Une terminaison rétractable à froid de 15 kV tombe en panne au quatorzième mois. L'équipe d'installation accuse l'accessoire. Le service des achats soupçonne un lot de contrefaçons. L'ingénieur du site signale un récent coup de foudre. Trois théories, une défaillance, zéro certitude - et un remplacement déjà commandé avant que quiconque n'examine les preuves.
Diagnostic systématique des défaillances sur le terrain isoler les causes profondes avant que des défaillances répétées ne se produisent. En suivant un flux de travail structuré, les ingénieurs de terrain identifient ce qui est réellement défaillant, la raison de la défaillance et les conditions qui ont permis à la défaillance de se développer. Ce processus en cinq étapes s'applique aux accessoires de câbles, aux traversées de transformateurs, aux changeurs de prises, aux fusibles et aux composants connexes installés sur les réseaux moyenne tension.
Le flux de travail se déroule comme suit : (1) évaluation de la scène et préservation des preuves, (2) classification des modes de défaillance, (3) élaboration d'une hypothèse sur la cause première, (4) séquence de tests de diagnostic, et (5) confirmation de la cause première et mesures correctives. Si l'on saute une étape, la conclusion finale devient une spéculation plutôt qu'un jugement d'ingénieur.
Pourquoi le diagnostic systématique des défaillances permet-il d'éviter les échecs répétés ?
Le dépannage aléatoire - remplacement des pièces, ajustement des paramètres, espoir de résolution du problème - traite les symptômes alors que les causes profondes persistent. Une douille de transformateur qui tombe en panne à cause d'une infiltration d'humidité tombera à nouveau en panne si le reniflard ou le joint d'étanchéité reste compromis. Une terminaison de câble qui surchauffe à cause d'un sertissage de conducteur sous-dimensionné répétera la défaillance, quel que soit le nombre d'accessoires de qualité supérieure qui la remplacent.
Les observations sur le terrain de plus de 150 terminaisons défectueuses récupérées dans les réseaux de distribution révèlent que plus de 70% des défaillances prématurées sont dues à trois mécanismes principaux : l'infiltration d'humidité, la dégradation thermique et la concentration de contraintes électriques au niveau des interfaces. Chaque mécanisme laisse des signatures distinctes qu'un diagnostic systématique permet d'identifier.
Le coût d'un mauvais diagnostic augmente rapidement. Au-delà du matériel et de la main-d'œuvre nécessaires aux remplacements répétés, les organisations perdent confiance dans les équipements, les fournisseurs et les pratiques d'installation. La documentation générée lors d'un diagnostic correct protège les réclamations au titre de la garantie, éclaire les décisions en matière d'approvisionnement et renforce les connaissances institutionnelles afin d'éviter de nouveaux incidents.
Étape 1 - Évaluation de la scène et préservation des preuves
L'isolation de la sécurité passe avant tout. Confirmez le verrouillage et l'étiquetage avant de vous approcher de l'équipement défaillant.
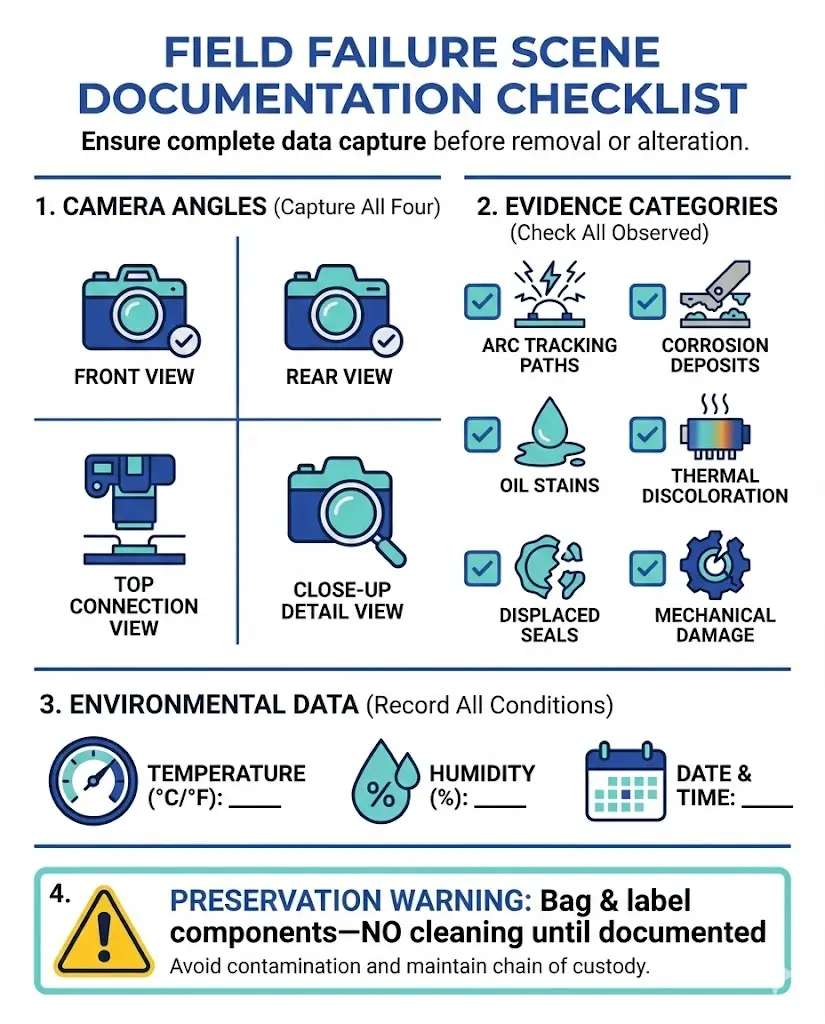
Documenter avant de déranger. Les photos prises par un smartphone sous quatre angles ou plus permettent de saisir les détails perdus lors de la manipulation : trajectoires d'arcs, taches d'huile, joints d'étanchéité déplacés, motifs de corrosion. Enregistrez les conditions ambiantes : température, humidité, historique de la charge si elle est disponible, événements météorologiques survenus au cours des 72 heures précédentes.
Les preuves matérielles généralement détruites avant d'être documentées sont les suivantes
État de la gaine du câble à 300 mm en amont et en aval du point de défaillance
Modèles de pollution externe de la bague indiquant une contamination directionnelle
État physique du fusible : fondu, séparé mécaniquement ou intact
Couleur et odeur de l'huile du changeur de robinet (une odeur de brûlé indique un incident thermique)
Emballez et étiquetez tous les composants retirés en vue d'une éventuelle analyse en laboratoire. Le nettoyage ou le découpage des pièces défectueuses avant la prise de photos détruit les signatures de défaillance qui permettent de déterminer la cause première.
Figure 1. Liste de contrôle de la documentation de la scène pour l'étape 1 de la préservation des éléments de preuve - photographie sous au moins quatre angles avant de perturber les composants défectueux.
[Regard d'expert : Les preuves qui disparaissent en premier]
Les empreintes digitales et les films de contamination aux interfaces d'isolation s'oxydent dans les 48 heures suivant l'exposition.
Les motifs de décoloration thermique s'estompent lorsque les composants refroidissent jusqu'à la température ambiante.
L'humidité piégée dans les vides s'évapore lorsque les joints sont rompus lors du démontage.
Documenter les niveaux et les couleurs d'huile in situ - la vidange altère les signatures de diagnostic
Étape 2 - Comment classer les modes de défaillance électrique ?
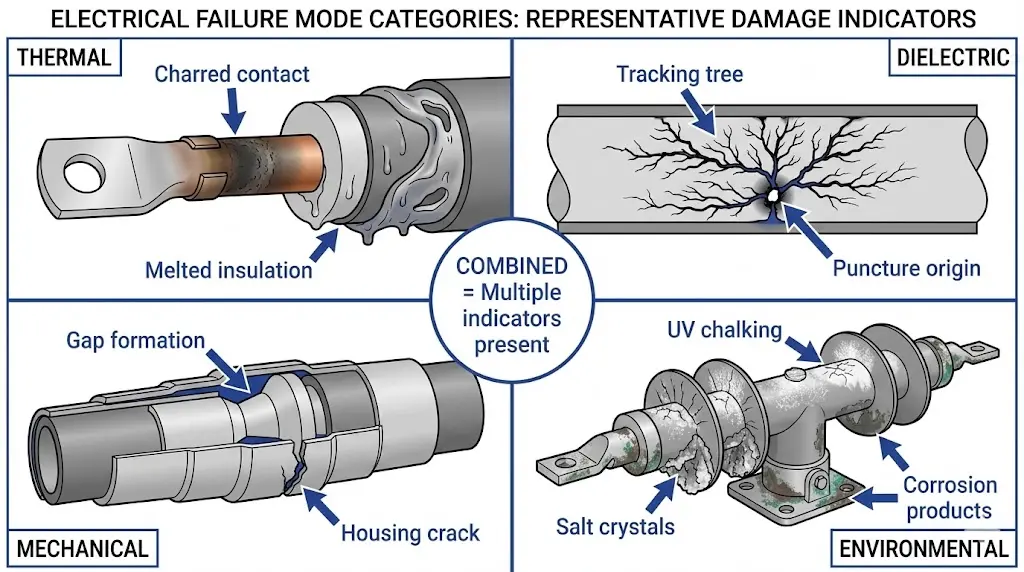
La classification oriente l'élaboration ultérieure d'hypothèses. La plupart des défaillances sur le terrain relèvent de plusieurs catégories : les contraintes thermiques déclenchent les dommages, l'humidité accélère la dégradation, les déplacements mécaniques exposent les interfaces à la contamination.
Catégorie de défaillance
Indicateurs visuels/physiques
Composants couramment affectés
Thermique
Décoloration (progression brune→ noire), isolation fondue, surfaces de contact carbonisées
Terminaisons, porte-fusibles, connexions par douilles
Diélectrique
Arbres traçants, trous de perforation, chemins carbonisés à travers l'isolation solide
Accessoires de câbles, douilles MV
Mécanique
Fissures, cônes de contrainte déplacés, pièces détachées, boîtiers déformés
Raccords rétractables à froid, mécanismes de changement de prise
Environnement
Gonflement, farinage, produits de corrosion blancs, dommages dus à l'hydrolyse
Terminaisons extérieures, installations côtières
Combiné
Présence de plusieurs indicateurs, dégradation progressive visible
Installations à long terme ou dans des environnements difficiles
Lors de l'examen défaillances des accessoires du câble, Les modes thermique et diélectrique se chevauchent fréquemment. Des températures de conducteur soutenues dépassant 90°C accélèrent le vieillissement de l'EPDM par oxydation et scission de la chaîne polymère. Cette dégradation se manifeste par un durcissement - le duromètre Shore A passant de 50 à 70+ -, une fissuration aux points de concentration des contraintes et, finalement, une perte de compression radiale en dessous du seuil critique de 0,2 MPa nécessaire à une étanchéité efficace.
Figure 2. Matrice de classification des modes de défaillance - les défaillances thermiques et diélectriques se chevauchent souvent, la contrainte thermique initiale accélérant la rupture diélectrique ultérieure.
Étape 3 - Construire un arbre d'hypothèses sur les causes profondes
Pour chaque catégorie de défaillance identifiée à l'étape 2, élaborer des branches d'hypothèses basées sur la physique et les réalités du terrain.
Hypothèses de défaillance thermique :
Connexion de conducteur sous-dimensionnée générant des pertes I²R excessives
Préparation inadéquate de la surface de contact augmentant la résistance aux interfaces
Excursions de la température ambiante au-delà des limites de fonctionnement nominales
Ventilation bloquée entraînant une accumulation de chaleur dans les compartiments fermés
Hypothèses de rupture diélectrique :
Concentration de contraintes géométriques au niveau de la coupure de l'écran semi-conducteur
Contamination de l'interface par des empreintes digitales, de la poussière ou des films d'humidité
Incompatibilité des matériaux - la graisse de silicone dégrade les composés EPDM
Surtensions transitoires dues à des surtensions de commutation ou à des impulsions de foudre
Hypothèses de défaillance mécanique :
Insuffisance de la tension du ressort de rétraction à froid permettant la relaxation au cours des cycles thermiques
Inadéquation de la dilatation thermique aux interfaces des matériaux
Fatigue due aux vibrations desserrant les assemblages boulonnés
Dommages à l'installation dus à un rayon de courbure inapproprié ou à des marques d'outils
Hypothèses de défaillance environnementale :
Dégradation par les UV provoquant la scission de la chaîne de polymères sur les surfaces exposées
Brouillard salin déposant des films conducteurs qui réduisent l'efficacité des lignes de fuite
Les cycles de condensation entraînent l'humidité dans les interfaces non étanches
Attaques chimiques dues à des polluants industriels ou à des produits chimiques agricoles
Classer les hypothèses en fonction de leur cohérence avec les preuves observées, les antécédents d'installation connus et l'âge du composant. Éviter les éliminations prématurées - les données d'essai confirment ou réfutent. Dans les évaluations diagnostiques des composants accessoires du transformateur, une fois les tests terminés, la cause première diffère souvent des hypothèses initiales.
Étape 4 - Séquence de tests de diagnostic pour les défaillances sur le terrain
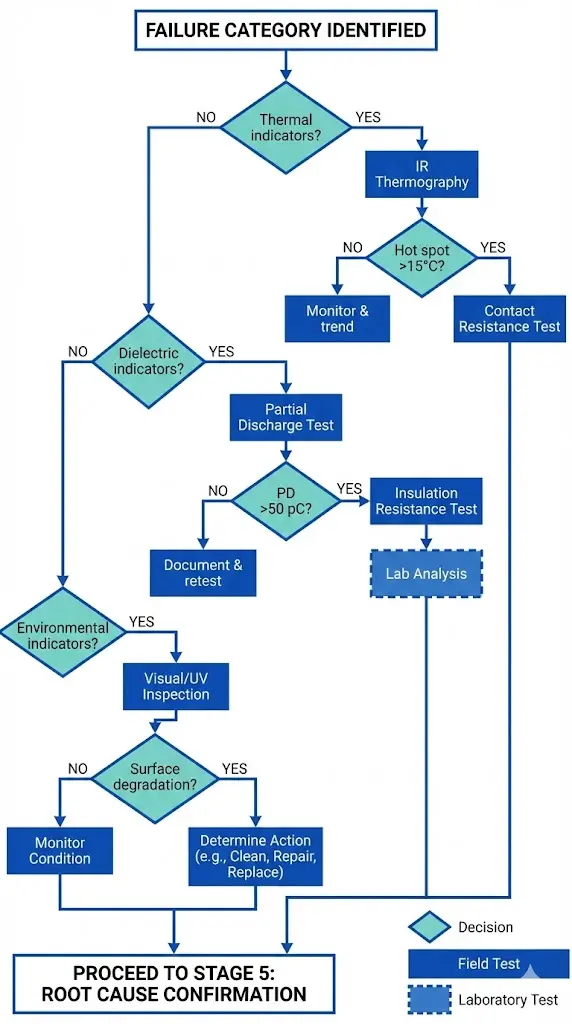
Les essais doivent répondre à des questions d'hypothèses spécifiques, et non pas “tout vérifier”. La séquence est importante : les essais non destructifs sur le terrain permettent de préserver les preuves en vue d'une analyse en laboratoire, le cas échéant.
Essais non destructifs sur le terrain :
Méthode d'essai
Ce qu'il révèle
Equipement
Valeurs seuils
Thermographie IR
Points chauds, gradients thermiques
Caméra IR (min 320×240)
Un différentiel de >15°C justifie une enquête
Décharge partielle
Défauts d'isolation naissants
Capteur TEV, UHF ou acoustique
50 pC indique une dégradation active
Résistance de l'isolation
Dégradation brute du diélectrique
Mégohmmètre (5 kV DC)
<100 MΩ indique une contamination
Résistance de contact
Intégrité de la connexion
Micro-ohmmètre (DLRO)
>100 μΩ au niveau du joint boulonné garantit l'action
Le test de l'indice de polarisation fournit une précision diagnostique supplémentaire pour l'évaluation de l'humidité. Le rapport entre les lectures de résistance d'isolation de 10 minutes et de 1 minute, inférieur à 2,0, suggère une absorption d'humidité dans le système diélectrique de l'accessoire de câble.
Tests de laboratoire (après le retrait) :
Méthode d'essai
Ce qu'il révèle
Quand cela est nécessaire
Dissection et microscopie
Morphologie du défaut interne, origine de la défaillance
Réclamations au titre de la garantie, litiges
Analyse des gaz dissous
Historique des défauts thermiques/électriques
Bagues remplies d'huile, changeurs de tarauds
Spectroscopie FTIR
Dégradation des matériaux, contamination ID
Défaillances des composants polymères
Selon les directives IEEE 400.2 relatives aux essais sur le terrain des systèmes de câbles d'alimentation blindés, des valeurs de facteur de perte diélectrique supérieures à 0,1 aux fréquences d'essai VLF indiquent une contamination importante par l'humidité nécessitant une attention immédiate. Pour les diagnostic des traversées de moyenne tension, L'analyse des gaz dissous révèle l'historique des défauts thermiques et électriques que l'inspection visuelle ne peut pas détecter.
Figure 3. Arbre de décision des tests de diagnostic pour l'étape 4 - effectuer des tests non destructifs sur le terrain avant l'analyse en laboratoire afin de préserver l'intégrité des éléments de preuve.
[Regard d'expert : Optimisation de la séquence de tests]
Effectuer une thermographie IR sous charge - les signatures thermiques disparaissent dans les minutes qui suivent la mise hors tension.
Les mesures de DP à 1,73 × U₀ sollicitent suffisamment le système d'isolation pour révéler les défauts latents.
Une résistance de contact inférieure à 50 μΩ confirme que les connexions boulonnées sont saines ; les tendances dans le temps comptent plus que les relevés uniques.
Réserver les essais destructifs jusqu'à ce que les méthodes non destructives s'avèrent non concluantes
Étape 5 - Confirmation de la cause première et prévention de la récurrence
Faire converger les résultats des tests avec les hypothèses classées. Si les données contredisent la théorie principale, revenir à l'étape 3 plutôt que de forcer les conclusions. Documenter la chaîne de défaillance : événement déclencheur → mécanisme de propagation → mode de défaillance final.
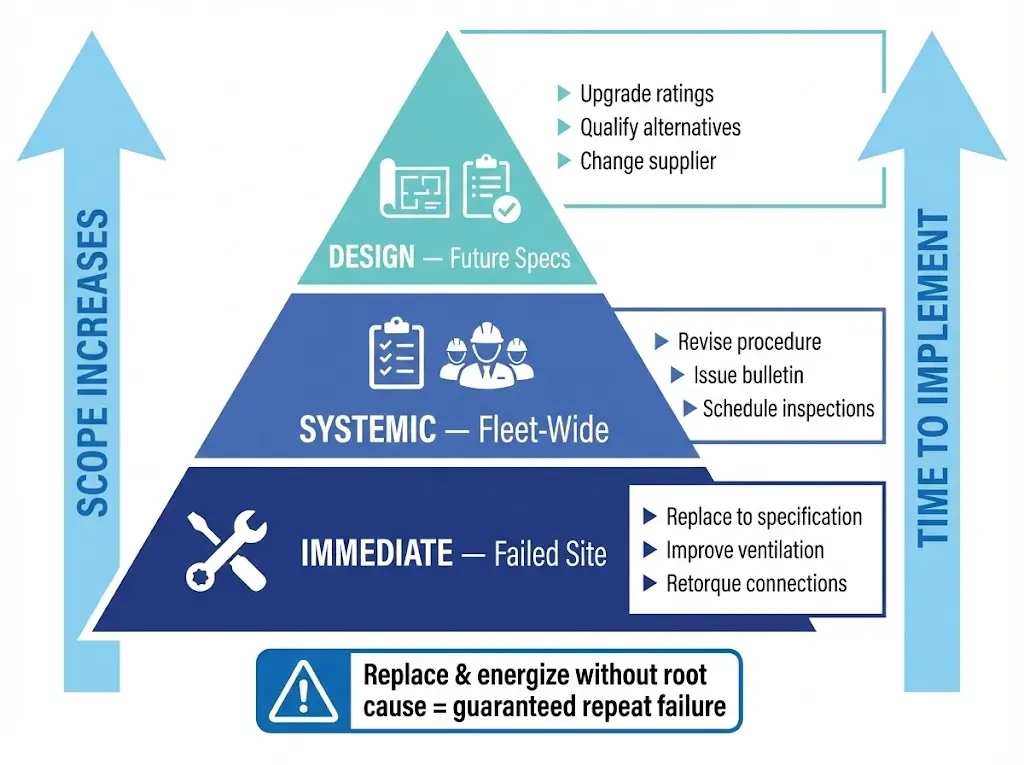
Cadre d'action corrective à trois niveaux :
Niveau
Champ d'application
Exemples d'actions
Immédiate
Site défaillant
Remplacer l'accessoire par une spécification correcte, améliorer la ventilation, resserrer les connexions.
Systémique
Ensemble de la flotte
Réviser la procédure d'installation, publier un bulletin technique, programmer des inspections d'installations similaires.
Conception/approvisionnement
Spécifications futures
Spécifier des composants de meilleure qualité, qualifier des matériaux alternatifs, changer de fournisseur
“Remplacer et mettre sous tension” sans confirmation de la cause première garantit des défaillances répétées. L'expérience sur le terrain montre que les installations qui connaissent des défaillances prématurées ont souvent en commun des équipes d'installation, des lots de matériaux ou des conditions environnementales. L'identification de ces schémas transforme la réponse à une défaillance individuelle en une gestion des risques à l'échelle de la flotte.
Transmettre les conclusions aux fonctions d'ingénierie, d'approvisionnement et de formation. Les rapports d'échec doivent répondre à trois questions : Qu'est-ce qui a échoué ? Pourquoi cela a-t-il échoué ? Qu'est-ce qui empêche que cela se reproduise ?
Figure 4. Cadre de mesures correctives à trois niveaux pour l'étape 5 - la portée et le temps de mise en œuvre augmentent, allant des corrections immédiates du site aux modifications à long terme de la conception.
Processus de diagnostic sur le terrain - Référence rapide imprimable
☐ Étape 1 : Scène et éléments de preuve
Isolation confirmée, LOTO vérifié
Photos sous plus de 4 angles avant de toucher
Conditions ambiantes documentées
Composants défectueux conservés pour analyse
☐ Étape 2 : Classification
Catégorie de défaillance identifiée (thermique/diélectrique/mécanique/environnementale/combinée)
Tous les indicateurs physiques sont photographiés et enregistrés
☐ Étape 3 : Hypothèses
3 à 5 hypothèses élaborées par catégorie pertinente
Hypothèses classées en fonction de la cohérence des preuves
☐ Étape 4 : Tests
Essais non destructifs sur le terrain réalisés en premier lieu
Tests ciblés sur des hypothèses spécifiques
Analyse de laboratoire organisée si nécessaire
Étape 5 : Confirmation et action
Cause fondamentale confirmée par la corrélation des données d'essai
Chaîne de défaillance documentée (initiation → propagation → panne)
Des actions correctives à trois niveaux sont attribuées et font l'objet d'un suivi
Prévenir les défaillances sur le terrain grâce aux accessoires de qualité de ZeeyiElec
Une fabrication de qualité représente la première ligne de défense contre les défaillances sur le terrain. ZeeyiElec accessoires pour transformateurs et accessoires pour câbles subir des essais de matériaux, des vérifications dimensionnelles et une documentation sur la qualité qui permettent d'obtenir des résultats fiables sur le terrain.
L'assistance technique va au-delà de la livraison des produits. Les conseils techniques permettent d'adapter les spécifications des accessoires aux conditions d'installation - l'altitude, la plage de température ambiante, la classe de contamination et les exigences en matière de tension du système sont autant d'éléments qui influencent les décisions de sélection.
Contactez ZeeyiElec pour obtenir les spécifications du produit, des conseils d'installation ou une consultation technique sur la sélection des accessoires pour vos applications spécifiques.
Questions fréquemment posées
Q : Quel est le pourcentage de défaillances des accessoires de câblage imputables à des erreurs d'installation ou à des défauts de fabrication ?
R : Les évaluations sur le terrain montrent systématiquement que 60 à 75TP3T des défaillances prématurées sont dues à des facteurs d'installation - mauvais positionnement du cône de contrainte, préparation inadéquate de la surface ou couple insuffisant - tandis que les défauts de fabrication représentent moins de 15% lorsque des accessoires de qualité contrôlée sont spécifiés.
Q : À quelle vitesse l'activité de décharge partielle évolue-t-elle de l'initiation à la défaillance complète ?
R : Les délais de progression varient de quelques semaines à quelques années en fonction de l'ampleur de la décharge et de la tension de fonctionnement ; les niveaux de DP supérieurs à 100 pC à la tension de fonctionnement indiquent généralement des mois plutôt que des années de durée de vie restante dans des conditions de charge normales.
Q : L'imagerie thermique permet-elle de détecter des défaillances dans des appareillages de connexion ou des boîtes de jonction fermés ?
R : La thermographie infrarouge nécessite une visibilité directe de la surface cible ; les installations fermées peuvent nécessiter des fenêtres d'inspection, ou les techniciens peuvent mesurer les températures externes de l'enceinte et les différences ambiantes comme indicateurs indirects de l'échauffement interne.
Q : Quelle valeur de résistance d'isolement confirme qu'un accessoire de câble peut être remis sous tension en toute sécurité ?
R : Une résistance d'isolement supérieure à 1000 MΩ à 5 kV DC avec un indice de polarisation supérieur à 2,0 indique généralement une condition diélectrique acceptable ; cependant, la tendance par rapport aux valeurs de base fournit une plus grande confiance dans le diagnostic que les seuils absolus seuls.
Q : Comment l'altitude affecte-t-elle les modes de défaillance des terminaisons et des bagues extérieures ?
R : La densité réduite de l'air à des altitudes supérieures à 1000 m diminue la rigidité diélectrique des espaces d'air extérieurs d'environ 1% par 100 m, ce qui augmente le risque de décharge superficielle et nécessite un déclassement ou une extension de la ligne de fuite pour les équipements installés à haute altitude.
Q : Quand les composants défectueux doivent-ils être envoyés pour analyse en laboratoire ou mis au rebut ?
R : L'analyse en laboratoire est justifiée pour les demandes de garantie, les défaillances répétées sur plusieurs sites, les défaillances survenant bien avant la durée de vie prévue, ou les situations pouvant donner lieu à un litige ; le rapport coût-bénéfice favorise l'élimination pour les défaillances isolées d'équipements anciens proches de la fin de vie.
Q : Quelle documentation doit accompagner un composant défectueux envoyé pour analyse ?
R : Inclure la date d'installation, la tension de fonctionnement et l'historique de la charge, les conditions environnementales, la date et les circonstances de la défaillance, les résultats des essais sur le terrain et les photographies prises avant la dépose - les laboratoires ne peuvent pas reconstituer le contexte que le personnel sur le terrain n'a pas documenté.
yoyo shi
Yoyo Shi écrit pour ZeeyiElec, en se concentrant sur les accessoires de moyenne tension, les composants de transformateurs et les solutions d'accessoires de câbles. Ses articles couvrent les applications des produits, les bases techniques et les perspectives d'approvisionnement pour les acheteurs de l'industrie électrique mondiale.