Les accessoires pour câbles de moyenne tension - terminaisons et jonctions de 6,6 kV à 33 kV - représentent des points de jonction critiques où la qualité de l'installation détermine directement la fiabilité du système. Les données de terrain montrent systématiquement que le choix des accessoires ne représente qu'une partie de l'équation de la fiabilité. L'exécution pendant l'installation a un poids égal ou supérieur.
Cette liste de contrôle de la qualité couvre la vérification avant l'installation, la préparation des câbles, les protocoles d'inspection spécifiques à la technologie pour les terminaisons rétractées à froid et les joints thermorétractés, ainsi que les tests électriques après l'installation. Qu'il s'agisse de la mise en service d'une terminaison de 15 kV dans un poste de commutation ou de l'inspection d'une épissure souterraine dans une batterie de gaines, ces points de contrôle permettent d'identifier les défauts avant la mise sous tension, lorsque la correction reste pratique et économique.
Pourquoi le contrôle de la qualité de l'installation permet d'éviter la plupart des pannes d'accessoires MV
La vérité gênante tirée des registres de maintenance des services publics : environ 70-80% des défaillances d'accessoires de câbles MT sont dues à des défauts d'installation, et non à des problèmes de fabrication. Une terminaison de qualité supérieure installée de manière incorrecte tombera en panne plus tôt qu'un produit standard installé avec une attention méticuleuse.
Le mécanisme de défaillance suit une chaîne prévisible. La contamination introduite lors de la préparation du câble - particules de poussière, films d'humidité, huiles de peau ou résidus de semi-conducteurs - crée des concentrations de contraintes localisées à l'interface de l'isolation. Ces sites de contamination deviennent des points d'amorçage de décharges partielles une fois que l'accessoire est sous tension. L'activité initiale des DP peut être inférieure aux seuils de détection, mais l'érosion progressive se poursuit pendant des mois ou des années jusqu'à ce qu'une panne catastrophique se produise.
Trois paramètres d'installation critiques sont à l'origine de la plupart des échecs :
Qualité de la préparation de l'interface - Une contamination de surface dépassant 10 μg/cm² de résidus ioniques crée des chemins conducteurs le long des interfaces de contrôle des contraintes. Même des particules microscopiques invisibles lors d'une inspection visuelle génèrent une distorsion de champ suffisante pour déclencher la DP à la tension de fonctionnement.
Précision dimensionnelle - Les longueurs d'enlèvement des écrans de semi-conducteurs doivent correspondre aux spécifications du fabricant à ±2 mm près. Une découpe excessive crée des zones d'isolation non blindées où les contraintes électriques tangentielles provoquent un suivi de la surface. Une découpe insuffisante empêche le positionnement correct des cônes de contrainte.
Intégrité de la compression - Les accessoires rétractables à froid et à chaud dépendent de la pression radiale continue (généralement de 0,2 à 0,6 MPa) exercée sur les composants du câble. Cette pression élimine les espaces d'air interfaciaux et garantit l'étanchéité à l'humidité selon les normes IP68.
L'argument économique en faveur d'un contrôle de qualité rigoureux est frappant. Une défaillance de terminaison liée à la contamination sur une ligne de distribution de 22 kV génère des coûts d'intervention d'urgence, des matériaux de remplacement à 3-5× le coût d'installation d'origine, des pénalités d'interruption de service pour les clients et une évaluation des dommages collatéraux. En revanche, une exécution correcte du contrôle qualité ajoute peut-être 20 à 30 minutes par accessoire, ce qui représente un retour sur investissement extraordinaire.
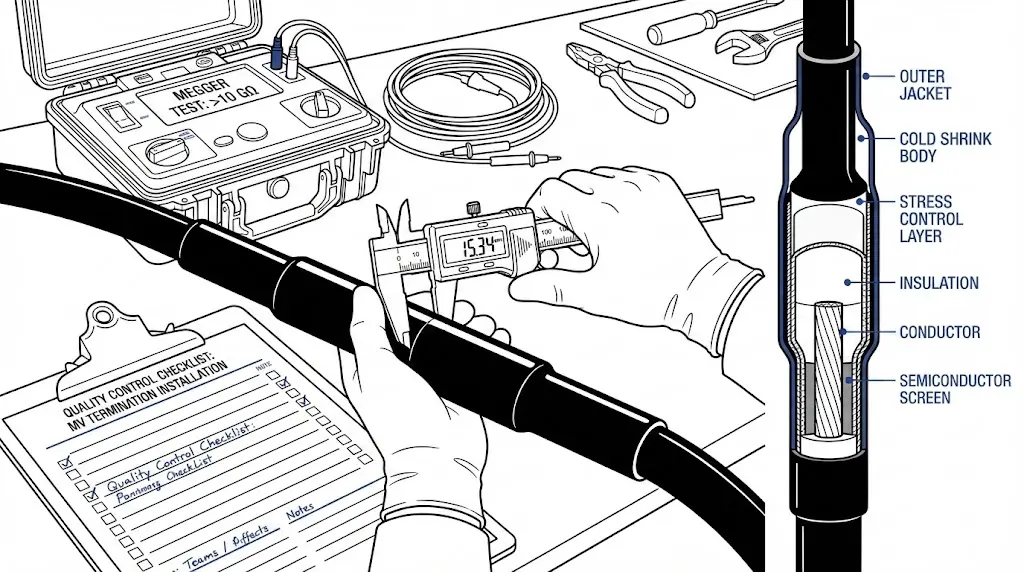
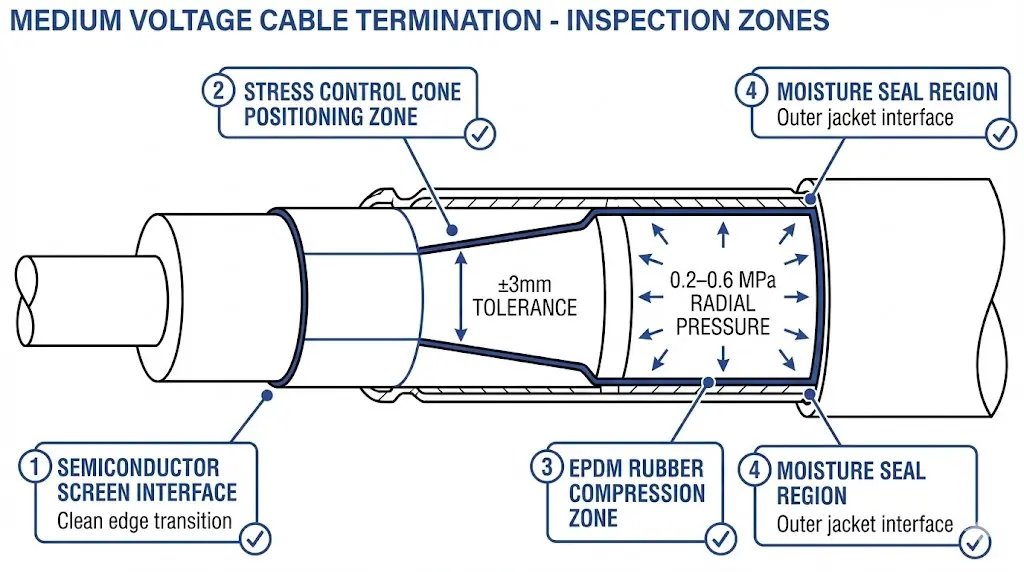
Figure 1. Coupe transversale d'une terminaison moyenne tension mettant en évidence les zones d'inspection critiques en termes de qualité : interface écran semi-conducteur, positionnement du cône de contrainte (tolérance de ±3 mm), zone de compression EPDM (0,2-0,6 MPa) et zone d'étanchéité à l'humidité.
[Regard d'expert : Modèles de défaillance sur le terrain].
Les installations côtières sont confrontées à la contamination par le sel, les sites industriels à la poussière conductrice, les voûtes souterraines à l'humidité : chaque environnement exige un contrôle de la contamination sur mesure.
Les défaillances se manifestent généralement 18 à 36 mois après l'installation, bien après la vérification de la garantie, mais sont directement liées aux conditions d'installation.
Les cycles thermiques entre 20°C et 90°C accélèrent la dégradation au niveau des défauts d'installation, ce qui peut réduire la durée de vie de plus de 30 ans à moins de 5 ans.
Liste de contrôle pour la vérification avant installation
Le contrôle de la qualité commence avant que l'accessoire de câblage ne quitte l'entrepôt. L'inspection à la réception des matériaux permet de détecter les défauts lorsque le remplacement reste simple.
Contrôle des matériaux entrants :
Point d'inspection
Critères d'acceptation
Rejeter si
Sceau de l'emballage
Intacte, sans trace d'humidité
Déchiré, taches humides visibles
Composants en silicone/EPDM
Pas de déformation, de coupure ou de pli
Marques de compression permanentes
Tubes thermorétractables
Diamètre uniforme sur toute la longueur
Pré-rétraction partielle évidente
Instructions
Présente, classe de tension correcte
Note manquante ou erronée
Durée de conservation
Dans la limite de la date d'expiration
Adhésifs au-delà de 24 mois
Vérification de l'état de préparation environnementale :
L'environnement d'installation a un impact direct sur les performances de l'accessoire. Vérifier que la température ambiante est comprise entre 5°C et 35°C - les composants en caoutchouc de l'EPDM subissent des déformations permanentes en dehors de cette plage. L'humidité doit rester inférieure à 75% RH ; au-delà de ce seuil, le risque de condensation augmente considérablement. La température de la surface du câble doit dépasser le point de rosée d'au moins 3°C.
Le contrôle de la contamination est plus important que ne le pensent généralement les installateurs. Établissez une zone de travail propre. Éliminez les particules métalliques provenant du meulage ou du soudage à proximité. Protégez la zone de travail de la poussière soulevée par le vent. Dans les environnements côtiers, une exposition, même brève, lors de la préparation des câbles, crée une contamination saline invisible à l'œil, mais détectable lors des tests de DP des semaines plus tard.
Points de contrôle de la qualité de la préparation des câbles
La préparation du câble détermine 60% la réussite de l'installation. Les erreurs dimensionnelles et la contamination de surface à ce stade se propagent en défauts permanents.
Exigences dimensionnelles :
Classe de tension
Découpe de l'écran
Exposition à l'isolation
Tolérance
6,6kV-11kV
20-25 mm
Selon la fiche technique de l'accessoire
±2 mm
15kV-22kV
25-30 mm
Selon la fiche technique de l'accessoire
±2 mm
33kV
30-40 mm
Selon la fiche technique de l'accessoire
±2 mm
Utilisez des règles et des pieds à coulisse en acier : l'estimation est source d'erreurs. Marquez les dimensions avant de couper. Vérifiez deux fois les mesures avant de procéder à l'enlèvement des semi-conducteurs.
Retrait de la couche semi-conductrice :
L'écran semi-conducteur, dont la résistivité de surface est typiquement de 10³-10⁶ Ω/square, doit être complètement retiré de la zone d'exposition de l'isolant tout en maintenant un contact intime avec les éléments de contrôle des contraintes à la transition. Cet équilibre nécessite une technique minutieuse.
Marquez la couche semi-conductrice sur la circonférence au point de découpe à l'aide de l'outil recommandé par le fabricant du câble. Évitez d'entailler l'isolant XLPE à plus de 0,1 mm de profondeur, car les entailles plus profondes créent des points de concentration des contraintes. Enlever complètement le matériau semi-conducteur ; les résidus créent des chemins conducteurs le long de l'interface de contrôle des contraintes.
Préparation de la surface de l'isolation :
Nettoyez la surface exposée du XLPE avec un chiffon non pelucheux et un solvant approuvé par le fabricant. Effectuez le test du chiffon blanc : essuyez la surface avec un chiffon blanc propre et vérifiez qu'il n'y a pas de décoloration. Toute contamination visible nécessite un nettoyage supplémentaire.
Le temps compte. La fenêtre d'exposition maximale entre le nettoyage et l'installation des accessoires ne doit pas dépasser 30 minutes dans des conditions normales, et moins dans des environnements poussiéreux ou humides.
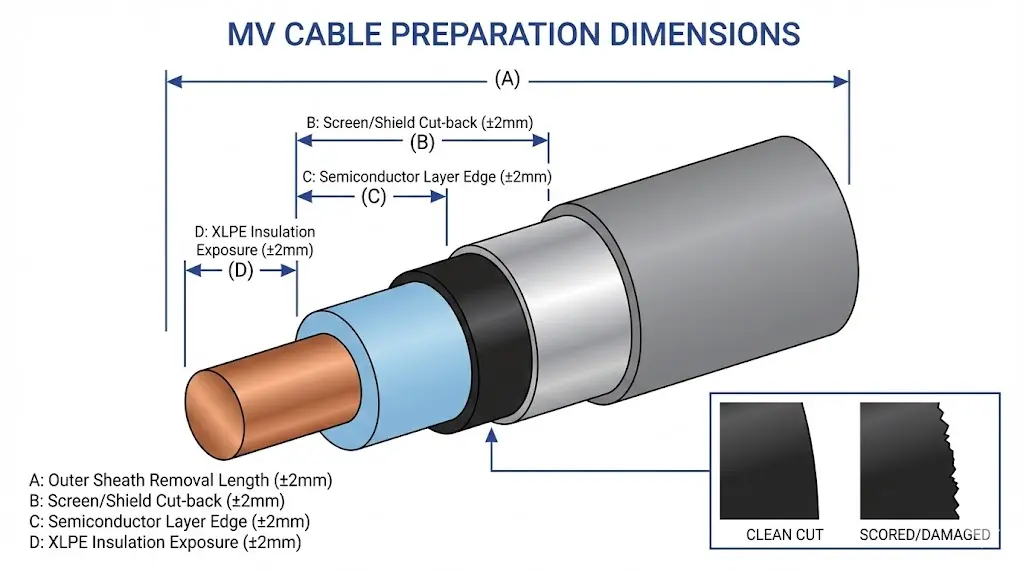
Figure 2. Exigences dimensionnelles relatives à la préparation des câbles pour l'installation d'accessoires MT, indiquant les mesures critiques A à D avec des tolérances de ±2 mm au niveau des zones d'exposition de l'écran semi-conducteur et de l'isolation.
Protocole d'inspection de l'installation de rétraction à froid
La technologie de la rétraction à froid repose sur des tubes pré-expansés en caoutchouc EPDM ou silicone qui se contractent sur le câble lorsque l'âme de support est retirée. La réussite de l'installation dépend du dimensionnement, du positionnement et de la technique de retrait de l'âme.
Vérification des composants avant l'installation :
Confirmer que le diamètre intérieur du tube correspond au diamètre extérieur du câble dans la fourchette spécifiée, ce qui permet généralement un étirement de 15-25%. Vérifier que les éléments de contrôle des contraintes sont correctement orientés. Vérifier que les bandes de mastic d'étanchéité sont présentes et souples.
Points de contrôle de la séquence d'installation :
Étape
Point de contrôle du CQ
Critères de réussite
1
Positionnement du cône de contrainte
Centré sur le bord du semi-conducteur ±3 mm
2
Alignement des tubes
Concentrique avec l'axe du câble
3
Initiation de l'enlèvement de la carotte
Début du déroulement en douceur et en continu
4
Achèvement de l'enlèvement des noyaux
Extraction complète sans distorsion du tube
5
Inspection de l'interface
Pas de fentes d'air, de plis ou de crêtes visibles
Évaluation de la technique de retrait de la carotte :
Retirer le noyau de support en effectuant une rotation régulière et continue. Une extraction saccadée ou interrompue entraîne une déformation du tube et la formation potentielle d'un vide d'air. Le tube doit s'effondrer en douceur sur la surface du câble.
Essai tactile après l'installation :
Passez un doigt ganté le long de la surface du tube rétractable à froid. Toute discontinuité, crête ou zone molle indique un vide d'interface potentiel qui doit être examiné avant la mise sous tension. Le caoutchouc EPDM nécessite une compression radiale minimale de 0,3 MPa pour obtenir une étanchéité nominale à l'humidité. Une compression insuffisante permet une pénétration de l'humidité qui dégrade la résistance de l'isolation dans les 18 à 24 mois.
ZeeyiElec's accessoires pour câbles rétractables à froid comprennent des guides d'installation avec des points de contrôle de qualité spécifiques à chaque classe de tension et à chaque diamètre de câble.
Protocole d'inspection de l'installation de thermorétractables
Les accessoires thermorétractables dépendent d'une activation thermique contrôlée pour obtenir une bonne récupération et la formation d'un joint adhésif. La gestion de la température détermine le succès.
Vérification de l'équipement de chauffage :
Confirmez que le type de torche correspond aux exigences du fabricant - le propane, le butane ou le pistolet à air chaud produisent chacun des profils de chaleur différents. Vérifier que l'alimentation en combustible est suffisante pour permettre une installation complète. Des indicateurs de température (thermomètre infrarouge ou crayons de chaleur) doivent être disponibles.
Paramètres de contrôle de la température :
Type de matériau
Température de rétraction minimale
Fourchette optimale
Température maximale de sécurité
Polyoléfine réticulée
90°C
110-120°C
150°C
Tubes à revêtement adhésif
100°C
120-130°C
160°C
Appliquer la chaleur selon le schéma spécifié par le fabricant - généralement au centre pour les terminaisons, d'un bout à l'autre pour les joints. Maintenir une distance constante entre les torches. Surveillez les indicateurs suivants :
Signes de sous-chauffe : Récupération incomplète, le tube n'épouse pas étroitement les contours du câble, l'adhésif reste non exprimé aux extrémités du tube.
Signes de surchauffe : Décoloration, formation de bulles en surface, fragilisation du matériau, carbonisation de l'adhésif.
Récupération de la rétraction et vérification du scellage :
Le tube terminé doit être parfaitement conforme, sans espace ni pont visible. L'absence de ce bourrelet indique un risque de chauffage incomplet malgré l'aspect visuel acceptable du corps du tube.
Produits thermorétractables de ZeeyiElec's accessoires pour câbles thermorétractables La gamme comprend des étiquettes indicatrices de température pour la vérification sur le terrain.
[Regard d'expert : observations sur le terrain concernant les thermorétractables].
Les températures ambiantes inférieures à 10°C augmentent de manière significative le temps de chauffe nécessaire - préchauffer la surface du câble avant d'appliquer des gaines thermorétractables dans des conditions froides.
Le vent crée une chaleur inégale ; protégez la zone de travail ou adaptez la technique pour compenser.
Les schémas d'écoulement de l'adhésif indiquent la qualité du chauffage mieux que le seul aspect de la surface.
Exigences en matière d'essais électriques après l'installation
Les essais électriques permettent de vérifier objectivement que la qualité de l'installation répond aux exigences opérationnelles. Ces essais permettent de détecter les défauts invisibles à l'inspection visuelle.
Protocole d'essai de résistance d'isolement :
Appliquer une tension d'essai continue adaptée à la classe de tension du système. Enregistrer les relevés à 1 minute pour l'évaluation de l'acceptation ; prolonger à 10 minutes pour le calcul de l'indice de polarisation si l'on évalue des câbles vieillis.
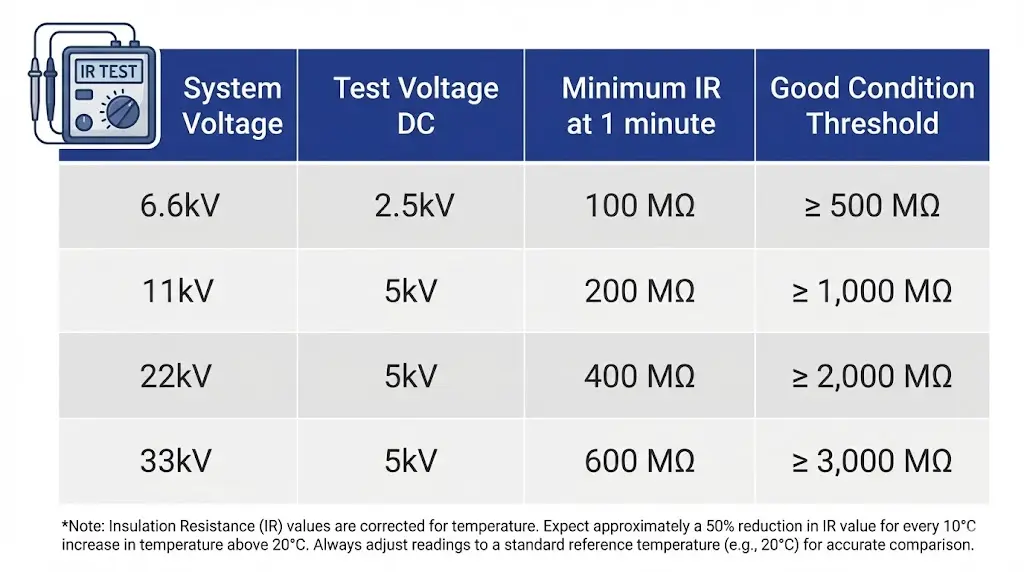
Figure 3. Paramètres d'essai de résistance d'isolement par classe de tension du système indiquant la sélection de la tension d'essai CC et les valeurs IR minimales acceptables à une lecture d'une minute avec des notes de correction de la température.
Tension du système
Tension d'essai (DC)
IR minimum (1 min)
Bon état
6,6kV
2,500 V
100 MΩ
>1 000 MΩ
11kV
5,000 V
200 MΩ
>2 000 MΩ
22kV
5,000 V
400 MΩ
>5 000 MΩ
33kV
5,000 V
500 MΩ
>5 000 MΩ
La température influe considérablement sur les relevés. Appliquer des facteurs de correction : environ 50% de réduction de l'IR par 10°C d'augmentation au-dessus de la base de référence de 20°C.
Mesure de la décharge partielle :
Les détecteurs de DP portables sur le terrain, dont la sensibilité est inférieure à 5 pC, permettent d'identifier les défauts d'installation avant la mise sous tension. Selon la norme IEEE 48-2020, les terminaisons installées sur le terrain doivent présenter des niveaux de DP inférieurs à 5 pC à 1,5 × U₀. Les lectures supérieures à 10 pC justifient une enquête et une réinstallation éventuelle.
Considérations relatives à la résistance à la haute tension :
Les essais de résistance au courant continu sur les câbles XLPE restent controversés - les charges piégées peuvent créer des points de tension favorisant de futures défaillances. De nombreuses compagnies d'électricité préfèrent désormais les tests VLF (très basse fréquence) AC à 0,01-0,1 Hz pour la mise en service sur le terrain, conformément aux recommandations de l'IEEE 400-2012. Les tensions d'essai atteignent généralement 3 × U₀ pendant 15 à 30 minutes.
Défauts d'installation courants et prévention
L'expérience acquise sur le terrain dans des environnements d'installation variés révèle des schémas de défaillance cohérents. La compréhension des causes permet la prévention.
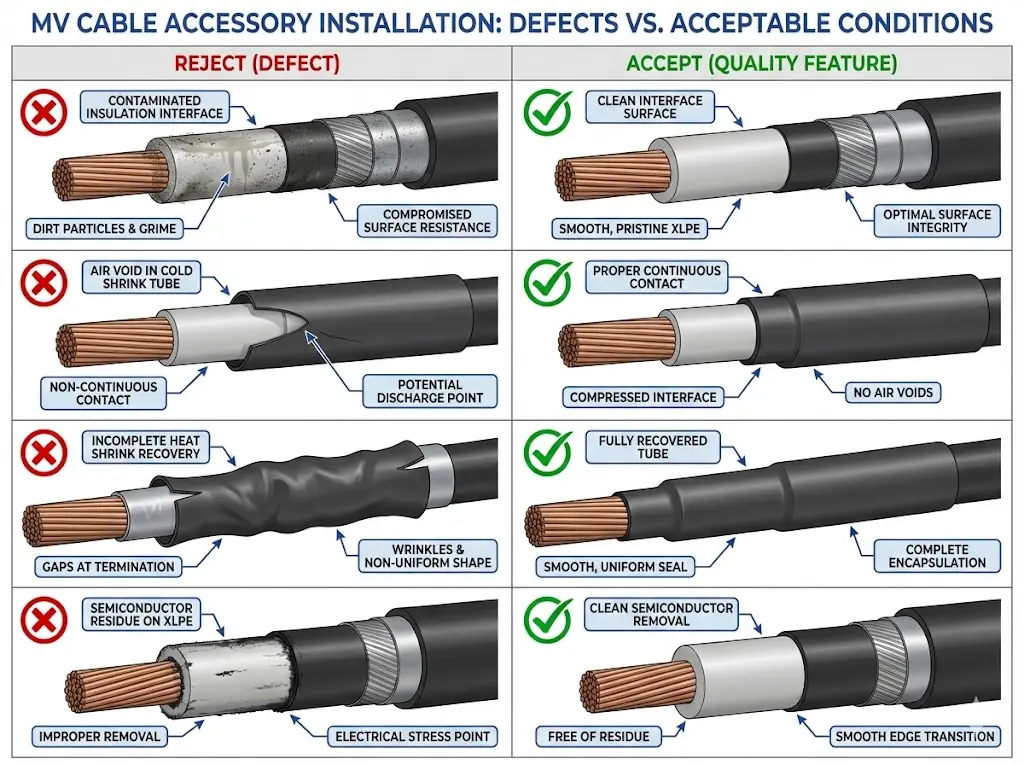
Figure 4. Guide d'identification des défauts d'installation comparant les conditions de rejet (contamination, vides d'air, rétraction incomplète, résidus de semi-conducteurs) à une qualité d'installation acceptable pour les accessoires de câbles MT.
Type de défaut
Cause première
La prévention
Méthode de détection
Contamination de l'interface
Nettoyage inadéquat, exposition à la poussière
Discipline en zone propre, rassemblement immédiat
Test de DP, visuel si sévère
Résidus de semi-conducteurs
Retrait incomplet, mauvaise technique
Outils appropriés, inspection avant assemblage
Anomalie visuelle, IR
Vides d'air (rétraction à froid)
Tube de taille insuffisante, enlèvement de la carotte par à-coups
Dimensionnement correct, extraction régulière
Essai PD, inspection tactile
Rétraction incomplète (thermorétraction)
Chauffage insuffisant, mauvaise configuration
Contrôle de la température, technique correcte
Contrôle visuel et dimensionnel
Dommages à l'isolation
Marquage trop profond, dommages liés à la manipulation
Outils appropriés, support de câble
Anomalie visuelle, test IR
Dimensions incorrectes
Erreur de mesure, feuille de données erronée
Double vérification, utilisation de guides de coupe
Vérification avant assemblage
La documentation de toutes les inspections crée une traçabilité pour le respect de la garantie et fournit des données de base pour les évaluations futures de la maintenance.
Garantir une fiabilité à long terme avec des accessoires MV de qualité
Le contrôle de la qualité de l'installation transforme les accessoires de câble de points de défaillance potentiels en composants fiables du système. L'approche par liste de contrôle - vérification systématique à chaque étape critique - réduit les échecs de mise en service d'environ 35% par rapport aux méthodes d'inspection informelles.
Des accessoires de qualité contribuent à la réussite de l'installation. Les produits conçus avec des tolérances dimensionnelles appropriées, des guides de positionnement clairement identifiés et une documentation d'installation complète réduisent les erreurs de fabrication.
ZeeyiElec's accessoires pour câbles La gamme comprend des guides d'installation détaillés, une documentation sur les points de contrôle de qualité et une assistance technique pour les installations complexes dans les applications de 6,6 kV à 33 kV.
Télécharger la liste de contrôle complète en 45 points pour une utilisation sur le terrain, ou contactez notre équipe technique pour des conseils d'installation sur des applications spécifiques.
Questions fréquemment posées
Q : Quelle est la cause la plus fréquente de défaillance d'un accessoire de câble MV après son installation ?
R : La contamination des interfaces lors de la préparation des câbles est à l'origine de la plus grande partie des défaillances - des particules d'une taille de 50 μm créent des sites d'amorçage de décharges partielles qui érodent progressivement l'isolation sur une période de 18 à 36 mois jusqu'à ce qu'une panne complète se produise.
Q : Combien de temps après l'installation faut-il procéder à des essais électriques ?
R : Les essais de résistance d'isolement et de décharge partielle doivent être effectués immédiatement après la fin de l'installation et avant le remblayage ou la fermeture de l'enceinte. Des essais de suivi sont recommandés dans les 30 jours suivant la mise sous tension initiale afin d'établir des valeurs de référence.
Q : Quelle est la plage de température ambiante acceptable pour l'installation d'accessoires rétractables à froid ?
R : La plupart des fabricants spécifient une température de 5°C à 35°C pour l'installation de la rétraction à froid ; en dessous de cette plage, le caoutchouc EPDM se raidit et peut ne pas atteindre une compression adéquate, tandis qu'au-dessus de 35°C, le tube pré-étiré peut commencer à se détendre avant que la mise en place ne soit terminée.
Q : Comment puis-je vérifier que le chauffage est adéquat pendant l'installation de la thermorétraction sans thermomètre infrarouge ?
R : Les crayons ou étiquettes indicateurs de température appliqués à la surface du tube fournissent une indication fiable - la marque du crayon change de couleur ou l'étiquette se transforme lorsque la température cible est atteinte, ce qui confirme l'activation correcte de l'adhésif.
Q : Quelle valeur de l'indice de polarisation indique une contamination par l'humidité dans un accessoire nouvellement installé ?
A : Les valeurs d'indice de polarisation inférieures à 1,5 (calculées en divisant le relevé IR de 10 minutes par le relevé de 1 minute) suggèrent la présence d'humidité ou une isolation fortement dégradée ; les accessoires nouvellement installés et en bon état affichent généralement des valeurs d'indice de polarisation comprises entre 2,0 et 4,0.
Q : Faut-il effectuer un test de décharge partielle sur chaque installation d'accessoires de MT ?
R : Bien que les essais de DP constituent la vérification de la qualité la plus définitive, ils nécessitent un équipement spécialisé qui n'est pas toujours disponible sur le terrain ; au minimum, effectuez des essais de DP sur les circuits critiques, sur les travaux des nouveaux installateurs et sur toute installation où l'inspection visuelle révèle des problèmes potentiels.
Q : Combien de temps les surfaces des câbles doivent-elles être exposées entre le nettoyage et l'installation des accessoires ?
R : Le temps d'exposition maximal ne doit pas dépasser 30 minutes dans des conditions normales ; dans des environnements poussiéreux, humides ou contaminés, réduire ce temps à 15 minutes ou moins, et procéder à un nouveau nettoyage si des retards se produisent.
yoyo shi
Yoyo Shi écrit pour ZeeyiElec, en se concentrant sur les accessoires de moyenne tension, les composants de transformateurs et les solutions d'accessoires de câbles. Ses articles couvrent les applications des produits, les bases techniques et les perspectives d'approvisionnement pour les acheteurs de l'industrie électrique mondiale.