Uma terminação de contração a frio de 15 kV falha no mês quatorze. A equipe de instalação culpa o acessório. O setor de compras suspeita de um lote falsificado. O engenheiro do local aponta para um evento recente de raio. Três teorias, uma falha, certeza zero e uma substituição já encomendada antes que alguém examine as evidências.
Diagnóstico sistemático de falhas de campo isola as causas básicas antes que ocorram falhas repetidas. Ao seguir um fluxo de trabalho estruturado, os engenheiros de campo identificam o que de fato falhou, por que falhou e quais condições permitiram que a falha se desenvolvesse. Esse processo de cinco etapas se aplica a acessórios para cabos, buchas de transformadores, comutadores de derivação, fusíveis e componentes relacionados instalados em redes de média tensão.
O fluxo de trabalho passa por: (1) avaliação da cena e preservação de evidências, (2) classificação do modo de falha, (3) desenvolvimento da hipótese da causa raiz, (4) sequência de testes de diagnóstico e (5) confirmação da causa raiz com ação corretiva. Se você pular uma etapa, a conclusão final se tornará especulação em vez de julgamento de engenharia.
Por que o diagnóstico sistemático de falhas evita a repetição de falhas
A solução aleatória de problemas - troca de peças, ajuste de configurações, esperança de que o problema seja resolvido - trata os sintomas enquanto as causas principais persistem. Uma bucha de transformador que falha devido à entrada de umidade falhará novamente se a vedação do respiro ou da gaxeta continuar comprometida. Uma terminação de cabo que superaquece devido a crimpagens de condutor subdimensionadas repetirá a falha, independentemente de quantos acessórios de alta qualidade a substituam.
As observações de campo em mais de 150 terminações com falhas recuperadas de redes de serviços públicos revelam que mais de 70% de falhas prematuras são atribuídas a três mecanismos principais: entrada de umidade, degradação térmica e concentração de tensão elétrica nas interfaces. Cada mecanismo deixa assinaturas distintas que o diagnóstico sistemático pode identificar.
O custo do diagnóstico incorreto aumenta rapidamente. Além do material e da mão de obra para substituições repetidas, as organizações perdem a confiança nos equipamentos, nos fornecedores e nas práticas de instalação. A documentação gerada durante o diagnóstico adequado protege as reivindicações de garantia, informa as decisões de aquisição e cria um conhecimento institucional que evita incidentes futuros.
Etapa 1 - Avaliação da cena e preservação de evidências
O isolamento de segurança vem em primeiro lugar. Confirme o bloqueio e a sinalização antes de se aproximar do equipamento com falha.
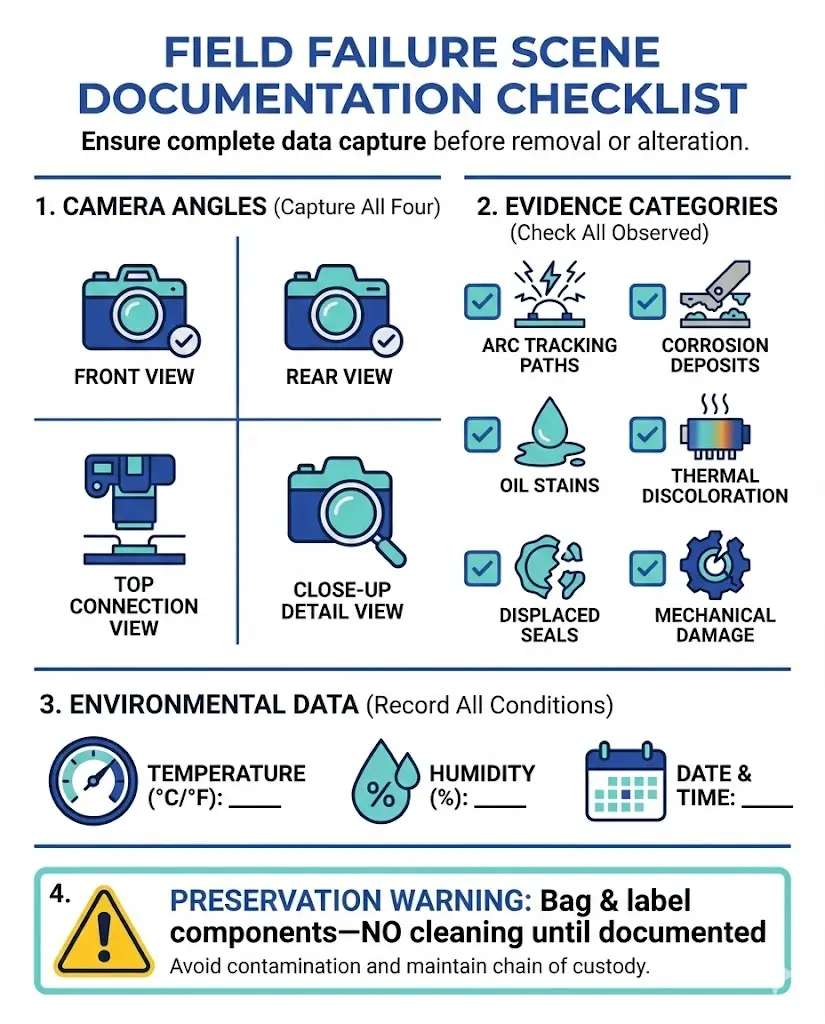
Documente antes de perturbar. Fotos tiradas com o smartphone de quatro ou mais ângulos capturam detalhes perdidos durante o manuseio - caminhos de rastreamento de arcos, manchas de óleo, vedações deslocadas, padrões de corrosão. Registre as condições ambientais: temperatura, umidade, histórico de carga, se disponível, eventos climáticos nas 72 horas anteriores.
As evidências físicas geralmente destruídas antes da documentação incluem:
Condição do revestimento do cabo 300 mm a montante e a jusante do ponto de falha
Padrões de poluição externa da bucha indicando contaminação direcional
Estado físico do elo fusível: derretido versus mecanicamente separado versus intacto
Cor e odor do óleo do comutador de torneiras (cheiro de queimado indica evento térmico)
Embale e rotule todos os componentes removidos para possível análise laboratorial. A limpeza ou o corte de peças com defeito antes da fotografia destrói as assinaturas de falha que determinam a causa raiz.
Figura 1. Lista de verificação da documentação da cena para a preservação de evidências do Estágio 1 - fotografe no mínimo quatro ângulos antes de mexer nos componentes com defeito.
[Percepção do especialista: evidências que desaparecem primeiro]
As impressões digitais e os filmes de contaminação nas interfaces de isolamento oxidam em 48 horas após a exposição
Os padrões de descoloração térmica desaparecem à medida que os componentes esfriam até a temperatura ambiente
A umidade retida nos espaços vazios evapora quando as vedações são rompidas durante a desmontagem
Documentar os níveis e as cores do óleo in situ - a drenagem altera as assinaturas de diagnóstico
Etapa 2 - Como classificar os modos de falha elétrica
A classificação direciona o desenvolvimento de hipóteses subsequentes. A maioria das falhas de campo envolve várias categorias - o estresse térmico inicia o dano, a umidade acelera a quebra, o deslocamento mecânico expõe as interfaces à contaminação.
Categoria de falha
Indicadores visuais/físicos
Componentes comumente afetados
Térmica
Descoloração (progressão marrom→preta), isolamento derretido, superfícies de contato carbonizadas
Terminações, suportes de fusíveis, conexões de buchas
Dielétrico
Árvores de rastreamento, furos, caminhos carbonizados através de isolamento sólido
Acessórios para cabos, buchas MV
Mecânica
Rachaduras, cones de tensão deslocados, ferragens soltas, alojamentos deformados
Conexões de contração a frio, mecanismos de troca de torneiras
Ambiental
Inchaço, escamação, produtos de corrosão branca, danos por hidrólise
Terminações externas, instalações costeiras
Combinado
Vários indicadores presentes, degradação progressiva visível
Instalações de longa duração ou em ambientes agressivos
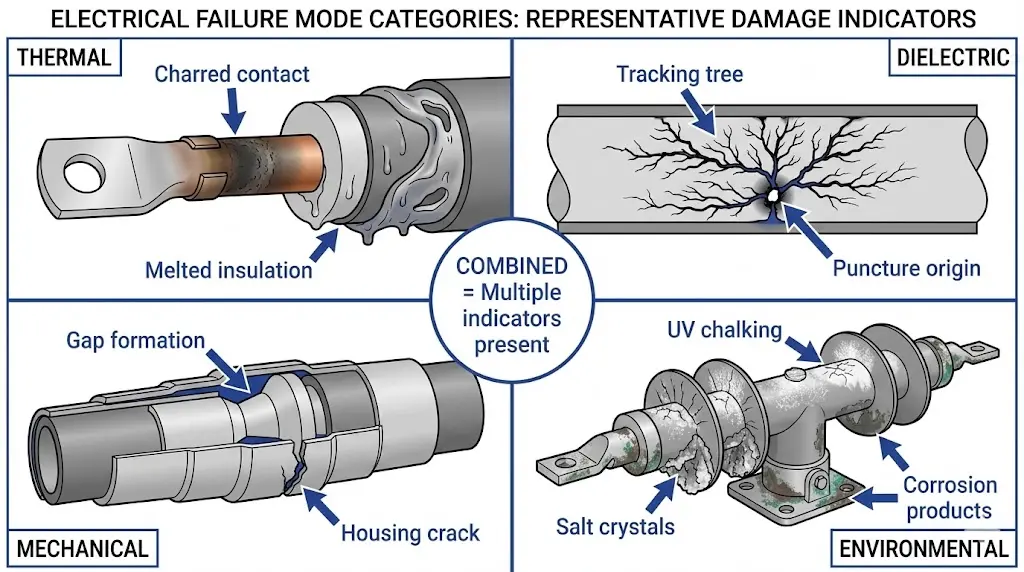
Ao examinar falhas em acessórios de cabos, Os modos térmico e dielétrico frequentemente se sobrepõem. Temperaturas sustentadas do condutor superiores a 90°C aceleram o envelhecimento do EPDM por meio da oxidação e da cisão da cadeia do polímero. Essa degradação se manifesta como endurecimento - o durômetro Shore A aumenta de 50 para 70+ -, rachaduras em pontos de concentração de tensão e eventual perda de compressão radial abaixo do limite crítico de 0,2 MPa necessário para uma vedação eficaz.
Figura 2. Matriz de classificação do modo de falha - as falhas térmicas e dielétricas geralmente se sobrepõem, com o estresse térmico inicial acelerando a quebra dielétrica subsequente.
Etapa 3 - Criação de uma árvore de hipóteses de causa raiz
Para cada categoria de falha identificada no Estágio 2, desenvolva ramos de hipóteses com base na física e nas realidades de campo.
Hipóteses de falha térmica:
Conexão de condutor subdimensionada gerando perdas excessivas de I²R
Preparação inadequada da superfície de contato, aumentando a resistência nas interfaces
Excursões de temperatura ambiente além dos limites operacionais nominais
Ventilação bloqueada causando acúmulo de calor em compartimentos fechados
Hipóteses de falha dielétrica:
Concentração de tensão geométrica no corte da tela do semicondutor
Contaminação da interface por impressões digitais, poeira ou filmes de umidade
Incompatibilidade de material - graxa de silicone que degrada os compostos de EPDM
Transientes de sobretensão decorrentes de surtos de comutação ou impulso de raios
Hipóteses de falha mecânica:
Tensão insuficiente da mola de contração a frio, permitindo o relaxamento durante os ciclos térmicos
Incompatibilidade de expansão térmica em interfaces de materiais
Fadiga por vibração que afrouxa as conexões aparafusadas
Danos na instalação causados por raio de curvatura inadequado ou marcas de ferramentas
Hipóteses de falha ambiental:
Degradação por UV que causa a quebra da cadeia do polímero em superfícies expostas
Névoa salina depositando filmes condutores que reduzem a eficácia da fuga
O ciclo de condensação leva a umidade para interfaces não vedadas
Ataque químico de poluentes industriais ou produtos químicos agrícolas
Classifique as hipóteses de acordo com a consistência com as evidências observadas, o histórico de instalação conhecido e a idade do componente. Evite a eliminação prematura - os dados de teste confirmam ou refutam. Em avaliações diagnósticas de componentes acessórios do transformador, Quando os testes são concluídos, a causa raiz primária geralmente difere das suposições iniciais.
Estágio 4 - Sequência de testes de diagnóstico para falhas de campo
Os testes devem responder a perguntas específicas sobre hipóteses, e não “verificar tudo”. A sequência é importante: os testes de campo não destrutivos preservam as evidências para análise laboratorial, se necessário.
Testes de campo não destrutivos:
Método de teste
O que ele revela
Equipamentos
Valores limiares
Termografia infravermelha
Pontos quentes, gradientes térmicos
Câmera IR (mínimo de 320×240)
Diferencial >15°C justifica investigação
Descarga parcial
Defeitos incipientes de isolamento
TEV, UHF ou sensor acústico
50 pC indica degradação ativa
Resistência do isolamento
Degradação dielétrica bruta
Megôhmetro (5 kV CC)
<100 MΩ indica contaminação
Resistência de contato
Integridade da conexão
Micro-ohmímetro (DLRO)
>100 μΩ na junta aparafusada garante a ação
O teste de índice de polarização fornece precisão adicional de diagnóstico para avaliação de umidade. A relação entre as leituras de resistência de isolamento de 10 minutos e de 1 minuto abaixo de 2,0 sugere absorção de umidade no sistema dielétrico do acessório do cabo.
Testes laboratoriais (pós-remoção):
Método de teste
O que ele revela
Quando necessário
Dissecação e microscopia
Morfologia do defeito interno, origem da falha
Reivindicações de garantia, litígio
Análise de gás dissolvido
Histórico de falhas térmicas/elétricas
Buchas cheias de óleo, comutadores de derivação
Espectroscopia FTIR
Degradação do material, contaminação ID
Falhas em componentes poliméricos
De acordo com as diretrizes do IEEE 400.2 para testes de campo de sistemas de cabos de alimentação blindados, os valores do fator de perda dielétrica superiores a 0,1 nas frequências de teste de VLF indicam uma contaminação significativa por umidade que requer atenção imediata. Para diagnóstico de buchas de média tensão, A análise de gás dissolvido revela o histórico de falhas térmicas e elétricas que a inspeção visual não consegue detectar.
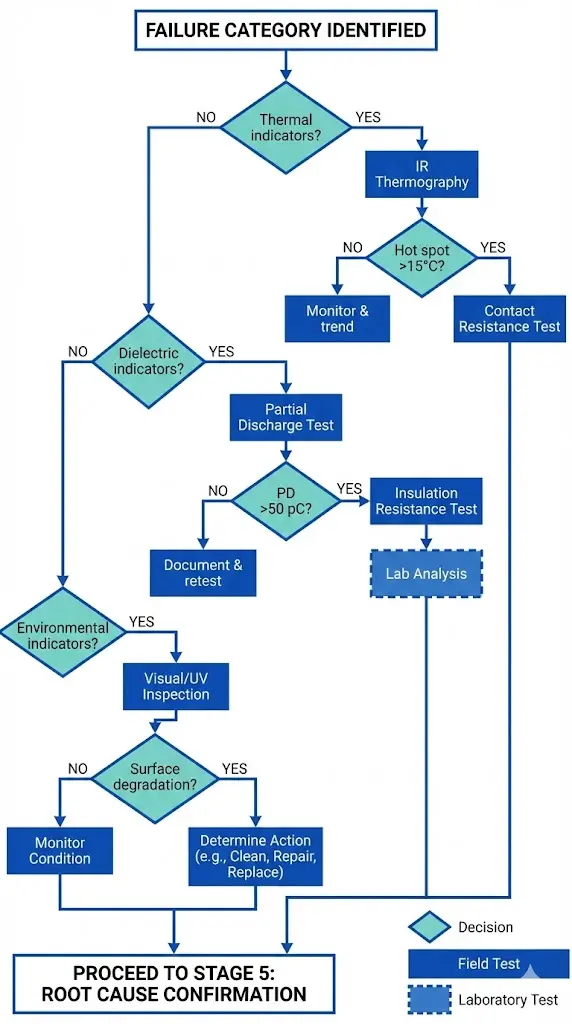
Figura 3. Árvore de decisão de teste de diagnóstico para o Estágio 4 - executar testes de campo não destrutivos antes da análise laboratorial para preservar a integridade da evidência.
[Expert Insight: Otimização da sequência de testes].
Realizar termografia infravermelha sob carga - as assinaturas térmicas desaparecem em poucos minutos após a desenergização
As medições de PD a 1,73 × U₀ estressam o sistema de isolamento o suficiente para revelar defeitos latentes
A resistência de contato abaixo de 50 μΩ confirma conexões aparafusadas saudáveis; a tendência ao longo do tempo é mais importante do que leituras únicas
Reservar os testes destrutivos até que os métodos não destrutivos se mostrem inconclusivos
Estágio 5 - Confirmação da causa raiz e prevenção de recorrência
Convergir os resultados dos testes com as hipóteses classificadas. Se os dados contradisserem a teoria principal, retorne ao Estágio 3 em vez de forçar conclusões. Documente a cadeia de falhas: evento inicial → mecanismo de propagação → modo de falha final.
Estrutura de ação corretiva em três níveis:
Nível
Escopo
Exemplos de ações
Imediato
Site com falha
Substitua o acessório pela especificação correta, melhore a ventilação, reaperte as conexões
Sistêmico
Em toda a frota
Revisar o procedimento de instalação, emitir boletim técnico, agendar inspeções de instalações semelhantes
Projeto/Procuração
Especificações futuras
Especificar componentes com classificação mais alta, qualificar materiais alternativos, mudar de fornecedor
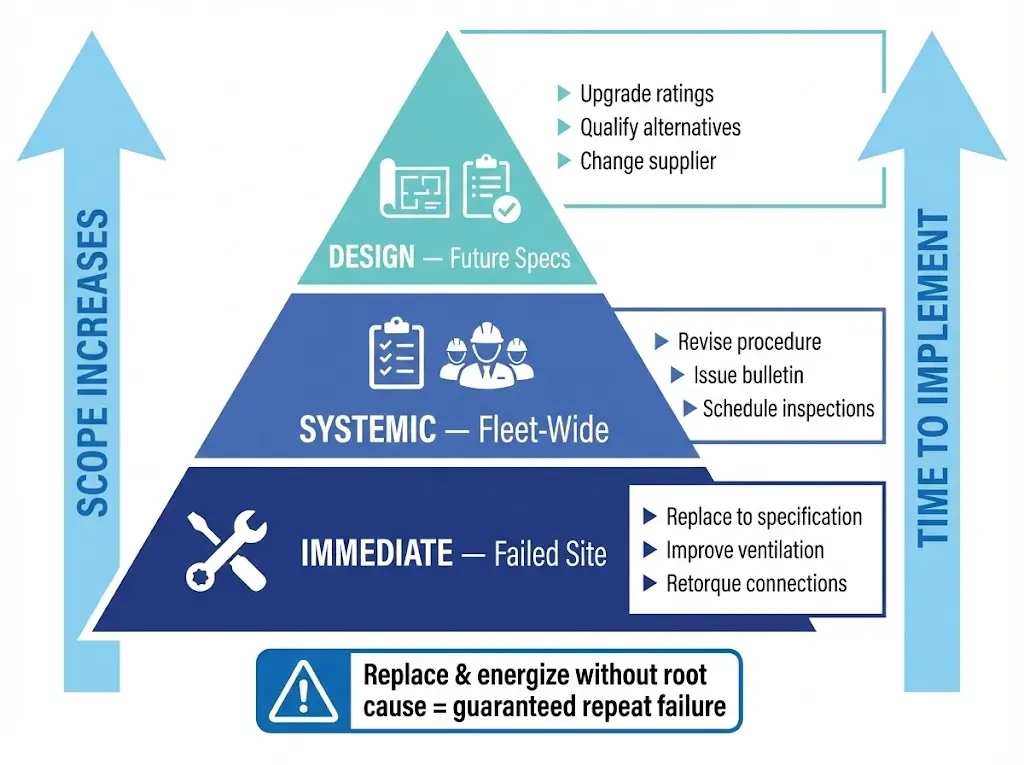
“Substituir e energizar” sem a confirmação da causa raiz garante falhas repetidas. A experiência de campo demonstra que as instalações que apresentam falhas prematuras geralmente compartilham equipes de instalação, lotes de materiais ou condições ambientais comuns. A identificação desses padrões transforma a resposta a falhas individuais em gerenciamento de riscos em toda a frota.
Informe os resultados às funções de engenharia, aquisição e treinamento. Os relatórios de falhas devem responder a três perguntas: O que falhou? Por que falhou? O que impede a recorrência?
Figura 4. Estrutura de ação corretiva de três níveis para o Estágio 5 - o escopo e o tempo de implementação aumentam de correções imediatas no local para alterações de longo prazo no projeto.
Fluxo de trabalho de diagnóstico de campo - Referência rápida para impressão
Etapa 1: Cena e evidências
Isolamento confirmado, LOTO verificado
Fotos de mais de 4 ângulos antes de tocar
Condições ambientais documentadas
Componentes com falha preservados para análise
Estágio 2: Classificação
Categoria de falha identificada (térmica/dielétrica/mecânica/ambiental/combinada)
Todos os indicadores físicos fotografados e registrados
Etapa 3: Hipóteses
3 a 5 hipóteses desenvolvidas por categoria relevante
Hipóteses classificadas por consistência de evidência
Estágio 4: Teste
Testes de campo não destrutivos executados primeiro
Testes direcionados a hipóteses específicas
Análise laboratorial providenciada, se necessário
Etapa 5: Confirmação e ação
Causa raiz confirmada por correlação de dados de teste
Cadeia de falhas documentada (iniciação → propagação → quebra)
Ações corretivas de três níveis atribuídas e monitoradas
Evite falhas no campo com os acessórios de qualidade da ZeeyiElec
A fabricação de qualidade representa a primeira linha de defesa contra falhas de campo. ZeeyiElec acessórios para transformadores e acessórios para cabos submeter-se a testes de materiais, verificação dimensional e documentação de qualidade que ofereça suporte ao desempenho confiável em campo.
O suporte técnico vai além da entrega do produto. A consultoria de engenharia ajuda a combinar as especificações dos acessórios com as condições de instalação - altitude, faixa de temperatura ambiente, classe de contaminação e requisitos de tensão do sistema - tudo isso influencia as decisões de seleção.
Entre em contato com a ZeeyiElec para obter especificações do produto, orientação de instalação ou consulta técnica sobre a seleção de acessórios para os requisitos específicos de sua aplicação.
Perguntas frequentes
P: Qual é a porcentagem de falhas em acessórios para cabos originada de erros de instalação em comparação com defeitos de fabricação?
R: As avaliações de campo mostram consistentemente que de 60 a 75% das falhas prematuras são atribuídas a fatores de instalação - posicionamento inadequado do cone de tensão, preparação inadequada da superfície ou torque insuficiente -, enquanto os defeitos de fabricação são responsáveis por menos de 15% quando são especificados acessórios com controle de qualidade.
P: Com que rapidez a atividade de descarga parcial progride do início até a falha completa?
R: Os cronogramas de progressão variam de semanas a anos, dependendo da magnitude da descarga e do estresse da tensão de operação; os níveis de DP acima de 100 pC na tensão de operação normalmente indicam meses, em vez de anos, de vida útil restante em condições normais de carga.
P: A geração de imagens térmicas pode detectar falhas em quadros de distribuição ou caixas de junção fechadas?
R: A termografia por infravermelho requer uma linha de visão da superfície-alvo; as instalações fechadas podem precisar de janelas de inspeção, ou os técnicos podem medir as temperaturas externas do gabinete e os diferenciais ambientais como indicadores indiretos do aquecimento interno.
P: Qual valor de resistência de isolamento confirma que um acessório de cabo é seguro para ser reenergizado?
R: A resistência de isolamento acima de 1000 MΩ a 5 kV CC com índice de polarização superior a 2,0 geralmente indica uma condição dielétrica aceitável; no entanto, a tendência em relação aos valores de linha de base proporciona mais confiança no diagnóstico do que os limites absolutos isoladamente.
P: Como a altitude afeta os modos de falha em terminações e buchas externas?
R: A densidade reduzida do ar em altitudes acima de 1.000 m reduz a rigidez dielétrica das lacunas de ar externas em aproximadamente 1% por 100 m, aumentando o risco de descarga na superfície e exigindo a redução ou o aumento da distância de fuga para equipamentos instalados em altitudes elevadas.
P: Quando os componentes com defeito devem ser enviados para análise laboratorial ou descartados?
R: A análise laboratorial é garantida para reivindicações de garantia, falhas repetidas em vários locais, falhas que ocorrem bem antes da vida útil esperada ou situações em que pode haver litígio; o custo-benefício favorece o descarte para falhas isoladas em equipamentos antigos perto do fim da vida útil.
P: Que documentação deve acompanhar um componente com falha enviado para análise?
R: Inclua a data de instalação, o histórico de tensão e carga de operação, as condições ambientais, a data e as circunstâncias da falha, os resultados dos testes de campo e as fotografias tiradas antes da remoção - os laboratórios não podem reconstruir o contexto que o pessoal de campo não documentou.
yoyo shi
Yoyo Shi escreve para a ZeeyiElec, com foco em acessórios de média tensão, componentes de transformadores e soluções de acessórios para cabos. Seus artigos abrangem aplicações de produtos, fundamentos técnicos e percepções de sourcing para compradores do setor elétrico global.