Les réseaux de distribution de moyenne tension dépendent fortement de l'intégrité de leurs points de connexion. Alors qu'un câble d'alimentation peut facilement supporter sa tension de fonctionnement nominale, la terminaison ou le joint représente une rupture physique dans le blindage d'isolation extrudé en usine. Les accessoires de câble sont des composants techniques qui rétablissent l'isolation électrique, gèrent les champs de tension et assurent la protection de l'environnement à ces extrémités critiques. Ils déterminent si un système de câble d'alimentation fonctionne de manière fiable pendant la durée de vie prévue de 25 à 40 ans ou s'il tombe en panne prématurément en raison d'une défaillance électrique. Cependant, les données de terrain démontrent que l'exécution lors de l'installation détermine souvent si cette durée de vie est effectivement atteinte.
Impact financier et opérationnel
Lorsqu'un accessoire de rétraction à froid tombe en panne prématurément, l'impact financier va bien au-delà du coût matériel d'un kit de remplacement. Un défaut inattendu dans une canalisation souterraine ou dans une ligne de commutation d'une sous-station déclenche immédiatement une panne imprévue. Les équipes de réparation d'urgence doivent localiser le défaut, accéder à l'espace confiné, couper le câble endommagé et le raccorder à une nouvelle section. Cette réparation physique nécessite facilement 12 à 24 heures de main-d'œuvre spécialisée par phase, ce qui entraîne des pénalités importantes en termes de temps d'arrêt et de perte de revenus pour les installations commerciales ou industrielles connectées.
Anatomie d'une erreur due à l'installation
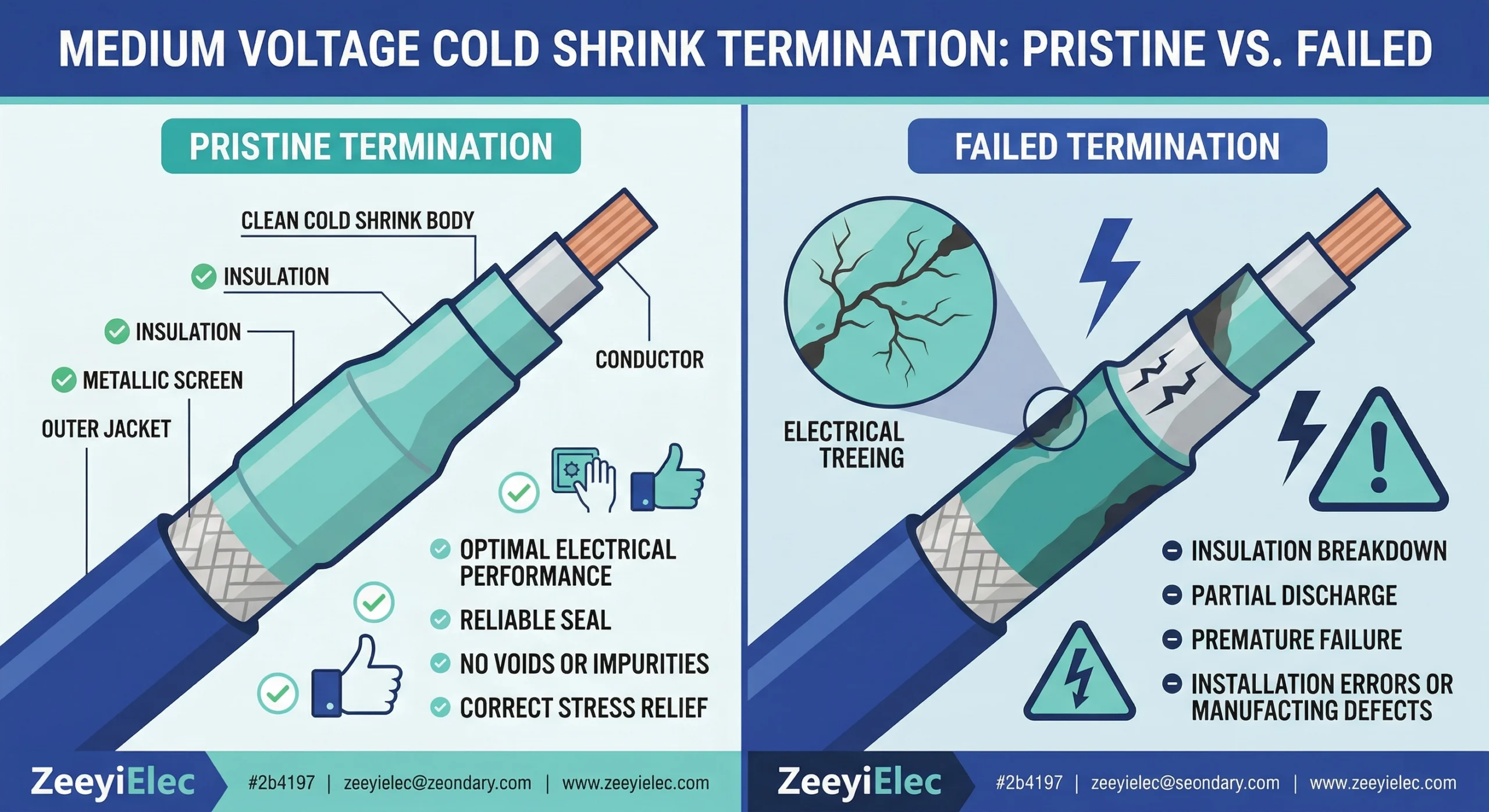
Dans les conditions pratiques du terrain, les défaillances dues à l'installation se produisent rarement immédiatement après la mise sous tension. Au lieu de cela, un défaut de procédure mineur crée une zone localisée de contrainte diélectrique élevée. Au fil du temps, cette contrainte provoque une décharge partielle qui dégrade progressivement le matériau élastomère de l'intérieur vers l'extérieur.
Un scénario classique sur le terrain est celui d'une terminaison rétractable à froid de 15 kV qui tombe en panne de manière inattendue au quatorzième mois. Immédiatement après, l'équipe d'installation pourrait blâmer la qualité de l'accessoire, l'approvisionnement pourrait suspecter un lot de contrefaçons et l'ingénieur du site pourrait évoquer un récent épisode de foudre. Pourtant, lorsque les équipes procèdent à un diagnostic systématique des défaillances sur le terrain, les preuves permettent souvent de remonter à la cause première, c'est-à-dire au jour exact où l'accessoire a été installé. En comprenant et en traitant les erreurs de procédure les plus courantes commises dans la tranchée, les équipes d'installation peuvent réduire considérablement ces taux de mortalité infantile dans leurs réseaux de moyenne tension.
Erreur 1 : Préparation inadéquate du câble et endommagement de l'isolation
L'exécution pendant l'installation a un poids égal ou supérieur à la qualité de l'accessoire lui-même. La phase la plus critique de cette exécution se produit avant même que l'accessoire ne soit sorti de son emballage : la préparation du câble. L'interface de transition où se termine le blindage semi-conducteur et où commence l'isolation primaire est la zone la plus sollicitée électriquement dans toute terminaison ou jonction de moyenne tension.
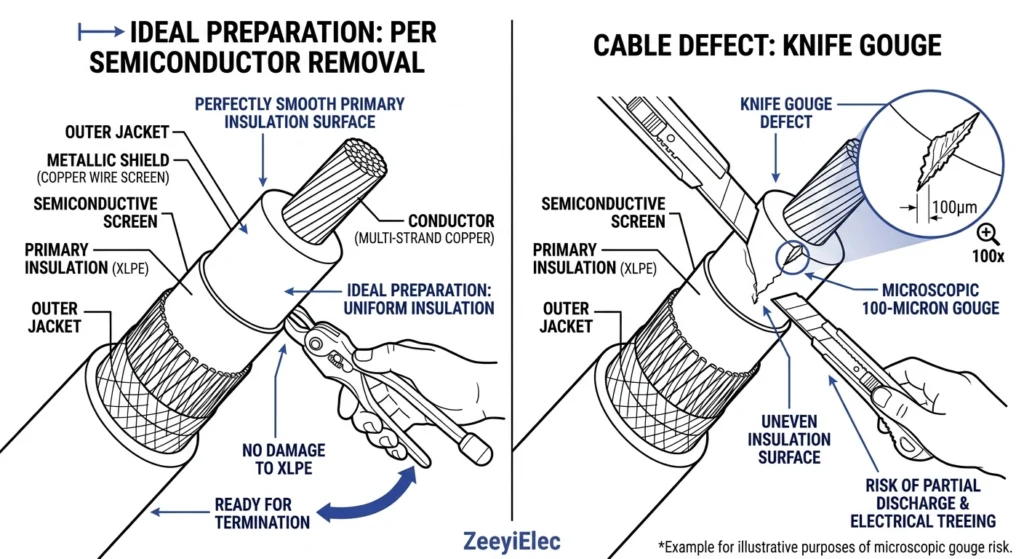
Figure-1 Même des marques microscopiques sur l'isolation primaire créent des vides d'air emprisonnés qui provoquent une décharge partielle.
Le danger de la notation des semi-conducteurs
Le retrait de la couche semi-conductrice extrudée exige une extrême précision. Si l'outil de dénudage ou la lame de couteau d'un installateur entaille ne serait-ce que de 100 μm l'isolant primaire XLPE ou EPR, il crée une poche d'air que le corps élastomère ne peut pas combler. Sous des contraintes électriques typiques de 15 kV à 35 kV, cette marque microscopique devient immédiatement un point focal pour les décharges partielles, initiant le processus de rupture bien avant que l'accessoire n'atteigne sa durée de vie prévue.
Techniques de ponçage incorrectes
Une fois l'écran semi-conducteur retiré, l'isolation primaire doit être parfaitement lisse. Les équipes sur le terrain commettent souvent l'erreur critique d'utiliser du papier abrasif standard au lieu des bandes d'oxyde d'aluminium fournies par le fabricant. Le papier abrasif standard peut incorporer des grains conducteurs microscopiques directement dans la couche diélectrique. En outre, le ponçage doit toujours être effectué de manière circonférentielle (autour du câble). Le ponçage longitudinal - parallèle au conducteur - crée des vallées microscopiques qui servent de pistes au courant électrique, contournant ainsi complètement les mécanismes de contrôle des contraintes de l'accessoire.
Les mésaventures des solvants de nettoyage
L'essuyage de l'isolant est la dernière étape de préparation avant la pose de l'isolant. accessoires pour câbles rétractables à froid, qui sont des composants en silicone pré-expansés conçus pour ces réseaux critiques. Une erreur fréquente sur le chantier consiste à utiliser des chiffons très sales et pelucheux ou à essuyer du blindage du semi-conducteur vers l'isolation primaire. Cette mauvaise direction d'essuyage entraîne des particules de carbone conductrices directement sur la surface diélectrique fraîchement nettoyée. Les installateurs doivent toujours essuyer de l'isolation propre vers l'écran semi-conducteur, en jetant le chiffon après chaque passage, et en utilisant strictement des solvants de nettoyage approuvés, à évaporation rapide et sans résidus, afin de s'assurer qu'aucune contamination ne subsiste.
Regard d'expert : Protocole de terrain pour la préparation des câbles
Outillage : Pour l'enlèvement des semi-conducteurs, il faut toujours exiger l'utilisation d'outils d'incision à profondeur contrôlée plutôt que de couteaux ordinaires afin d'éliminer le risque d'endommagement de l'isolation primaire.
Inspection : Faites passer une lampe de poche LED à haute intensité horizontalement sur l'isolation XLPE/EPR poncée avant d'appliquer tout mastic ; cet éclairage latéral révèle instantanément les rayures longitudinales microscopiques ou les particules de carbone incrustées.
Règles relatives aux solvants : Ne versez jamais le solvant de nettoyage directement sur le câble. Appliquez-le toujours d'abord sur une lingette non pelucheuse, car l'excès de solvant peut dégrader le bord de l'écran semi-conducteur restant.
Erreur 2 : Les vides d'air piégés et la physique de la décharge partielle
Un principe fondamental de l'ingénierie de la haute tension est que les contraintes électriques se concentrent aux interfaces entre différents matériaux diélectriques.
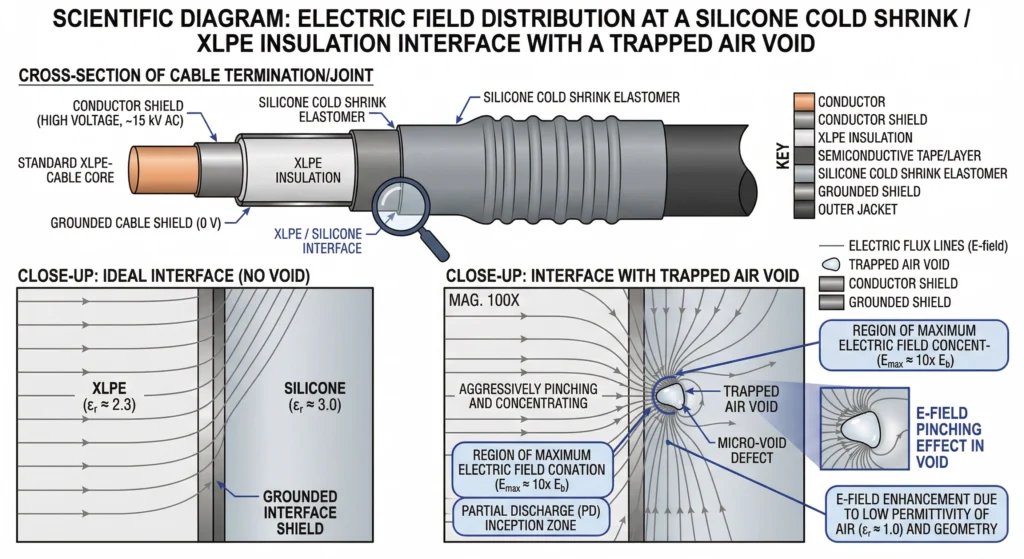
Figure-2 Les lignes de flux électrique se concentrent dans les vides d'air piégés, provoquant une contrainte localisée qui dépasse la résistance à la rupture de l'air.
Bien qu'une carte de sélection technique appropriée permette de faire correspondre la taille de la terminaison au diamètre du câble, elle ne peut pas tenir compte de l'erreur humaine lors des étapes critiques de remplissage des vides sur le site.
Erreurs de l'application Mastic
Contrairement aux résines liquides qui s'écoulent dans toutes les fissures, les accessoires de rétraction à froid s'appuient sur des mastics de remplissage des vides appliqués à la main pour combler les transitions structurelles, telles que l'abaissement de 3 mm à 5 mm au niveau de la coupure de l'écran semi-conducteur. Les installateurs doivent étirer et envelopper fermement ce mastic à haute perméabilité afin d'expulser tout l'air. Une erreur fréquente consiste à appliquer le ruban avec une tension insuffisante ou à le chevaucher sans le serrer, ce qui emprisonne des poches d'air microscopiques entre le mastic et l'isolation du câble. Lorsque le corps de l'accessoire en élastomère se rétracte, il encapsule ces vides de manière permanente.
Explication de la concentration des contraintes diélectriques
Le danger d'un vide d'air emprisonné est purement physique. L'élastomère de silicone du corps rétractable à froid a généralement une permittivité relative (εr) d'environ 2,8 à 3,0, et l'isolation primaire XLPE est d'environ 2,3. Cependant, l'air emprisonné a une valeur εr de 1,0. Comme les lignes de flux électrique se concentrent dans le milieu dont la constante diélectrique est la plus faible, le champ électrique (champ E) à l'intérieur du vide d'air devient disproportionné. Une fois que la contrainte localisée dépasse la résistance à la rupture de l'air (environ 3 kV/mm), l'air s'ionise.
Cette ionisation provoque une décharge partielle (DP). Chaque décharge agit comme un éclair microscopique, bombardant d'électrons, de rayons UV et d'ozone les polymères de silicone et XLPE environnants. Au fil du temps, cette dégradation chimique et thermique crée une “arborescence électrique” dans la structure de l'isolation. Pour garantir la fiabilité à long terme des systèmes, des normes internationales telles que la norme IEC 60502-4 [NEED AUTHORITY LINK SOURCE : IEC 60502-4 testing standards] stipulent que la décharge partielle maximale acceptable pour les accessoires de moyenne tension doit être ≤ 10 pC (picocoulombs) à 1,73 Uo. Le fait d'emprisonner ne serait-ce qu'un espace d'air de 1 mm au niveau du bord semi-conique entraînera facilement la défaillance de l'assemblage, accélérant ainsi le délai de défaillance de plusieurs décennies à quelques mois seulement.
Erreur 3 : Positionnement incorrect du tube et déroulement du mandrin
Contrairement aux accessoires thermorétractables qui permettent des ajustements mineurs lorsque le matériau est chaud, les composants rétractables à froid ne pardonnent pas une fois déployés. L'intégrité structurelle de la terminaison ou de la jonction repose entièrement sur la mémoire mécanique de l'élastomère pré-expansé qui se rétracte sur le câble préparé.
Désalignement du tube de contrôle des contraintes
Le point d'alignement le plus critique est l'interface entre l'isolation primaire et l'écran semi-conducteur.
Le cône de contrainte géométrique intégré ou la couche de contrôle des contraintes de haute permittence doit chevaucher la coupure semi-con d'une marge très spécifique - typiquement ≥ 15 mm et ≤ 20 mm pour les systèmes standard de 15 kV à 35 kV.
Si l'installateur commence à dérouler l'âme alors que le tube est positionné ne serait-ce que 10 mm trop haut, le mécanisme de contrôle des contraintes passe complètement à côté de la limite critique des contraintes élevées. Le caoutchouc de silicone exerçant une pression radiale massive (souvent supérieure à 0,1 MPa) immédiatement après le retrait de l'âme, l'accessoire ne peut pas être glissé ou forcé en place par la suite. Toute tentative de glisser ou de tordre le tube affaissé déchirera les joints internes en mastic et endommagera le cône de contrainte. La mise en place d'un système structuré de Liste de contrôle de la qualité de l'installation des accessoires MV veille à ce que les installateurs marquent les points d'alignement exacts sur la gaine du câble avant de tirer la corde, en vérifiant le positionnement avant la mise sous tension lorsque la correction est encore possible.
Déroulement irrégulier du noyau
L'âme en plastique de la spirale interne doit être retirée d'un mouvement de déroulement doux et continu. Les installateurs tirent parfois la queue de l'âme vers l'extérieur à un angle de 90 degrés ou la tirent trop rapidement. Cette manipulation agressive peut entraîner la rupture du ruban de plastique à l'intérieur du tube non rétréci, rendant l'accessoire pratiquement impossible à déployer sans couper physiquement le corps en silicone et mettre l'ensemble du kit au rebut.
En outre, une traction inégale peut entraîner le repli de l'extrémité du corps de la terminaison sur elle-même, créant ainsi une faiblesse structurelle. Pour éviter cela, la queue de l'âme doit être passée au centre du tube et tirée doucement dans le sens inverse des aiguilles d'une montre, en maintenant le ruban près de l'axe du câble. Le maintien d'une force de traction régulière empêche le silicone de se regrouper, ce qui garantit une épaisseur de paroi radiale uniforme conforme à [VERIFY STANDARD : IEEE 48 testing requirements for cable terminations] et garantit la stabilité diélectrique à long terme sous charge.
L'avis d'un expert : La stratégie de base pour l'éloignement
La marque “Parking” : Appliquez toujours une bande de PVC très visible sur la gaine du câble à l'endroit exact où la base de la gaine thermorétractable doit se trouver. Ne vous fiez pas à une estimation visuelle.
Le rétrécissement initial : Tirez sur l'âme juste assez pour faire tomber le premier demi-pouce de silicone sur la marque de stationnement. Faites une pause, vérifiez l'alignement concentrique à 360 degrés, puis procédez au reste du déroulement.
Récupération des accrocs : Si le cordon se rompt prématurément, n'utilisez jamais de pinces pointues pour creuser à l'intérieur du corps en silicone. Utilisez une pince à bec lisse pour récupérer délicatement le bord du ruban, afin d'éviter les coupures internes invisibles de l'élastomère.
Erreur 4 : Ignorer les facteurs environnementaux lors de l'assemblage
Contrairement aux tests de réception effectués en usine dans des environnements propres et climatisés, l'épissage et la terminaison des câbles se font souvent dans des tranchées boueuses, des sous-stations poussiéreuses ou des sites côtiers où l'air est chargé de sel. Un accessoire de haute qualité conçu pour durer des décennies peut être compromis en quelques minutes si les équipes sur le terrain ignorent le micro-environnement qui entoure directement le câble préparé.
Pénétration d'humidité lors de l'installation
L'humidité est le principal catalyseur de la défaillance diélectrique dans les réseaux de distribution moyenne tension. Les installateurs commettent souvent l'erreur de laisser des extrémités de câble dénudées exposées à l'atmosphère pendant des heures alors qu'ils effectuent d'autres tâches liées à l'appareillage de commutation, ou de procéder à l'installation d'accessoires en cas de brouillard épais ou d'humidité élevée.
Lorsque l'humidité relative (HR) est ≥ 80%, ou lorsque la température ambiante descend en dessous du point de rosée, une couche invisible de micro-condensation se forme sur l'isolation primaire fraîchement poncée. Si un corps rétractable à froid est déployé sur ce film d'humidité, l'eau est piégée de façon permanente contre la surface diélectrique. En fonctionnement normal, le conducteur du câble peut atteindre des températures continues allant jusqu'à 90°C. Ce cycle thermique vaporise l'humidité piégée, augmentant la pression interne et déclenchant la formation d'un "arbre à eau" - un phénomène qui dégrade de façon permanente la résistance d'isolation des polymères XLPE ou EPR au fil du temps.
Pour limiter les infiltrations d'humidité, les équipes doivent suivre strictement les protocoles environnementaux. Il s'agit notamment d'ériger une tente d'épissure temporaire, d'utiliser des appareils de chauffage industriels portables pour maintenir la température ambiante locale au-dessus du point de rosée, et d'appliquer des lingettes déshydratantes approuvées sur le câble immédiatement avant le retrait de l'âme.
Gestion des poussières et des contaminants
La poussière soulevée par le vent, les particules conductrices du sol et même la sueur des mains de l'installateur introduisent des contaminants étrangers dans l'interface électrique soumise à de fortes contraintes. Bien que les ingénieurs utilisent souvent un cadre de sélection technique pour évaluer si la rétraction à froid ou la rétraction à chaud est mieux adaptée à un environnement d'exploitation spécifique, les deux technologies exigent une propreté absolue pendant la phase d'assemblage proprement dite.
Une simple particule conductrice d'une taille de 50 microns posée sur l'isolant sous le tube de contrôle des contraintes peut déformer le champ électrique suffisamment pour provoquer un traçage localisé. Le protocole de terrain correct exige que les installateurs changent de gants après le travail mécanique brutal de dénudage de la gaine extérieure du câble et de l'armure métallique. Des gants propres et non pelucheux doivent être portés avant de manipuler l'écran semi-conducteur et d'essuyer l'isolation primaire. En outre, la gaine thermorétractable elle-même doit rester scellée dans son emballage d'usine protecteur jusqu'au moment précis où elle doit être glissée sur le câble, afin d'éviter que la saleté de la tranchée ou les débris en suspension dans l'air ne se déposent sur ses joints internes en mastic.
Vérifier la qualité : Inspection et essais après l'installation
Le contrôle de la qualité ne s'arrête pas au moment où l'élastomère de silicone s'effondre sur le câble. Avant de faire passer un accessoire moyenne tension nouvellement installé de la phase de construction à l'exploitation du réseau en direct, les ingénieurs du site doivent imposer des protocoles de mise en service stricts. Les contrôles visuels ne suffisent pas pour les systèmes conçus pour résister en toute sécurité aux contraintes du terrain pendant des décennies de service continu.
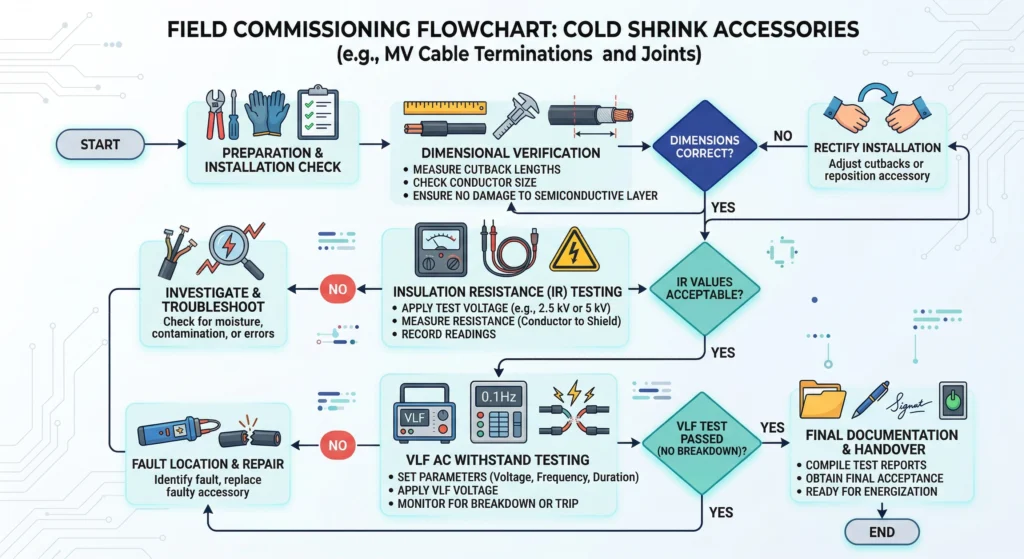
[FIG-03 ILLUSTRATION SCIENTIFIQUE : Organigramme des étapes du contrôle de qualité sur le terrain pour les accessoires de rétraction à froid].
Figure-3 Flux de travail structuré pour le contrôle de la qualité, allant des vérifications visuelles du chevauchement aux tests AC à très basse fréquence (VLF).
Points de contrôle de l'inspection visuelle
Avant de fixer tout équipement d'essai à haute tension, une inspection visuelle et mécanique structurée doit vérifier l'exactitude dimensionnelle de l'assemblage sur le terrain.
Les inspecteurs doivent mesurer la position finale du corps rétractable à froid pour confirmer qu'il atteint le chevauchement requis - généralement ≥ 20 mm après la découpe de l'écran semi-conducteur. En outre, la terminaison ou le joint doit présenter une bonne concentricité. Un tube de silicone visuellement déformé ou décentré indique que le mastic de contrôle des contraintes internes a été appliqué de manière irrégulière, ce qui entraînera inévitablement des points chauds thermiques localisés. Enfin, les techniciens doivent rechercher une extrusion uniforme de 2 à 3 mm du mastic d'étanchéité environnementale à l'interface de la cosse et à la limite de la gaine du câble, ce qui confirme que l'assemblage est hermétiquement scellé contre l'humidité atmosphérique.
Essais électriques de base
Pour garantir l'intégrité diélectrique, l'accessoire et son câble sous-jacent doivent être soumis à des essais électriques de base conformément aux normes établies par les services publics, telles que la norme IEEE 400.2 pour les essais sur le terrain des systèmes de câbles d'alimentation blindés.
La première étape est un test de résistance d'isolation (IR). À l'aide d'un mégohmmètre standard, les ingénieurs appliquent un courant continu de 5 kV pendant 60 secondes entre le conducteur et le blindage métallique. Pour un circuit de câble XLPE de 15 kV sain avec des terminaisons rétractables à froid récemment installées, la résistance mesurée devrait facilement dépasser 1000 MΩ. Toute valeur inférieure à ce seuil doit faire l'objet d'un examen immédiat afin de déceler toute trace d'humidité ou de contamination grave.
Après le contrôle IR, il est fortement recommandé d'effectuer un test de résistance en courant alternatif à très basse fréquence (VLF) plutôt qu'un test traditionnel à haut potentiel en courant continu. Les essais en courant continu peuvent injecter des charges d'espace dommageables dans les diélectriques extrudés, ce qui risque de réduire la durée de vie du câble. Le test VLF fonctionne à une fréquence de 0,1 Hz, appliquant généralement une tension d'essai sinusoïdale de 1,5 Uo à 3 Uo pendant une durée de 15 à 60 minutes, en fonction des critères d'acceptation spécifiques. Si l'accessoire rétracté à froid contient des vides d'air piégés ou des interfaces semi-coniques gravement endommagées, la contrainte exercée par l'essai VLF entraînera la rupture du défaut dans un environnement contrôlé et hors tension, évitant ainsi une éruption catastrophique en service.
Partenariat avec ZeeyiElec pour des solutions fiables en matière d'accessoires de câbles
La sélection des accessoires de câble appropriés est tout aussi essentielle que l'exécution d'une installation sans faille. Même les techniciens de terrain les plus compétents ne peuvent compenser un produit fondamentalement inadapté à la classe de tension du système ou aux exigences environnementales. À Wenzhou Zeeyi Electric Co., Ltd, nous combinons plus de 15 ans d'expérience en matière de fabrication avec des protocoles de contrôle de la qualité stricts afin de garantir que chaque composant fonctionne de manière fiable dans les conditions du terrain. Nos installations fonctionnent selon les normes ISO9001, CE et RoHS, ce qui nous permet de fournir des produits de haute technicité auxquels les clients des services publics et de l'industrie peuvent faire confiance.
Que votre projet nécessite la spécification de composants pour la mise à niveau d'un appareillage de commutation intérieur standard de 10 kV ou d'un réseau de distribution souterrain robuste de 35 kV, notre équipe d'ingénieurs fournit une assistance technique complète. Nous aidons les équipes d'approvisionnement à naviguer dans les exigences complexes des appels d'offres, en veillant à ce que chaque paramètre dimensionnel et chaque indice diélectrique s'alignent sur les fiches techniques de vos câbles spécifiques.
Découvrez notre portefeuille complet de Accessoires pour câbles, Nous avons mis au point une gamme complète de produits et de services, comprenant des technologies de rétraction à froid et de rétraction à chaud conçues pour un déploiement rapide sur le terrain. Pour les projets qui nécessitent également l'intégration d'une sous-station, nos produits Accessoires pour transformateurs offre des solutions complémentaires, notamment des traversées de moyenne tension et des interrupteurs de rupture de charge. En vous associant à un fabricant orienté vers l'ingénierie, vous éliminez les lacunes dans les spécifications et évitez des retards coûteux dans vos projets. Contactez ZeeyiElec dès aujourd'hui avec vos dessins techniques et vos exigences en matière de documentation d'exportation, et notre équipe vous fournira un devis personnalisé adapté aux réalités opérationnelles de votre réseau.
Questions fréquemment posées
Peut-on réutiliser une gaine thermorétractable à froid si elle est mal positionnée ?
Une gaine rétractable à froid ne peut généralement pas être réutilisée une fois que l'âme spiralée interne a été retirée, car le caoutchouc de silicone hautement technique s'est définitivement effondré sur la structure du câble sous-jacent. Un alignement correct avant de retirer l'âme est strictement essentiel pour éviter de mettre au rebut l'ensemble du kit d'accessoires de 15 kV à 35 kV, car toute tentative d'étirement du matériau vers l'extérieur entraînera inévitablement une déchirure des mastics internes de soulagement des contraintes.
Quelle est la durée de vie d'une terminaison rétractable à froid si elle est installée correctement ?
Lorsqu'elle est installée correctement dans des conditions normales de réseau de distribution, une terminaison thermorétractable à froid offre généralement une durée de vie très fiable de 25 à 30 ans. Cependant, cette durée dépend fortement de la qualité de l'exécution, et une exposition prolongée à des environnements extrêmes ou à une forte contamination industrielle peut considérablement réduire cette durée de vie opérationnelle si elle n'est pas correctement atténuée.
Quelle est la plage de température acceptable pour l'installation d'accessoires rétractables à froid ?
Les accessoires rétractables à froid sont très polyvalents et peuvent généralement être installés à des températures ambiantes allant de -20°C à 50°C sans jamais nécessiter de sources de chaleur externes. Cependant, l'exécution sur le terrain devient nettement plus difficile lorsque les températures ambiantes chutent ≤ 0°C, car la gaine extérieure du câble et l'isolation primaire deviennent rigides, tandis que la chaleur extrême nécessite une manipulation prudente des mastics de remplissage des vides pour éviter qu'ils ne fondent.
Les joints rétractables à froid nécessitent-ils de la chaleur ou des outils spéciaux ?
Contrairement aux solutions de thermorétraction qui nécessitent un équipement de chauffage spécialisé, les joints rétractables à froid ne requièrent pas de torche à gaz, de pistolet thermique électrique ou de permis de travail à chaud spécifique à un site pendant la phase de déploiement. Elles reposent entièrement sur la mémoire mécanique de l'élastomère pré-expansé qui se rétracte étroitement sur le câble préparé, ce qui les rend exceptionnellement bien adaptées aux espaces confinés ou aux environnements explosifs.
Comment empêcher l'humidité de pénétrer dans une jonction par rétraction à froid ?
La pénétration de l'humidité est activement évitée en appliquant méticuleusement les mastics d'étanchéité fournis aux interfaces de la gaine du câble et en assurant un chevauchement correct et dimensionnel de la gaine thermorétractable à froid. Le nettoyage et le séchage minutieux de la gaine du câble à l'aide de solvants approuvés à évaporation rapide avant l'assemblage est une étape obligatoire pour garantir une barrière hermétique fiable contre l'humidité atmosphérique.
yoyo shi
Yoyo Shi écrit pour ZeeyiElec, en se concentrant sur les accessoires de moyenne tension, les composants de transformateurs et les solutions d'accessoires de câbles. Ses articles couvrent les applications des produits, les bases techniques et les perspectives d'approvisionnement pour les acheteurs de l'industrie électrique mondiale.