वितरण ट्रांसफॉर्मर और उसके भूमिगत प्राथमिक केबल नेटवर्क के बीच कनेक्शन बिंदु एक विशेष, दो-भाग वाले इंटरफ़ेस पर निर्भर करता है: ट्रांसफॉर्मर टैंक पर स्थायी रूप से स्थापित एपॉक्सी वेल, और प्रतिस्थाप्य बुशिंग वेल इंसर्ट। बुशिंग वेल इंसर्ट स्थापित करना केवल यांत्रिक थ्रेडिंग अभ्यास नहीं है; यह उच्च-तनाव वाले डाइइलेक्ट्रिक सीमा का फील्ड असेंबली है। जब 200A लोडब्रेक एल्बो इस इंसर्ट से जुड़ता है, तो अंतर्निहित इंटरफ़ेस को धारा को त्रुटिहीन रूप से स्थानांतरित करना चाहिए, साथ ही 15kV, 25kV, या 35kV वोल्टेज स्तरों पर मौजूद तीव्र विद्युत तनाव क्षेत्रों का सक्रिय रूप से प्रबंधन करते हुए, इससे पहले कि लोड नेटवर्क के ... पर स्थानांतरित किया जाए। .
एक बुशिंग वेल इंसर्ट तीन एक साथ कार्य करता है: कोरोना-मुक्त डाइइलेक्ट्रिक सील स्थापित करना, लोडब्रेक एक्सेसरीज़ के लिए एक सुरक्षित यांत्रिक माउंटिंग पॉइंट प्रदान करना, और आंतरिक ट्रांसफॉर्मर वाइंडिंग से बाहरी केबल सिस्टम तक कम-प्रतिरोधकता वाला करंट पथ बनाए रखना। यदि स्थापना प्रक्रिया इन उद्देश्यों को प्राप्त करने में विफल रहती है—अक्सर संदूषण, अनुचित स्नेहन, या गलत टॉकिंग के कारण—तो परिणाम गंभीर होते हैं। इंसेर्ट के EPDM रबर और एपॉक्सी वेल के बीच फंसे सूक्ष्म वायु अंतराल मध्यम-वोल्टेज तनाव के अधीन शीघ्र ही आयनीकृत हो जाते हैं, जिससे आंशिक निर्वहन (कोरोना) आरंभ होता है जो चुपचाप इन्सुलेशन सामग्रियों को क्षयित कर देता है। इसी प्रकार, बेस थ्रेड पर धातु-से-धातु संपर्क की अपर्याप्तता स्थानीय रूप से ऊष्मा उत्पन्न करती है, जिससे थर्मल रनअवे होता है और अंततः पूरे संयोजन की विनाशकारी विफलता होती है।.
इस इंटरफ़ेस के भौतिकी को समझना एक विश्वसनीय स्थापना की नींव है। मिलान सतहें हस्तक्षेप फिट और विशिष्ट डाइइलेक्ट्रिक स्नेहकों पर निर्भर करती हैं ताकि हवा और नमी को पूरी तरह से बाहर रखा जा सके। स्थापना प्रक्रिया का प्रत्येक चरण उन कारकों को समाप्त करने के लिए डिज़ाइन किया गया है जो इस महत्वपूर्ण सीमा को प्रभावित कर सकते हैं।.
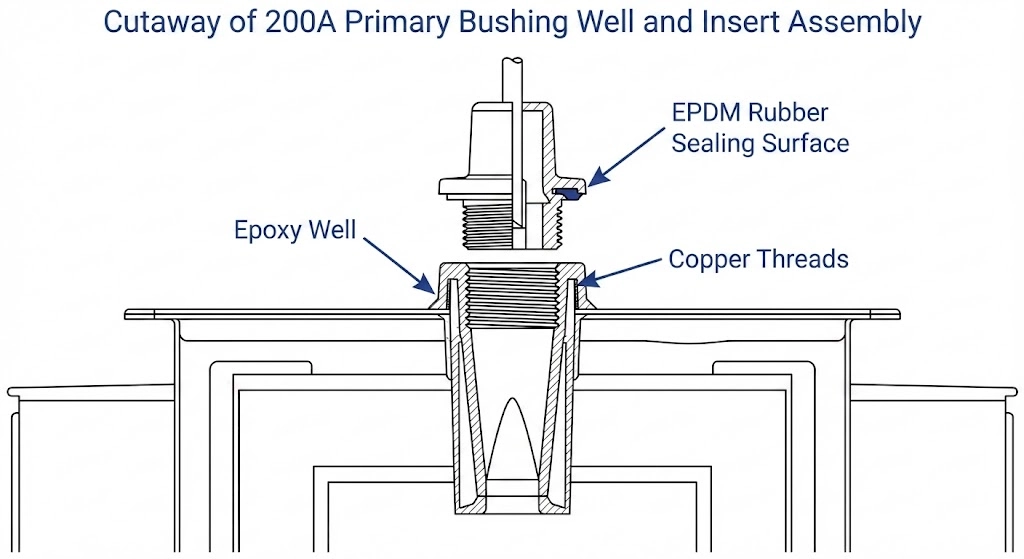
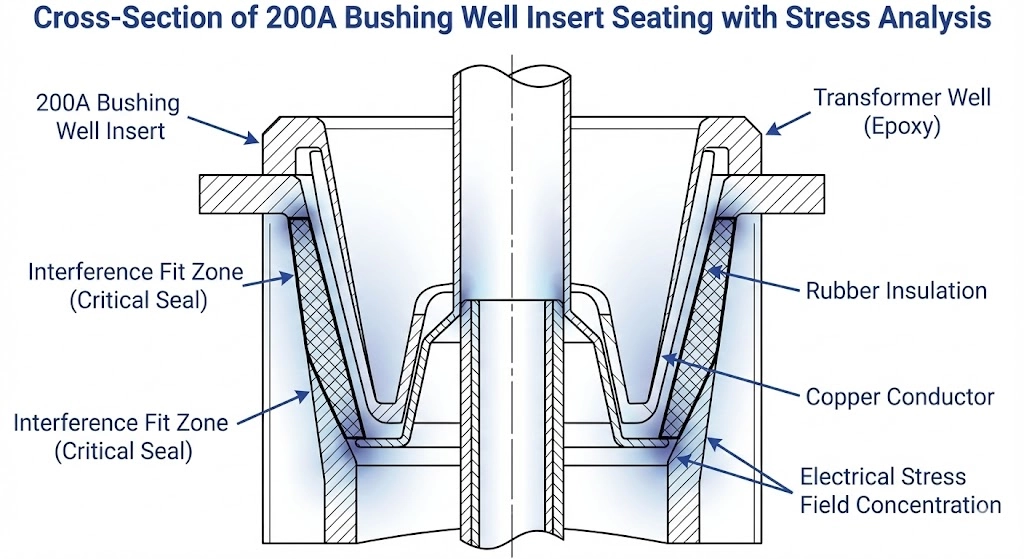
चित्र 1: एपॉक्सी वेल और EPDM इन्सर्ट के बीच यांत्रिक इंटरफ़ेयरेंस फिट सक्रिय रूप से विद्युत तनाव क्षेत्रों का प्रबंधन करता है और नमी के प्रवेश को रोकता है।.
[विशेषज्ञ की अंतर्दृष्टि: इंटरफ़ेस विफलता की वास्तविकताएँ]
200A इन्सर्ट फील्ड की 80% से अधिक विफलताएँ निर्माण दोषों के बजाय स्थापना के दौरान फँसी हुई हवा, नमी या क्रॉस-थ्रेडिंग के कारण होती हैं।.
इस इंटरफ़ेस पर डाइइलेक्ट्रिक टूटने में अक्सर 12 से 18 महीने लग जाते हैं, जब तक कि यह एक विनाशकारी फेज-टू-ग्राउंड फॉल्ट के रूप में प्रकट न हो, जो अक्सर इंस्टॉलेशन त्रुटि के मूल कारण को छिपा देता है।.
चूंकि इंटरफ़ेस ट्रांसफार्मर टैंक के लिए आधारभूत सील प्रदान करता है, अत्यधिक टॉर्क लगाने से दरार आई हुई वेल तुरंत महंगी ट्रांसफार्मर प्रतिस्थापन या कार्यशाला में मरम्मत के लिए मजबूर कर देती है।.
स्थापना-पूर्व तैयारी और उपकरण सत्यापन
इंसर्ट को ट्रांसफॉर्मर वेल में थ्रेडिंग करने से पहले कठोर तैयारी आवश्यक है। क्षेत्रीय अनुभव लगातार दिखाता है कि जल्दबाजी में की गई तैयारी सीधे क्रॉस-थ्रेडिंग घटनाओं और दीर्घकालिक डाइइलेक्ट्रिक विफलताओं से संबंधित होती है। वेल की स्थिति और टूलिंग की गुणवत्ता स्थापना की सफलता निर्धारित करती हैं।.
ट्रांसफॉर्मर वेल का दृश्य निरीक्षण
ट्रांसफॉर्मर के बुशिंग वेल की एपॉक्सी सतह पूरी तरह से साफ और संरचनात्मक रूप से अखंड होनी चाहिए। क्षेत्रीय परिस्थितियों में काम करते समय—विशेषकर मौजूदा वितरण ट्रांसफॉर्मरों के रेट्रोफिट या रखरखाव के दौरान—तकनीशियनों को धूल, नमी और पुरानी ग्रीस को पूरी तरह से हटाना चाहिए। आंतरिक तांबे के थ्रेड्स की जांच करें, जो आमतौर पर 200A लोडब्रेक अनुप्रयोगों के लिए मानक 3/8″-16 UNC होते हैं। यदि पुराना इंसर्ट बदल रहे हों, तो इन थ्रेड्स में अक्सर बचा हुआ एनारोबिक थ्रेड-लॉकिंग कंपाउंड भरा रहता है। इस मलबे को साफ न करने पर नया इंसर्ट समय से पहले अटक जाएगा, जिससे प्राथमिक विद्युत संपर्क पूरी तरह जुड़ने से पहले ही गलत टॉर्क रीडिंग मिल जाएगी।.
दृश्य निरीक्षण के दौरान, मिलान वाले टेपर के साथ किसी भी आयामी स्कोरिंग या 0.5 मिमी या उससे अधिक गहरी खरोंचों के लिए एपॉक्सी वेल की सतह का सावधानीपूर्वक निरीक्षण करें। इस सीमा से अधिक खरोंच सूक्ष्म रिक्तियाँ उत्पन्न करती हैं जिन्हें उच्च-गुणवत्ता वाला डाइइलेक्ट्रिक ग्रीस भी विश्वसनीय रूप से भर नहीं सकता, जिससे स्थानीय आंशिक निर्वहन की संभावना काफी बढ़ जाती है। इसके अतिरिक्त, सुनिश्चित करें कि आपके द्वारा चयनित सिलिकॉन डाइइलेक्ट्रिक लुब्रिकेंट को सिस्टम के तापीय चरम सीमाओं के लिए सत्यापित किया गया हो, जो सामान्यतः −40°C से +130°C के संचालन तापमान सीमा में अपनी न-कठोर चिपचिपाहट बनाए रखता हो।.
आवश्यक उपकरण और अनुमोदित स्नेहक
अस्थायी उपकरणों से इस स्थापना का प्रयास करना यांत्रिक क्षति का मुख्य कारण है। स्थापनकर्ताओं को यह सुनिश्चित करना चाहिए कि उनके उपकरण-संच में मध्यम-वोल्टेज इंटरफ़ेस कार्य के लिए निर्दिष्ट सटीक उपकरण मौजूद हों।.
सबसे पहले, 10 से 20 ft-lbs (13.5 से 27.1 Nm) की सीमा में सटीक मापने में सक्षम एक कैलिब्रेटेड टॉर्क रेन्च प्राप्त करें, जिसे सही हेक्स-ब्रॉच ड्राइव टूल (आमतौर पर 5/16 इंच हेक्स शाफ्ट) के साथ जोड़ा गया हो। कभी भी न्यूमैटिक या इलेक्ट्रिक इम्पैक्ट ड्राइवर का उपयोग न करें, क्योंकि अचानक टॉर्क स्पाइक से एपॉक्सी वेल फट सकता है या आंतरिक तांबे का स्टड टूट सकता है।.
दूसरा, लिंट-फ्री क्लीनिंग वाइप्स और एक स्वीकृत, अवशेष रहित वाष्पशील सॉल्वेंट प्राप्त करें। अंत में, इंस्टॉलेशन के लिए निर्माता-स्वीकृत सिलिकॉन डाइइलेक्ट्रिक ग्रीस की आवश्यकता होती है। यह एक महत्वपूर्ण चयन है: मानक पेट्रोलियम-आधारित ग्रीस का उपयोग करने से इंसर्ट और मिलते हुए एल्बोज़ के EPDM रबर पर रासायनिक रूप से हमला होगा और वह सूज जाएगा, जिससे ऊर्जा चालू होने के कुछ ही महीनों में इन्सुलेशन में तीव्र गिरावट आएगी।.
चरण-दर-चरण स्थापना प्रक्रिया
200A बुशिंग वेल इन्सर्ट की स्थापना करते समय क्रमबद्ध चरणों का सख्ती से पालन करना आवश्यक है। क्षेत्रीय अनुभव से पता चलता है कि विचलन—जैसे अनुचित सफाई या गलत स्नेहन तकनीक का उपयोग—नमी या वायु के छिद्र उत्पन्न करते हैं, जो अंततः एपॉक्सी-रबर इंटरफ़ेस पर ट्रैकिंग का कारण बनते हैं। यह प्रक्रिया मध्यम-वोल्टेज कनेक्शनों के मानक यूटिलिटी प्रथाओं के अनुरूप है, जो कोरोना-मुक्त सील और विश्वसनीय धारा संचरण सुनिश्चित करती है।.
चरण 1: इंटरफेस की सफाई
सबसे पहले ट्रांसफॉर्मर बुशिंग वेल की आंतरिक सतह और नए इंसर्ट के मिलान वाले बाहरी हिस्से को बारीकी से साफ करें। केवल लिंट-फ्री वाइप्स का उपयोग करें जो अनुमोदित, अवशेष-रहित इलेक्ट्रिकल संपर्क सॉल्वेंट से संतृप्त हों। सभी धूल, निर्माण तेल और नमी हटाने के लिए एक ही निरंतर दिशा में पोंछें। कभी भी शॉप रैग या पेपर टॉवल का उपयोग न करें, क्योंकि ये सूक्ष्म तंतु छोड़ते हैं जो उच्च-वोल्टेज तनाव के तहत ट्रैकिंग मार्ग के रूप में कार्य करते हैं। आगे बढ़ने से पहले सॉल्वेंट को पूरी तरह से वाष्पित होने दें; रबर इंटरफ़ेस के नीचे सॉल्वेंट फँसने पर शीघ्र इन्सुलेशन विघटन होगा।.
चरण 2: डाइइलेक्ट्रिक लुब्रिकेंट का उपयोग
लुब्रिकेशन का उद्देश्य थ्रेडिंग के दौरान घर्षण को कम करना और एपॉक्सी वेल और EPDM रबर इंसर्ट के बीच किसी भी सूक्ष्म वायु रिक्ति को पूरी तरह से भरना है। निर्माता द्वारा प्रदान की गई सिलिकॉन डाइइलेक्ट्रिक ग्रीस की एक पतली, समान परत बुशिंग वेल के आंतरिक टेपर और इंसर्ट के बाहरी टेपर पर लगाएँ।.
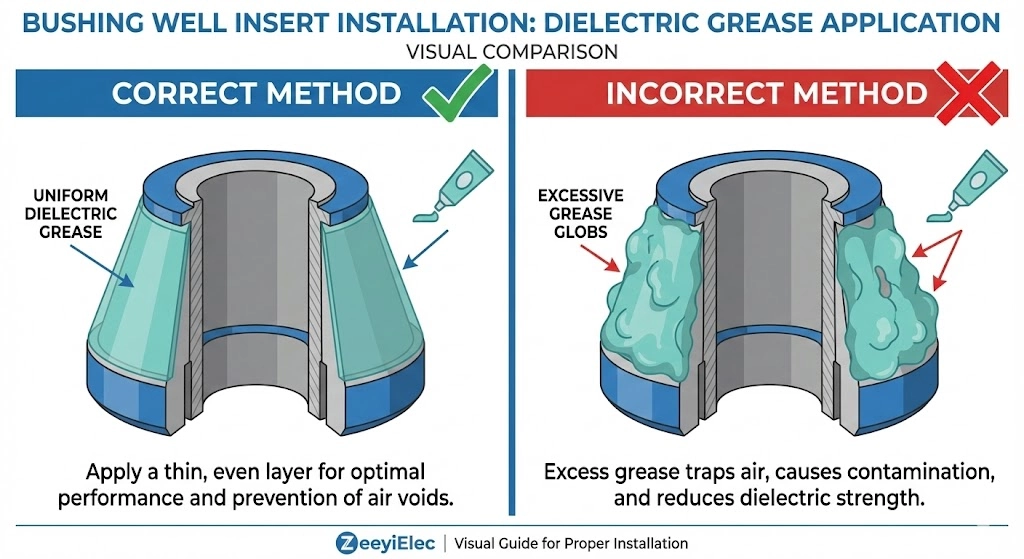
खुदाई में आम क्षेत्रीय त्रुटि से बचें: कुएँ को अत्यधिक ग्रीस से भर देना। बहुत अधिक स्नेहक कुएँ के तल पर हाइड्रोलिक लॉक बना देता है, जिससे इंसर्ट पूरी तरह से थ्रेडिंग नहीं कर पाता। लगभग 0.5 मिमी से 1.0 मिमी मोटी एक परत आवश्यक डाइइलेक्ट्रिक सील प्राप्त करने के लिए पर्याप्त है, बिना इंसर्टेशन के दौरान अत्यधिक द्रव दबाव उत्पन्न किए।.
चरण 3: थ्रेडिंग और प्रारंभिक सीटिंग
इंसर्ट के धागेदार तांबे के स्टड को गड्ढे में स्थित रिसेप्टेकल के साथ सावधानीपूर्वक संरेखित करें। इंसर्ट को ट्रांसफॉर्मर टैंक के प्रति पूर्णतः लंबवत होना चाहिए। पहले दो-तीन पूरे चक्रों के लिए इंसर्ट को हाथ से ही घुमाना शुरू करें। यह मैनुअल प्रारंभ क्षेत्र में एक महत्वपूर्ण अभ्यास है; यह सुनिश्चित करता है कि तांबे के धागे सुचारू रूप से जुड़ें और यदि क्रॉस-थ्रेडिंग शुरू हो तो तत्काल स्पर्श प्रतिक्रिया मिले। यदि आप तीसरे चक्र से पहले प्रतिरोध महसूस करें, तो तुरंत रुकें, इंसर्ट को वापस निकालें और धागों को फिर से साफ करें।.
चरण 4: अंतिम टॉर्किंग निष्पादन
एक बार जब इंसर्ट में हाथ से थ्रेड कर दिया जाता है और वह सही से बैठ जाता है, तो इंसर्ट के ऑपरेटिंग आई या हेक्स रिसेप्टेकल में उपयुक्त हेक्स-ब्रॉच ड्राइव टूल डालें। एक कैलिब्रेटेड टॉर्क रेन्च का उपयोग करके असेंबली को निर्माता द्वारा निर्दिष्ट टॉर्क तक कसें। रेन्च को झटके के बिना स्थिर और समान दबाव डालें ताकि तांबे का स्टड सही ढंग से फैले और आधार पर आवश्यक धातु-से-धातु संपर्क स्थापित हो।.
चित्र 2: सिलिकॉन ग्रीस की 0.5 मिमी से 1.0 मिमी तक की एक पतली, समान परत लगाने से प्रवेश के दौरान हाइड्रोलिक लॉक हुए बिना हवा बाहर निकल जाती है।.
[विशेषज्ञ की अंतर्दृष्टि: थ्रेडिंग के लिए सर्वोत्तम प्रथाएँ]
स्थापना स्थल पर हमेशा एक अतिरिक्त इंसर्ट साथ रखें। यदि इंसर्ट मिट्टी में गिर जाए या प्रारंभिक मैनुअल घुमाव के दौरान क्रॉस-थ्रेडेड हो जाए, तो इसे विनिर्देशों के अनुसार साफ नहीं किया जा सकता और इसे त्यागना ही होगा।.
डायइलेक्ट्रिक ग्रीस लगाते समय पतली और समान परत ही लगाएँ। अत्यधिक ग्रीस से उत्पन्न हाइड्रोलिक दबाव इंसर्ट को अंतिम टॉर्क से पहले हल्के से पीछे खिसका सकता है।.
धकेलते और घुमाते समय अपना शरीर इन्सर्ट के साथ सीधी रेखा में रखें; ऑफ़-एक्सिस पार्श्व दबाव थ्रेड के संरेखण भंग होने का मुख्य कारण है।.
आवश्यक टॉकिंग विनिर्देश और सामान्य समस्याएँ
इन्सर्ट की भौतिक स्थापना टर्मिनेशन की डाइइलेक्ट्रिक अखंडता और धारा वहन क्षमता दोनों को निर्धारित करती है। व्यक्तिपरक अनुमानों पर निर्भर रहना 200A लोडब्रेक सिस्टमों में समयपूर्व फील्ड विफलताओं का मुख्य कारण है। इंटरफ़ेस को सुरक्षित करने के लिए आंतरिक तांबे के स्टड को खींचने हेतु विशिष्ट यांत्रिक बल की आवश्यकता होती है, जो असेंबली को एक साथ लॉक करते हुए इंटरफ़ेस से सारी हवा को बाहर निकालने के लिए संपीड़ित करता है।.
लक्ष्य टॉर्क पैरामीटर और टूलिंग
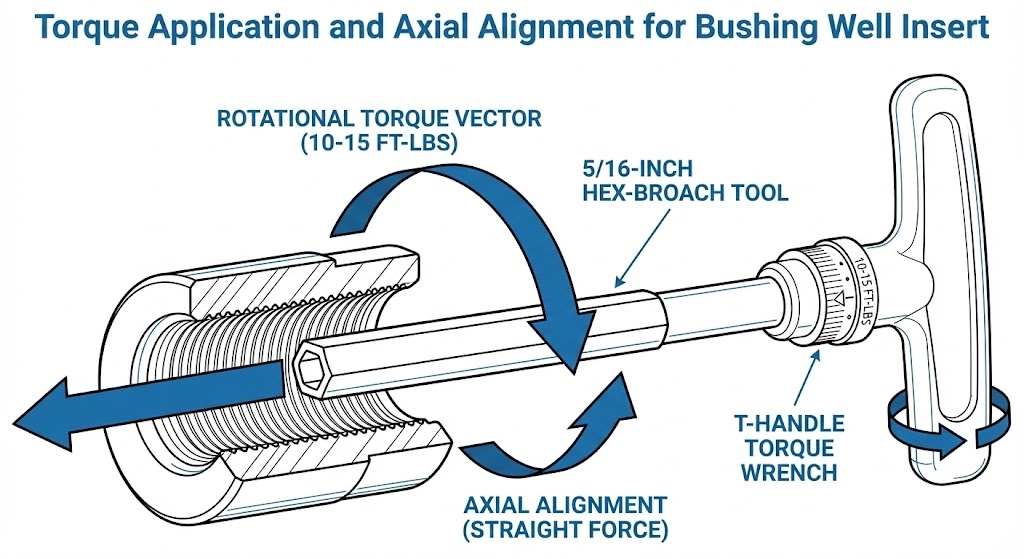
मानक 200A और इंसर्ट असेंबली के लिए, इंस्टॉलरों को 5/16-इंच हेक्स-ब्रॉच टूल से सुसज्जित एक कैलिब्रेटेड टॉर्क रेंच का उपयोग करना चाहिए। इस इंटरफ़ेस के लिए सार्वभौमिक लक्ष्य टॉर्क आमतौर पर 10 से 15 ft-lbs (13.5 से 20.3 Nm) के बीच होता है। फील्ड क्रू को यह बल मानक एक-तरफ़ा रैचेट के बजाय टी-हैंडल टॉर्क रेन्च का उपयोग करके लगाना चाहिए। एक-तरफ़ा रैचेट अंतिम कसने के चरण के दौरान गंभीर पार्श्वीय तनाव उत्पन्न करता है, जो सही अक्षीय टॉर्क प्राप्त होने से पहले एपॉक्सी वेल बेस में सूक्ष्म दरारें पैदा कर सकता है। ये यांत्रिक और विद्युत इंटरफ़ेस सहनशीलताएँ उद्योग प्रोटोकॉल जैसे . द्वारा सख्ती से नियंत्रित होती हैं। .
अंडर-टॉर्किंग के परिणाम
न्यूनतम टॉर्क सीमा तक न पहुँचने पर इंटरफ़ेस ऊष्मीय और विद्युत्-विभंग के प्रति अत्यधिक संवेदनशील हो जाता है।.
जब किसी इंसर्ट पर अपर्याप्त टॉर्क लगाया जाता है, तो प्राथमिक तांबे के संपर्क आवश्यक सतह क्षेत्र में संलग्नता प्राप्त करने में विफल रहते हैं। इससे आंतरिक संपर्क प्रतिरोध में भारी वृद्धि होती है, जो अक्सर स्वीकार्य 50 μΩ से 100 μΩ की आधारभूत सीमा से भी ऊपर चला जाता है। चरम वितरण लोड चक्रों के दौरान, यह उच्च प्रतिरोध गंभीर स्थानीय तापोत्पादन (अत्यधिक ΔT) का कारण बनता है। निरंतर तापीय विस्तार और संकुचन अंततः आसपास के EPDM रबर को खराब कर देते हैं, जिससे थर्मल रनअवे और फेज-टू-ग्राउंड में पूर्ण दोष उत्पन्न हो जाते हैं।.
अधिक टॉर्क लगाने के यांत्रिक जोखिम
इसके विपरीत, 15 ft-lbs (20.3 Nm) से अधिक टॉर्क लगाने पर गंभीर यांत्रिक जोखिम उत्पन्न हो जाते हैं। ओवर-टॉर्किंग आमतौर पर न्यूमैटिक उपकरणों या बिना कैलिब्रेट किए गए रिंचों के उपयोग के कारण होती है। आंतरिक 3/8″-16 UNC तांबे के थ्रेड्स अत्यधिक तनाव में टूटने के लिए डिज़ाइन किए गए हैं। 25 ft-lbs या उससे अधिक बल लगाने पर तांबा अपनी लोचदार सीमा से परे खिंच जाएगा, जिससे थ्रेड्स स्थायी रूप से विकृत हो जाएंगे या स्टड पूरी तरह टूट जाएगा। भले ही स्टड बच जाए, अत्यधिक घूर्णी बल ट्रांसफार्मर के वेल की एपॉक्सी हाउसिंग में दरार डाल सकता है, जिससे वेल्ड किए गए वेल संरचना को बदलने के लिए महंगी ट्रांसफार्मर टैंक ड्रेन की आवश्यकता होगी।.
चित्र 3: टी-हैंडल टॉर्क रेंच का उपयोग करने से केवल अक्षीय बल सुनिश्चित होता है, जो एपॉक्सी वेल हाउसिंग को तोड़ने वाले पार्श्व तनाव को रोकता है।.
स्थापना-उपरांत परीक्षण और सत्यापन
जब टॉर्क रेन्च बशिंग वेल इन्सर्ट के सही भौतिक बैठने का संकेत देता है, तब भी स्थापना पूरी नहीं हुई होती। भौतिक असेंबली से एक विद्युत रूप से सक्षम, कोरोना-मुक्त मध्यम-वोल्टेज इंटरफ़ेस में संक्रमण के लिए लोडब्रेक एल्बो जुड़े जाने या ट्रांसफॉर्मर को पुनः ऊर्जा प्रदान किए जाने से पहले स्थापना के बाद कठोर सत्यापन आवश्यक है। इन जाँचों को बायपास करने पर अक्सर कमीशनिंग के तुरंत बाद विनाशकारी विफलता होती है।.
दृश्य और यांत्रिक सत्यापन
नए बुशिंग वेल इंसर्ट के परिधि के चारों ओर, जहाँ यह ट्रांसफॉर्मर वेल फेस से मिलता है, एक गहन दृश्य निरीक्षण से शुरुआत करें। सही स्थापना में सीटिंग कॉलर पर कोई अंतराल नहीं दिखना चाहिए। इंसर्ट का बेस फ्लैंज एपॉक्सी वेल के साथ समान रूप से सटा होना चाहिए। यदि कोई विषम अंतराल मौजूद है, तो यह तुरंत क्रॉस-थ्रेडिंग या मलबे के अवरोध का संकेत है, जो आंतरिक तांबे के स्टड को पूरी तरह से बैठने से रोक रहा है।.
फील्ड क्रू को फिर एक हल्का यांत्रिक पुल-टेस्ट करना चाहिए। इंसर्ट के नोज़ पर लगभग 10 से 15 पाउंड पार्श्व बल लगाने से थ्रेडेड कनेक्शन की भौतिक अखंडता की पुष्टि होगी। यदि इंसर्ट में कोई डोलन या 1 मिमी से अधिक घूर्णी खेल दिखाई दे, तो इसे हटाना चाहिए, थ्रेड्स का पुनः निरीक्षण करना चाहिए, और स्थापना प्रक्रिया को सफाई चरण से दोहराना चाहिए।.
डाइइलेक्ट्रिक इंटरफ़ेस सत्यापन
अंत में, नए स्थापित इन्सर्ट के खुले इंटरफेस को लोडब्रेक एल्बो स्वीकार करने के लिए तैयार करना चाहिए। बेस के चारों ओर टॉकिंग प्रक्रिया के दौरान निकल आई किसी भी अतिरिक्त डाइइलेक्ट्रिक ग्रीस को पोंछ दें। बाहरी शंकु इंटरफ़ेस को पूरी तरह से साफ़ किया जाना चाहिए और फिर अनुमोदित सिलिकॉन ग्रीस की एक ताज़ी, सूक्ष्म परत से हल्के से चिकना किया जाना चाहिए। यह अंतिम चिकनाई चरण यह सुनिश्चित करता है कि जब लोडब्रेक एल्बो को इंसर्ट पर धकेला जाता है, तो EPDM रबर की सतहें एक साथ सुचारू रूप से फिसलें, सभी हवा को बाहर निकालकर महत्वपूर्ण 200A डाइइलेक्ट्रिक सील बनाएं।.
वितरण परियोजनाओं के लिए विश्वसनीय बुशिंग वेल इन्सर्ट्स की सोर्सिंग
एक त्रुटिहीन 200A इंटरफ़ेस इंस्टॉलेशन को निष्पादित करने के लिए आवश्यक सटीकता का बहुत कम महत्व है यदि इंसर्ट में स्वयं आयामी सटीकता या विश्वसनीय डाइइलेक्ट्रिक सामग्री गुण नहीं हैं। एक सफल स्थापना पूरी तरह से उच्च-गुणवत्ता वाले EPDM रबर और सटीक रूप से मशीनीकृत तांबे के थ्रेड्स के चयन पर निर्भर करती है, जो कड़े उद्योग मानकों के अनुरूप हों। जब 15kV, 25kV, या 35kV वितरण ट्रांसफॉर्मरों के लिए इन घटकों की सोर्सिंग की जाती है, तो खरीद टीमें यह सुनिश्चित करें कि सहायक उपकरण दीर्घकालिक तापीय स्थिरता और कठोर क्षेत्रीय परिस्थितियों में कोरोना-मुक्त संचालन के लिए डिज़ाइन किए गए हों।.
ZeeyiElec महत्वपूर्ण वितरण सहायक उपकरणों के लिए अभियांत्रित समाधान प्रदान करता है, और कठोर अंतरराष्ट्रीय परियोजना आवश्यकताओं को पूरा करने वाले बुशिंग वेल इन्सर्ट्स का निर्माण करता है। हमारी इंजीनियरिंग टीम OEM और वितरक परियोजनाओं का समर्थन त्वरित तकनीकी मिलान, पूर्ण निर्यात दस्तावेज़ीकरण, और अनुकूलित विनिर्देश सहायता के साथ करती है। चाहे आप उपयोगिता परिनियोजन के लिए उपकरणों का मानकीकरण कर रहे हों या EPC अनुबंध के लिए विश्वसनीय घटकों को सुरक्षित कर रहे हों, हमारे सटीक-निर्मित सहायक उपकरण यह सुनिश्चित करते हैं कि आपके ट्रांसफार्मर इंस्टॉलेशन उनकी निर्धारित सेवा जीवन के लिए सुरक्षित और विश्वसनीय रूप से काम करें। सटीक विनिर्देश मिलान और प्रतिस्पर्धी परियोजना उद्धरण के लिए आज ही हमारी तकनीकी टीम से परामर्श करें।.
अक्सर पूछे जाने वाले प्रश्न
क्या मैं बुशिंग वेल इंसर्ट को हटाने के बाद फिर से इस्तेमाल कर सकता हूँ?
हालांकि तकनीकी रूप से संभव है यदि इंसर्ट में शून्य यांत्रिक घिसाव दिखाया जाए, उद्योग की सर्वोत्तम प्रथा यह अनिवार्य करती है कि 200A इंटरफ़ेस और डाइइलेक्ट्रिक सील की अखंडता सुनिश्चित करने के लिए इंसर्ट को हटाने के बाद नया इंसर्ट स्थापित किया जाए। निष्कर्षण के दौरान सूक्ष्म फाड़ या थ्रेड विकृति 15kV से 35kV स्तर पर पुनः ऊर्जा प्रदान करने पर आंशिक निर्वहन के जोखिम को काफी बढ़ा देती है।.
200A इंसर्ट पर किस प्रकार का डाइइलेक्ट्रिक ग्रीस इस्तेमाल किया जाना चाहिए?
केवल निर्माता द्वारा अनुमोदित, नॉन-क्यूरिंग सिलिकॉन डाइइलेक्ट्रिक लुब्रिकेंट का ही उपयोग करें, जो विशिष्ट लोडब्रेक सहायक उपकरण के साथ प्रदान किया गया हो या उसके लिए निर्दिष्ट किया गया हो। मानक पेट्रोलियम-आधारित ग्रीस का उपयोग EPDM रबर घटकों पर रासायनिक रूप से हमला करेगा और उन्हें सूज जाएगा, जिससे क्षेत्र में संचालन के कुछ ही महीनों में विनाशकारी इन्सुलेशन विफलता हो सकती है।.
बुशिंग वेल इंसर्ट को कितना कसकर टॉर्क किया जाना चाहिए?
अधिकांश 200A बुशिंग वेल इन्सर्ट्स को 10 से 15 ft-lbs (13.5 से 20.3 Nm) के बीच सीटिंग टॉर्क की आवश्यकता होती है, लेकिन इंस्टॉलरों को हमेशा निर्माता की निर्देश-पत्रिका में दिए गए सटीक मान की पुष्टि करनी चाहिए। सही 5/16 इंच हेक्स-ब्रॉच टूल के साथ कैलिब्रेटेड टॉर्क रेन्च का उपयोग करना अनिवार्य है, ताकि कॉपर स्टड की अध-सीटिंग या एपॉक्सी वेल हाउसिंग के फटने से बचा जा सके।.
स्थापना के दौरान मेरी बुशिंग वेल इन्सर्ट में क्रॉस-थ्रेडिंग क्यों हो रही है?
क्रॉस-थ्रेडिंग आमतौर पर तब होती है जब प्रारंभिक हाथ से थ्रेडिंग चरण के दौरान इंसर्ट वेल के प्रति पूरी तरह से लंबवत नहीं होता, या वेल के आंतरिक 3/8″-16 UNC तांबे के थ्रेड गंदगी या पुराने थ्रेड-लॉकर से दूषित हों। उचित संरेखण सुनिश्चित करने के लिए हमेशा पहले दो-तीन पूरे चक्कर हाथ से थ्रेडिंग करके शुरू करें, फिर कोई यांत्रिक उपकरण लगाएँ।.
क्या मुझे इंसर्ट बदलने के लिए ट्रांसफॉर्मर को डी-एनर्जाइज़ करना होगा?
हाँ, बुशिंग वेल इंसर्ट को बदलने के लिए वितरण ट्रांसफॉर्मर को पूरी तरह से डी-एनर्जाइज़, आइसोलेट और सख्त साइट सुरक्षा प्रोटोकॉल के अनुसार उचित रूप से ग्राउंड करना आवश्यक है। यद्यपि मेटिंग लोडब्रेक एल्बो को विशिष्ट नियंत्रित परिस्थितियों में ऊर्जा युक्त अवस्था में संचालित किया जा सकता है, अंतर्निहित इंसर्ट और वेल असेंबली एक स्थायी यांत्रिक कनेक्शन बनाती है जिसे लाइव रहते हुए सुरक्षित रूप से अनथ्रेड नहीं किया जा सकता।.
अगर मैं बहुत अधिक सिलिकॉन लुब्रिकेंट लगा दूँ तो क्या होगा?
अत्यधिक डाइइलेक्ट्रिक ग्रीस लगाने से बुशिंग वेल के अंदर हाइड्रोलिक लॉक बन जाता है, जिससे इंसर्ट पूरी तरह से थ्रेडिंग नहीं कर पाता और करंट ट्रांसफर के लिए आवश्यक धातु-से-धातु संपर्क स्थापित नहीं हो पाता। लगभग 0.5 मिमी से 1.0 मिमी मोटी एक पतली, समान परत बैठने के दौरान अत्यधिक द्रव दबाव उत्पन्न किए बिना हवा और नमी को विस्थापित करने के लिए पर्याप्त होती है।.
योयो शी
योयो शी ZeeyiElec के लिए लिखती हैं, जहाँ उनका ध्यान मध्यम-वोल्टेज सहायक उपकरणों, ट्रांसफॉर्मर घटकों और केबल सहायक समाधानों पर केंद्रित है। उनके लेख उत्पाद अनुप्रयोगों, तकनीकी मूल बातों और वैश्विक विद्युत उद्योग के खरीदारों के लिए आपूर्ति संबंधी अंतर्दृष्टि को कवर करते हैं।.