जब क्षेत्र में 200A लोडब्रेक इंटरफ़ेस विफल हो जाता है, तो मूल कारण शायद ही कभी तत्काल निर्माण दोष होता है। ये घटक वितरण ट्रांसफॉर्मर के आंतरिक वातावरण और बाहरी भूमिगत केबल नेटवर्क के बीच एक महत्वपूर्ण विभाजन बिंदु के रूप में कार्य करते हैं। निरंतर परिचालन स्थितियों में विफलता का सफलतापूर्वक निदान करने के लिए, क्षेत्र के कर्मियों को पहले इस विशिष्ट इंटरफ़ेस पर कार्यरत तीव्र बहु-चर तनावों को समझना आवश्यक है।.
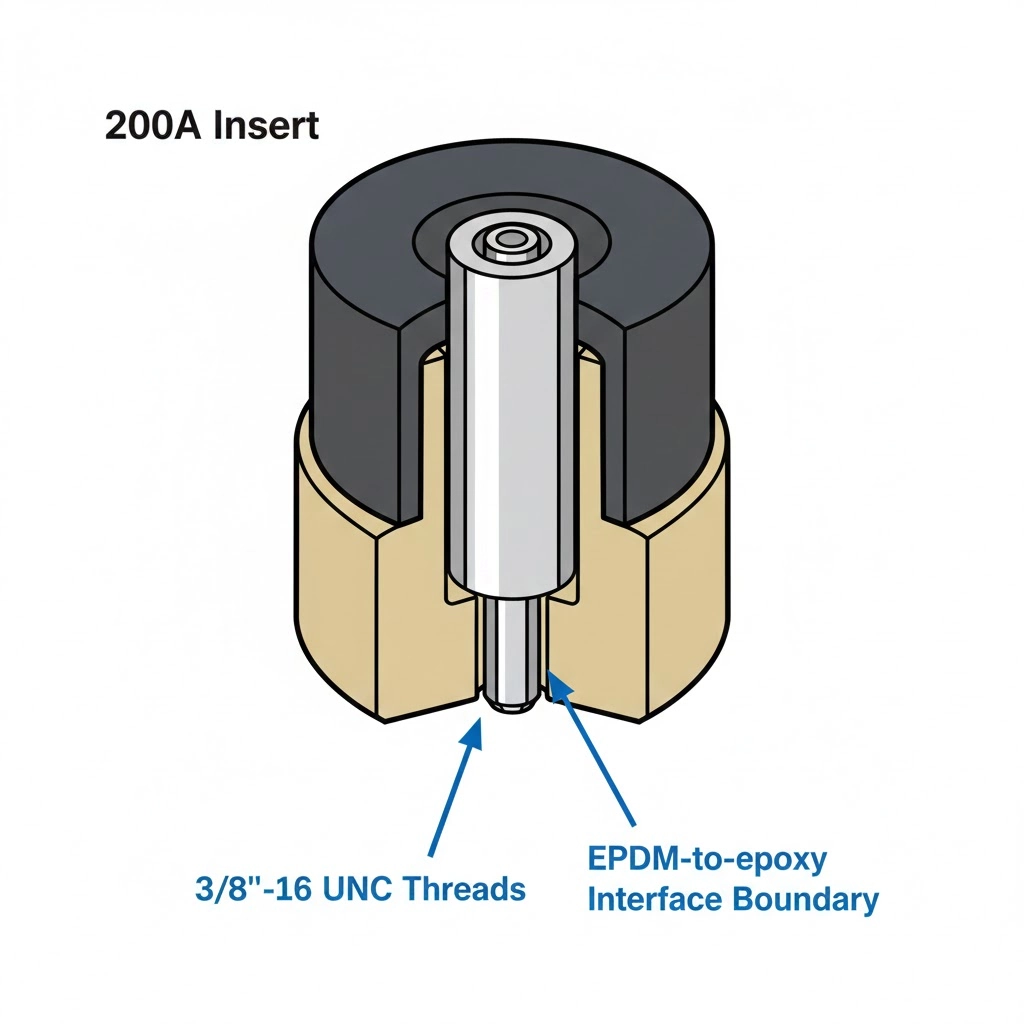
इंसर्ट की विफलता की संरचना मूलतः इसके निर्माण के भौतिक सिद्धांतों से जुड़ी होती है। यह असेंबली इंसर्ट के मोल्डेड EPDM (एथिलीन प्रोपाइलीन डाइन मोनोमर) रबर और ट्रांसफॉर्मर वेल की कठोर एपॉक्सी के बीच इंटरफेरेंस फिट द्वारा निर्मित उच्च-तनाव वाले डाइइलेक्ट्रिक सीमा पर निर्भर करती है। इसके अतिरिक्त, आंतरिक तांबे का स्टड ट्रांसफॉर्मर वाइंडिंग से एकमात्र यांत्रिक और विद्युत संबंध प्रदान करता है। जब यह संरचनात्मक संतुलन बाधित होता है, तो तीन अलग-अलग क्षेत्रों में विफलता के मार्ग उभरते हैं:
यांत्रिक विफलताएँ: ये स्थापना या स्विचिंग संचालन के दौरान उत्पन्न होती हैं। तांबे के स्टड में क्रॉस-थ्रेडिंग करना, अत्यधिक टॉर्क लगाना जिससे एपॉक्सी में दरारें आ जाती हैं, या अनुचित स्नेहन के कारण हाइड्रोलिक लॉक हो जाना, ये सभी इंटरफ़ेस की भौतिक ज्यामिति को सीधे प्रभावित करते हैं।.
तापीय अपघटन: यांत्रिक असंतरेखण या अपर्याप्त सीटिंग टॉर्क आधार पर पूर्ण धातु-से-धातु संपर्क को रोकता है। यह उच्च संपर्क प्रतिरोध स्थानीय रूप से ऊष्मा उत्पन्न करता है जो आसपास के EPDM रबर को अपघटित कर देता है।.
डाइइलेक्ट्रिक ब्रेकडाउन: यदि इंटरफेरेंस फिट सभी हवा और नमी को बाहर निकालने में विफल रहता है, तो उच्च विद्युत तनाव के अधीन उत्पन्न रिक्तियाँ आयनित हो जाती हैं, जिससे कोरोना, कार्बन ट्रैकिंग और अंततः फेज-टू-ग्राउंड दोष उत्पन्न होते हैं।.
15kV से 35kV वोल्टेज वर्गों में त्रुटि की गुंजाइश लगभग शून्य होती है। जब यांत्रिक अखंडता खो जाती है—चाहे वह 0.1 मिमी या उससे अधिक के सूक्ष्म वायु रिक्तिक के कारण हो या क्षतिग्रस्त तांबे के धागों के कारण—तो यह अनिवार्य रूप से तापीय और डाइइलेक्ट्रिक विफलता तंत्रों की एक श्रृंखला को सक्रिय कर देता है। खराब संपर्क I²R हीटिंग को बढ़ाता है, जो निरंतर स्थानीय ΔT को बढ़ाता है। साथ ही, उच्च-तनाव वाले इंटरफ़ेस में फंसी कोई भी हवा आयनित हो जाती है, जो अंततः इन महत्वपूर्णों की डाइइलेक्ट्रिक सीमा को तोड़ देती है। ट्रांसफॉर्मर सहायक उपकरण.
चित्र 1: इंसर्ट की यांत्रिक और विद्युत अखंडता आधार पर महत्वपूर्ण धातु-से-धातु संपर्क और शंकु के साथ इंटरफ़ेयरेंस फिट पर निर्भर करती है।.
[विशेषज्ञ की अंतर्दृष्टि: इंटरफ़ेस निदान की वास्तविकताएँ]
क्षेत्र में जांची गई 75% से अधिक इन्सर्ट विफलताओं के मूल कारण सामग्री दोषों के बजाय यांत्रिक स्थापना त्रुटियों में निहित पाए गए।.
डाइइलेक्ट्रिक क्षरण मौन होता है; एक इंटरफ़ेस सक्रिय आंशिक निर्वहन के साथ 12 से 18 महीने तक काम कर सकता है, इससे पहले कि यह एक पता लगाने योग्य फेज-टू-ग्राउंड दोष में बदल जाए।.
चूंकि इंसर्ट और स्थायी ट्रांसफॉर्मर वेल के बीच सीधा थ्रेडेड कनेक्शन होता है, इसलिए इंसर्ट का निदान करते समय वेल की एपॉक्सी सतह और आंतरिक तांबे के थ्रेड्स का एक साथ निरीक्षण करना आवश्यक है।.
तापीय अपघटन: उच्च संपर्क प्रतिरोध का निदान
बशिंग वेल इंसर्ट की विफलताओं का एक महत्वपूर्ण हिस्सा तापीय क्षरण के रूप में प्रकट होता है। जब अत्यधिक गर्म इंटरफ़ेस का विश्लेषण किया जाता है, तो मूल कारण लगभग हमेशा इंसर्ट के तांबे के स्टड और ट्रांसफॉर्मर वेल की आंतरिक थ्रेडिंग के बीच बढ़ी हुई संपर्क प्रतिरोध ही होता है। नेटवर्क की विश्वसनीयता के लिए इन लक्षणों की पहचान इससे पहले करना कि वे पूर्ण दोष में बदल जाएँ, अत्यंत महत्वपूर्ण है।.
संपर्क प्रतिरोध का भौतिकी
सही टॉर्क से कसे गए 200A इंटरफ़ेस में, यांत्रिक संपीड़न धातु-से-धातु संपर्क को सर्वोत्तम बनाए रखता है, जिससे आंतरिक प्रतिरोध 50 μΩ से 100 μΩ की आधारभूत सीमा से नीचे रहता है। हालांकि, यदि स्थापना के दौरान इंसर्ट को कम टॉर्क से कसा जाए, या थ्रेड्स मलबा या पुराने थ्रेड-लॉकर से दूषित हों, तो प्रभावी संपर्क क्षेत्र नाटकीय रूप से सिकुड़ जाता है।.
इस कम संपर्क क्षेत्र से प्रतिरोध (R) सीधे बढ़ जाता है। चूंकि ऊष्मा उत्पादन समीकरण P = I²R के अनुसार होता है, अतः कम टॉर्क वाले इंटरफ़ेस पर मध्यम लोड धाराएँ भी असमानुपाती तापमान वृद्धि (ΔT) का कारण बनेंगी। ऊष्मा स्टड से उत्पन्न होकर EPDM रबर में बाहरी ओर संचारित होती है। EPDM में उत्कृष्ट डाइइलेक्ट्रिक गुण होते हैं, लेकिन जब इसे लगातार 130°C या उससे अधिक तापमान पर रखा जाता है, तो यह भौतिक रूप से क्षय होने लगता है। अत्यधिक गर्म तांबे का तापीय विस्तार रबर को और विकृत कर देता है, जिससे इंटरफ़ेयरेंस फ़िट स्थायी रूप से बाधित हो जाता है।.
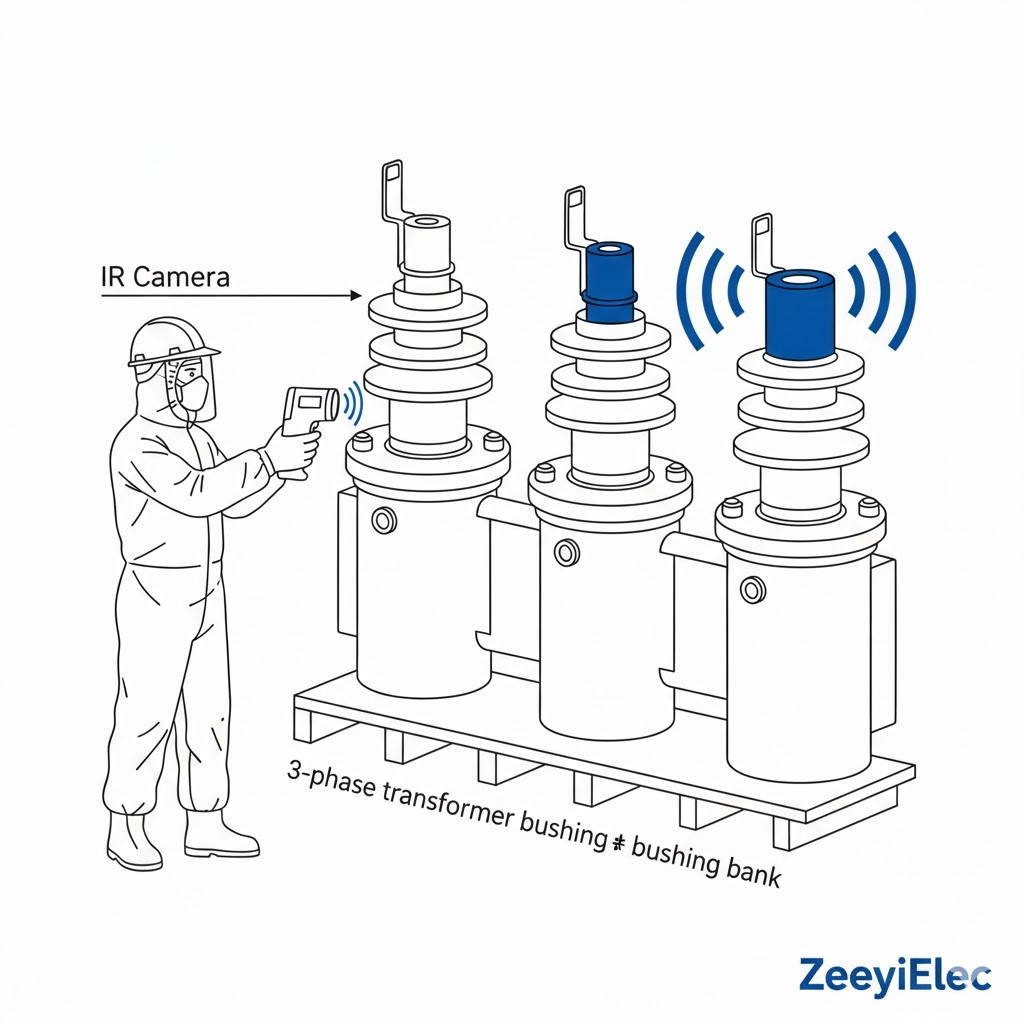
हीटिंग के दृश्य और थर्मोग्राफिक संकेत
फील्ड क्रू आमतौर पर दो अलग-अलग संकेतों के माध्यम से थर्मल समस्याओं का निदान करते हैं। विद्युत चालित निरीक्षणों के दौरान, इन्फ्रारेड (IR) थर्मोग्राफी प्राथमिक उपकरण है। एक स्वस्थ इंसर्ट को परिवेशीय ट्रांसफॉर्मर तेल के तापमान से कुछ डिग्री के भीतर काम करना चाहिए। इंसर्ट के आधार पर एक स्थानीय हॉट स्पॉट—जो अक्सर आसन्न फेज़ों की तुलना में 20°C या उससे अधिक का ΔT दिखाता है—उच्च संपर्क प्रतिरोध का एक निश्चित संकेतक है [प्राधिकरण लिंक स्रोत की आवश्यकता: पृथक इन्सुलेटेड कनेक्टर सिस्टम के लिए IEEE मानक 386 – विशेष रूप से थर्मल साइक्लिंग आवश्यकताएँ]।.
बिजली बंद करके किए गए दृश्य निरीक्षणों के दौरान, थर्मल अपघटन स्पष्ट भौतिक साक्ष्य छोड़ता है। आधार के पास की EPDM रबर चूना-सा या बाकी इन्सर्ट की तुलना में काफी कठोर दिखाई देगी, क्योंकि लंबे समय तक बेक किए जाने के कारण इसकी इलास्टोमेरिक गुणधर्म समाप्त हो चुकी होती हैं। उन्नत मामलों में, आंतरिक तांबे का स्टड गंभीर रंग परिवर्तन दिखाएगा—चमकीले तांबे से गहरे, ऑक्सीकृत बैंगनी या काले रंग में बदल जाएगा—जो विफलता से पहले अत्यधिक ऊष्मा उत्पन्न होने का संकेत देता है।.
डाइइलेक्ट्रिक विघटन: ट्रैकिंग और आंशिक निर्वहन
विफल हुए बुशिंग वेल इन्सर्ट्स का विश्लेषण करते समय, विनाश का सबसे सामान्य दृश्यमान तंत्र डाइइलेक्ट्रिक ब्रेकडाउन होता है। यह आमतौर पर मोल्डेड EPDM रबर और एपॉक्सी वेल के इंटरफेस पर कार्बन ट्रैकिंग के रूप में प्रकट होता है। इस विफलता मोड का निदान करने के लिए उन विशिष्ट परिस्थितियों को समझना आवश्यक है जो मध्यम-वोल्टेज तनाव के तहत इंटरफेस को विफल करती हैं, विशेष रूप से यह कि फंसी हुई हवा कैसे आयनित होती है और विनाशकारी कैस्केड कैसे आरंभ करती है।.
अंतरफलक आयनीकरण की क्रियाविधि
200A और इंसर्ट इंटरफ़ेस का मूल संचालन सिद्धांत मिलान सतहों के बीच वायु रिक्तियों की पूर्ण अनुपस्थिति पर आधारित है। एक त्रुटिहीन स्थापना यह सुनिश्चित करती है कि EPDM रबर किसी भी परिवेशीय वायु को पूरी तरह विस्थापित कर दे, और सील बनाए रखने के लिए निर्माता-स्वीकृत सिलिकॉन डाइइलेक्ट्रिक ग्रीस की एक पतली (0.5 मिमी से 1.0 मिमी) परत पर निर्भर करती है। हालांकि, यदि एपॉक्सी वेल पर गहरी खरोंचें हों या ग्रीस पर्याप्त मात्रा में न लगाया जाए, तो सूक्ष्म वायु के थैले फँस जाते हैं।.
15kV, 25kV, या 35kV स्तरों पर मौजूद तीव्र विद्युत तनाव क्षेत्रों के अधीन, ये फँसी हुई वायु रिक्तियाँ आसपास की ठोस इन्सुलेशन से बहुत पहले आयनित हो जाती हैं। यह आयनीकरण रिक्ति के भीतर स्थानीय आंशिक निर्वहन (कोरोना) गतिविधि उत्पन्न करता है। आयन के निरंतर बमबारी से आसन्न EPDM रबर और एपॉक्सी सतहों का भौतिक और रासायनिक क्षरण होता है। हफ्तों या महीनों की अवधि में, यह धीमी गिरावट इन महत्वपूर्ण घटकों की विद्युत-आइसोलेशन सीमा को प्रभावित करती है। केबल सहायक उपकरण इंटरफेस.
कार्बन ट्रैकिंग पथों की पहचान
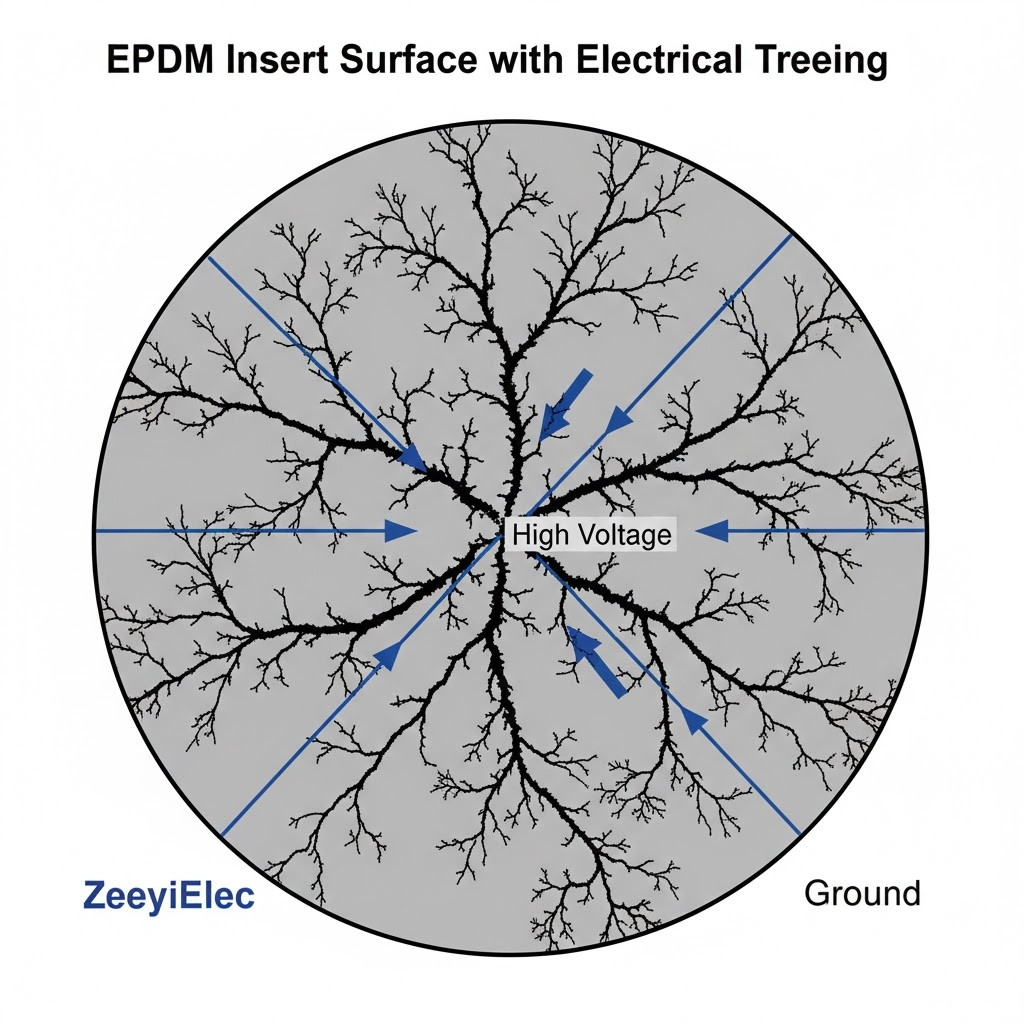
आंशिक निर्वहन के भौतिक साक्ष्य एक प्रशिक्षित तकनीशियन के लिए अस्वीकार्य नहीं हैं। विद्युत्-विहीन निरीक्षण के दौरान, प्राथमिक संकेतक “ट्रैकिंग” होता है। यह स्पष्ट, शाखा-युक्त काली रेखाओं के रूप में दिखाई देता है—जिसे अक्सर “ट्रीइंग” कहा जाता है—जो सीधे इन्सर्ट के EPDM रबर की सतह में जलकर या संबंधित एपॉक्सी कुंड की दीवार पर उत्कीर्णित होती हैं।.
ये ट्रैक्स मूलतः स्थायी चालक मार्ग हैं, जो कार्बनाइज्ड इन्सुलेशन सामग्री से बने होते हैं। ये आमतौर पर उच्च-वोल्टेज तांबे के स्टड के पास उत्पन्न होकर कुएँ की ग्राउंडेड कॉलर की ओर फैलते हैं। एक बार जब कार्बन ट्रैक बन जाता है, तो इंटरफ़ेस की डाइइलेक्ट्रिक मजबूती तीव्रता से गिर जाती है। किसी भी दृश्यमान ट्रैकिंग की उपस्थिति पर इन्सर्ट को तुरंत बदलना अनिवार्य है; यह क्षति अपरिवर्तनीय है और यदि ट्रांसफॉर्मर को पुनः ऊर्जा दी जाती है तो यह अनिवार्य रूप से एक विनाशकारी फेज-टू-ग्राउंड फ्लैशओवर का कारण बनेगी।.
चित्र 2: कार्बन ट्रैकिंग (ट्रीइंग) इंटरफ़ेस पर सबसे कम प्रतिरोध वाले मार्ग का अनुसरण करती है, जो अंततः फेज-टू-ग्राउंड फ्लैशओवर की ओर ले जाती है।.
यांत्रिक विफलताएँ: क्रॉस-थ्रेडिंग और ओवर-टॉर्किंग
जबकि तापीय और डाइइलेक्ट्रिक क्षरण प्रकट होने में अक्सर महीनों लग जाते हैं, यांत्रिक विफलताएँ तुरंत होती हैं और आमतौर पर प्रारंभिक स्थापना या बाद के रखरखाव स्विचिंग के दौरान होती हैं। यांत्रिक विफलता का निदान करने के लिए फील्ड कर्मियों को अनुचित हैंडलिंग के भौतिक लक्षणों को पहचानना आवश्यक होता है, विशेष रूप से थ्रेडेड 200A इंटरफ़ेस और स्नेहक के प्रयोग से संबंधित।.
क्रॉस-थ्रेडेड कॉपर स्टड्स के लक्षण
सबसे आम यांत्रिक त्रुटि आंतरिक 3/8″-16 UNC तांबे के स्टड को ट्रांसफॉर्मर के एपॉक्सी कुंड में उल्टा धागा लगाना है। फील्ड तकनीशियनों को पहले दो-तीन पूरे चक्र हाथ से ही थ्रेडिंग शुरू करनी चाहिए। यदि तुरंत प्रतिरोध महसूस हो और कनेक्शन जबरदस्ती करने के लिए रिंच का उपयोग किया जाए, तो तांबे के धागे स्थायी रूप से विकृत हो जाएंगे।.
विफलता के बाद की जांच के दौरान, क्रॉस-थ्रेडेड इंसर्ट को पहचानना आसान होता है। तांबे के स्टड पर एक तरफ के थ्रेड्स गंभीर रूप से चपटे या टूटे हुए दिखाई देंगे। इसके अलावा, EPDM रबर इंसर्ट का बेस फ्लैंज एपॉक्सी वेल के खिलाफ असममित रूप से बैठता है, जिससे एक स्पष्ट अंतराल रह जाता है। यह असममित बैठना यह सुनिश्चित करता है कि आंतरिक विद्युत संपर्क पूरी तरह से जुड़ नहीं पाते, जिससे तुरंत उच्च-प्रतिरोध दोष मार्ग बन जाता है।.
एपॉक्सी वेल माइक्रो-फ्रैक्चर्स की पहचान
अति-टॉर्क करना भी उतना ही विनाशकारी है। जब इंस्टॉलर बिना कैलिब्रेटेड रेंच या न्यूमैटिक इम्पैक्ट ड्राइवर का उपयोग करते हैं, तो वे अक्सर इंटरफेस के लिए आवश्यक कड़ी 10 से 15 ft-lbs (13.5 से 20.3 Nm) सीमा से अधिक टॉर्क लगा देते हैं। यह विशाल घूर्णी बल सीधे ट्रांसफॉर्मर वेल की कठोर एपॉक्सी में स्थानांतरित हो जाता है।.
अत्यधिक टॉर्क लगाए गए इंटरफ़ेस का फील्ड निदान अक्सर कुएँ में थ्रेडेड रिसेप्टकल से बाहर की ओर फैलती सूक्ष्म दरारें प्रकट करता है। ये महीन दरारें पूरे ट्रांसफॉर्मर टैंक सील की संरचनात्मक अखंडता को प्रभावित करती हैं, जिससे डाइइलेक्ट्रिक तेल लीक हो जाता है और नमी प्रवेश कर जाती है, जो आंतरिक विनाशकारी विफलता का कारण बनती है।.
हाइड्रोलिक लॉक प्रभाव
डाइइलेक्ट्रिक ग्रीस के गलत उपयोग से एक सूक्ष्म यांत्रिक विफलता उत्पन्न होती है। जबकि वायु रिक्तियों को रोकने के लिए एक पतली परत अनिवार्य है, अत्यधिक सिलिकॉन ग्रीस से कुएँ को भर देने पर “हाइड्रोलिक लॉक” बन जाता है। जब इंसर्ट को अंदर की ओर घुमाया जाता है, तो अकुंचनीय ग्रीस बाहर नहीं निकल पाती, जिससे भीतरी द्रव में अत्यधिक दबाव उत्पन्न होता है।.
यह दबाव भौतिक रूप से इंसर्ट को पूरी तरह से बैठने से रोकता है, भले ही टॉर्क रेन्च 15 फीट-पाउंड पर क्लिक कर दे। तकनीशियन को लगता है कि इंसर्ट कस गया है, लेकिन तांबे का स्टड आवश्यक धातु-से-धातु संपर्क नहीं बना पाया है। हटाने पर, हाइड्रॉलिक रूप से लॉक हुआ इंसर्ट अक्सर वेल के तल में ग्रीस का एक मोटा प्लग दिखाता है, जिससे यह पुष्टि होती है कि टॉर्क रीडिंग गलत थी और इंटरफ़ेस खतरनाक रूप से ढीला रह गया था।.
[विशेषज्ञ की अंतर्दृष्टि: क्षेत्र में हाइड्रोलिक लॉक का पता लगाना]
हाइड्रोलिक लॉक का एक क्लासिक संकेत एक इंसर्ट होता है जो अंतिम टॉर्क चरण के दौरान “स्पंजी” महसूस होता है, बजाय इसके कि यह कठोर, परिभाषित यांत्रिक स्टॉप पर रुके।.
यदि आप नव-स्थापित इंसर्ट को पीछे खींचते हैं और एक स्पष्ट चूसने जैसा ध्वनि या 'पॉप' सुनते हैं, तो अत्यधिक चिकनाई ने एक सीलबंद वैक्यूम कक्ष बना लिया है, जो हाइड्रोलिक लॉक की स्थिति की पुष्टि करता है।.
टॉर्क लगाने के तुरंत बाद ग्राउंडिंग कॉलर के चारों ओर अत्यधिक चिकनाई का निकलना एक स्पष्ट चेतावनी संकेत है कि मिलान सतहों पर बहुत अधिक चिकनाई लगा दी गई है।.
चरण-दर-चरण क्षेत्रीय नैदानिक कार्यप्रवाह
जब 200A लोडब्रेक इंटरफ़ेस विफल हो जाता है या चेतावनी संकेत दिखाता है, तो द्वितीयक उपकरणों को होने वाले नुकसान को रोकने और कर्मियों की सुरक्षा सुनिश्चित करने के लिए एक संरचित निदान कार्यप्रवाह अनिवार्य है। यादृच्छिक रूप से एल्बो निकालना या मनमाने ढंग से इन्सर्ट्स को फिर से टॉर्क करना मूल कारण को छिपा देता है और अक्सर अंतर्निहित दोष को और बढ़ा देता है। यह चरणबद्ध दृष्टिकोण मध्यम-वोल्टेज के अलग किए जाने वाले कनेक्टर्स के मानक रखरखाव प्रोटोकॉल के अनुरूप है, जो घटक प्रतिस्थापन से पहले सटीक मूल्यांकन सुनिश्चित करता है।.
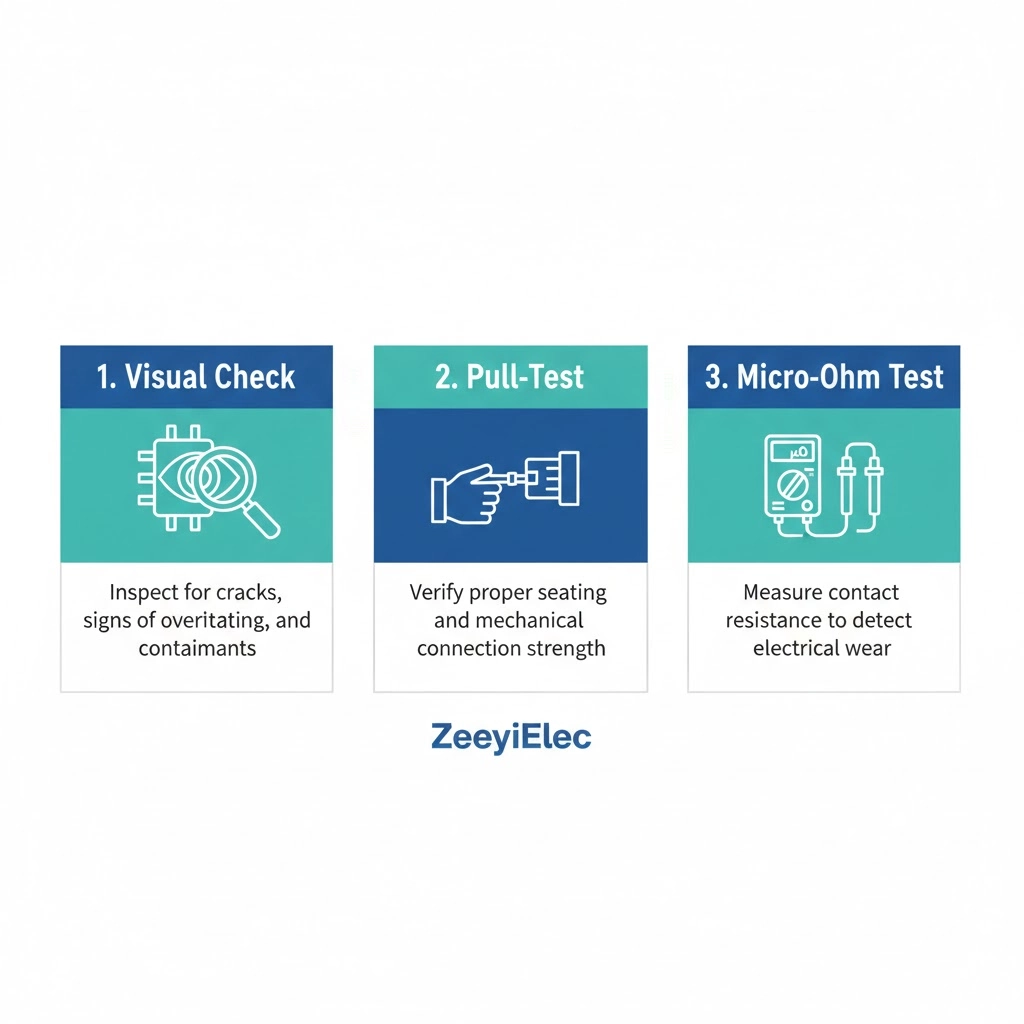
चरण 1: ऊर्जा रहित दृश्य निरीक्षण
निदान प्रक्रिया केवल तब शुरू होती है जब ट्रांसफॉर्मर पूरी तरह से विद्युत्-विच्छेदित, पृथक और उचित रूप से ग्राउंड किया गया हो। प्रारंभिक दृश्य निरीक्षण बुशिंग वेल इन्सर्ट के बाहरी हिस्से और आसपास की एपॉक्सी वेल पर केंद्रित होता है।.
तकनीशियनों को EPDM रबर के ट्रांसफार्मर टैंक से मिलने वाले सीटिंग कॉलर पर किसी भी विषम अंतराल (1 मिमी या उससे अधिक) के लिए स्कैन करना चाहिए। यह अंतराल तुरंत क्रॉस-थ्रेडिंग या हाइड्रोलिक लॉक का संकेत देता है। इसके बाद रबर की उजागर सतह पर कार्बन ट्रैकिंग (हल्की काली रेखाएँ) और “चूना-सा” थर्मल अपघटन की जाँच करें, जो यह दर्शाता है कि आंतरिक संचालन तापमान 130°C से अधिक हो गया है।.
चरण 2: यांत्रिक अखंडता पुल-परीक्षण
इंसेर्ट को अनथ्रेड करने का प्रयास करने से पहले, एक हल्का यांत्रिक पुल-टेस्ट करें। इंसेर्ट के नोज़ पर लगभग 10 से 15 पाउंड पार्श्वीय बल लगाएँ। यदि असेंबली में घूर्णी खेल या डोलन दिखाई देता है, तो आंतरिक 3/8″-16 UNC तांबे के थ्रेड या तो गंभीर रूप से कम टॉर्क किए गए हैं या यांत्रिक रूप से कट गए हैं। यह पुष्टि करता है कि आधार पर महत्वपूर्ण धातु-से-धातु संपर्क खो गया है, जिससे आंतरिक प्रतिरोध बढ़ गया है।.
चरण 3: उन्नत विद्युत निदान
यदि दृश्य और यांत्रिक जांचें निर्णायक नहीं होतीं, तो उपकरण को सेवा में वापस लाने से पहले उन्नत विद्युत परीक्षण करना आवश्यक है। प्राथमिक निदान इंटरफ़ेस पर माइक्रो-ओम प्रतिरोध परीक्षण है।.
एक विशेष माइक्रो-ओहममीटर का उपयोग करके, ट्रांसफार्मर के आंतरिक सेकेंडरी (यदि सुलभ हो) से इंसर्ट के प्राइमरी संपर्क तक प्रतिरोध मापें। एक स्वस्थ 200A इंटरफ़ेस का माप 50 μΩ से 100 μΩ के बीच होना चाहिए। इस आधारभूत मान से काफी अधिक रीडिंग्स—या परीक्षण के दौरान उतार-चढ़ाव वाली अस्थिर रीडिंग्स—आंतरिक संपर्क के क्षरण की पुष्टि करती हैं। अंत में, यदि उपकरण विफलता से पहले भी ऊर्जा-युक्त और लोड के अधीन है, तो अल्ट्रासोनिक डिटेक्टर आंशिक निर्वहन के उच्च-आवृत्ति ध्वनिक उत्सर्जन की पहचान कर सकते हैं, और बाहरी हिस्से पर कार्बन ट्रैकिंग दिखाई देने से बहुत पहले इंटरफ़ेस के भीतर कोरोना गतिविधि का पता लगा सकते हैं [मानक सत्यापित करें: मानक परीक्षण कोड के लिए IEEE Std C57.12.90]।.
चित्र 3: एक संरचित निदान कार्यप्रवाह यह सुनिश्चित करता है कि मूल कारण विश्लेषण के लिए दृश्य, यांत्रिक और विद्युत संबंधी साक्ष्य संरक्षित रहें।.
उच्च-विश्वसनीयता वाले बुशिंग वेल इन्सर्ट्स की सोर्सिंग
क्षेत्रीय विफलता का निदान नेटवर्क पुनर्प्राप्ति का केवल पहला चरण है; पुनरावृत्ति को रोकने के लिए ऐसे प्रतिस्थापन घटकों को निर्दिष्ट करना आवश्यक है जो दीर्घकालिक तापीय और डाइइलेक्ट्रिक तनाव का सामना कर सकें। जब खराब सामग्री स्थिरता या आयामी अशुद्धियों के कारण कोई इंटरफ़ेस विफल हो जाता है, तो उसे एक समान निम्न-स्तरीय घटक से बदलने पर दोबारा आउटेज सुनिश्चित होता है।.
इन विफलताओं को रोकना खरीद स्तर से ही शुरू होता है। इंजीनियरों और खरीद टीमों को उच्च-ग्रेड EPDM रबर फॉर्मूलेशन से निर्मित 200A बुशिंग वेल इन्सर्ट्स निर्दिष्ट करनी चाहिए, जो निरंतर लोड के तहत थर्मल क्षरण का प्रतिरोध करते हों। इसके अलावा, यांत्रिक इंटरफ़ेस त्रुटिरहित होना चाहिए ताकि उचित इंटरफ़ेयरेंस फिट सुनिश्चित हो सके।.
आंतरिक 3/8″-16 UNC तांबे के धागे अत्यंत सटीकता से मशीन किए जाने चाहिए ताकि वे अनिवार्य 10 से 15 ft-lbs (13.5 से 20.3 Nm) की सीटिंग टॉर्क को बिना झुकने या फैलने के सहन कर सकें। यदि तांबे का मिश्रधातु बहुत नरम होगा, तो स्थापना के दौरान धागे विकृत हो जाएंगे, जिससे संपर्क प्रतिरोध स्थायी रूप से प्रभावित होगा और ΔT में वृद्धि होगी, जो समय के साथ आसपास की इन्सुलेशन को खराब कर देती है।.
ZeeyiElec उच्च-विश्वसनीयता वाले ट्रांसफार्मर एक्सेसरीज़ का इंजीनियरिंग और निर्माण करता है, जिसमें 15kV, 25kV, और 35kV वितरण नेटवर्क के लिए डिज़ाइन किए गए सटीक बुशिंग वेल इन्सर्ट्स शामिल हैं। हमारी उत्पादन प्रक्रिया कड़े आयामी सहिष्णुता और कठोर डाइइलेक्ट्रिक परीक्षण को प्राथमिकता देती है, ताकि प्रत्येक इंसर्ट बॉक्स से निकालते ही कोरोना-मुक्त, कम प्रतिरोध वाला इंटरफ़ेस प्रदान करे। हम विश्व स्तर पर OEM, EPC, और यूटिलिटी परियोजनाओं का त्वरित तकनीकी मिलान, पूर्ण निर्यात दस्तावेज़ीकरण, और अनुकूलित विनिर्देशन सहायता के साथ समर्थन करते हैं। अपने अगले प्रोजेक्ट में विश्वसनीय घटकों को सुरक्षित करने और इंटरफ़ेस की समयपूर्व विफलताओं को रोकने के लिए आज ही ZeeyiElec की इंजीनियरिंग टीम से परामर्श करें।.
अक्सर पूछे जाने वाले प्रश्न
मैं कैसे पता लगा सकता हूँ कि बशिंग वेल इंसर्ट विफल हो रहा है, इससे पहले कि कोई आउटेज हो?
प्रारंभिक चरण की विफलताएँ अक्सर नियमित इन्फ्रारेड (IR) थर्मोग्राफी स्कैन के दौरान मापे जाने वाले उच्च तापमान के रूप में प्रकट होती हैं, जो सामान्यतः आसन्न चरणों की तुलना में 20°C या उससे अधिक का ΔT दिखाती हैं। अल्ट्रासोनिक डिटेक्टरों का उपयोग करके उन्नत निदान भी इंटरफ़ेस में उच्च-आवृत्ति कोरोना गतिविधि को विनाशकारी फेज-टू-ग्राउंड फॉल्ट होने से हफ्तों पहले सटीक रूप से पहचान सकता है।.
हटाए गए इंसर्ट पर कार्बन ट्रैकिंग कैसी दिखती है?
कार्बन ट्रैकिंग EPDM रबर की सतह या मिलान वाले एपॉक्सी कुंड में सीधे जली हुई विशिष्ट, शाखाओं वाली काली रेखाएँ या “पेड़” के रूप में दिखाई देती हैं। ये ट्रैक्स संकेत करते हैं कि विद्युत तनाव (आमतौर पर ≥15kV) ने इंटरफ़ेस की डाइइलेक्ट्रिक क्षमता को तोड़ दिया है, जिससे एक स्थायी चालक मार्ग बन गया है, जो तत्काल इन्सर्ट प्रतिस्थापन को अनिवार्य बनाता है।.
क्या सेवा में रहने के बाद एक ढीले इन्सर्ट को फिर से टॉर्क किया जा सकता है?
यदि कोई इंसर्ट ढीले ढंग से काम कर रहा हो और अत्यधिक गर्मी उत्पन्न कर रहा हो (अक्सर EPDM रबर की 130°C सीमा से अधिक), तो पुनः टॉर्क करना सुरक्षित समाधान नहीं है क्योंकि आंतरिक तांबे के धागे और इन्सुलेशन संभवतः अपरिवर्तनीय तापीय क्षरण से प्रभावित हो चुके हैं। मानक क्षेत्रीय प्रथा यह है कि संदिग्ध इंसर्ट को पूरी तरह हटा दिया जाए, ट्रांसफॉर्मर वेल का क्षति के लिए निरीक्षण किया जाए, और एक नया घटक स्थापित किया जाए।.
लोडब्रेक एल्बो हटाने पर इंसर्ट कभी-कभी पीछे क्यों निकल जाता है?
कोहनी हटाने के दौरान इंसर्ट का बाहर निकलना आमतौर पर यह दर्शाता है कि प्रारंभिक स्थापना के दौरान इसे गंभीर रूप से कम टॉर्क (आवश्यक 10 से 15 ft-lbs से काफी नीचे) दिया गया था, या क्रॉस-थ्रेडिंग ने स्टड को सुरक्षित रूप से लॉक होने से रोक दिया था। इस यांत्रिक विफलता के कारण ट्रांसफॉर्मर को तुरंत डी-एनर्जाइज़ करना आवश्यक है ताकि इंसर्ट को बदलकर वेल के आंतरिक 3/8″-16 UNC थ्रेड्स का निरीक्षण किया जा सके।.
क्या अधिक डाइइलेक्ट्रिक ग्रीस लगाने से आंशिक निर्वहन रुकेगा?
नहीं, अत्यधिक डाइइलेक्ट्रिक ग्रीस लगाने से मौजूदा आंशिक निर्वहन ठीक नहीं होता और अक्सर हाइड्रोलिक लॉक उत्पन्न हो जाता है, जो भौतिक रूप से इंसर्ट को पूरी तरह से बैठने से रोकता है। उचित स्नेहन के लिए केवल एक सूक्ष्म, समान परत (0.5 मिमी से 1.0 मिमी) पर्याप्त होती है जो हवा को विस्थापित कर सके; यह गहरी खरोंचों, कार्बन ट्रैकों या यांत्रिक संपीड़न की कमी की भरपाई नहीं कर सकती।.
यदि केवल इंसर्ट ही फेल हुआ हो, तो क्या ट्रांसफॉर्मर का अच्छी तरह परीक्षण करना आवश्यक है?
हाँ, स्थायी ट्रांसफॉर्मर वेल का सूक्ष्म दृश्य और यांत्रिक निरीक्षण किए बिना इंसर्ट की विफलता का निदान अधूरा है। यदि वेल की एपॉक्सी सतह ट्रैकिंग से खरोंच गई हो या इसके आंतरिक तांबे के थ्रेड्स ओवर-टॉर्किंग से खिंच गए हों, तो नया इंसर्ट लगाने से थोड़े ही समय में फिर से विफलता होगी।.
योयो शी
योयो शी ZeeyiElec के लिए लिखती हैं, जहाँ उनका ध्यान मध्यम-वोल्टेज सहायक उपकरणों, ट्रांसफॉर्मर घटकों और केबल सहायक समाधानों पर केंद्रित है। उनके लेख उत्पाद अनुप्रयोगों, तकनीकी मूल बातों और वैश्विक विद्युत उद्योग के खरीदारों के लिए आपूर्ति संबंधी अंतर्दृष्टि को कवर करते हैं।.