تمثل ملحقات الكابلات ذات الجهد المتوسط - الوصلات والوصلات التي تمتد من 6.6 كيلو فولت إلى 33 كيلو فولت - نقاط تقاطع حرجة حيث تحدد جودة التركيب بشكل مباشر موثوقية النظام. تظهر البيانات الميدانية باستمرار أن الاختيار المناسب للملحقات يمثل جزءًا فقط من معادلة الموثوقية. فالتنفيذ أثناء التركيب له وزن مساوٍ أو أكبر.
تغطي قائمة التحقق من مراقبة الجودة هذه التحقق قبل التركيب، وإعداد الكابلات، وبروتوكولات الفحص الخاصة بالتقنية لكل من وصلات الإنكماش البارد ووصلات الانكماش الحراري، والاختبار الكهربائي بعد التركيب. وسواءً كان التشغيل التجريبي لإنهاء 15 كيلو فولت في مجموعة مفاتيح فرعية أو فحص وصلة تحت الأرض في بنك قنوات، تساعد نقاط الفحص هذه في تحديد العيوب قبل التنشيط - عندما يظل التصحيح عمليًا واقتصاديًا.
لماذا يمنع التحكم في جودة التركيب معظم أعطال ملحقات MV
الحقيقة غير المريحة من سجلات صيانة المرافق: ما يقرب من 70-80% من أعطال ملحقات الكابلات MV تنشأ من عيوب التركيب، وليس من مشاكل التصنيع. ستفشل الوصلة الممتازة التي يتم تركيبها بشكل غير صحيح في وقت أقرب من المنتج القياسي الذي يتم تركيبه بعناية فائقة.
وتتبع آلية الفشل سلسلة يمكن التنبؤ بها. يؤدي التلوث الذي يتم إدخاله أثناء تحضير الكابل - جزيئات الغبار أو أغشية الرطوبة أو زيوت الجلد أو بقايا أشباه الموصلات - إلى تكوين تركيزات إجهاد موضعية في واجهة العزل. تصبح مواقع التلوث هذه نقاط بدء التفريغ الجزئي بمجرد تنشيط الملحق. قد يُقاس نشاط التفريغ الجزئي الأولي بأقل من عتبات الاكتشاف، ولكن يستمر التآكل التدريجي على مدى أشهر أو سنوات حتى يحدث انهيار كارثي.
هناك ثلاثة معلمات تركيب حرجة تؤدي إلى معظم حالات الفشل:
جودة إعداد الواجهة البينية - يخلق تلوث السطح الذي يتجاوز 10 ميكروغرام/سم² من البقايا الأيونية مسارات موصلة على طول واجهات التحكم في الضغط. حتى الجسيمات المجهرية غير المرئية أثناء الفحص البصري تولد تشوهًا ميدانيًا كافيًا لبدء PD عند جهد التشغيل.
دقة الأبعاد - يجب أن تتطابق أطوال إزالة شاشة أشباه الموصلات مع مواصفات الشركة المصنعة في حدود ± 2 مم. يؤدي القطع المفرط إلى إنشاء مناطق عزل غير محمية حيث يتسبب الإجهاد الكهربائي المماسي في تتبع السطح. القطع غير الكافي يمنع وضع مخروط الضغط بشكل صحيح.
تكامل الضغط - تعتمد ملحقات الانكماش البارد وملحقات الانكماش الحراري على ضغط شعاعي مستمر (عادةً 0.2-0.6 ميجا باسكال) ضد مكونات الكابل. يزيل هذا الضغط الفجوات الهوائية البينية ويضمن إحكام غلق الرطوبة حتى تصنيف IP68.
إن الحالة الاقتصادية لمراقبة الجودة الصارمة صارخة. ففشل الإنهاء المرتبط بالتلوث على مغذي توزيع بجهد 22 كيلو فولت يولد تكاليف الاستجابة للطوارئ، واستبدال المواد بتكلفة 3-5 أضعاف تكلفة التركيب الأصلية، وغرامات انقطاع التيار عن العميل، وتقييم الأضرار الجانبية. وفي مقابل ذلك، فإن التنفيذ السليم لمراقبة الجودة يضيف ربما 20-30 دقيقة لكل ملحق - وهو عائد غير عادي على الاستثمار.
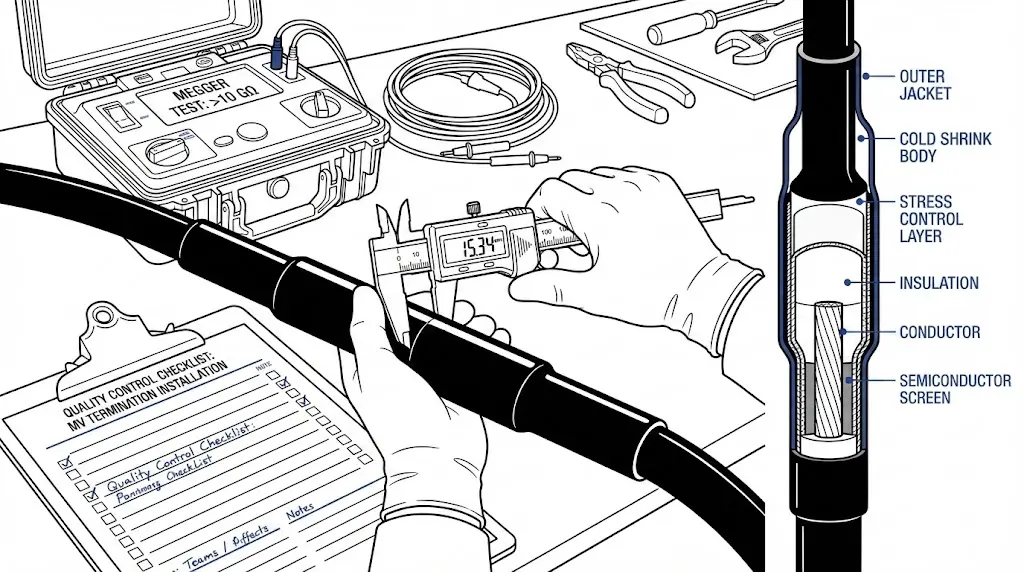
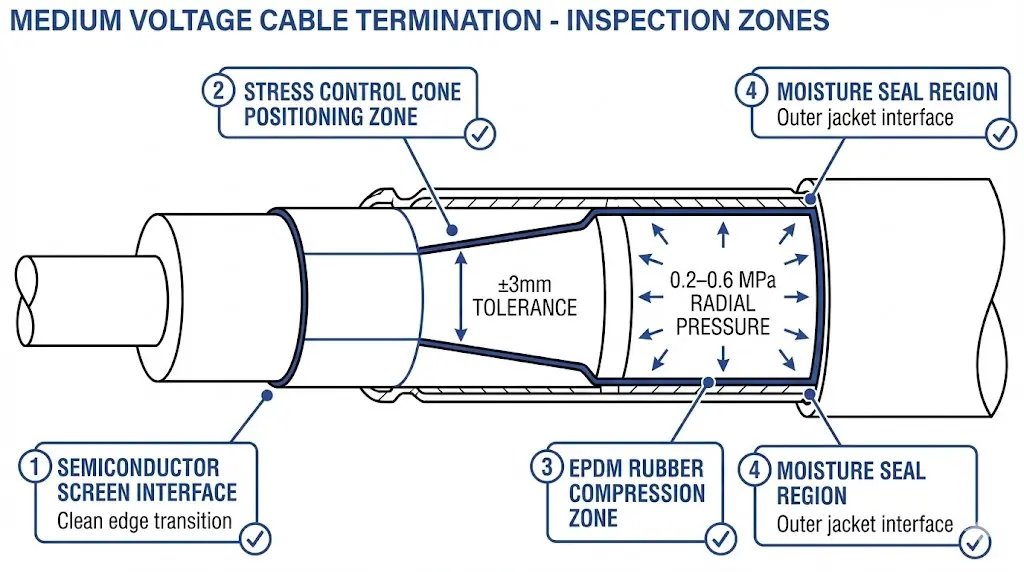
الشكل 1. مقطع عرضي لإنهاء الجهد المتوسط يسلط الضوء على مناطق الفحص ذات الجودة الحرجة: واجهة شاشة أشباه الموصلات، وموضع مخروط الضغط (تفاوت تفاوت ± 3 مم)، ومنطقة ضغط EPDM (0.2-0.6 ميجا باسكال)، ومنطقة ختم الرطوبة.
[رؤى الخبراء: أنماط الفشل الميداني]
تواجه المنشآت الساحلية تلوثًا ملحيًا؛ وتواجه المواقع الصناعية غبارًا موصلًا؛ وتتراكم الرطوبة في الأقبية تحت الأرض - تتطلب كل بيئة تحكمًا في التلوث مصممًا خصيصًا
عادةً ما تظهر الأعطال بعد 18-36 شهرًا بعد التركيب، أي بعد فترة طويلة من التحقق من الضمان ولكن يمكن إرجاعها مباشرةً إلى ظروف التركيب
يؤدي التدوير الحراري بين 20 درجة مئوية و90 درجة مئوية لدرجة حرارة الموصل إلى تسريع التدهور في مواقع عيوب التركيب، مما قد يقلل من عمر الخدمة من أكثر من 30 عامًا إلى أقل من 5 سنوات
قائمة مراجعة التحقق قبل التثبيت
تبدأ مراقبة الجودة قبل أن يغادر ملحق الكابل المخزن. يكتشف فحص استلام المواد العيوب عند الاستبدال عندما يكون الاستبدال بسيطًا.
فحص المواد الواردة:
عنصر التفتيش
معايير القبول
رفض إذا
ختم العبوة
سليمة، لا يوجد دليل على الرطوبة
بقع رطبة ممزقة ورطبة مرئية
مكونات السيليكون/إيبدم
لا يوجد تشوه أو جروح أو تجاعيد
علامات الضغط الدائم
أنابيب الانكماش الحراري
قطر موحد في جميع الأنحاء
انكماش ما قبل الانكماش الجزئي واضح
التعليمات
الحاضر، فئة الجهد الصحيح
تقييم مفقود أو خاطئ
مدة الصلاحية
ضمن تاريخ انتهاء الصلاحية
المواد اللاصقة بعد 24 شهرًا
التحقق من الجاهزية البيئية:
تؤثر بيئة التركيب بشكل مباشر على أداء الملحقات. تحقق من أن درجة الحرارة المحيطة تتراوح بين 5 درجات مئوية و35 درجة مئوية - تعاني المكونات المطاطية من PDM من تشوه دائم خارج هذا النطاق. يجب أن تظل الرطوبة أقل من 75% رطوبة نسبية؛ وفوق هذا الحد، تزداد مخاطر التكثيف بشكل كبير. يجب أن تتجاوز درجة حرارة سطح الكابل نقطة الندى بمقدار 3 درجات مئوية على الأقل.
التحكم في التلوث مهم أكثر مما يدركه عمال التركيب عادةً. إنشاء منطقة عمل نظيفة. إزالة الجسيمات المعدنية من الطحن أو اللحام القريب. قم بحماية منطقة العمل من الغبار الذي تذروه الرياح. في البيئات الساحلية، حتى التعرض القصير أثناء إعداد الكابلات يخلق تلوثًا ملحيًا غير مرئي للعين ولكن يمكن اكتشافه أثناء اختبار PD بعد أسابيع.
نقاط التحقق من جودة إعداد الكابلات
يحدد إعداد الكابل 60% نجاح التركيب. تنتشر أخطاء الأبعاد والتلوث السطحي في هذه المرحلة إلى عيوب دائمة.
متطلبات الأبعاد:
فئة الجهد
قص الشاشة
التعرض للعزل
التسامح
6.6 كيلو فولت - 11 كيلو فولت
20-25 مم
حسب ورقة بيانات الملحق
± 2 مم
15 كيلو فولت - 22 كيلو فولت
25-30 مم
حسب ورقة بيانات الملحق
± 2 مم
33 كيلو فولت
30-40 مم
حسب ورقة بيانات الملحق
± 2 مم
استخدم مسطرة فولاذية وفرجار فولاذي - التقدير يسبب أخطاء. ضع علامة على الأبعاد قبل القطع. تحقق مرة أخرى من القياسات قبل الشروع في إزالة أشباه الموصلات.
إزالة طبقة أشباه الموصلات:
يجب إزالة شاشة أشباه الموصلات، ذات المقاومة السطحية التي عادةً ما تكون 10³-10⁶ Ω/مربع، تمامًا من منطقة التعرض للعزل مع الحفاظ على اتصال حميم مع عناصر التحكم في الإجهاد عند الانتقال. يتطلب هذا التوازن تقنية دقيقة.
قم بتسجيل الطبقة شبه الموصلة بشكل محيطي عند نقطة القطع للخلف باستخدام الأداة الموصى بها من الشركة المصنعة للكابل. تجنب تسجيل نقاط أعمق من 0.1 مم في عزل XLPE - فالقطع الأعمق يخلق نقاط تركيز إجهاد. قم بإزالة مادة أشباه الموصلات بالكامل؛ حيث تُنشئ البقايا مسارات موصلة على طول واجهة التحكم في الإجهاد.
إعداد سطح العزل:
قم بتنظيف سطح XLPE المكشوف بقطعة قماش خالية من الوبر ومذيب معتمد من الشركة المصنعة. قم بإجراء اختبار القماش الأبيض: امسح السطح بقطعة قماش بيضاء نظيفة وافحصها بحثاً عن تغير اللون. أي تلوث مرئي يتطلب تنظيفاً إضافياً.
الوقت مهم. يجب ألا تتجاوز فترة التعرض القصوى بين التنظيف وتركيب الملحقات 30 دقيقة في الظروف العادية، وأقل من ذلك في البيئات المتربة أو الرطبة.
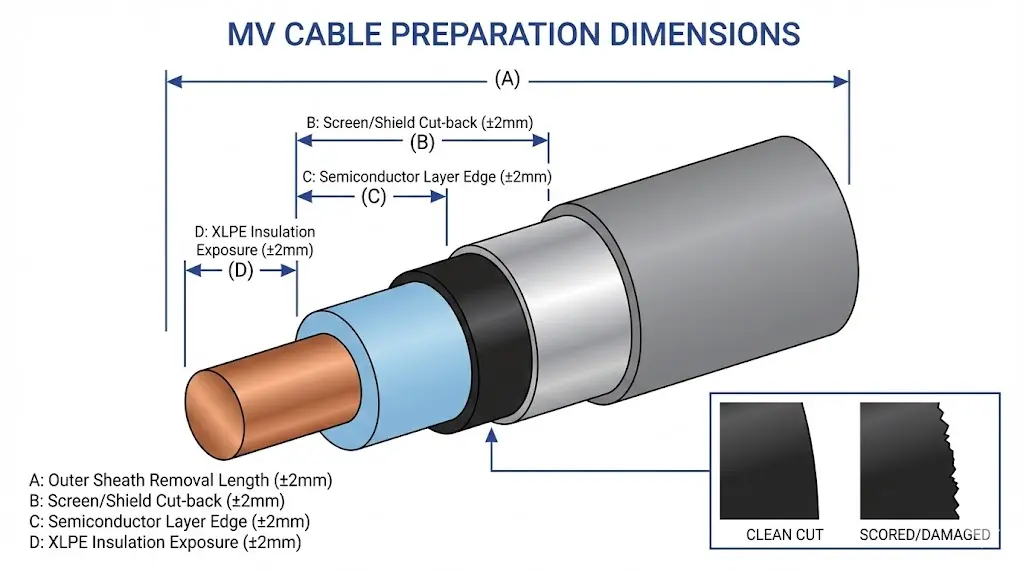
الشكل 2. متطلبات أبعاد إعداد الكابلات لتركيب الملحقات ذات الجهد المتوسط، والتي توضح القياسات الحرجة من (أ) إلى (د) مع تفاوتات تفاوتات ± 2 مم في مناطق قطع الشاشة شبه الموصلة ومناطق التعرض للعزل.
بروتوكول فحص تركيب الانكماش البارد
تعتمد تقنية الانكماش البارد على أنابيب مطاط EPDM أو مطاط السيليكون التي تتقلص على الكابل عند إزالة قلب الدعم. ويعتمد نجاح التركيب على التحجيم المناسب، وتحديد الموضع، وتقنية إزالة القلب.
التحقق من المكونات قبل التثبيت:
تأكد من تطابق القطر الداخلي للأنبوب مع القطر الخارجي للكابل ضمن النطاق المحدد - مما يسمح عادةً بتمديد 15-25%. تحقق من أن عناصر التحكم في الضغط موجهة بشكل صحيح. تحقق من أن شرائط مانع التسرب المصطكي موجودة ومرنة.
نقاط التحقق من تسلسل التثبيت:
الخطوة
نقطة فحص مراقبة الجودة
معايير النجاح
1
وضع مخروط الإجهاد
تتمركز على حافة شبه موصل ± 3 مم
2
محاذاة الأنبوب
متحدة المركز مع محور الكابل
3
بدء إزالة اللب
يبدأ الفك السلس والمستمر
4
اكتمال إزالة الجزء الداخلي
استخراج كامل بدون تشويه الأنبوب
5
فحص الواجهة
لا توجد فجوات هوائية أو تجاعيد أو نتوءات مرئية
تقييم تقنية الإزالة الأساسية:
قم بإزالة قلب الدعم باستخدام دوران ثابت ومستمر. يؤدي الاستخراج المتشنج أو المتقطع إلى تشويه الأنبوب وتكوين فراغ هوائي محتمل. يجب أن ينهار الأنبوب بسلاسة على سطح الكابل.
اختبار اللمس بعد التركيب:
مرر إصبعك مرتدياً قفازاً على طول سطح أنبوب الانكماش البارد. يشير أي انقطاع أو نتوء أو بقعة لينة إلى وجود فراغ محتمل في الواجهة يتطلب فحصًا قبل التنشيط. يتطلب مطاط EPDM ضغطًا شعاعيًا بحد أدنى 0.3 ميجا باسكال لتحقيق إحكام غلق الرطوبة المقدر - يسمح الضغط غير الكافي بدخول الرطوبة التي تؤدي إلى تدهور مقاومة العزل في غضون 18-24 شهرًا.
تعتمد ملحقات الانكماش الحراري على التنشيط الحراري المتحكم فيه لتحقيق الاستعادة المناسبة وتشكيل الختم اللاصق. إدارة درجة الحرارة تحدد النجاح.
التحقق من معدات التدفئة:
تأكد من تطابق نوع الشعلة مع متطلبات الشركة المصنعة - ينتج كل من مسدس البروبان أو البوتان أو مسدس الهواء الساخن أنماط حرارة مختلفة. تحقق من إمدادات الوقود الكافية للتركيب الكامل. يجب أن تكون مؤشرات درجة الحرارة (مقياس الحرارة بالأشعة تحت الحمراء أو الطباشير الحرارية) متوفرة.
معلمات التحكم في درجة الحرارة:
نوع المادة
الحد الأدنى لدرجة حرارة الانكماش
النطاق الأمثل
درجة الحرارة القصوى الآمنة
البولي أوليفين المتشابك
90°C
110-120°C
150°C
أنابيب مبطنة باللاصق
100°C
120-130°C
160°C
قم بتطبيق الحرارة باستخدام النمط المحدد من قبل الشركة المصنعة - عادةً من المنتصف إلى الخارج بالنسبة للوصلات من طرف إلى طرف بالنسبة للوصلات. حافظ على مسافة شعلة ثابتة. راقب هذه المؤشرات:
علامات نقصان الحرارة: استرداد غير مكتمل، لا يتوافق الأنبوب بإحكام مع محيط الكابل، وتبقى المادة اللاصقة غير مكتملة في أطراف الأنبوب.
علامات السخونة الزائدة: تغير اللون، والفقاعات السطحية، وتحول المادة إلى هشة، وتفحم المادة اللاصقة.
استرداد الانكماش والتحقق من الختم:
يجب أن يتوافق الأنبوب المكتمل بإحكام دون وجود فجوات أو سدود مرئية. يؤكد انضغاط المادة اللاصقة المرئية في نهايات الأنبوب على تشكيل الختم المناسب - يشير غياب هذه الحبة إلى احتمال عدم اكتمال التسخين على الرغم من المظهر المرئي المقبول لجسم الأنبوب.
تزيد درجة الحرارة المحيطة التي تقل عن 10 درجات مئوية بشكل كبير من متطلبات وقت التسخين - قم بتسخين سطح الكابل قبل وضع أنابيب الانكماش الحراري في الظروف الباردة
تتسبب الرياح في تسخين غير متساوٍ؛ قم بحماية منطقة العمل أو اضبط التقنية لتعويض ذلك
تشير أنماط تدفق المادة اللاصقة إلى جودة التسخين أفضل من مظهر السطح وحده
متطلبات الاختبار الكهربائي بعد التركيب
يوفر الاختبار الكهربائي التحقق الموضوعي من أن جودة التركيب تفي بالمتطلبات التشغيلية. تكشف هذه الاختبارات عن العيوب غير المرئية للفحص البصري.
بروتوكول اختبار مقاومة العزل:
تطبيق جهد اختبار التيار المستمر المناسب لفئة جهد النظام. تسجل القراءات عند دقيقة واحدة لتقييم القبول؛ وتمدد إلى 10 دقائق لحساب مؤشر الاستقطاب في حالة تقييم الكابلات القديمة.
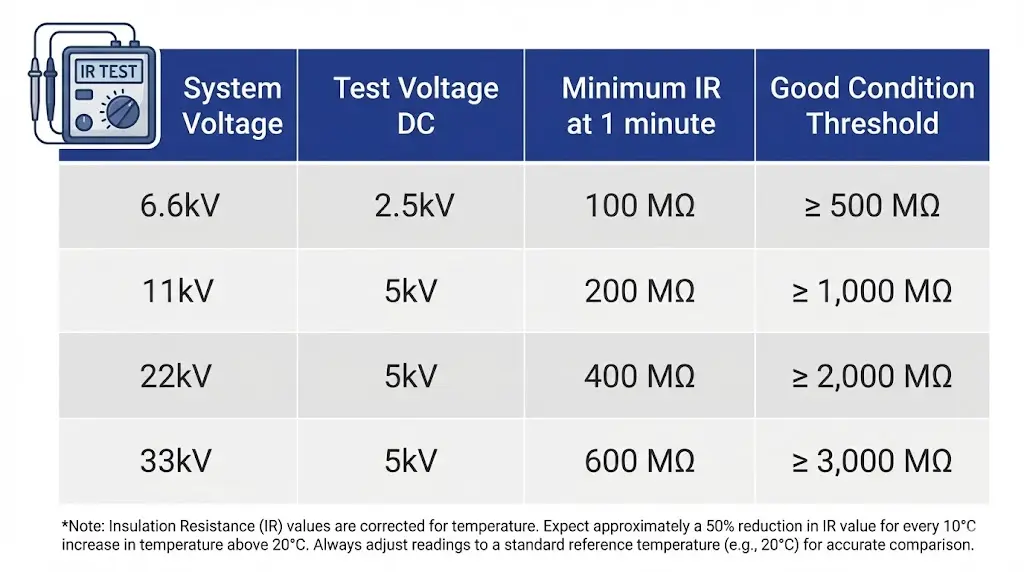
الشكل 3. معلمات اختبار مقاومة العزل حسب فئة جهد النظام توضح اختيار جهد اختبار التيار المستمر والحد الأدنى المقبول لقيم الأشعة تحت الحمراء عند قراءة دقيقة واحدة مع ملاحظات تصحيح درجة الحرارة.
جهد النظام
جهد الاختبار (تيار مستمر)
الحد الأدنى للأشعة تحت الحمراء (1 دقيقة)
حالة جيدة
6.6 كيلو فولت
2,500 V
100 متر مكعب
>1,000 متر مكعب
11 كيلو فولت
5,000 V
200 متر مكعب
>2,000 متر مكعب
22 كيلو فولت
5,000 V
400 متر مكعب
>5,000 متر مكعب
33 كيلو فولت
5,000 V
500 متر مكعب
>5,000 متر مكعب
تؤثر درجة الحرارة على القراءات بشكل كبير. تطبيق عوامل التصحيح: انخفاض 50% تقريبًا في الأشعة تحت الحمراء لكل 10 درجات مئوية زيادة عن خط الأساس المرجعي 20 درجة مئوية.
قياس التفريغ الجزئي:
يمكن لأجهزة كشف PD المحمولة ميدانيًا ذات حساسية أقل من 5 pC تحديد عيوب التركيب قبل التنشيط. ووفقًا لمعيار IEEE 48-2020، يجب أن تُظهر عمليات الإنهاء المثبتة ميدانيًا مستويات PD أقل من 5 pC عند 1.5 × U₀. أما القراءات التي تتجاوز 10 pC فتستدعي الفحص وإمكانية إعادة التركيب.
اعتبارات تحمل الجهد العالي:
لا يزال اختبار تحمل التيار المستمر على كابلات XLPE مثيرًا للجدل - قد تؤدي الشحنات المحتجزة إلى خلق نقاط إجهاد تعزز الأعطال المستقبلية. تفضل العديد من المرافق الآن اختبار التردد المنخفض جدًا (VLF) للتيار المتردد عند 0.01-0.1 هرتز للتشغيل الميداني وفقًا لتوجيهات IEEE 400-2012. وتصل جهد الاختبار عادةً إلى 3 × U₀ لمدة 15-30 دقيقة.
عيوب التركيب الشائعة والوقاية منها
تكشف الخبرة الميدانية في بيئات التركيب المتنوعة عن وجود أنماط عيوب ثابتة. يتيح فهم الأسباب إمكانية الوقاية.
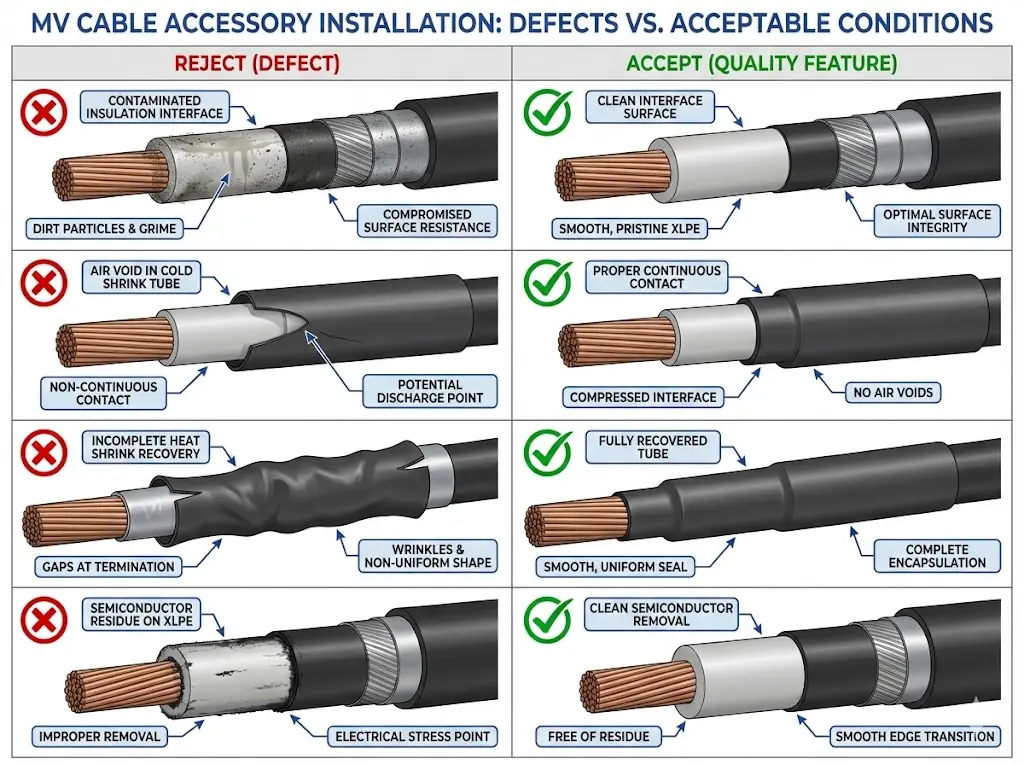
الشكل 4. دليل تحديد عيوب التركيب الذي يقارن بين ظروف الرفض (التلوث، الفراغات الهوائية، الانكماش غير المكتمل، بقايا أشباه الموصلات) مع جودة التركيب المقبولة لملحقات الكابلات ذات الجهد المتوسط.
نوع العيب
السبب الجذري
الوقاية
طريقة الكشف
تلوث الواجهة
عدم كفاية التنظيف والتعرض للغبار
انضباط المنطقة النظيفة والتجميع الفوري
اختبار PD، بصري إذا كان شديداً
بقايا أشباه الموصلات
إزالة غير مكتملة، تقنية خاطئة
الأدوات المناسبة، وفحص ما قبل التجميع
الشذوذ البصري والأشعة تحت الحمراء
الفراغات الهوائية (الانكماش البارد)
أنبوب صغير الحجم، إزالة اللب المتشنج
التحجيم الصحيح والاستخراج الثابت
اختبار PD، الفحص باللمس
الانكماش غير الكامل (الانكماش الحراري)
تدفئة غير كافية، نمط خاطئ
مراقبة درجة الحرارة والتقنية الصحيحة
الفحص البصري والأبعاد
تلف العزل
التسجيل بعمق شديد، والتعامل مع الأضرار
الأدوات المناسبة، ودعم الكابلات
شذوذ بصري، اختبار الأشعة تحت الحمراء
أبعاد غير صحيحة
خطأ في القياس، ورقة بيانات خاطئة
تحقق مرة أخرى واستخدم أدلة القطع
التحقق قبل التجميع
يؤدي توثيق جميع عمليات الفحص إلى إمكانية التتبع للامتثال للضمان ويوفر بيانات أساسية لتقييمات الصيانة المستقبلية.
ضمان الموثوقية على المدى الطويل مع ملحقات MV عالية الجودة
تعمل مراقبة جودة التركيب على تحويل ملحقات الكابلات من نقاط فشل محتملة إلى مكونات نظام موثوقة. يقلل نهج قائمة المراجعة - التحقق المنهجي في كل مرحلة حرجة - من حالات فشل التشغيل بحوالي 35% مقارنة بطرق الفحص غير الرسمية.
ملحقات عالية الجودة تدعم نجاح التركيب. المنتجات المصممة هندسيًا بتفاوتات أبعاد مناسبة، وأدلة تحديد المواقع المحددة بوضوح، ووثائق التركيب الشاملة تقلل من أخطاء التصنيع.
زيي إيليك ملحقات الكابلات تتضمن المجموعة أدلة تركيب مفصلة ووثائق نقاط مراقبة الجودة والدعم الفني للتركيبات المعقدة عبر تطبيقات 6.6 كيلو فولت إلى 33 كيلو فولت.
قم بتنزيل قائمة مراجعة مراقبة الجودة الكاملة المكونة من 45 نقطة للاستخدام الميداني، أو اتصل بفريقنا الفني للحصول على إرشادات التركيب في تطبيقات محددة.
الأسئلة المتداولة
سؤال: ما السبب الأكثر شيوعًا لفشل ملحق كابل MV بعد التركيب؟
ج: يتسبب تلوث الواجهة أثناء إعداد الكابل في الحصة الأكبر من الأعطال - حيث تتسبب الجسيمات الصغيرة التي لا يتجاوز حجمها 50 ميكرومترًا في إنشاء مواقع بدء التفريغ الجزئي التي تؤدي إلى تآكل العزل تدريجيًا على مدار 18-36 شهرًا حتى يحدث الانهيار الكامل.
س: متى يجب إجراء الاختبار الكهربائي بعد التركيب؟
ج: يجب إجراء اختبار مقاومة العزل والتفريغ الجزئي فور الانتهاء من التركيب وقبل الردم أو إغلاق الضميمة، مع التوصية بإجراء اختبار المتابعة في غضون 30 يومًا من بدء التشغيل الأولي لتحديد قيم خط الأساس.
س: ما هو نطاق درجة الحرارة المحيطة المقبول لتركيب ملحقات الانكماش البارد؟
ج: تحدد معظم الشركات المصنعة من 5 درجات مئوية إلى 35 درجة مئوية لتركيب الانكماش البارد؛ حيث إن مطاط EPDM أقل من هذا النطاق يتصلب وقد لا يحقق ضغطًا مناسبًا، بينما قد يبدأ الأنبوب الممدود مسبقًا فوق 35 درجة مئوية في الارتخاء قبل اكتمال التثبيت.
س: كيف يمكنني التحقق من التسخين الكافي أثناء تركيب الانكماش الحراري بدون مقياس حرارة بالأشعة تحت الحمراء؟
ج: توفر أقلام التلوين أو الملصقات التي تشير إلى درجة الحرارة المطبقة على سطح الأنبوب مؤشرًا موثوقًا به - يتغير لون علامة قلم التلوين أو يتحول الملصق عند الوصول إلى درجة الحرارة المستهدفة، مما يؤكد تنشيط المادة اللاصقة بشكل صحيح.
س: ما هي قيمة مؤشر الاستقطاب التي تشير إلى تلوث الرطوبة في ملحق تم تركيبه حديثًا؟
ج: تشير قيم مؤشر الاستقطاب التي تقل عن 1.5 (محسوبة كقراءة الأشعة تحت الحمراء لمدة 10 دقائق مقسومة على قراءة دقيقة واحدة) إلى وجود رطوبة أو عزل متدهور بشدة؛ عادةً ما تظهر الملحقات المركبة حديثًا في حالة جيدة قيم مؤشر استقطاب تتراوح بين 2.0 و4.0.
س: هل يجب إجراء اختبار التفريغ الجزئي على كل تركيبات ملحقات الجهد المتوسط؟
ج: على الرغم من أن اختبار PD يوفر التحقق الأكثر تحديدًا من الجودة، إلا أنه يتطلب معدات متخصصة لا تتوفر دائمًا في الظروف الميدانية؛ على الأقل، قم بإجراء اختبار PD على الدوائر الحرجة، وأعمال التركيب لأول مرة، وأي تركيب يكشف الفحص البصري عن مخاوف محتملة.
س: ما هي المدة التي يجب أن تكون فيها أسطح الكابلات مكشوفة بين التنظيف وتركيب الملحقات؟
ج: يجب ألا يتجاوز الحد الأقصى لوقت التعريض 30 دقيقة في الظروف العادية؛ في البيئات المتربة أو الرطبة أو الملوثة، قلل هذا الوقت إلى 15 دقيقة أو أقل، وأعد التنظيف إذا حدث تأخير.
يويو شي
تكتب يويو شي في ZeeyiElec، مع التركيز على ملحقات الجهد المتوسط ومكونات المحولات وحلول ملحقات الكابلات. تغطي مقالاتها تطبيقات المنتجات، والأساسيات التقنية، ورؤى المصادر للمشترين العالميين في مجال الصناعات الكهربائية.