Le coût caché de l'inadéquation des inserts de traversée de puits
Une fenêtre de maintenance programmée sur un réseau de distribution moyenne tension est un environnement impitoyable. Lorsqu'une équipe de ligne met hors tension un transformateur sur socle pour le remplacement d'un composant de routine, elle opère généralement dans le cadre d'un bloc d'interruption strict de 4 à 6 heures. En découvrant que le nouveau transformateur inserts de puits de bague ne s'emboîtent pas correctement dans les puits du transformateur existant bloque toute l'opération, obligeant le dispatching à prolonger l'arrêt et à trouver d'autres composants. Cependant, une incompatibilité physique immédiate - où l'insert ne s'enfile tout simplement pas - est en fait le meilleur scénario. Le véritable coût de l'incompatibilité se matérialise lorsqu'une interface inadaptée semble réussie mais recèle des défauts cachés qui ne sont pas détectés lors de la mise sous tension initiale.
Défauts latents dus aux vides diélectriques
Lorsqu'un insert et un puits provenant de fabricants différents, ou dont les tolérances dimensionnelles sont légèrement incompatibles, sont assemblés de force, le principal risque est la formation de vides d'air microscopiques le long de l'interface. Dans un système de coupure de charge standard de 200 A fonctionnant dans une classe de 15 kV ou 25 kV, ces poches d'air emprisonnées deviennent des sites localisés de contraintes électriques extrêmes. La rigidité diélectrique de l'air étant nettement inférieure à celle du caoutchouc EPDM qui l'entoure, l'air se décompose sous l'effet de la haute tension. Sur une période de 12 à 18 mois, les décharges partielles (DP) continues à l'intérieur de ces interstices érodent l'isolation. Ce cheminement électrique crée inévitablement un chemin de carbone conducteur, ce qui entraîne un claquage phase-terre qui détruit violemment la connexion et déclenche une panne imprévue.
Déformation mécanique et emballement thermique
Au-delà de la rupture diélectrique, de petites disparités dimensionnelles entraînent des risques mécaniques et thermiques graves. Si le goujon fileté en cuivre du puits de la douille n'est pas parfaitement aligné avec la sonde conductrice de l'insert, la connexion résultante n'aura pas la surface et la pression de contact nécessaires. L'expérience sur le terrain démontre systématiquement que les connexions lâches, mal filetées ou mal alignées créent des joints électriques à haute résistance. Sous une charge continue de 200 A, cette résistance localisée génère une chaleur excessive. L'interface étant fortement isolée pour contenir la tension, cette chaleur ne peut pas se dissiper efficacement, ce qui déclenche un emballement thermique. Au fil du temps, l'augmentation de température localisée fait fondre le polymère environnant, fragilise la manchette d'étanchéité et risque de provoquer une défaillance catastrophique de l'équipement.
[Regard d'expert]
Le test du “sifflement” : Les équipes de terrain doivent toujours être à l'écoute d'un sifflement distinct de l'air qui s'échappe lors de la mise en place d'un insert. Le silence indique souvent un manque d'aération ou une fermeture prématurée avant que le joint sous vide ne se forme.
Thermographie de référence : Il faut toujours effectuer un balayage IR sur les interfaces nouvellement accouplées 48 heures après la mise sous tension sous charge afin d'établir un ΔT de référence ; un échauffement anormal révèle des micro-lacunes invisibles à l'œil nu.
Filetage à tolérance zéro : Si le filetage à la main d'un insert 200A nécessite un effet de levier de l'outil avant la phase finale de serrage, arrêtez immédiatement. Le goujon est soit croisé, soit mal adapté.
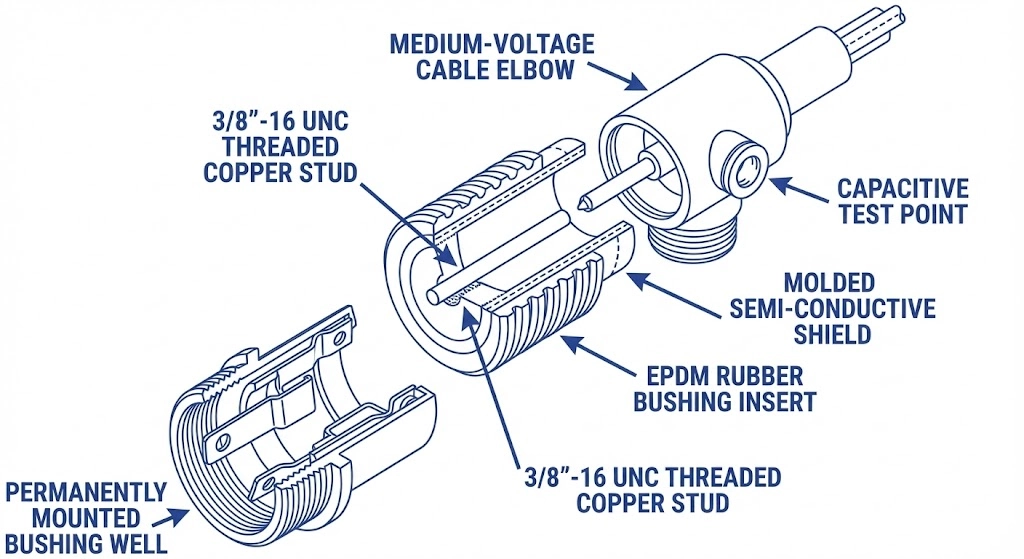
Comprendre l'anatomie de l'interface : Puits, insert et coude
Pour évaluer correctement la compatibilité, les ingénieurs de terrain doivent comprendre l'architecture multicouche d'un système de connecteurs isolés séparables. L'architecture complète d'un accessoires pour transformateurs fonctionne comme un assemblage unifié où l'intégrité mécanique dicte directement la performance diélectrique.
Figure 01 : L'architecture complète du connecteur isolé séparable 200A, illustrant les limites critiques d'étanchéité du diélectrique.
La Fondation Bushing Well
Le puits à douilles sert de base permanente à la paroi de la cuve du transformateur. En son cœur se trouve le goujon conducteur primaire - qui utilise le plus souvent des filetages 3/8″-16 UNC pour les systèmes de distribution 200 A. Lorsque les composants sont complètement en place, l'accouplement mécanique doit établir une résistance de contact de ≤ 50 μΩ pour éviter un échauffement localisé sous une charge continue. Le puits agit comme la barrière critique, isolant l'huile interne du transformateur, qui fonctionne fréquemment à une élévation de température ≥ 65°C, de l'environnement externe.
Le profil d'insertion
L'insert sert d'adaptateur crucial entre le puits et le coude du câble. Fabriqué principalement en caoutchouc EPDM (éthylène-propylène-diène-monomère) de haute qualité, il comporte une sonde conductrice interne et un écran semi-conducteur moulé qui prolonge le plan de masse du système. La conicité, la longueur et la profondeur d'assise exactes de ce profil sont régies par des directives industrielles strictes. Pour les réseaux de distribution nord-américains, l'adhésion à [NEED AUTHORITY LINK SOURCE : IEEE 386 Standard for Separable Insulated Connector Systems] est nécessaire pour établir l'interchangeabilité dimensionnelle de base. Malgré ces dimensions normalisées, les micro-tolérances entre les différents processus de moulage des équipementiers peuvent encore poser des problèmes d'étanchéité sur le terrain si elles sont mélangées sans précaution.
La connexion du coude
Le coude de rupture de charge complète le système à face morte, en abritant le conducteur du câble moyenne tension et en fournissant le dernier blindage semi-conducteur externe. Lorsque le coude est poussé sur l'insert, l'interface s'appuie sur un ajustement serré précis pour déplacer l'air et créer un joint étanche et sans effet corona. Ces coudes intègrent souvent des points de test capacitifs, permettant aux techniciens de vérifier en toute sécurité la tension du système sans franchir la limite de l'isolation primaire. L'interaction physique entre la bague de verrouillage de l'insert et la rainure interne du coude est le seul mécanisme qui protège la connexion contre les forces explosives d'un défaut potentiel ou d'une opération de rupture de charge.
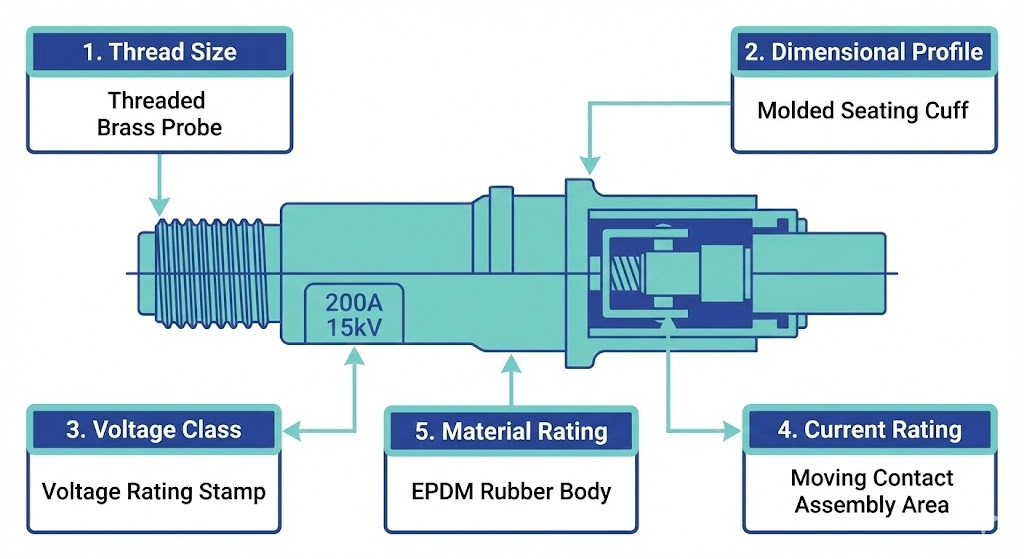
La liste de contrôle de compatibilité en 5 points avant l'installation
Avant d'appliquer de la graisse diélectrique ou de fileter un seul composant, les ingénieurs de terrain doivent procéder à une vérification visuelle et technique stricte des pièces à assembler. Le recours à la force physique pour surmonter une incompatibilité endommagera de façon permanente l'assemblage. traversées moyenne tension et compromettre les interfaces environnantes. Utilisez cette liste de contrôle en cinq points pour confirmer la compatibilité totale avant l'installation.
Figure 02 : Les zones d'inspection en 5 points avant l'installation pour vérifier la compatibilité de l'insert.
1. Vérification de la classe de tension (15kV, 25kV, 35kV)
La tension de fonctionnement du système détermine l'épaisseur de l'isolation interne et la ligne de fuite requise. Un insert standard de classe 15 kV supporte généralement un BIL (Basic Impulse Level) de 95 kV, tandis qu'un système de 25 kV nécessite un insert classé pour un BIL ≥ 125 kV. N'installez jamais un insert de classe inférieure dans un puits à tension plus élevée, car la limite diélectrique se brisera inévitablement en cas de surtensions transitoires ou de surtensions de commutation.
2. Correspondance des courants nominaux (rupture de charge de 200 A par rapport à la rupture de charge)
Confirmer l'intention opérationnelle de l'interface. Un système de rupture de charge de 200 A utilise des matériaux spécialisés pour étouffer les arcs et un ensemble de contacts mobiles conçus pour éteindre en toute sécurité les arcs pendant les opérations de commutation sous tension. À l'inverse, les systèmes de coupure d'urgence (souvent évalués à 600 A ou plus) n'ont pas cette capacité interne d'extinction de l'arc. L'accouplement de composants de classe de courant mal assortis ou l'utilisation d'une interface de coupure sous charge déclenchera une défaillance explosive catastrophique.
3. Taille des filets et inspection des goujons
Vérifier la liaison mécanique entre l'insert et le puits de la douille primaire. La norme nord-américaine pour les équipements de distribution de 200 A impose un goujon en cuivre fileté 3/8″-16 UNC. Avant de procéder à l'accouplement, inspectez méticuleusement le filetage du puits pour vérifier qu'il n'y a pas de grippage, de filetage croisé provenant d'installations antérieures ou d'oxydation importante, ce qui augmenterait la résistance de contact et empêcherait une bonne assise.
4. Profilage dimensionnel
Bien que [VERIFIER LA NORME : IEEE 386] régisse l'interchangeabilité dimensionnelle et électrique des connecteurs isolés séparables, le profilage physique reste une étape critique sur le terrain. Vérifiez la longueur du cône moulé de l'insert par rapport à la profondeur interne du puits. Un insert qui s'enfonce à l'intérieur avant que sa manchette d'étanchéité ne s'appuie complètement sur la lèvre extérieure du puits rend toute l'interface vulnérable à la pénétration d'humidité.
5. Notation des matériaux et de l'environnement
Veillez à ce que l'isolation EPDM soit adaptée à l'environnement spécifique du site. Pour les transformateurs sur socle exposés à des cycles thermiques extrêmes, le caoutchouc moulé doit conserver ses propriétés diélectriques et mécaniques à des températures de fonctionnement continues de ≤ 90°C, avec des valeurs nominales de surcharge d'urgence permettant d'absorber des pointes jusqu'à 130°C. Vérifiez toujours le code de la date de fabrication pour vous assurer que le caoutchouc n'a pas dépassé sa durée de conservation et n'est pas devenu trop fragile pour former un joint sous vide fiable.
[Regard d'expert]
Sensibilisation à la durée de vie en rayon : Le caoutchouc EPDM perd de son élasticité avec le temps. Ne jamais installer un insert qui a été stocké dans un endroit non climatisé pendant plus de 5 ans, car sa capacité à former un ajustement serré est compromise.
Éviter les pièges à graisse : L'application d'une trop grande quantité de graisse diélectrique crée un blocage hydraulique au fond du puits, empêchant physiquement l'insert d'atteindre la profondeur de profil dimensionnel requise.
Vérification par code couleur : Utilisez les bandes de couleur du fabricant (par exemple, jaune pour 25 kV, rouge pour 15 kV) comme second contrôle visuel, mais vérifiez toujours la valeur nominale estampillée sur la manchette avant l'installation.
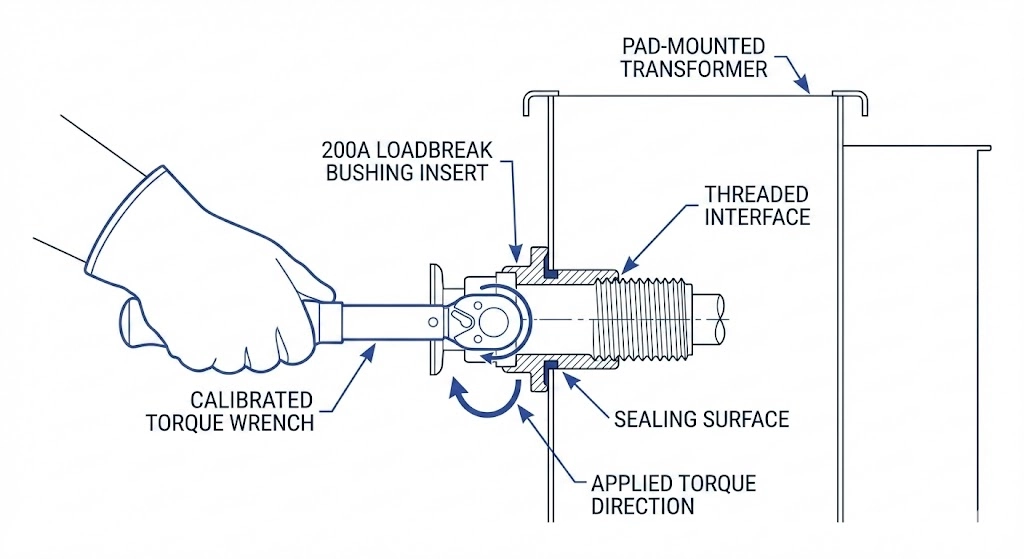
Vérification sur le terrain : Vérification de la bonne assise et de l'étanchéité
Même avec des composants parfaitement adaptés, l'exécution physique de l'installation détermine la fiabilité à long terme de la connexion. Les ingénieurs de terrain doivent s'appuyer sur une combinaison d'outils calibrés et d'informations tactiles pour s'assurer que l'insert s'insère complètement dans le puits sans compromettre les filetages internes ou piéger les vides diélectriques.
Appliquer le bon couple
L'installation de l'insert nécessite un outil dynamométrique calibré conçu spécifiquement pour les accessoires de distribution standard de 200 A. La spécification de couple universellement acceptée pour cette interface est de 10 à 15 ft-lbs (13,5 à 20,3 Nm). Les techniciens sur le terrain doivent d'abord visser l'insert à la main pour s'assurer que le goujon 3/8″-16 UNC s'enclenche sans problème, en évitant activement les vissages croisés. Si une résistance est ressentie avant que l'insert ne soit à moitié enfoncé, faites-le reculer immédiatement. Le dépassement de la limite de couple maximale entraînera le dénudage des filets en cuivre souple, ce qui obligera à remplacer complètement l'assemblage du puits et déclenchera une longue période d'indisponibilité.
Vérification de l'étanchéité du brassard
Une fois le serrage effectué, l'assise physique de la manchette moulée de l'insert contre la collerette du puits doit être vérifiée visuellement et physiquement. L'interface est conçue pour créer un ajustement serré. Un insert correctement posé ne présente pas d'espace visible entre sa collerette de mise à la terre et la lèvre du puits de la douille. Si un espace subsiste, cela indique généralement que le goujon interne s'est enfoncé prématurément ou que des débris sont piégés dans la chambre du puits. Il ne faut pas compter sur le coude de rupture de charge pour pousser un insert obstinément dégagé plus loin dans le puits lors de l'assemblage final.
Traitement de l'air emprisonné (ventilation)
Lorsque l'insert est vissé dans le puits, les tolérances serrées du caoutchouc EPDM agissent comme un piston, emprisonnant l'air ambiant à la base de la chambre. Si cet air n'est pas évacué, la pression pneumatique qui en résulte se repousse physiquement contre le filetage, réduisant la pression de contact et créant un vide diélectrique capable d'initier une décharge partielle. Les équipes sur le terrain doivent appliquer une couche fine et uniforme de graisse diélectrique au silicone approuvée (généralement appliquée à une épaisseur ≤ 0,1 mm) pour lubrifier l'interface. De nombreux inserts modernes comportent un canal d'évacuation intégré, mais les techniciens doivent écouter le “sifflement” distinct de l'air qui s'échappe ou utiliser un outil d'évacuation approuvé le long de la limite du collier pour s'assurer que la pression interne atteint 1 atm avant d'appliquer le couple final.
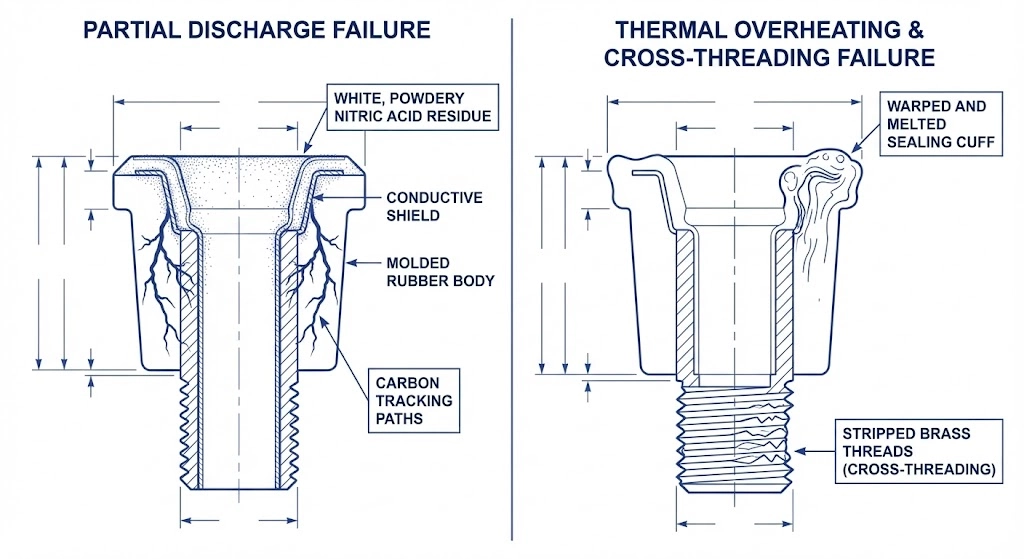
Défauts de compatibilité courants et indicateurs de diagnostic
Lorsqu'une inadéquation des composants échappe au contrôle de qualité initial, le réseau électrique révèle inévitablement le défaut structurel une fois sous tension. Les diagnostics sur le terrain reposent sur l'identification de ces symptômes physiques et électriques avant qu'un défaut latent ne se transforme en un défaut de mise à la terre catastrophique qui endommage les composants environnants du transformateur.
Figure 03 : Modes de défaillance courants résultant d'une inadéquation dimensionnelle ou d'un mauvais positionnement sur le terrain.
Signes de recoupement
Le filetage croisé est la défaillance mécanique la plus fréquente lors de l'installation d'un insert. Si un technicien force un insert mal aligné, les filets en cuivre plus durs de la tige du puits cisaillent les filets en laiton de la sonde de l'insert. La présence de fins copeaux de métal à la base du puits est un indicateur de diagnostic clé lors de la dépose de l'insert. Sur le plan électrique, ce joint mécanique compromis réduit fortement la surface conductrice, poussant souvent la résistance de contact localisée bien au-delà du seuil acceptable de ≤ 50 μΩ, ce qui conduit inévitablement à une surchauffe.
Identification du suivi des décharges partielles (DP)
Les décharges partielles se développent dans les vides d'air microscopiques causés par les différences de dimensions entre le puits et l'insert. Les ingénieurs de terrain peuvent souvent détecter les premiers stades de la DP grâce à leurs sens olfactifs - une odeur distincte d'ozone à l'intérieur de l'armoire du transformateur monté sur socle. Visuellement, la DP se manifeste par un résidu blanc et poudreux (un sous-produit de la formation d'acide nitrique) le long de l'interface en caoutchouc EPDM. S'il n'est pas contrôlé, il se dégrade en traces de carbone sombres et ramifiées sur la surface du diélectrique. Les équipements de diagnostic ultrasoniques ou UHF peuvent enregistrer des niveaux de DP ≥ 50 pC (picocoulombs) des mois avant qu'un embrasement physique ne se produise.
Surchauffe thermique due à un mauvais contact
Une interface lâche ou mal adaptée agit comme un chauffage résistif involontaire. Sous une charge continue de 200 A, un joint à haute résistance peut rapidement dépasser la température nominale de fonctionnement continu de 90°C pour l'isolation EPDM standard. Les inspecteurs sur le terrain utilisant la thermographie infrarouge (IR) remarqueront un ΔT (élévation de température) anormal sur la phase affectée par rapport aux connexions adjacentes correctement installées. À un stade avancé de l'emballement thermique, la manchette externe en caoutchouc de l'insert apparaît déformée, décolorée ou gravement fragilisée, ce qui détruit définitivement le joint d'étanchéité et nécessite le remplacement immédiat des deux composants.
Normalisation des achats d'accessoires pour transformateurs
La majorité des problèmes de compatibilité sur le terrain proviennent d'une stratégie d'approvisionnement fragmentée. Lorsque les équipes d'achat s'approvisionnent en cuves de transformateur auprès d'un fournisseur, en inserts de rupture de charge auprès d'un autre et en coudes auprès d'un troisième, elles obligent les ingénieurs de terrain à gérer des tolérances dimensionnelles qui se chevauchent et des taux de rétrécissement de l'EPDM qui varient. Bien que ces composants puissent prétendre à une interchangeabilité standard, la réalité de l'installation révèle souvent des écarts microscopiques qui entraînent une décharge partielle et une défaillance éventuelle.
Normaliser votre accessoires pour câbles L'utilisation d'un seul fabricant orienté vers l'ingénierie pour les interfaces des transformateurs élimine les conjectures au niveau du site. En faisant correspondre les matériaux diélectriques, les profils de filetage et les profondeurs d'assise directement à l'usine, vous réduisez considérablement le risque de filetage croisé, d'emballement thermique et de retard de mise sous tension. Les équipes sur le terrain peuvent se concentrer sur le couple et la fixation appropriés plutôt que de lutter contre des géométries incompatibles.
ZeeyiElec propose des ensembles d'accessoires MT et BT entièrement coordonnés, garantissant que les interfaces de votre transformateur de distribution - du puits de traversée interne à la terminaison de câble externe - fonctionnent comme un système unifié et étanche. Contactez notre équipe d'ingénieurs dès aujourd'hui pour discuter des correspondances techniques OEM/ODM, demander des échantillons de composants et obtenir des accessoires fiables pour votre prochain projet industriel ou de services publics.
Questions fréquemment posées
Puis-je utiliser un insert de 25kV dans un puits à douille de 15kV ?
Oui, il est parfois possible de s'adapter physiquement en raison d'interfaces partagées, mais cela modifie radicalement la gradation des contraintes capacitives et peut entraîner une rupture prématurée de l'isolation en cas de surtensions de commutation du système. Vous devez toujours faire correspondre avec précision la tension nominale de l'insert à la tension de fonctionnement du puits et du système.
Quel est le couple standard requis pour un insert de douille 200A ?
Le couple standard est de 10 à 15 ft-lbs (13,5 à 20,3 Nm), ce qui garantit une pression de contact adéquate sans cisaillement des filets internes. Un dépassement de cette limite détruit le goujon en cuivre, tandis qu'un serrage insuffisant entraîne une résistance de contact élevée et un éventuel emballement thermique.
Tous les inserts de rupture de charge 200A sont-ils universellement compatibles ?
Bien que les dimensions de base soient conformes aux normes industrielles, les micro-tolérances de rétrécissement de l'EPDM entre les marques signifient que le mélange d'équipementiers peut légèrement réduire l'efficacité du joint d'étanchéité contre les interférences environnementales sur une durée de vie de 20 ans. Le fait d'associer les fabricants dans la mesure du possible permet d'obtenir le plus haut degré de fiabilité.
Comment réparer un goujon de puits de coussinet arraché ?
Il est impossible de réparer sur place un goujon dénudé ; il faut vidanger l'huile du transformateur sous l'interface du réservoir et remplacer complètement l'assemblage du puits pour rétablir l'intégrité structurelle et électrique. Tenter de forcer un insert sur des filets endommagés entraînera toujours un défaut à haute résistance.
Pourquoi faut-il utiliser de la graisse de silicone lors de l'installation de l'insert ?
L'application d'une couche ≤ 0,1 mm de graisse silicone diélectrique réduit le frottement de l'EPDM pendant la mise en place et déplace activement l'air emprisonné. Cela empêche le refoulement pneumatique contre les filets et élimine les vides microscopiques où s'initie généralement la décharge partielle.
Quelle est la durée de vie d'un insert de puits à bague en EPDM ?
Lorsqu'il est installé sans filetage transversal et qu'il fonctionne dans sa limite thermique continue ≤ 90°C, un insert en EPDM de première qualité fonctionne de manière fiable pendant 20 à 30 ans. Cependant, une surcharge chronique, une exposition sévère aux UV ou une contamination chimique accélèrent la dégradation du polymère et raccourcissent considérablement ce délai.
yoyo shi
Yoyo Shi écrit pour ZeeyiElec, en se concentrant sur les accessoires de moyenne tension, les composants de transformateurs et les solutions d'accessoires de câbles. Ses articles couvrent les applications des produits, les bases techniques et les perspectives d'approvisionnement pour les acheteurs de l'industrie électrique mondiale.