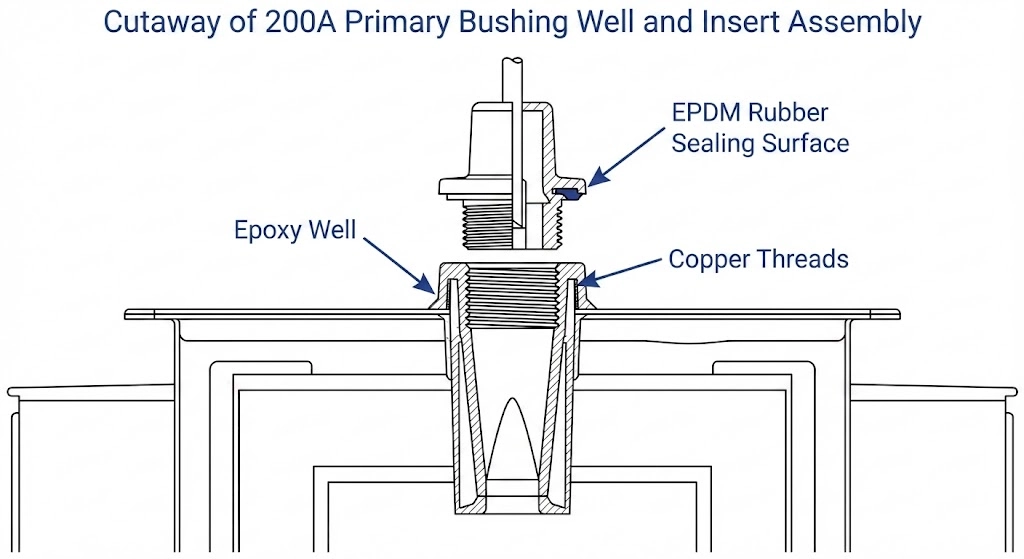
Место соединения распределительного трансформатора с подземной первичной кабельной сетью имеет специализированный интерфейс, состоящий из двух частей: постоянного эпоксидного колодца, закрепленного на баке трансформатора, и сменного . Установка вставки во втулочный колодец - это не просто механическое нарезание резьбы; это сборка в полевых условиях диэлектрической границы, находящейся под высоким напряжением. Когда к этой вставке подключается колено разрыва нагрузки 200 А, лежащий в ее основе интерфейс должен безупречно передавать ток, активно управляя интенсивными электрическими полями напряжения, присутствующими на уровнях напряжения 15 кВ, 25 кВ или 35 кВ, перед передачей нагрузки в сеть. .
Втулочная вставка выполняет одновременно три функции: создает диэлектрическое уплотнение без коронного разряда, обеспечивает надежное механическое крепление аксессуаров для прерывания нагрузки и поддерживает путь тока с низким сопротивлением от внутренней обмотки трансформатора к внешней кабельной системе. Если при установке не удается достичь этих целей - часто из-за загрязнения, неправильной смазки или неправильного момента затяжки, - последствия оказываются весьма серьезными. Микроскопические воздушные зазоры между эпоксидной смолой и резиной EPDM вставки быстро ионизируются под напряжением среднего напряжения, вызывая частичный разряд (коронный), который беззвучно разрушает изоляционные материалы. Аналогичным образом, недостаточный контакт металла с металлом на базовой резьбе создает локальный нагрев, приводящий к тепловому выходу и, в конечном счете, к катастрофическому разрушению всего соединения.
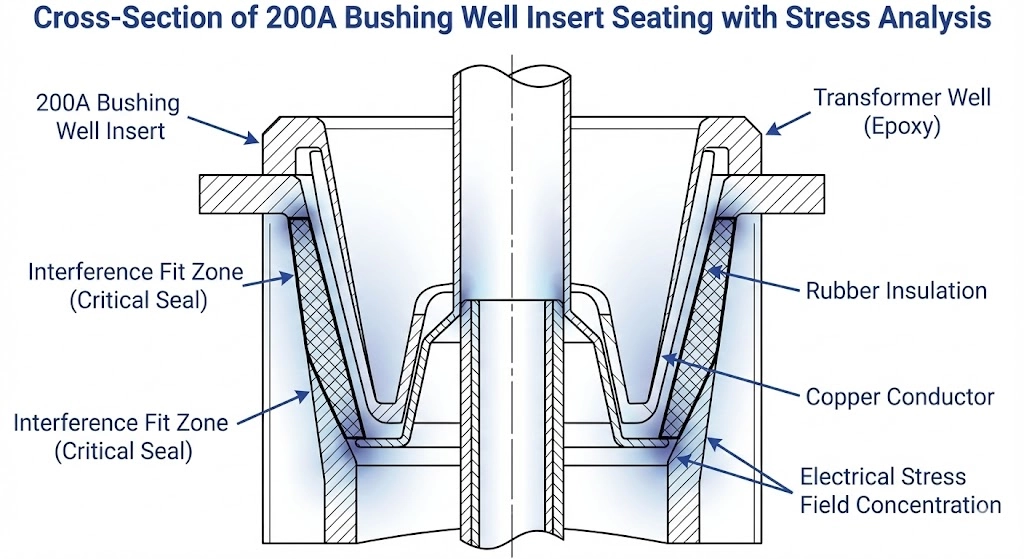
Понимание физики этого интерфейса - основа надежной установки. Сопрягаемые поверхности полагаются на интерференционную посадку и специальные диэлектрические смазки, чтобы полностью исключить попадание воздуха и влаги. Каждый шаг в процессе установки направлен на устранение переменных, нарушающих эту критическую границу.
Рисунок 1: Механическая интерференционная посадка между эпоксидной скважиной и вставкой из EPDM активно регулирует электрические поля напряжения, предотвращая попадание влаги.
[Экспертный взгляд: реалии отказа интерфейса].
Более 80% отказов вводов 200A в полевых условиях происходят из-за попадания воздуха, влаги или перекрестной резьбы при установке, а не из-за производственных дефектов.
Пробой диэлектрика на этом участке часто занимает от 12 до 18 месяцев, чтобы проявиться в виде катастрофического замыкания фазы на землю, что часто маскирует основную причину ошибки при монтаже.
Так как соединение обеспечивает надежное уплотнение бака трансформатора, трещина в колодце от чрезмерного затягивания приведет к немедленной дорогостоящей замене трансформатора или ремонту в мастерской.
Подготовка к установке и проверка инструментов
Перед ввинчиванием вставки в колодец трансформатора требуется тщательная подготовка. Опыт эксплуатации постоянно показывает, что поспешная подготовка напрямую связана со случаями перекрестной резьбы и долгосрочными диэлектрическими отказами. Состояние колодца и качество инструмента определяют успех установки.
Визуальный осмотр колодца трансформатора
Эпоксидная поверхность втулочного колодца трансформатора должна быть идеально чистой и структурно неповрежденной. При работе в полевых условиях - особенно при модернизации или обслуживании существующих распределительных трансформаторов - технический персонал должен тщательно удалить пыль, влагу и старую смазку. Осмотрите внутреннюю медную резьбу, которая обычно является стандартной 3/8″-16 UNC для приложений с прерыванием нагрузки 200 А. При замене старой вставки внутри резьбы часто остаются остатки анаэробного состава для фиксации резьбы. Если не удалить этот мусор, новая вставка затянется преждевременно, выдавая ложные показания крутящего момента до полного сопряжения первичных электрических контактов.
При визуальном осмотре тщательно исследуйте поверхность эпоксидной скважины на предмет наличия размерных задиров или глубоких царапин глубиной ≥ 0,5 мм вдоль сопрягаемого конуса. Царапины, превышающие этот порог, создают микроскопические пустоты, которые даже высококачественная диэлектрическая смазка не может надежно заполнить, что значительно повышает вероятность локализованного частичного разряда. Кроме того, убедитесь, что выбранная вами силиконовая диэлектрическая смазка проверена на экстремальные температурные режимы работы системы: обычно она сохраняет свою незатвердевающую вязкость в рабочем диапазоне от -40°C до +130°C.
Необходимая оснастка и утвержденные смазочные материалы
Попытки монтажа с помощью подручных инструментов являются основной причиной механических повреждений. Монтажники должны убедиться, что их наборы инструментов содержат именно то оборудование, которое предназначено для работы со средневольтными интерфейсами.
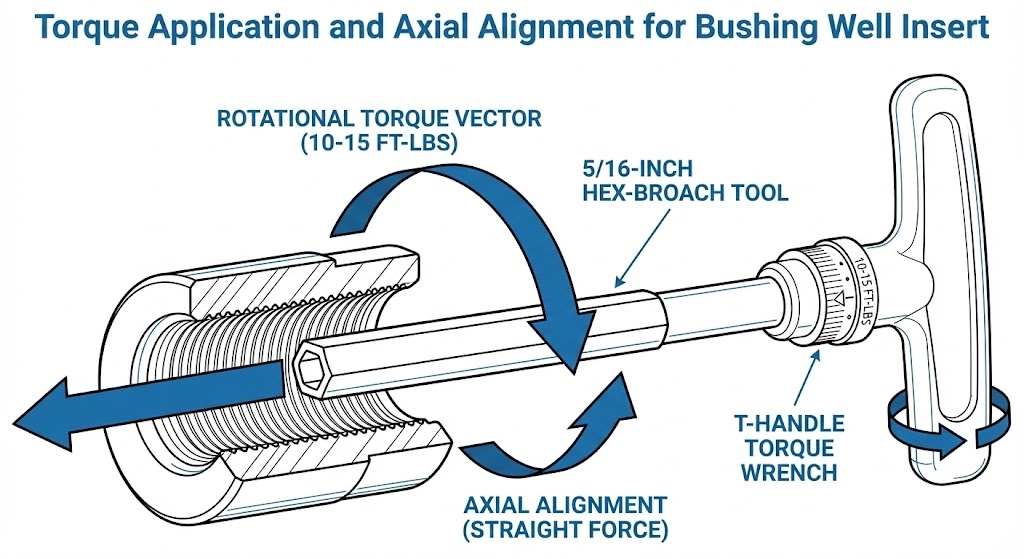
Прежде всего, приобретите калиброванный динамометрический ключ, способный точно измерять крутящий момент в диапазоне от 10 до 20 фунт-футов (13,5-27,1 Нм), в паре с подходящим инструментом с шестигранной головкой (обычно с шестигранным валом 5/16 дюйма). Никогда не используйте пневматические или электрические гайковерты, так как резкие скачки крутящего момента могут привести к растрескиванию эпоксидного покрытия или защелкиванию внутренней медной шпильки.
Во-вторых, приобретите безворсовые чистящие салфетки и одобренный испаряющийся растворитель без остатка. Наконец, для установки требуется одобренная производителем силиконовая диэлектрическая смазка. Это очень важный выбор: использование стандартных смазок на нефтяной основе приведет к химическому воздействию и разбуханию резины EPDM вставки и сопрягаемых колен, что приведет к быстрому разрушению изоляции в течение нескольких месяцев после подачи напряжения.
Пошаговая процедура установки
Установка втулочной скважинной вставки 200A требует строгого соблюдения последовательности действий. Опыт эксплуатации показывает, что отклонения, такие как неправильная очистка или применение неправильной техники смазки, приводят к появлению влаги или воздушных пустот, что в конечном итоге приводит к образованию трещин на границе эпоксидной смолы и резины. Эта процедура соответствует стандартной практике коммунальных служб для соединений среднего напряжения, обеспечивая герметичность без коронного разряда и надежную передачу тока.
Шаг 1: Очистка интерфейсов
Начните с тщательной очистки внутренней поверхности колодца втулки трансформатора и сопрягаемой внешней поверхности новой вставки. Используйте только безворсовые салфетки, пропитанные одобренным растворителем для электрических контактов без остатков. Протирайте в одном, непрерывном направлении, чтобы удалить всю пыль, производственные масла и влагу. Никогда не используйте ветошь или бумажные полотенца, так как они содержат микроскопические волокна, которые под высоким напряжением служат путями слежения. Дайте растворителю полностью стечь, прежде чем приступать к работе; задерживание растворителя под резиновой поверхностью приведет к быстрому разрушению изоляции.
Шаг 2: Нанесение диэлектрической смазки
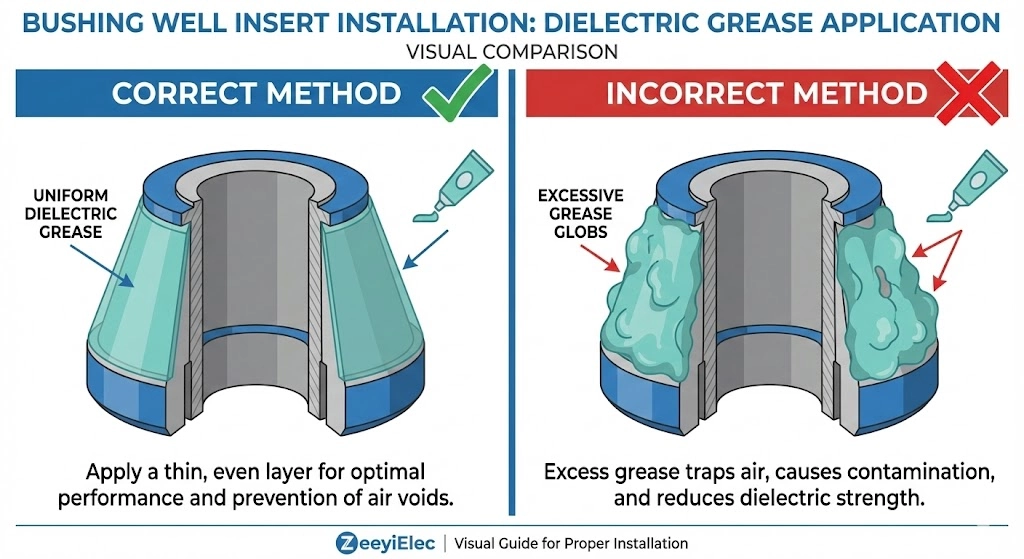
Цель смазки - уменьшить трение при нарезании резьбы и полностью заполнить все микроскопические воздушные пустоты между эпоксидной смолой и вставкой из резины EPDM. Нанесите тонкий равномерный слой силиконовой диэлектрической смазки, поставляемой производителем, на внутренний конус втулки и наружный конус вставки.
Избегайте распространенной ошибки, связанной с набивкой скважины избыточным количеством смазки. Слишком большое количество смазки создает гидравлический замок у основания скважины, препятствуя полному вводу вставки. Слой толщиной примерно 0,5-1,0 мм достаточен для достижения требуемого диэлектрического уплотнения без создания чрезмерного давления жидкости при вставке.
Шаг 3: Нарезание резьбы и первоначальная посадка
Аккуратно совместите резьбовую медную шпильку вставки с розеткой в колодце. Вставка должна быть абсолютно перпендикулярна баку трансформатора. Первые два-три полных оборота начинайте закручивать вставку вручную. Такой ручной запуск очень важен в полевой практике; он обеспечивает плавное зацепление медной резьбы и дает немедленную тактильную обратную связь в случае начала перекрестной резьбы. Если вы почувствуете сопротивление до третьего оборота, немедленно остановитесь, верните вставку и снова очистите резьбу.
Шаг 4: Окончательное затягивание
После того как вставка нарезана вручную и посажена на место, вставьте соответствующий инструмент с шестигранной головкой в рабочую проушину или шестигранное гнездо вставки. Используя калиброванный динамометрический ключ, затяните узел с указанным производителем моментом затяжки. Прикладывайте постоянное, равномерное давление без рывков, чтобы обеспечить правильное растяжение медной шпильки, добиваясь требуемого контакта металла с металлом в основании.
Рисунок 2: Нанесение тонкого равномерного слоя силиконовой смазки толщиной от 0,5 до 1,0 мм вытесняет воздух, не вызывая гидравлической блокировки при вводе.
[Expert Insight: Best Practices for Threading]
Всегда берите с собой запасную вставку на место установки. Если вставка упадет в грязь или перетрется во время первоначального ручного поворота, ее нельзя будет очистить в соответствии со спецификацией, и она должна быть выброшена.
При нанесении диэлектрической смазки отдавайте предпочтение более тонкому и равномерному слою. Чрезмерное гидравлическое давление из-за слишком большого количества смазки может привести к тому, что вставка слегка отступит, прежде чем окончательный момент затяжки зафиксирует ее на месте.
При надавливании и вращении располагайте тело прямо на одной линии со вставкой; боковое давление вне оси является основной причиной несоосности резьбы.
Критические характеристики затяжки и распространенные ошибки
Физическая посадка вставки диктует как целостность диэлектрика, так и токопроводящую способность заделки. Полагаться на субъективные оценки - главная причина преждевременных отказов в полевых условиях в системах прерывания нагрузки 200A. Для фиксации интерфейса требуется определенное механическое усилие, чтобы растянуть внутренний медный стержень, зафиксировать сборку вместе, одновременно сжимая интерфейс для исключения воздуха.
Параметры заданного крутящего момента и инструмент
Для стандартных узлов 200A и вставок монтажники должны использовать калиброванный динамометрический ключ с шестигранным ключом 5/16 дюйма. Универсальный целевой момент затяжки для этого интерфейса обычно составляет от 10 до 15 фунт-футов (13,5-20,3 Нм). Полевые бригады должны прилагать это усилие, используя динамометрический ключ с Т-образной рукояткой, а не стандартную одностороннюю трещотку. Односторонняя трещотка создает сильное боковое напряжение на этапе окончательной затяжки, что может привести к микротрещинам эпоксидной основы скважины еще до того, как будет достигнут правильный осевой момент. Эти допуски на механические и электрические интерфейсы строго регламентируются отраслевыми протоколами, такими как .
Последствия недостаточной затяжки
Если не удается достичь минимального порога крутящего момента, интерфейс становится очень уязвимым для теплового и диэлектрического пробоя.
При недостаточной затяжке вставки первичные медные контакты не достигают требуемого поверхностного зацепления. Это резко увеличивает внутреннее контактное сопротивление, часто выходящее за пределы допустимых 50-100 мкОм. Во время пиковых циклов нагрузки на распределитель это повышенное сопротивление вызывает сильный локальный нагрев (чрезмерное ΔT). Непрерывное тепловое расширение и сжатие в конечном итоге разрушает окружающую резину EPDM, что приводит к тепловому разрыву и полному замыканию фазы на землю.
Механические риски, связанные с чрезмерной затяжкой
И наоборот, превышение затяжки на 15 фунт-футов (20,3 Нм) приводит к серьезным механическим рискам. Превышение затяжки обычно является результатом использования пневматических инструментов или некалиброванных гаечных ключей. Внутренняя медная резьба 3/8″-16 UNC рассчитана на экстремальное растяжение. Если приложить усилие 25 фунт-футов или более, медь растянется сверх предела упругости, необратимо деформируя резьбу или полностью срезая шпильку. Даже если шпилька уцелеет, чрезмерное вращательное усилие может расколоть эпоксидный корпус самого трансформаторного колодца, что приведет к необходимости дорогостоящего слива трансформаторного бака для замены сварной конструкции колодца.
Рисунок 3. Использование динамометрического ключа с Т-образной рукояткой обеспечивает строго осевое усилие, предотвращая боковые напряжения, которые могут разрушить эпоксидный корпус скважины.
Тестирование и проверка после установки
После того как динамометрический ключ покажет правильную физическую посадку втулки в колодец, установка еще не завершена. Переход от физической сборки к электрически жизнеспособному, не подверженному короне интерфейсу среднего напряжения требует тщательной проверки после установки, прежде чем подключать колена выключателя нагрузки или снова подавать напряжение на трансформатор. Обход этих проверок часто приводит к катастрофическим отказам вскоре после ввода в эксплуатацию.
Визуальная и механическая проверка
Начните с тщательного визуального осмотра по окружности новой втулки в месте ее соприкосновения с торцом колодца трансформатора. При правильной установке не должно быть зазоров у посадочного бурта. Фланец основания вставки должен равномерно прилегать к эпоксидной смоле. Если имеется несимметричный зазор, это является немедленным признаком перекрестной резьбы или наличия мусора, препятствующего полной посадке внутренней медной шпильки.
Затем полевые бригады должны провести мягкое механическое испытание на вытягивание. Приложив к носовой части вставки боковое усилие около 10-15 фунтов, можно проверить физическую целостность резьбового соединения. Если вставка демонстрирует шатание или вращательный люфт ≥ 1 мм, ее необходимо снять, повторно проверить резьбу и повторить процедуру установки, начиная с этапа очистки.
Верификация диэлектрических интерфейсов
Наконец, необходимо подготовить открытую поверхность вновь установленной вставки к приему колена разрыва нагрузки. Вытрите излишки диэлектрической смазки, которая выделилась при затяжке вокруг основания. Интерфейс внешнего конуса должен быть полностью очищен, а затем слегка смазан свежей микроскопической пленкой одобренной силиконовой смазки. Этот заключительный этап смазки гарантирует, что когда колено выключателя нагрузки надвигается на вставку, резиновые поверхности EPDM плавно скользят друг по другу, вытесняя весь воздух и создавая критическое диэлектрическое уплотнение 200A.
Поиск надежных втулочных вставок для скважин для проектов распределения
Точность, необходимая для безупречной установки интерфейса 200A, мало что значит, если сама вставка не обладает точностью размеров или надежными свойствами диэлектрического материала. Успешная установка полностью зависит от выбора высококачественной резины EPDM и точно обработанной медной резьбы, которые соответствуют строгим промышленным стандартам. При выборе этих компонентов для распределительных трансформаторов 15 кВ, 25 кВ или 35 кВ группы закупок должны убедиться в том, что аксессуары рассчитаны на длительную термическую стабильность и работу без короны в суровых полевых условиях.
Компания ZeeyiElec предлагает инженерные решения для критически важных аксессуаров для дистрибуции, производя втулочные колодезные вставки, отвечающие строгим международным требованиям к проектам. Наша команда инженеров поддерживает проекты OEM-производителей и дистрибьюторов, обеспечивая быстрое техническое согласование, полную экспортную документацию и поддержку индивидуальных спецификаций. Независимо от того, стандартизируете ли вы оборудование для развертывания коммунальных служб или обеспечиваете надежные компоненты для контракта EPC, наши точно изготовленные принадлежности обеспечат безопасную и надежную работу ваших трансформаторных установок в течение всего срока службы. Обратитесь к нашим техническим специалистам сегодня, чтобы получить точное соответствие спецификации и конкурентоспособное предложение по проекту.
Часто задаваемые вопросы
Можно ли повторно использовать вкладыш втулочного колодца после его удаления?
Хотя технически это возможно, если вставка не имеет механического износа, передовая отраслевая практика требует установки новой вставки после извлечения, чтобы гарантировать целостность интерфейса 200A и диэлектрического уплотнения. Микроразрывы или деформация резьбы при извлечении значительно повышают риск частичного разряда при повторном включении в сеть на уровнях от 15 до 35 кВ.
Какой тип диэлектрической смазки следует использовать на вставке 200A?
Используйте только одобренную производителем неотверждаемую силиконовую диэлектрическую смазку, поставляемую с конкретным аксессуаром для выключателя нагрузки или указанную для него. Использование стандартных смазок на нефтяной основе приведет к химическому воздействию и разбуханию компонентов из резины EPDM, что приведет к катастрофическому разрушению изоляции в течение нескольких месяцев эксплуатации.
Как сильно должна быть затянута втулочная вставка?
Для большинства втулочных колодцев 200A требуется момент затяжки от 10 до 15 фунтов-футов (13,5-20,3 Нм), но монтажники должны всегда проверять точное значение в инструкции производителя. Использование калиброванного динамометрического ключа с подходящим инструментом с шестигранной головкой 5/16 дюйма является обязательным, чтобы избежать недозатяжки медной шпильки или растрескивания эпоксидного корпуса колодца.
Почему при установке втулки в колодце нарезается поперечная резьба?
Перекрестная резьба обычно возникает, когда вставка не идеально перпендикулярна скважине во время начальной фазы ручной нарезки резьбы, или если внутренняя медная резьба скважины 3/8″-16 UNC загрязнена грязью или старым фиксатором резьбы. Всегда начинайте нарезать резьбу вручную в течение первых двух-трех полных оборотов, прежде чем применять механический инструмент, чтобы обеспечить правильное выравнивание.
Нужно ли обесточивать трансформатор для замены вставки?
Да, замена втулочно-колодезной вставки требует полного обесточивания, изоляции и надлежащего заземления распределительного трансформатора в соответствии со строгими протоколами безопасности на объекте. В то время как сопрягаемые колена выключателя нагрузки можно эксплуатировать под напряжением в определенных контролируемых условиях, вставка и колодец образуют постоянное механическое соединение, которое нельзя безопасно открутить под напряжением.
Что произойдет, если я нанесу слишком много силиконовой смазки?
Избыток диэлектрической смазки создает гидравлический замок внутри втулочного отверстия, препятствуя полному закручиванию вставки и достижению необходимого контакта металла с металлом для передачи тока. Тонкий равномерный слой толщиной примерно 0,5-1,0 мм достаточен для вытеснения воздуха и влаги без создания чрезмерного давления жидкости при посадке.
йойо ши
Йойо Ши пишет для ZeeyiElec, специализируясь на аксессуарах для среднего напряжения, компонентах трансформаторов и кабельных аксессуарах. В ее статьях рассказывается о применении продукции, технических основах, а также об особенностях поиска поставщиков для глобальных покупателей электротехнической промышленности.