए तापमान संकेतक लेबल शामिल करता है।.
[विशेषज्ञ की अंतर्दृष्टि: हीट श्रिंक फील्ड अवलोकन]
10°C से नीचे का परिवेशीय तापमान हीटिंग समय की आवश्यकता को काफी बढ़ा देता है—ठंडी परिस्थितियों में हीट श्रिंक ट्यूब लगाने से पहले केबल की सतह को पूर्व-ताप दें।
हवा असमान ताप वितरण पैदा करती है; कार्य क्षेत्र को ढकें या मुआवजे के लिए तकनीक समायोजित करें।
चिपकने वाले प्रवाह पैटर्न सतह की उपस्थिति से अकेले ही बेहतर हीटिंग गुणवत्ता का संकेत देते हैं।
स्थापना के बाद विद्युत परीक्षण आवश्यकताएँ
विद्युत परीक्षण इस बात की वस्तुनिष्ठ पुष्टि करता है कि स्थापना की गुणवत्ता परिचालन आवश्यकताओं को पूरा करती है। ये परीक्षण दृश्य निरीक्षण से अदृश्य दोषों का पता लगाते हैं।.
इन्सुलेशन प्रतिरोध परीक्षण प्रोटोकॉल:
प्रणाली वोल्टेज वर्ग के अनुसार उपयुक्त डीसी परीक्षण वोल्टेज लागू करें। स्वीकृति मूल्यांकन के लिए 1 मिनट पर रीडिंग्स रिकॉर्ड करें; यदि पुराने केबलों का मूल्यांकन कर रहे हैं तो ध्रुवीकरण सूचकांक की गणना के लिए इसे 10 मिनट तक बढ़ाएँ।.
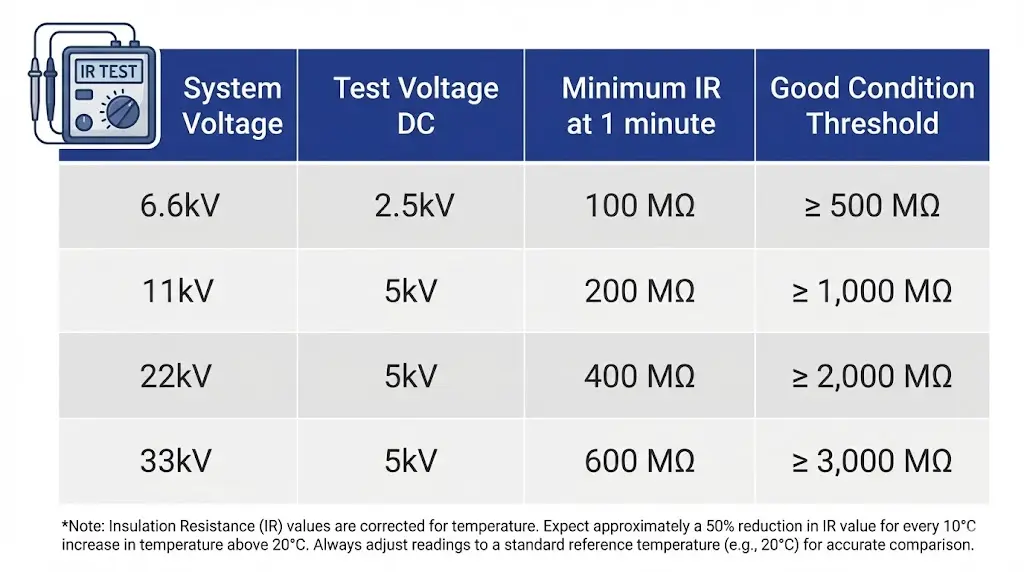
चित्र 3. सिस्टम वोल्टेज वर्ग के अनुसार इन्सुलेशन प्रतिरोध परीक्षण पैरामीटर, जिसमें डीसी परीक्षण वोल्टेज चयन और तापमान सुधार नोट्स के साथ 1 मिनट की रीडिंग पर न्यूनतम स्वीकार्य IR मान दिखाए गए हैं।.
प्रणाली वोल्टेज
परीक्षण वोल्टेज (डीसी)
न्यूनतम आईआर (1 मिनट)
अच्छी स्थिति
6.6kV
2,500 वोल्ट
100 मेगाओम
1,000 MΩ
11kV
5,000 वोल्ट
200 मेगाओम
2,000 मेगाओम
22kV
5,000 वोल्ट
400 मेगाओम
5,000 मेगाओम
33kV
5,000 वोल्ट
500 मेगाओम
5,000 मेगाओम
तापमान मापों को महत्वपूर्ण रूप से प्रभावित करता है। सुधार कारक लागू करें: 20°C संदर्भ आधाररेखा से प्रत्येक 10°C वृद्धि पर IR में लगभग 50% की कमी।.
आंशिक निर्वहन मापन:
क्षेत्र-पोर्टेबल PD डिटेक्टर जिनकी संवेदनशीलता 5 pC से कम है, ऊर्जा प्रदान करने से पहले इंस्टॉलेशन दोषों की पहचान कर सकते हैं। IEEE 48-2020 के अनुसार, क्षेत्र में स्थापित टर्मिनेशनों को 1.5 × U₀ पर PD स्तर 5 pC से कम प्रदर्शित करना चाहिए। 10 pC से अधिक रीडिंग्स की जांच और संभवतः पुनःस्थापन आवश्यक है।.
उच्च वोल्टेज प्रतिरोध संबंधी विचार:
XLPE केबलों पर DC सहनशीलता परीक्षण अभी भी विवादास्पद बना हुआ है—फँसे हुए आवेश भविष्य में विफलताओं को बढ़ावा देने वाले तनाव बिंदु उत्पन्न कर सकते हैं। कई उपयोगिताएँ अब IEEE 400-2012 मार्गदर्शन के अनुसार फील्ड कमीशनिंग के लिए 0.01–0.1 Hz पर VLF (अत्यंत निम्न आवृत्ति) AC परीक्षण को प्राथमिकता देती हैं। परीक्षण वोल्टेज आमतौर पर 15–30 मिनट की अवधि के लिए 3 × U₀ तक पहुँचते हैं।.
आम स्थापना दोष और रोकथाम
विभिन्न इंस्टॉलेशन वातावरणों में प्राप्त क्षेत्र अनुभव लगातार दोष पैटर्न प्रकट करता है। कारणों को समझना रोकथाम को सक्षम बनाता है।.
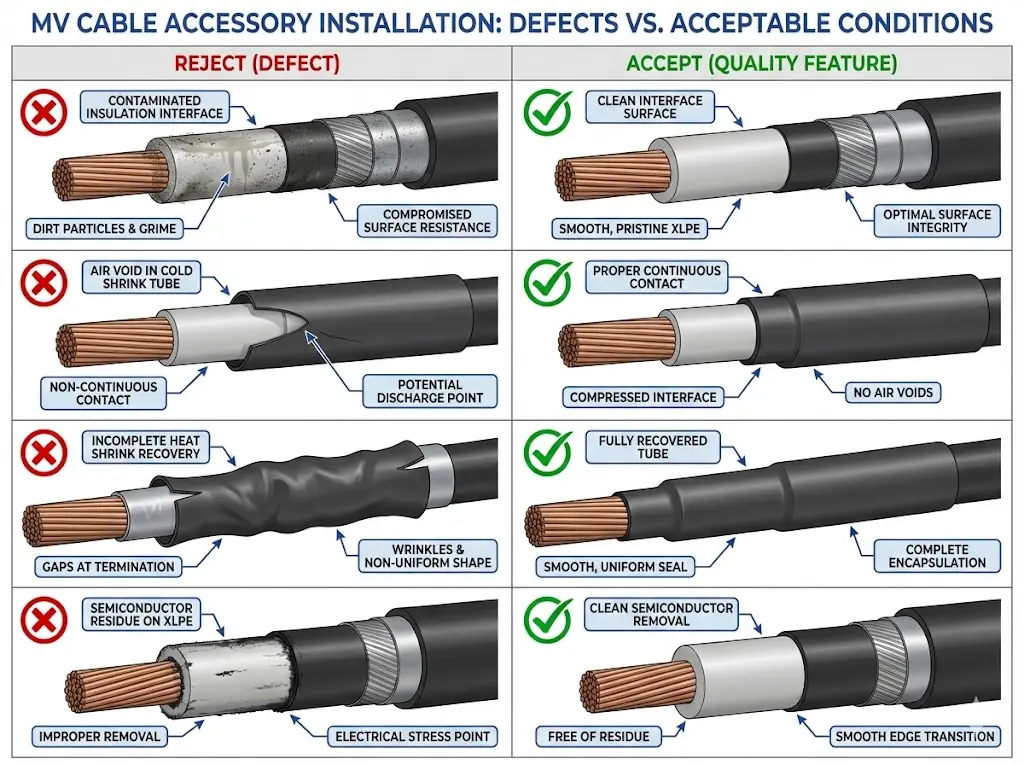
चित्र 4. स्थापना दोष पहचान मार्गदर्शिका, जो अस्वीकार्य स्थितियों (दूषण, वायु रिक्तियाँ, अपूर्ण संकुचन, अर्धचालक अवशेष) की तुलना एमवी केबल सहायक उपकरणों की स्वीकार्य स्थापना गुणवत्ता से करती है।.
दोष का प्रकार
मूल कारण
रोकथाम
पहचान विधि
अंतरफलक संदूषण
अपरिपूर्ण सफाई, धूल का संपर्क
स्वच्छ क्षेत्र अनुशासन, तत्काल सभा
पीडी परीक्षण, गंभीर होने पर दृश्य
अर्धचालक अवशेष
अधूरा निष्कासन, गलत तकनीक
उचित उपकरण, पूर्व-असेंबली निरीक्षण
दृश्य, आईआर विसंगति
वायु रिक्तियाँ (कोल्ड श्रिंक)
अपरिमाणित ट्यूब, खुरदरे कोर का निष्कासन
सही आकार, स्थिर निष्कर्षण
पीडी परीक्षण, स्पर्श निरीक्षण
अधूरा हीट श्रिंक
अपर्याप्त हीटिंग, गलत पैटर्न
तापमान की निगरानी, सही तकनीक
दृश्य, आयामी जाँच
इन्सुलेशन क्षति
अत्यधिक गहराई से स्कोरिंग, क्षति का प्रबंधन
उचित उपकरण, केबल समर्थन
दृश्य, आईआर परीक्षण विसंगति
गलत आयाम
माप त्रुटि, गलत डेटाशीट
दोबारा जांचें, कटिंग गाइड का उपयोग करें।
पूर्व-संयोजन सत्यापन
सभी निरीक्षणों का दस्तावेजीकरण वारंटी अनुपालन के लिए ट्रेसबिलिटी प्रदान करता है और भविष्य के रखरखाव मूल्यांकन के लिए आधारभूत डेटा उपलब्ध कराता है।.
गुणवत्तापूर्ण एमवी एक्सेसरीज़ के साथ दीर्घकालिक विश्वसनीयता सुनिश्चित करें।
स्थापना गुणवत्ता नियंत्रण केबल सहायक उपकरणों को संभावित विफलता बिंदुओं से विश्वसनीय प्रणाली घटकों में बदल देता है। चेकलिस्ट दृष्टिकोण—प्रत्येक महत्वपूर्ण चरण में व्यवस्थित सत्यापन—अनौपचारिक निरीक्षण विधियों की तुलना में कमीशनिंग विफलताओं को लगभग 35% तक कम कर देता है।.
गुणवत्तापूर्ण सहायक उपकरण स्थापना की सफलता में सहायक होते हैं। उपयुक्त आयामी सहिष्णुता, स्पष्ट रूप से अंकित स्थिति मार्गदर्शक और व्यापक स्थापना दस्तावेज़ीकरण के साथ डिज़ाइन किए गए उत्पाद कारीगरी की त्रुटियों को कम करते हैं।.
ज़ीयीइलेक्ट के केबल सहायक उपकरण दायरे में विस्तृत इंस्टॉलेशन गाइड, QC चेकपॉइंट दस्तावेज़ीकरण, और 6.6kV से 33kV अनुप्रयोगों में जटिल इंस्टॉलेशन के लिए तकनीकी सहायता शामिल है।.
पूर्ण 45-बिंदु QC चेकलिस्ट डाउनलोड करें मैदानी उपयोग के लिए, या विशिष्ट अनुप्रयोगों पर स्थापना मार्गदर्शन के लिए हमारी तकनीकी टीम से संपर्क करें।.
अक्सर पूछे जाने वाले प्रश्न
प्रश्न: स्थापना के बाद एमवी केबल एक्सेसरी की विफलता का सबसे आम कारण क्या है?
A: केबल तैयारी के दौरान इंटरफ़ेस संदूषण विफलताओं का सबसे बड़ा हिस्सा होता है—50 μm जितने छोटे कण आंशिक निर्वहन आरंभ स्थल बनाते हैं जो 18–36 महीनों में धीरे-धीरे इन्सुलेशन को क्षयित करते हैं, जब तक कि पूर्ण विफलता नहीं हो जाती।.
प्रश्न: स्थापना के बाद विद्युत परीक्षण कितनी जल्दी किया जाना चाहिए?
A: इन्सुलेशन प्रतिरोध और आंशिक निर्वहन परीक्षण स्थापना पूर्ण होने के तुरंत बाद और बैकफिलिंग या आवरण बंद करने से पहले किया जाना चाहिए, साथ ही प्रारंभिक ऊर्जा-संचालन के 30 दिनों के भीतर आधारभूत मान स्थापित करने के लिए अनुवर्ती परीक्षण की सिफारिश की जाती है।.
प्रश्न: कोल्ड श्रिंक एक्सेसरीज़ स्थापित करने के लिए कौन सी परिवेशीय तापमान सीमा स्वीकार्य है?
A: अधिकांश निर्माता कोल्ड श्रिंक इंस्टॉलेशन के लिए 5°C से 35°C का तापमान निर्दिष्ट करते हैं; इस सीमा से नीचे EPDM रबर सख्त हो जाता है और पर्याप्त संपीड़न प्राप्त नहीं कर पाता, जबकि 35°C से ऊपर पूर्व-खिंची ट्यूब स्थिति निर्धारण पूरा होने से पहले शिथिल होने लगती है।.
प्रश्न: मैं इन्फ्रारेड थर्मामीटर के बिना हीट श्रिंक इंस्टॉलेशन के दौरान पर्याप्त हीटिंग की पुष्टि कैसे कर सकता हूँ?
A: ट्यूब की सतह पर लगाए गए तापमान-सूचक क्रेयॉन या लेबल विश्वसनीय संकेत प्रदान करते हैं—लक्ष्य तापमान प्राप्त होने पर क्रेयॉन का निशान रंग बदलता है या लेबल बदल जाता है, जिससे चिपकने वाले पदार्थ के उचित सक्रियण की पुष्टि होती है।.
प्रश्न: नया स्थापित एक्सेसरी में नमी संदूषण का संकेत कौन सा ध्रुवीकरण सूचकांक मान देता है?
A: ध्रुवीकरण सूचकांक के मान 1.5 से नीचे (10 मिनट के IR रीडिंग को 1 मिनट के रीडिंग से विभाजित करके गणना किया गया) नमी की उपस्थिति या अत्यधिक क्षतिग्रस्त इन्सुलेशन का संकेत देते हैं; नए स्थापित एक्सेसरीज़ अच्छी स्थिति में आमतौर पर PI मान 2.0 से 4.0 के बीच दिखाते हैं।.
प्रश्न: क्या प्रत्येक एमवी सहायक उपकरण स्थापना पर आंशिक निर्वहन परीक्षण किया जाना चाहिए?
A: जबकि PD परीक्षण सबसे निर्णायक गुणवत्ता सत्यापन प्रदान करता है, इसके लिए विशेष उपकरणों की आवश्यकता होती है जो क्षेत्रीय परिस्थितियों में हमेशा उपलब्ध नहीं होते; कम से कम, महत्वपूर्ण सर्किटों, पहली बार इंस्टॉल करने वालों के कार्य, और किसी भी ऐसी स्थापना पर PD परीक्षण अवश्य करें जहाँ दृश्य निरीक्षण से संभावित चिंताएँ प्रकट हों।.
प्रश्न: सफाई और सहायक उपकरणों की स्थापना के बीच केबल की सतहों को कितनी देर तक खुला रखना चाहिए?
A: सामान्य परिस्थितियों में अधिकतम संपर्क समय 30 मिनट से अधिक नहीं होना चाहिए; धूल भरे, आर्द्र या दूषित वातावरण में इसे 15 मिनट या उससे कम कर दें, और यदि कोई देरी हो तो पुनः सफाई करें।.
योयो शी
योयो शी ZeeyiElec के लिए लिखती हैं, जहाँ उनका ध्यान मध्यम-वोल्टेज सहायक उपकरणों, ट्रांसफॉर्मर घटकों और केबल सहायक समाधानों पर केंद्रित है। उनके लेख उत्पाद अनुप्रयोगों, तकनीकी मूल बातों और वैश्विक विद्युत उद्योग के खरीदारों के लिए आपूर्ति संबंधी अंतर्दृष्टि को कवर करते हैं।.