Lorsqu'une interface de rupture de charge de 200 A tombe en panne sur le terrain, la cause première est rarement un défaut de fabrication instantané. Ces composants constituent le point de démarcation critique entre l'environnement interne d'un transformateur de distribution et le réseau de câbles souterrains externe. Pour diagnostiquer avec succès la cause d'une défaillance dans des conditions de fonctionnement continu, le personnel sur le terrain doit d'abord comprendre les contraintes multivariables intenses qui agissent sur cette interface spécifique.
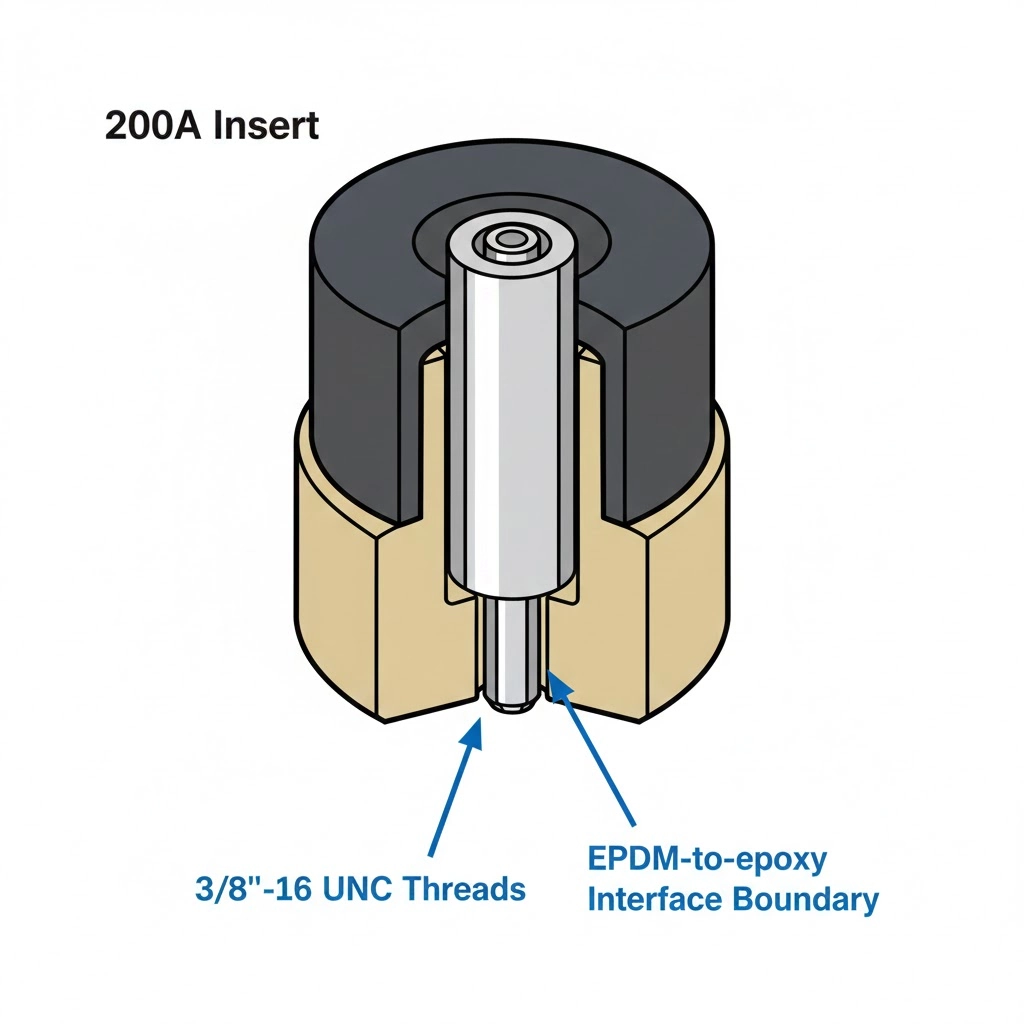
L'anatomie d'une défaillance d'insert est fondamentalement liée à la physique de sa construction. L'assemblage repose sur une limite diélectrique soumise à de fortes contraintes, formée par l'ajustement serré entre le caoutchouc EPDM (éthylène-propylène-diène-monomère) moulé de l'insert et l'époxy rigide du puits du transformateur. En outre, le goujon interne en cuivre constitue la seule connexion mécanique et électrique à l'enroulement du transformateur. Lorsque cet équilibre structurel est perturbé, des voies de défaillance apparaissent dans trois domaines distincts :
Défaillances mécaniques : Elles surviennent lors de l'installation ou des opérations de commutation. Le filetage transversal du goujon en cuivre, l'application d'un couple excessif qui rompt le puits d'époxy ou le blocage hydraulique dû à une lubrification inadéquate compromettent directement la géométrie physique de l'interface.
Dégradation thermique : Un désalignement mécanique ou un couple de serrage insuffisant empêche un contact métal-métal complet à la base. Cette résistance de contact élevée génère une chaleur localisée qui dégrade le caoutchouc EPDM environnant.
Rupture diélectrique : Si l'ajustement d'interférence ne parvient pas à expulser l'air et l'humidité, les vides qui en résultent s'ionisent sous l'effet d'une tension électrique élevée, ce qui entraîne une couronne, une traînée de carbone et, finalement, des défauts phase-terre.
Dans les classes de tension de 15 à 35 kV, la marge d'erreur est pratiquement nulle. Lorsque l'intégrité mécanique est perdue - que ce soit en raison d'un vide d'air microscopique ≥ 0,1 mm ou de filets de cuivre compromis - cela déclenche inévitablement une cascade de mécanismes de défaillance thermique et diélectrique. Un mauvais contact introduit un chauffage I²R élevé, qui augmente continuellement le ΔT localisé. Simultanément, tout l'air piégé dans l'interface à forte contrainte s'ionise, ce qui finit par briser la limite diélectrique de ces composants critiques. accessoires pour transformateurs.
Figure 1 : L'intégrité mécanique et électrique de l'insert repose sur le contact critique métal-métal à la base et sur l'ajustement serré le long du cône.
[Regard d'expert : les réalités du diagnostic d'interface]
Plus de 75% des défaillances d'inserts étudiées sur le terrain ont pour origine des erreurs d'installation mécanique plutôt que des défauts de matériaux.
La dégradation diélectrique est silencieuse ; une interface peut fonctionner pendant 12 à 18 mois avec une décharge partielle active avant d'évoluer vers un défaut phase-terre détectable.
Comme l'insert et le puits de transformateur permanent partagent une connexion filetée directe, le diagnostic de l'insert nécessite l'inspection simultanée de la surface en époxy du puits et des filetages internes en cuivre.
Dégradation thermique : Diagnostiquer une résistance de contact élevée
Une part importante des défaillances des inserts de traversée de puits se présente sous la forme d'une dégradation thermique. Lors de l'analyse d'une interface surchauffée, la cause première est presque exclusivement une résistance de contact élevée entre le goujon en cuivre de l'insert et le filetage interne du puits de transformateur. L'identification de ces symptômes avant qu'ils ne se transforment en défaillance totale est essentielle pour la fiabilité du réseau.
La physique de la résistance de contact
Dans une interface 200A correctement serrée, la compression mécanique assure un contact métal-métal optimal, maintenant la résistance interne en dessous de la ligne de base de 50 μΩ à 100 μΩ. Cependant, si l'insert n'est pas suffisamment serré lors de l'installation, ou si les filets sont contaminés par des débris ou du vieux frein-filet, la zone de contact effective se rétrécit considérablement.
Cette réduction de la surface de contact augmente directement la résistance (R). Comme la production de chaleur suit l'équation P = I²R, même des courants de charge modérés sur une interface insuffisamment serrée provoqueront une augmentation disproportionnée de la température (ΔT). La chaleur prend naissance au niveau du goujon et se propage vers l'extérieur dans le caoutchouc EPDM. L'EPDM a d'excellentes propriétés diélectriques mais commence à se dégrader physiquement lorsqu'il est soumis de manière continue à des températures ≥ 130°C. La dilatation thermique du cuivre surchauffé déforme davantage le caoutchouc, compromettant de manière permanente l'ajustement serré.
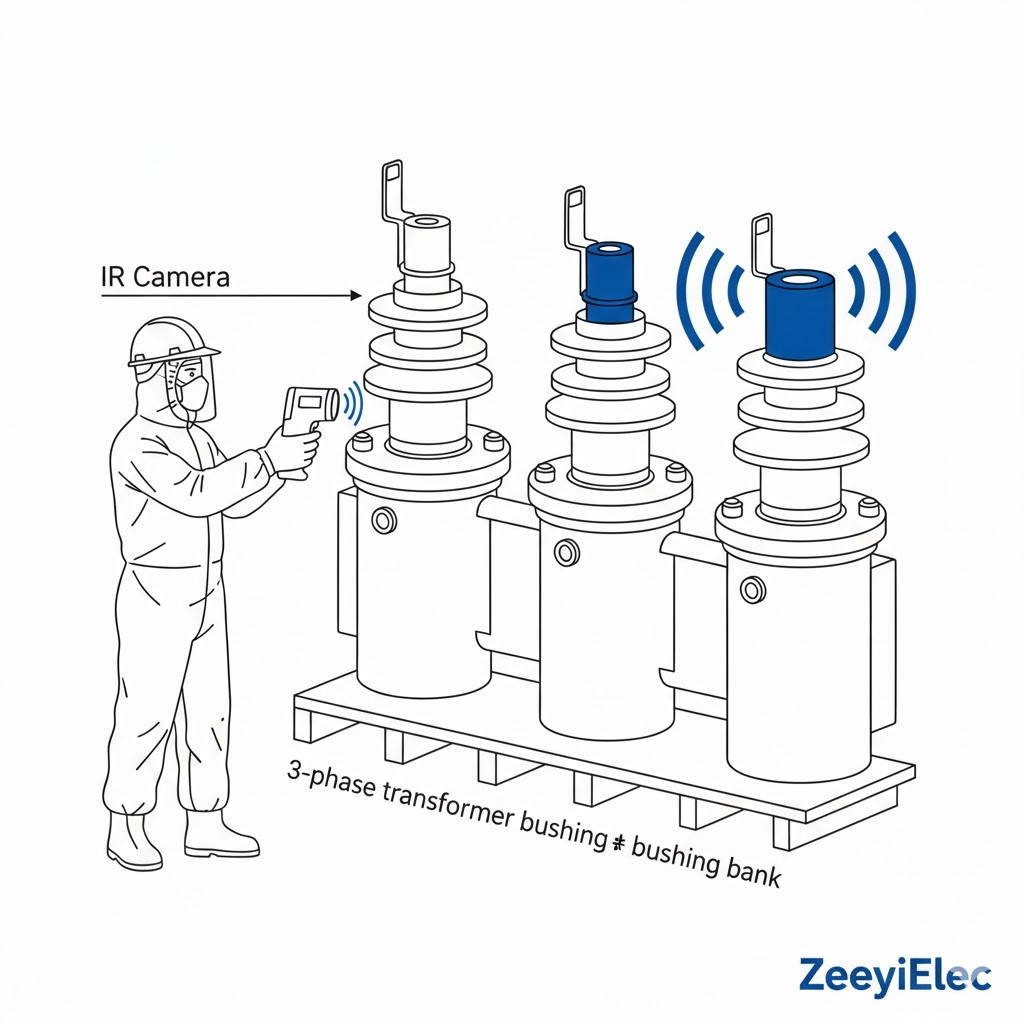
Signatures visuelles et thermographiques de l'échauffement
Les équipes de terrain diagnostiquent généralement les problèmes thermiques à l'aide de deux signatures distinctes. Lors des inspections sous tension, la thermographie infrarouge (IR) est l'outil principal. Un insert sain doit fonctionner à quelques degrés près de la température ambiante de l'huile du transformateur. Un point chaud localisé à la base de l'insert - montrant souvent un ΔT de 20°C ou plus par rapport aux phases adjacentes - est un indicateur définitif d'une résistance de contact élevée [NEED AUTHORITY LINK SOURCE : IEEE Std 386 for Separable Insulated Connector Systems - specifically thermal cycling requirements].
Lors des inspections visuelles hors tension, la dégradation thermique laisse des traces physiques évidentes. Le caoutchouc EPDM près de la base apparaît “crayeux” ou nettement plus dur que le reste de l'insert, car il a perdu ses propriétés élastomériques à la suite d'une cuisson prolongée. Dans les cas les plus avancés, le goujon interne en cuivre présente une décoloration importante, passant du cuivre brillant à un violet ou un noir sombre et oxydé, ce qui indique une surchauffe extrême avant la rupture.
Rupture diélectrique : Poursuite et décharge partielle
Lors de l'analyse des inserts de puits de bagues défectueux, le mécanisme de destruction visible le plus courant est la rupture diélectrique. Ce phénomène se manifeste généralement par l'apparition de traces de carbone le long de l'interface entre le caoutchouc EPDM moulé et le puits en époxy. Pour diagnostiquer ce mode de défaillance, il faut comprendre les conditions spécifiques qui provoquent la rupture de l'interface sous une tension moyenne, en particulier la façon dont l'air piégé s'ionise et déclenche une cascade destructrice.
Mécanismes d'ionisation de l'interface
Le principe de fonctionnement fondamental de l'interface 200A et de l'insert repose sur l'absence absolue de vides d'air entre les surfaces d'accouplement. Une installation sans faille garantit que le caoutchouc EPDM repousse complètement l'air ambiant et qu'une fine couche (0,5 mm à 1,0 mm) de graisse diélectrique au silicone approuvée par le fabricant maintient l'étanchéité. Cependant, si des rayures profondes existent sur le puits d'époxy, ou si une graisse inadéquate est appliquée, des poches d'air microscopiques sont piégées.
Sous l'effet des champs de contrainte électrique intenses présents aux niveaux de 15kV, 25kV ou 35kV, ces vides d'air piégés s'ionisent bien avant l'isolation solide environnante. Cette ionisation crée une activité de décharge partielle localisée (couronne) à l'intérieur du vide. Le bombardement continu d'ions érode physiquement et chimiquement les surfaces adjacentes en caoutchouc EPDM et en époxy. Sur une période de plusieurs semaines ou mois, cette lente dégradation compromet la limite diélectrique de ces surfaces critiques. accessoires pour câbles interfaces.
Identifier les voies de suivi du carbone
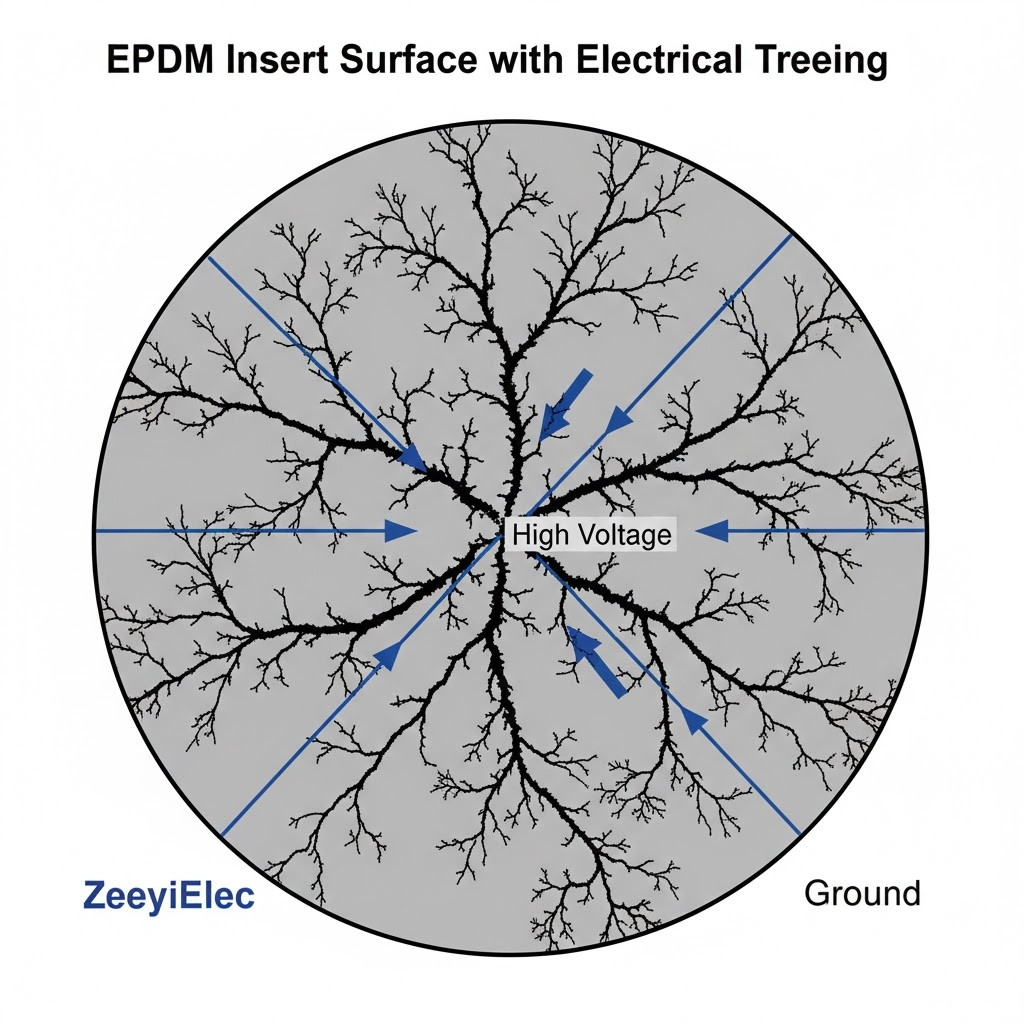
La preuve physique d'une décharge partielle est indéniable pour un technicien formé. Lors d'une inspection hors tension, le principal indicateur est le “traçage”. Il se présente sous la forme de lignes noires distinctes et ramifiées - souvent décrites comme “arborescentes” - brûlées directement sur la surface du caoutchouc EPDM de l'insert ou gravées sur la paroi du puits en époxy correspondant.
Ces traces sont essentiellement des voies conductrices permanentes composées de matériaux isolants carbonisés. Elles prennent généralement naissance près du goujon en cuivre haute tension et se propagent vers l'extérieur en direction du collier de mise à la terre du puits. Dès qu'une trace de carbone se forme, la rigidité diélectrique de l'interface chute brutalement. La présence d'une trace visible impose le remplacement immédiat de l'insert ; les dommages sont irréversibles et conduiront inévitablement à un embrasement catastrophique phase-terre si le transformateur est remis sous tension.
Figure 2 : Le suivi du carbone (arborescence) suit le chemin de moindre résistance à travers l'interface, conduisant finalement à un embrasement phase-terre.
Défaillances mécaniques : Filetage croisé et serrage excessif
Alors que la dégradation thermique et diélectrique prend souvent des mois à se manifester, les défaillances mécaniques sont immédiates et se produisent généralement lors de l'installation initiale ou d'un changement de maintenance ultérieur. Pour diagnostiquer une défaillance mécanique, le personnel de terrain doit reconnaître les symptômes physiques d'une mauvaise manipulation, en particulier au niveau de l'interface filetée 200A et de l'application de lubrifiants.
Signes des goujons en cuivre à filetage croisé
L'erreur mécanique la plus fréquente est le filetage croisé du goujon interne en cuivre 3/8″-16 UNC dans le puits d'époxy du transformateur. Les techniciens de terrain doivent toujours commencer le filetage à la main pendant les deux ou trois premières rotations complètes. Si une résistance est ressentie immédiatement et qu'une clé est appliquée pour forcer la connexion, les filets de cuivre se déformeront de façon permanente.
Lors d'un démontage après défaillance, il est facile d'identifier un insert à filetage croisé. Le goujon en cuivre présente des filets fortement aplatis ou cisaillés d'un côté. En outre, la bride de base de l'insert en caoutchouc EPDM s'appuie de manière asymétrique sur le puits d'époxy, laissant un espace visible. Cette assise asymétrique garantit que les contacts électriques internes ne sont pas complètement engagés, créant ainsi un chemin de défaillance immédiat à haute résistance.
Identification des micro-fractures de puits en époxy
Un serrage excessif est tout aussi destructeur. Lorsque les installateurs utilisent des clés non calibrées ou des clés à chocs pneumatiques, ils dépassent souvent la limite stricte de 10 à 15 ft-lbs (13,5 à 20,3 Nm) requise pour les interfaces d'insertion. L'immense force de rotation se transfère directement dans l'époxy rigide du puits du transformateur.
Le diagnostic sur le terrain d'une interface trop serrée révèle souvent des micro-fractures rayonnant vers l'extérieur à partir du réceptacle fileté dans le puits. Ces fissures capillaires compromettent l'intégrité structurelle de l'ensemble du joint du réservoir du transformateur, permettant à l'huile diélectrique de s'échapper et à l'humidité de pénétrer, ce qui entraîne une défaillance interne catastrophique.
L'effet de verrouillage hydraulique
Une défaillance mécanique plus subtile résulte d'une mauvaise application de la graisse diélectrique. Alors qu'une fine couche est obligatoire pour éviter les vides d'air, le fait de remplir le puits d'une quantité excessive de graisse silicone crée un “blocage hydraulique”. Lorsque l'insert est vissé vers l'intérieur, la graisse incompressible ne peut pas s'échapper, ce qui crée une immense pression interne du fluide.
Cette pression empêche physiquement l'insert de s'emboîter complètement, même si la clé dynamométrique clique sur 15 pieds-livres. Le technicien pense que l'insert est serré, mais le goujon en cuivre n'a pas atteint le contact métal sur métal requis. Lors du retrait, un insert bloqué hydrauliquement présente souvent un épais bouchon de graisse dans la base du puits, confirmant que le couple de serrage était erroné et que l'interface était dangereusement desserrée.
[Regard d'expert : Détection d'une serrure hydraulique sur le terrain].
Un signe classique de blocage hydraulique est un insert qui donne l'impression d'être “spongieux” pendant la phase finale du couple, au lieu d'arriver à un arrêt mécanique dur et défini.
Si vous reculez un insert nouvellement installé et que vous entendez un bruit d'aspiration distinct ou un pop, l'excès de graisse a formé une chambre à vide scellée, confirmant un scénario de blocage hydraulique.
Une forte extrusion de graisse autour du collier de mise à la terre immédiatement après le serrage est un signal d'alarme visuel indiquant qu'une trop grande quantité de lubrifiant a été appliquée sur les surfaces d'accouplement.
Processus de diagnostic sur le terrain, étape par étape
Lorsqu'une interface de rupture de charge de 200 A tombe en panne ou présente des signes d'avertissement, un flux de travail de diagnostic structuré est obligatoire pour éviter des dommages secondaires à l'équipement et garantir la sécurité du personnel. Tirer au hasard sur les coudes ou resserrer arbitrairement les inserts masque la cause première et exacerbe souvent le défaut sous-jacent. Cette approche progressive s'aligne sur les protocoles de maintenance standard pour les connecteurs séparables de moyenne tension, garantissant une évaluation précise avant le remplacement des composants.
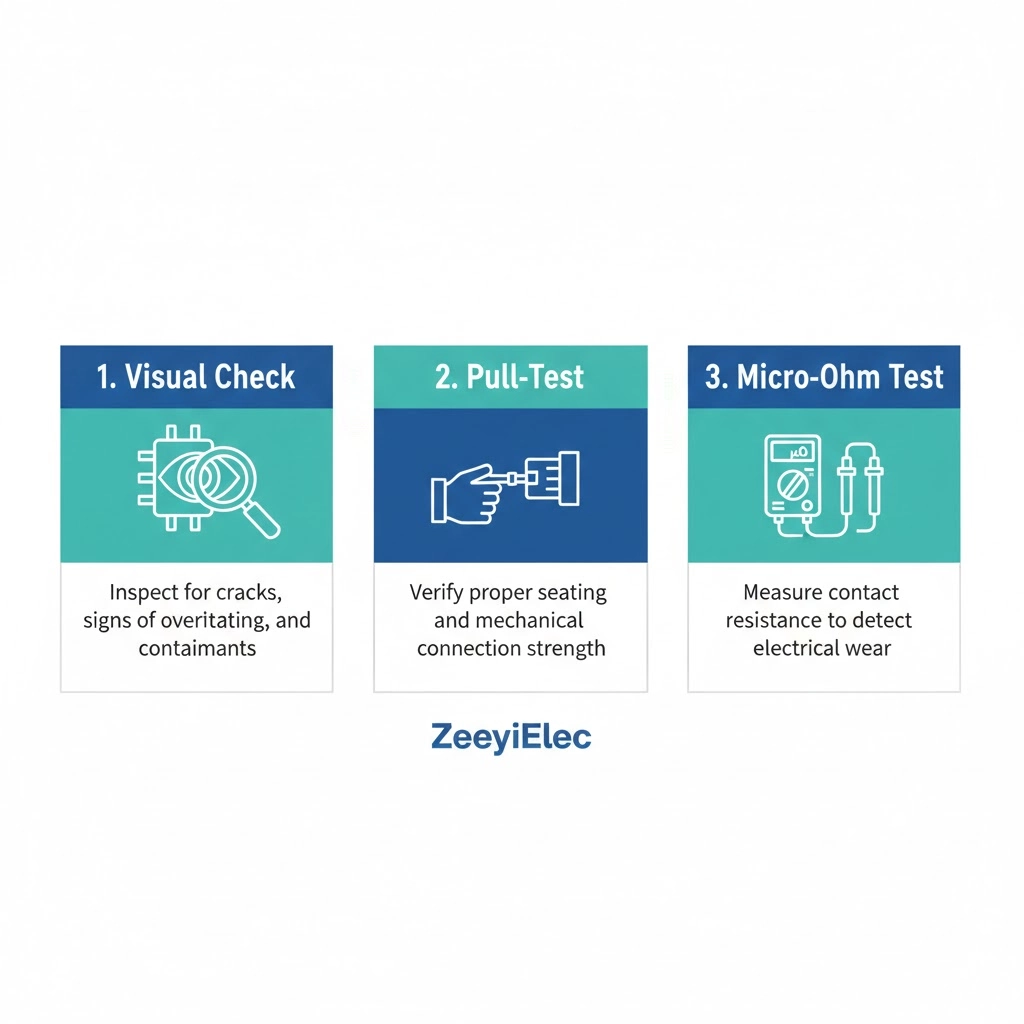
Étape 1 : Inspection visuelle hors tension
Le processus de diagnostic ne commence qu'une fois le transformateur complètement mis hors tension, isolé et correctement mis à la terre. L'inspection visuelle initiale se concentre sur l'extérieur de l'insert du puits de douille et sur le puits d'époxy qui l'entoure.
Les techniciens doivent rechercher tout écart asymétrique ≥ 1 mm au niveau de la collerette d'assise, là où le caoutchouc EPDM rencontre la cuve du transformateur. Cet espace indique immédiatement un filetage croisé ou un blocage hydraulique. Ensuite, il faut inspecter la surface exposée du caoutchouc pour voir s'il y a des traces de carbone (légères lignes noires) et une dégradation thermique “crayeuse”, ce qui signifie que la température de fonctionnement interne a dépassé 130°C.
Étape 2 : Essai de traction sur l'intégrité mécanique
Avant d'essayer de dévisser l'insert, effectuez un test de traction mécanique doux. Appliquez une force latérale d'environ 10 à 15 livres sur le nez de l'insert. Si l'assemblage présente un jeu de rotation ou des oscillations, les filets internes en cuivre 3/8″-16 UNC sont soit très peu serrés, soit cisaillés mécaniquement. Cela confirme que le contact métal-métal critique à la base a été perdu, ce qui entraîne une résistance interne élevée.
Étape 3 : Diagnostics électriques avancés
Si les contrôles visuels et mécaniques ne sont pas concluants, des tests électriques avancés sont nécessaires avant de remettre l'équipement en service. Le diagnostic principal consiste en un test de résistance de micro-ohms à travers l'interface.
À l'aide d'un micro-ohmmètre spécialisé, mesurez la résistance entre le secondaire interne du transformateur (s'il est accessible) et le contact primaire de l'insert. Une interface 200A saine doit mesurer entre 50 μΩ et 100 μΩ. Des relevés nettement plus élevés que cette base - ou des relevés instables qui fluctuent pendant le test - confirment la dégradation du contact interne. Enfin, si l'équipement est toujours sous tension et sous charge avant la panne, les détecteurs à ultrasons peuvent identifier les émissions acoustiques à haute fréquence des décharges partielles, localisant l'activité corona dans l'interface bien avant que le suivi du carbone ne devienne visible à l'extérieur [VÉRIFIER LA NORME : IEEE Std C57.12.90 pour les codes de test standard].
Figure 3 : Un processus de diagnostic structuré garantit que les preuves visuelles, mécaniques et électriques sont préservées pour l'analyse des causes profondes.
Approvisionnement en inserts de puits de traversée à haute fiabilité
Le diagnostic d'une défaillance sur le terrain n'est que la première phase du rétablissement du réseau ; pour éviter qu'elle ne se reproduise, il faut spécifier des composants de remplacement capables de résister à des contraintes thermiques et diélectriques à long terme. Lorsqu'une interface est défaillante en raison d'une mauvaise stabilité des matériaux ou d'imprécisions dimensionnelles, son remplacement par un composant identique de niveau inférieur garantit une nouvelle panne.
La prévention de ces défaillances commence au niveau de l'approvisionnement. Les ingénieurs et les équipes chargées des achats doivent spécifier des inserts de puits de bague 200A fabriqués avec des formulations de caoutchouc EPDM de haute qualité qui résistent à la dégradation thermique sous une charge continue. En outre, l'interface mécanique doit être irréprochable pour garantir un ajustement serré correct.
Les filets internes en cuivre 3/8″-16 UNC doivent être usinés avec précision pour pouvoir supporter le couple de serrage obligatoire de 10 à 15 ft-lbs (13,5 à 20,3 Nm) sans céder ni s'étirer. Si l'alliage de cuivre est trop mou, les filets se déformeront pendant l'installation, compromettant de façon permanente la résistance de contact et introduisant une escalade ΔT qui dégrade l'isolation environnante au fil du temps.
ZeeyiElec conçoit et fabrique des accessoires de transformateur de haute fiabilité, notamment des inserts de puits de traversée de précision conçus pour les réseaux de distribution de 15kV, 25kV et 35kV. Notre processus de production accorde la priorité à des tolérances dimensionnelles strictes et à des essais diélectriques rigoureux afin de garantir que chaque insert offre une interface sans effet corona et à faible résistance dès sa sortie de l'emballage. Nous soutenons les OEM, les EPC et les projets de services publics dans le monde entier grâce à une adaptation technique rapide, une documentation d'exportation complète et un soutien aux spécifications personnalisées. Consultez l'équipe d'ingénieurs de ZeeyiElec dès aujourd'hui pour obtenir des composants fiables et éviter les défaillances d'interface prématurées sur votre prochain projet.
Questions fréquemment posées
Comment puis-je savoir si un insert de puits à douille est défaillant avant qu'une panne ne se produise ?
Les défaillances précoces se manifestent souvent par des températures élevées détectables lors des balayages de thermographie infrarouge (IR) de routine, montrant généralement un ΔT de 20°C ou plus par rapport aux phases adjacentes. Des diagnostics avancés utilisant des détecteurs à ultrasons peuvent également mettre en évidence une activité couronne à haute fréquence au sein de l'interface, plusieurs semaines avant qu'un défaut phase-terre catastrophique ne se produise.
À quoi ressemble le suivi du carbone sur un insert retiré ?
Les traces de carbone se présentent sous la forme de lignes noires distinctes et ramifiées ou d“”arbres" brûlés directement à la surface du caoutchouc EPDM ou du puits d'époxy correspondant. Ces traces indiquent qu'une contrainte électrique (typiquement ≥15kV) a rompu la résistance diélectrique de l'interface, créant un chemin conducteur permanent qui exige le remplacement immédiat de l'insert.
Un insert mal serré peut-il être resserré après avoir été en service ?
Si un insert a fonctionné sans être serré et a généré une chaleur excessive (dépassant souvent le seuil de 130°C du caoutchouc EPDM), le resserrage n'est pas une solution sûre car les fils de cuivre internes et l'isolation ont probablement subi une dégradation thermique irréversible. La pratique courante sur le terrain consiste à retirer complètement l'insert suspect, à inspecter le puits du transformateur pour vérifier qu'il n'est pas endommagé et à installer un composant entièrement neuf.
Pourquoi un insert recule-t-il parfois lorsque le coude de rupture de charge est retiré ?
Un insert qui recule lors du retrait du coude indique généralement qu'il n'a pas été suffisamment serré (bien en dessous des 10 à 15 pieds-livres requis) lors de l'installation initiale, ou que le filetage croisé a empêché le goujon de se verrouiller fermement. Cette défaillance mécanique exige que le transformateur soit immédiatement mis hors tension pour remplacer l'insert et inspecter les filetages internes 3/8″-16 UNC du puits.
L'application d'une plus grande quantité de graisse diélectrique permet-elle d'arrêter la décharge partielle ?
Non, l'application d'une quantité excessive de graisse diélectrique ne résoudra pas le problème des décharges partielles existantes et introduit souvent un blocage hydraulique, qui empêche physiquement l'insert de s'emboîter complètement. Une lubrification correcte ne nécessite qu'un film microscopique et uniforme (0,5 mm à 1,0 mm) pour déplacer l'air ; elle ne peut pas compenser les rayures profondes, les traces de carbone ou un manque de compression mécanique.
Est-il nécessaire de tester le transformateur si seul l'insert est défaillant ?
Oui, le diagnostic d'une défaillance d'insert est incomplet sans une inspection visuelle et mécanique méticuleuse du puits de transformateur permanent. Si la surface en époxy du puits est rayée par le traçage ou si les filets internes en cuivre sont étirés par un serrage excessif, l'installation d'un nouvel insert entraînera simplement une nouvelle défaillance dans un court laps de temps.
yoyo shi
Yoyo Shi écrit pour ZeeyiElec, en se concentrant sur les accessoires de moyenne tension, les composants de transformateurs et les solutions d'accessoires de câbles. Ses articles couvrent les applications des produits, les bases techniques et les perspectives d'approvisionnement pour les acheteurs de l'industrie électrique mondiale.