Когда интерфейс выключателя нагрузки 200A выходит из строя в полевых условиях, основной причиной редко является мгновенный производственный дефект. Эти компоненты служат критической точкой разграничения между внутренней средой распределительного трансформатора и внешней подземной кабельной сетью. Чтобы успешно диагностировать причину отказа в условиях длительной эксплуатации, специалисты на местах должны сначала понять, какие интенсивные и переменные нагрузки действуют на этот специфический интерфейс.
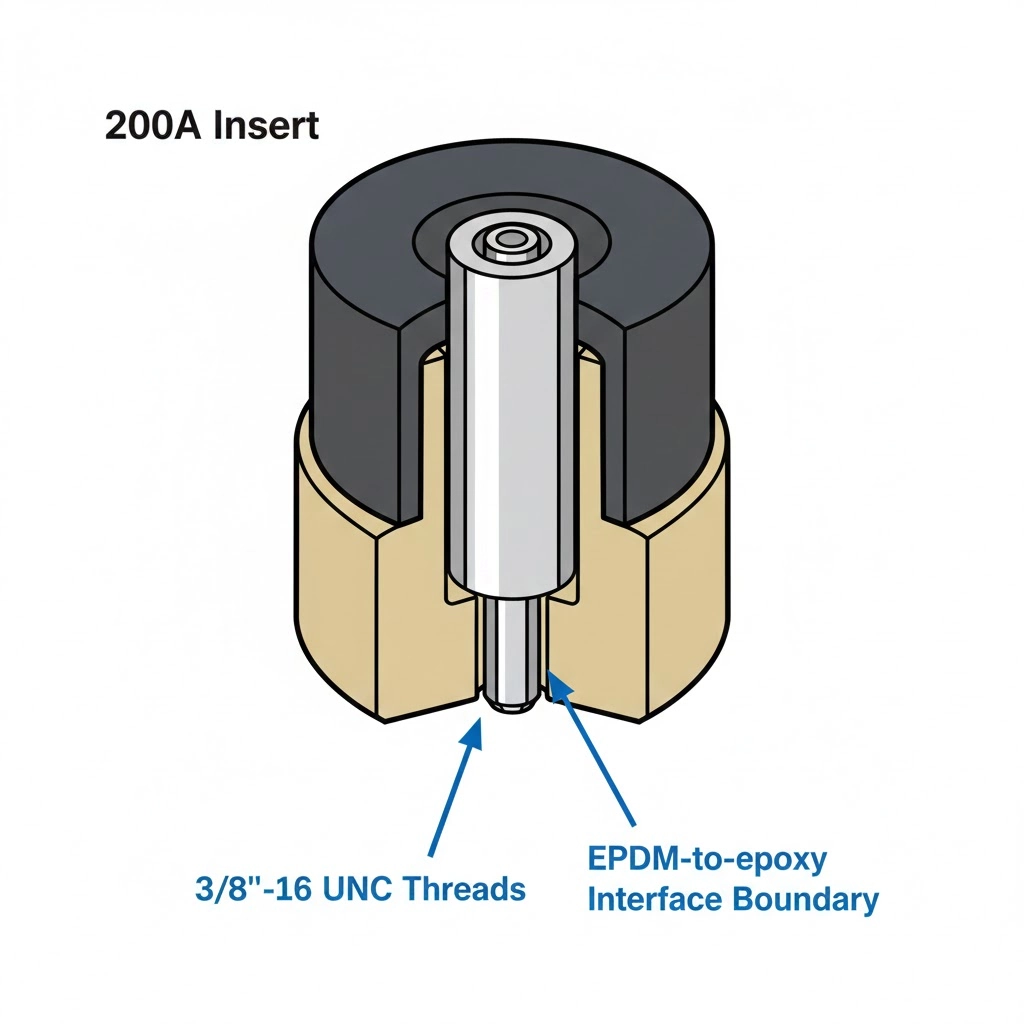
Анатомия отказа вставки в корне связана с физикой ее конструкции. Сборка опирается на высоконапряженную диэлектрическую границу, образованную интерференционной посадкой между формованной резиной EPDM (этилен-пропилен-диен-мономер) вставки и жесткой эпоксидной смолой трансформаторного колодца. Кроме того, внутренний медный стержень обеспечивает единственное механическое и электрическое соединение с обмоткой трансформатора. Когда это структурное равновесие нарушается, возникают пути разрушения в трех различных областях:
Механические неисправности: Возникают во время установки или переключения. Перекрестная резьба медной шпильки, чрезмерный крутящий момент, разрушающий эпоксидный слой, или гидравлическая блокировка из-за неправильной смазки напрямую нарушают физическую геометрию интерфейса.
Термическая деградация: Механическая несоосность или недостаточный посадочный момент препятствуют полному контакту металла с металлом в основании. Повышенное контактное сопротивление приводит к локальному нагреву, который разрушает окружающую резину EPDM.
Диэлектрический пробой: Если из интерференционной посадки не удается удалить весь воздух и влагу, образующиеся пустоты ионизируются под высоким электрическим напряжением, что приводит к короне, слеживанию углерода и, в конечном итоге, к замыканию фазы на землю.
При классах напряжения от 15 кВ до 35 кВ погрешность практически равна нулю. При потере механической целостности - будь то из-за микроскопической воздушной пустоты ≥ 0,1 мм или нарушенной медной резьбы - неизбежно запускается каскад механизмов теплового и диэлектрического разрушения. Плохой контакт приводит к повышенному нагреву I²R, который постоянно повышает локальную ΔT. Одновременно с этим воздух, попавший в зону повышенного напряжения, ионизируется, что в конечном итоге приводит к разрушению диэлектрической границы этих критических зон. аксессуары для трансформаторов.
Рисунок 1: Механическая и электрическая целостность вставки зависит от критического контакта металла с металлом в основании и интерференционной посадки вдоль конуса.
Более 75% отказов вставок, исследованных в полевых условиях, показали, что их причина кроется в ошибках механической установки, а не в дефектах материала.
Деградация диэлектрика происходит бесшумно; интерфейс может работать в течение 12-18 месяцев при активном частичном разряде, прежде чем произойдет обнаруживаемое замыкание фазы на землю.
Поскольку вставка и постоянный трансформаторный колодец имеют прямое резьбовое соединение, диагностика вставки требует одновременного осмотра эпоксидной поверхности колодца и внутренней медной резьбы.
Термическая деградация: Диагностика высокого контактного сопротивления
Значительная часть отказов втулочных колодцев проявляется в виде тепловой деградации. При анализе перегретого интерфейса первопричиной почти всегда является повышенное контактное сопротивление между медной шпилькой вставки и внутренней резьбой трансформаторного колодца. Выявление этих симптомов до того, как они перерастут в полную неисправность, имеет решающее значение для надежности сети.
Физика контактного сопротивления
В правильно затянутом интерфейсе 200A механическое сжатие обеспечивает оптимальный контакт металла с металлом, удерживая внутреннее сопротивление ниже базового уровня 50 мкΩ - 100 мкΩ. Однако если при установке вставки затянуть недостаточно, или если резьба загрязнена мусором или старым фиксатором резьбы, эффективная площадь контакта резко сокращается.
Уменьшение площади контакта напрямую увеличивает сопротивление (R). Поскольку выделение тепла подчиняется уравнению P = I²R, даже умеренные токи нагрузки на недостаточно затянутом контакте вызовут непропорциональное повышение температуры (ΔT). Тепло возникает на шпильке и проникает наружу в резину EPDM. EPDM обладает отличными диэлектрическими свойствами, но начинает физически разрушаться при постоянном воздействии температур ≥ 130°C. Тепловое расширение перегретой меди еще больше деформирует резину, навсегда нарушая интерференционную посадку.
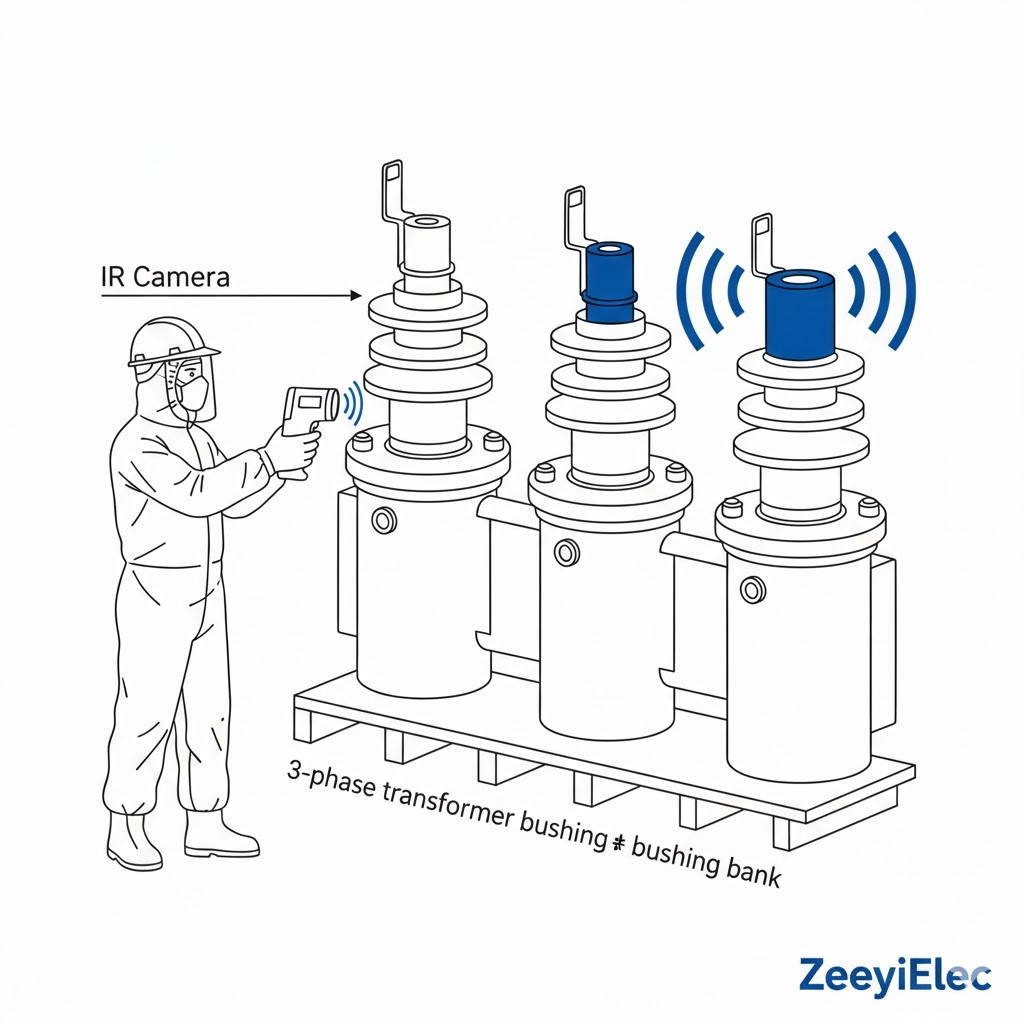
Визуальные и термографические признаки нагрева
Полевые бригады обычно диагностируют тепловые проблемы по двум различным признакам. При проверках под напряжением основным инструментом является инфракрасная (ИК) термография. Здоровая вставка должна работать в пределах нескольких градусов от температуры окружающего трансформаторного масла. Локализованное горячее пятно у основания вставки - часто показывающее ΔT на 20°C и более по сравнению с соседними фазами - является определенным признаком высокого контактного сопротивления [НЕОБХОДИМА АВТОРСКАЯ ССЫЛКА НА ИСТОЧНИК: IEEE Std 386 for Separable Insulated Connector Systems - specifically thermal cycling requirements].
При визуальном осмотре в обесточенном состоянии термическая деградация оставляет четкие физические свидетельства. Резина EPDM вблизи основания будет выглядеть “меловой” или значительно более твердой, чем остальная часть вставки, потеряв свои эластомерные свойства в результате длительного запекания. В продвинутых случаях внутренний медный стержень сильно обесцвечивается - из ярко-медного он превращается в темный, окисленный фиолетовый или черный - что свидетельствует о сильном перегреве, предшествующем выходу из строя.
Пробой диэлектрика: Трекинг и частичный разряд
При анализе вышедших из строя втулочных вкладышей наиболее распространенным видимым механизмом разрушения является пробой диэлектрика. Обычно это проявляется в виде следов углерода на границе раздела между формованной резиной EPDM и эпоксидной смолой. Диагностика этого вида отказа требует понимания специфических условий, которые приводят к разрушению интерфейса под средним напряжением, в частности того, как захваченный воздух ионизируется и инициирует разрушительный каскад.
Механизмы ионизации интерфейсов
Фундаментальный принцип работы интерфейса 200A и вставки основан на абсолютном отсутствии воздушных пустот между сопрягаемыми поверхностями. При безупречной установке резина EPDM полностью вытесняет воздух из окружающей среды, а для поддержания герметичности используется тонкий (от 0,5 мм до 1,0 мм) слой одобренной производителем силиконовой диэлектрической смазки. Однако если на эпоксидной смоле имеются глубокие царапины или нанесена недостаточная смазка, в ней могут образоваться микроскопические воздушные карманы.
Под воздействием интенсивных электрических полей напряжения, возникающих на уровнях 15 кВ, 25 кВ или 35 кВ, эти воздушные пустоты ионизируются задолго до окружающей твердой изоляции. Эта ионизация создает локализованный частичный разряд (коронный) внутри пустоты. Непрерывная бомбардировка ионами физически и химически разъедает прилегающие поверхности из резины EPDM и эпоксидной смолы. В течение нескольких недель или месяцев эта медленная деградация нарушает диэлектрическую границу этих критических кабельные аксессуары интерфейсы.
Определение путей отслеживания выбросов углекислого газа
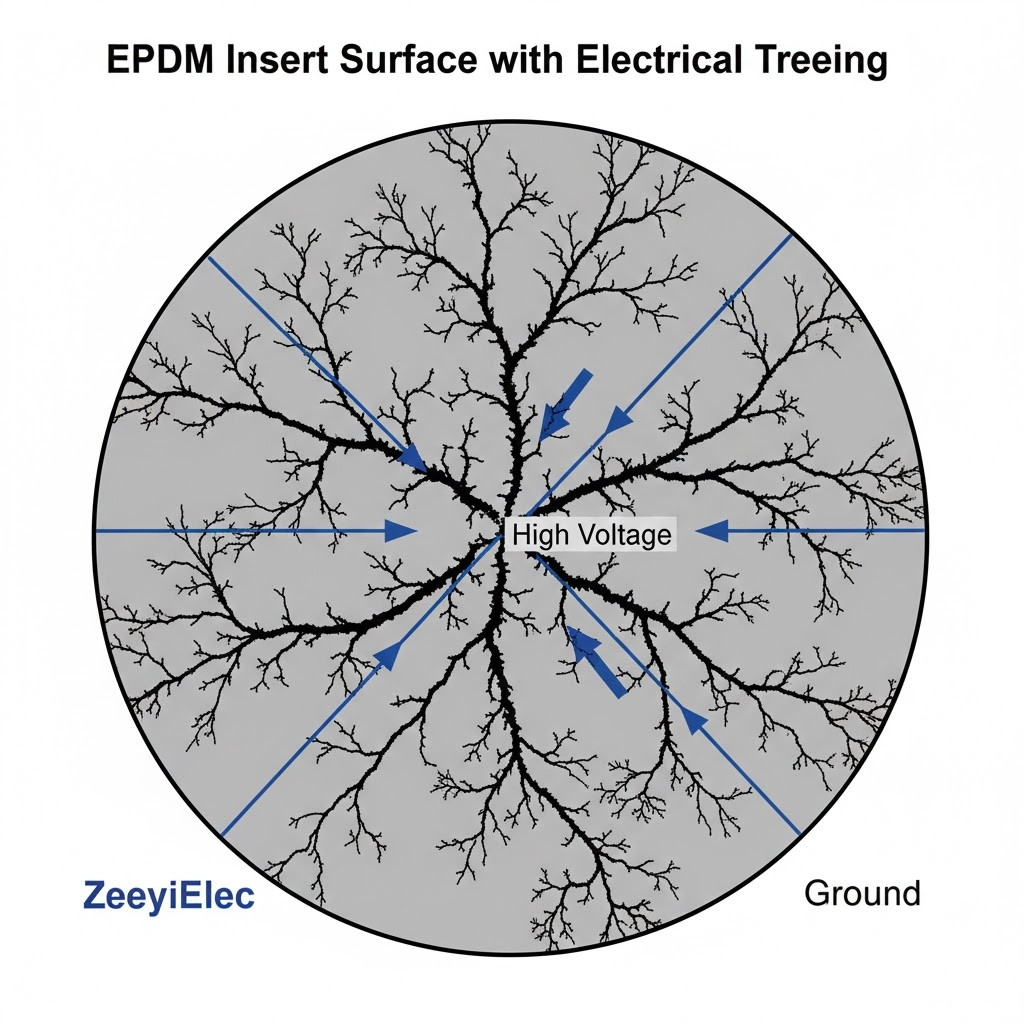
Физические признаки частичного разряда неоспоримы для подготовленного техника. При осмотре в обесточенном состоянии основным признаком является “слежение”. Оно проявляется в виде отчетливых, ветвящихся черных линий, которые часто называют “древовидными”, выжженных непосредственно на поверхности резины EPDM вставки или вытравленных в соответствующей эпоксидной смоле стенки скважины.
Эти дорожки представляют собой, по сути, постоянные проводящие пути, состоящие из карбонизированного изоляционного материала. Обычно они возникают вблизи высоковольтной медной шпильки и распространяются наружу к заземленному контуру скважины. Как только образуется углеродная дорожка, диэлектрическая прочность интерфейса резко падает. Наличие видимых следов требует немедленной замены вставки; повреждение необратимо и неизбежно приведет к катастрофическому замыканию фазы на землю, если трансформатор снова окажется под напряжением.
Рисунок 2. Углеродное слежение (древовидное) идет по пути наименьшего сопротивления через границу раздела, что в конечном итоге приводит к вспышке фаза-земля.
Механические поломки: Перекрестная резьба и чрезмерная затяжка
В то время как для проявления тепловой и диэлектрической деградации часто требуются месяцы, механические отказы происходят сразу же и обычно возникают при первоначальной установке или последующем переключении технического обслуживания. Диагностика механического отказа требует от полевого персонала распознавания физических симптомов неправильного обращения, в частности, с резьбовым интерфейсом 200A и применением смазочных материалов.
Признаки перекрестной резьбы медных шпилек
Наиболее частой механической ошибкой является перекрестное ввинчивание внутренней медной шпильки 3/8″-16 UNC в эпоксидный колодец трансформатора. Выездные специалисты всегда должны начинать нарезание резьбы вручную в течение первых двух-трех полных оборотов. Если сразу же почувствовать сопротивление и применить гаечный ключ для принудительного соединения, медная резьба необратимо деформируется.
При разборке после отказа легко определить вставку с перекрестной резьбой. Медная шпилька будет иметь сильно сплющенную или срезанную резьбу с одной стороны. Кроме того, фланец основания вставки из резины EPDM будет несимметрично прилегать к эпоксидной смоле, оставляя видимый зазор. Такая асимметричная посадка гарантирует, что внутренние электрические контакты не будут полностью задействованы, создавая непосредственный высокоомный путь повреждения.
Выявление микротрещин в скважинах с эпоксидной смолой
Чрезмерное затягивание не менее губительно. Когда монтажники используют некалиброванные гаечные ключи или пневматические ударные драйверы, они часто превышают строгий предел в 10-15 фунт-футов (13,5-20,3 Нм), необходимый для затяжки и сопряжения вставок. Огромное вращательное усилие передается непосредственно на жесткую эпоксидную смолу трансформаторного колодца.
При полевой диагностике чрезмерно затянутого соединения часто обнаруживаются микротрещины, исходящие от резьбового сосуда в скважине. Эти трещины нарушают структурную целостность всего уплотнения бака трансформатора, позволяя диэлектрическому маслу вытекать наружу, а влаге проникать внутрь, что приводит к катастрофическому внутреннему разрушению.
Эффект гидравлического замка
Более тонкая механическая поломка возникает из-за неправильного применения диэлектрической смазки. В то время как тонкий слой обязателен для предотвращения образования воздушных пустот, чрезмерное заполнение отверстия силиконовой смазкой создает “гидравлический замок”. Когда вставка закручивается внутрь, несжимаемая смазка не может выйти, создавая огромное внутреннее давление жидкости.
Это давление физически не позволяет вставке полностью сесть, даже если динамометрический ключ щелкает на 15 фунт-футах. Техник считает, что вставка затянута, но медная шпилька не достигла требуемого контакта металла с металлом. При извлечении гидравлически заблокированной вставки в основании скважины часто обнаруживается толстая пробка смазки, подтверждающая, что показания динамометрического ключа были ложными, а соединение оставалось опасно свободным.
[Экспертный взгляд: обнаружение гидравлического замка в полевых условиях]
Классическим признаком гидравлической блокировки является вставка, которая ощущается “губчатой” во время заключительной фазы крутящего момента, а не приходит к жесткой, определенной механической остановке.
Если при обратном ходе только что установленной вставки вы слышите отчетливый звук всасывания или хлопок, избыток смазки привел к образованию герметичной вакуумной камеры, что подтверждает сценарий гидравлического замка.
Сильное выдавливание смазки вокруг хомута заземления сразу после затяжки является визуальным признаком того, что на сопрягаемые поверхности было нанесено слишком много смазки.
Пошаговый процесс диагностики в полевых условиях
Когда интерфейс выключателя нагрузки 200A выходит из строя или подает предупреждающие сигналы, структурированный процесс диагностики является обязательным для предотвращения вторичного повреждения оборудования и обеспечения безопасности персонала. Произвольное вытягивание колен или произвольная повторная затяжка вставок не позволяет выявить первопричину и часто усугубляет основную неисправность. Данный поэтапный подход соответствует стандартным протоколам технического обслуживания разъемных соединителей среднего напряжения, обеспечивая точную оценку перед заменой компонентов.
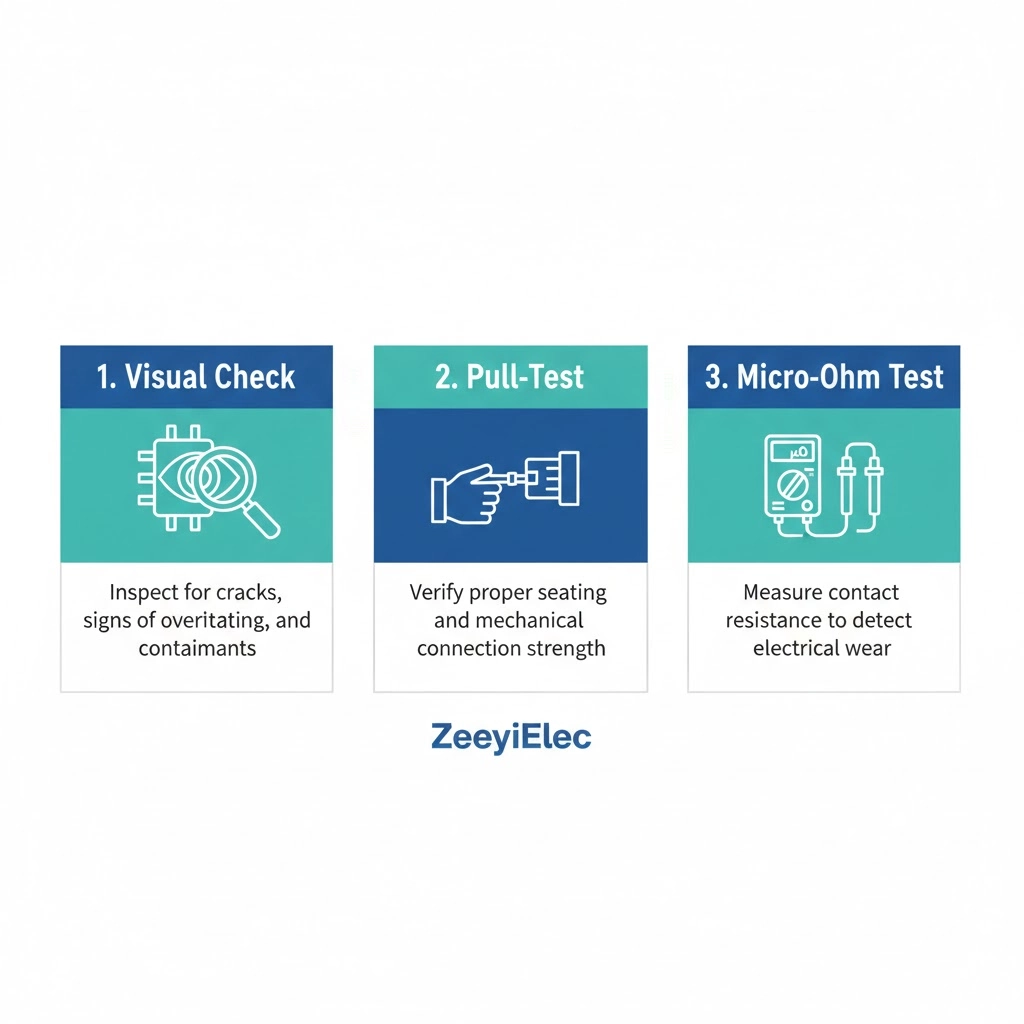
Этап 1: Визуальный осмотр в обесточенном состоянии
Процесс диагностики начинается только после того, как трансформатор полностью обесточен, изолирован и должным образом заземлен. Первоначальный визуальный осмотр сосредоточен на внешней стороне втулочной вставки и окружающей ее эпоксидной смоле.
Техники должны проверять наличие любого асимметричного зазора ≥ 1 мм на посадочной муфте, где резина EPDM соприкасается с баком трансформатора. Такой зазор сразу же указывает на перекрестную резьбу или гидравлический замок. Затем проверьте открытую поверхность резины на наличие следов углерода (слабые черные линии) и “меловой” термической деградации, что означает, что внутренняя рабочая температура превысила 130°C.
Этап 2: Испытание на механическую целостность
Прежде чем пытаться открутить вставку, проведите мягкое механическое испытание на вытягивание. Приложите к носику вставки боковое усилие около 10-15 фунтов. Если при этом наблюдается вращательный люфт или шатание, значит, внутренняя медная резьба 3/8″-16 UNC либо сильно недозатянута, либо механически срезана. Это подтверждает, что критический контакт металла с металлом в основании был потерян, что вызывает повышенное внутреннее сопротивление.
Этап 3: Расширенная электрическая диагностика
Если визуальные и механические проверки не дали результатов, перед возвращением оборудования в эксплуатацию необходимо провести расширенное электрическое тестирование. Первичная диагностика заключается в проверке микроомного сопротивления через интерфейс.
Используя специализированный микроомметр, измерьте сопротивление от внутренней вторичной обмотки трансформатора (если она доступна) до первичного контакта вставки. Сопротивление здорового интерфейса 200A должно составлять от 50 до 100 мкОм. Показания, значительно превышающие этот базовый уровень, или нестабильные показания, которые колеблются во время испытания, подтверждают деградацию внутреннего контакта. Наконец, если оборудование все еще находится под напряжением и нагрузкой до отключения, ультразвуковые детекторы могут идентифицировать высокочастотные акустические излучения частичного разряда, точно определяя коронную активность внутри интерфейса задолго до того, как следы углерода станут заметны на внешней стороне [ПРОВЕРЬТЕ СТАНДАРТ: IEEE Std C57.12.90 для стандартных кодов испытаний].
Рисунок 3. Структурированный диагностический процесс обеспечивает сохранение визуальных, механических и электрических свидетельств для анализа первопричины.
Поиск высоконадежных втулочных колодезных вставок
Диагностика неисправности - это только первый этап восстановления сети; для предотвращения повторения требуется указать компоненты для замены, способные выдерживать длительные тепловые и диэлектрические нагрузки. Если интерфейс выходит из строя из-за плохой стабильности материала или неточностей в размерах, замена его идентичным компонентом низкого уровня гарантирует повторный выход из строя.
Предотвращение таких отказов начинается на уровне закупок. Инженеры и группы закупок должны указывать втулочные колодцевые вкладыши 200A, изготовленные из высококачественного каучука EPDM, который противостоит термической деградации при длительной нагрузке. Кроме того, механический интерфейс должен быть безупречным, чтобы обеспечить правильную интерференционную посадку.
Внутренняя медная резьба 3/8″-16 UNC должна быть точно обработана, чтобы она могла выдержать обязательный посадочный момент 10-15 фунт-футов (13,5-20,3 Нм) без упругости или растяжения. Если медный сплав будет слишком мягким, резьба деформируется во время установки, что приведет к снижению контактного сопротивления и повышению ΔT, которое со временем приведет к разрушению окружающей изоляции.
Компания ZeeyiElec разрабатывает и производит высоконадежные аксессуары для трансформаторов, в том числе прецизионные вставки для втулочных колодцев, предназначенные для распределительных сетей 15, 25 и 35 кВ. В нашем производственном процессе приоритет отдается строгим допускам на размеры и тщательным диэлектрическим испытаниям, чтобы гарантировать, что каждая вставка сразу после изготовления обеспечивает интерфейс без короны и с низким сопротивлением. Мы поддерживаем OEM-производителей, EPC и коммунальные проекты по всему миру, обеспечивая быстрое техническое соответствие, полную экспортную документацию и поддержку индивидуальных спецификаций. Проконсультируйтесь с командой инженеров ZeeyiElec сегодня, чтобы обеспечить надежные компоненты и предотвратить преждевременные отказы интерфейса в вашем следующем проекте.
Часто задаваемые вопросы
Как определить, что втулочная вставка в скважине вышла из строя, до того, как произойдет отключение?
Отказы на ранних стадиях часто проявляются в виде повышенных температур, обнаруживаемых при обычном инфракрасном (ИК) термографическом сканировании, обычно ΔT составляет 20°C или более по сравнению с соседними фазами. Усовершенствованная диагностика с использованием ультразвуковых детекторов также может выявить высокочастотную коронную активность в зоне раздела за несколько недель до катастрофического замыкания фазы на землю.
Как выглядит карбоновый след на снятой вставке?
Углеродное слежение проявляется в виде отчетливых, ветвящихся черных линий или “деревьев”, выжженных непосредственно на поверхности резины EPDM или в сопрягаемой эпоксидной смоле. Эти следы указывают на то, что электрическое напряжение (обычно ≥15 кВ) нарушило диэлектрическую прочность интерфейса, создав постоянный проводящий путь, который требует немедленной замены вставки.
Можно ли повторно затянуть ослабленную вставку после ее эксплуатации?
Если вставка работала неплотно и выделяла чрезмерное количество тепла (часто превышающее порог 130°C для резины EPDM), повторная затяжка не является безопасным решением, поскольку внутренняя медная резьба и изоляция, скорее всего, подверглись необратимой термической деградации. Стандартная практика заключается в полном удалении подозрительной вставки, осмотре колодца трансформатора на предмет повреждений и установке абсолютно нового компонента.
Почему вставка иногда отходит, если снять локоть для снятия нагрузки?
Отход вставки при снятии колена обычно указывает на то, что при первоначальной установке она была сильно недозатянута (гораздо ниже требуемых 10-15 фунтов-футов), или перекрестная резьба не позволила шпильке надежно зафиксироваться. Такая механическая неисправность требует немедленного обесточивания трансформатора для замены вставки и проверки внутренней резьбы 3/8″-16 UNC в колодце.
Остановит ли нанесение большего количества диэлектрической смазки частичный разряд?
Нет, нанесение избыточного количества диэлектрической смазки не исправит существующий частичный разряд и часто приводит к появлению гидравлического замка, который физически препятствует полной посадке вставки. Правильная смазка требует лишь микроскопической, равномерной пленки (от 0,5 до 1,0 мм) для вытеснения воздуха; она не может компенсировать глубокие царапины, следы углерода или отсутствие механического сжатия.
Нужно ли проверять трансформатор, если отказала только вставка?
Да, диагностика неисправности вставки невозможна без тщательного визуального и механического осмотра колодца постоянного трансформатора. Если на эпоксидной поверхности колодца имеются следы от слеживания или внутренняя медная резьба растянута от чрезмерной затяжки, установка новой вставки просто приведет к повторному выходу из строя в течение короткого периода времени.
йойо ши
Йойо Ши пишет для ZeeyiElec, специализируясь на аксессуарах для среднего напряжения, компонентах трансформаторов и кабельных аксессуарах. В ее статьях рассказывается о применении продукции, технических основах, а также об особенностях поиска поставщиков для глобальных покупателей электротехнической промышленности.