Introducción: La física de la interfaz entre el casquillo y el pozo
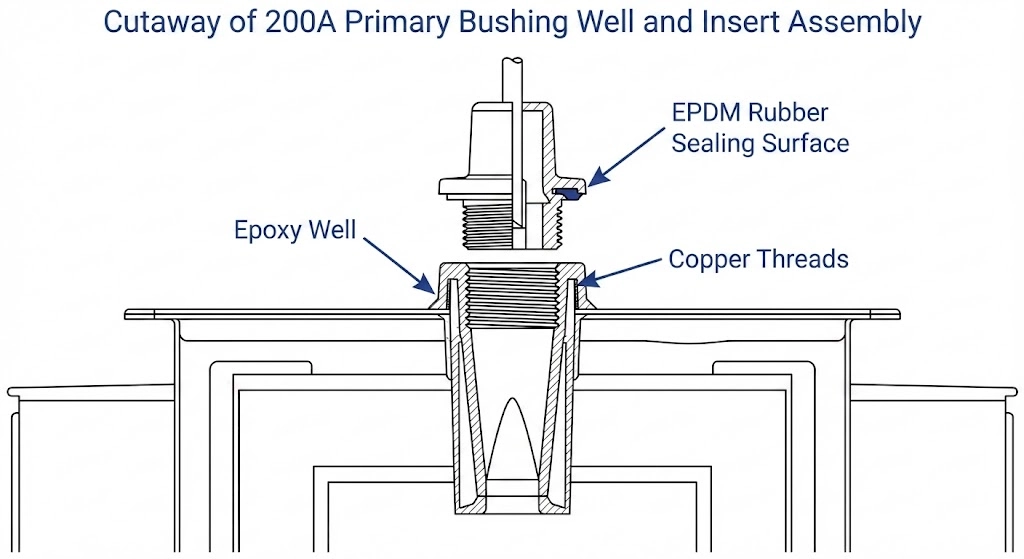
El punto de conexión entre un transformador de distribución y su red de cables primarios subterráneos se basa en una interfaz especializada de dos partes: el pozo epoxi permanente montado en el depósito del transformador y el . La instalación de un inserto de pozo pasamuros no es un mero ejercicio mecánico de roscado; es el montaje sobre el terreno de un límite dieléctrico de alta tensión. Cuando un codo de ruptura de carga de 200 A se conecta a este inserto, la interfaz subyacente debe transferir corriente de forma impecable a la vez que gestiona activamente los intensos campos de tensión eléctrica presentes en los niveles de tensión de 15 kV, 25 kV o 35 kV, antes de transferir la carga al .
Un inserto de pozo de casquillo cumple tres funciones simultáneas: establecer un sellado dieléctrico sin efecto corona, proporcionar un punto de montaje mecánico seguro para los accesorios del disyuntor de carga y mantener una vía de corriente de baja resistencia desde el devanado interno del transformador hasta el sistema de cables externo. Si el procedimiento de instalación no logra estos objetivos, a menudo debido a contaminación, lubricación inadecuada o apriete incorrecto, las consecuencias son graves. Los microscópicos espacios de aire atrapados entre el pozo de epoxi y la goma EPDM del inserto se ionizarán rápidamente bajo tensión de media tensión, iniciando una descarga parcial (corona) que erosiona silenciosamente los materiales aislantes. Del mismo modo, un contacto inadecuado entre metal y metal en la rosca base crea un calentamiento localizado, lo que provoca un desbordamiento térmico y, finalmente, un fallo catastrófico de toda la conexión.
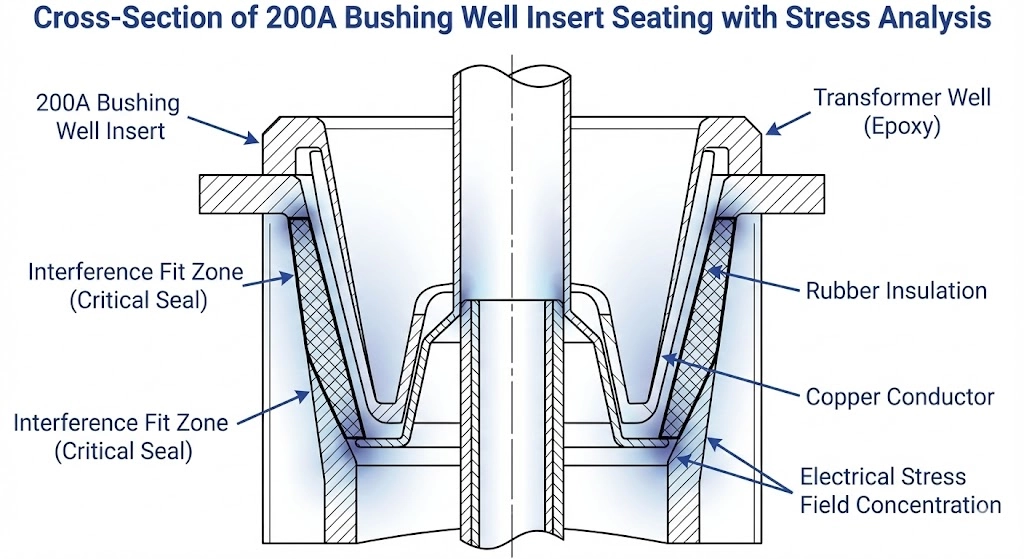
Comprender la física de esta interfaz es la base de una instalación fiable. Las superficies de contacto dependen de un ajuste de interferencia y de lubricantes dieléctricos específicos para excluir completamente el aire y la humedad. Cada paso del proceso de instalación está diseñado para eliminar las variables que comprometen este límite crítico.
Figura 1: El ajuste mecánico de interferencia entre el pozo de epoxi y el inserto de EPDM gestiona activamente los campos de tensión eléctrica al tiempo que evita la entrada de humedad.
[Perspectiva del experto: La realidad de los fallos de interfaz]
Más del 80% de los fallos de campo de los insertos de 200A se deben a aire atrapado, humedad o roscas cruzadas durante la instalación, y no a defectos de fabricación.
La rotura dieléctrica en esta interfaz suele tardar entre 12 y 18 meses en manifestarse como un fallo catastrófico de fase a tierra, lo que suele ocultar la causa raíz del error de instalación.
Debido a que la interfaz proporciona el sellado fundacional para el tanque del transformador, un pozo agrietado por un exceso de torsión obliga a una sustitución inmediata y costosa del transformador o a una reparación en el taller.
Preparación previa a la instalación y verificación del utillaje
Antes de enroscar el inserto en el pozo del transformador, es necesaria una preparación rigurosa. La experiencia sobre el terreno demuestra sistemáticamente que una fase de preparación precipitada está directamente relacionada con incidentes de roscado cruzado y fallos dieléctricos a largo plazo. El estado del pozo y la calidad del utillaje determinan el éxito de la instalación.
Inspección visual del pozo del transformador
La superficie de epoxi del pozo del casquillo del transformador debe estar perfectamente limpia y estructuralmente intacta. Cuando se trabaja en condiciones de campo-especialmente durante las adaptaciones o el mantenimiento de los transformadores de distribución existentes-los técnicos deben eliminar completamente el polvo, la humedad y la grasa vieja. Examine las roscas internas de cobre, que suelen ser estándar de 3/8″-16 UNC para aplicaciones de ruptura de carga de 200A. Si se sustituye un inserto antiguo, los restos de compuesto anaeróbico de bloqueo de roscas a menudo permanecen empaquetados dentro de estas roscas. Si no se eliminan estos restos, el nuevo inserto se atascará prematuramente, dando una lectura de par falsa antes de que los contactos eléctricos primarios se hayan acoplado completamente.
Durante la inspección visual, examine meticulosamente la superficie del pozo de epoxi en busca de estrías dimensionales o arañazos profundos ≥ 0,5 mm de profundidad a lo largo del cono de acoplamiento. Los arañazos que superan este umbral crean huecos microscópicos que ni siquiera la grasa dieléctrica de alta calidad puede salvar de forma fiable, lo que aumenta significativamente la probabilidad de descargas parciales localizadas. Además, asegúrese de que el lubricante dieléctrico de silicona seleccionado está verificado para los extremos térmicos del sistema, manteniendo normalmente su viscosidad de no curado en un rango operativo de -40°C a +130°C.
Herramientas necesarias y lubricantes aprobados
Intentar realizar esta instalación con herramientas improvisadas es una de las principales causas de daños mecánicos. Los instaladores deben verificar que sus kits de herramientas contienen el equipo exacto especificado para el trabajo de interfaz de media tensión.
En primer lugar, utilice una llave dinamométrica calibrada capaz de medir con precisión en el rango de 13,5 a 27,1 Nm (10 a 20 pies-libra), junto con el destornillador hexagonal adecuado (normalmente un eje hexagonal de 5/16 pulgadas). Nunca utilice destornilladores de impacto neumáticos o eléctricos, ya que los repentinos picos de par agrietarán el pozo de epoxi o romperán el espárrago de cobre interno.
En segundo lugar, adquiera toallitas de limpieza que no suelten pelusa y un disolvente evaporativo aprobado que no deje residuos. Por último, la instalación requiere grasa dieléctrica de silicona aprobada por el fabricante. Se trata de una selección crítica: el uso de grasas estándar a base de petróleo atacará químicamente e hinchará el caucho EPDM del inserto y los codos de acoplamiento, lo que provocará una rápida degradación del aislamiento a los pocos meses de la energización.
Procedimiento de instalación paso a paso
La ejecución de la instalación de un inserto de pozo de casquillo 200A exige un estricto cumplimiento de los pasos secuenciales. La experiencia sobre el terreno demuestra que las desviaciones, como una limpieza inadecuada o la aplicación de una técnica de lubricación incorrecta, introducen humedad o vacíos de aire que, a la larga, provocan la formación de marcas a lo largo de la interfaz epoxi-caucho. Este procedimiento se ajusta a las prácticas habituales de las compañías eléctricas para conexiones de media tensión, garantizando un sellado sin efecto corona y una transferencia de corriente fiable.
Paso 1: Limpieza de las interfaces
Comience limpiando meticulosamente la superficie interior del casquillo del transformador y el exterior del nuevo inserto. Use solamente paños sin pelusa saturados con un solvente aprobado para contactos eléctricos que no deje residuos. Limpie en una sola dirección continua para remover todo el polvo, aceites de fabricación y humedad. Nunca utilice trapos de taller o toallas de papel, ya que introducen fibras microscópicas que actúan como vías de rastreo bajo tensión de alto voltaje. Deje que el disolvente se evapore por completo antes de continuar; si el disolvente queda atrapado bajo la interfaz de goma, el aislamiento se romperá rápidamente.
Paso 2: Aplicación de lubricante dieléctrico
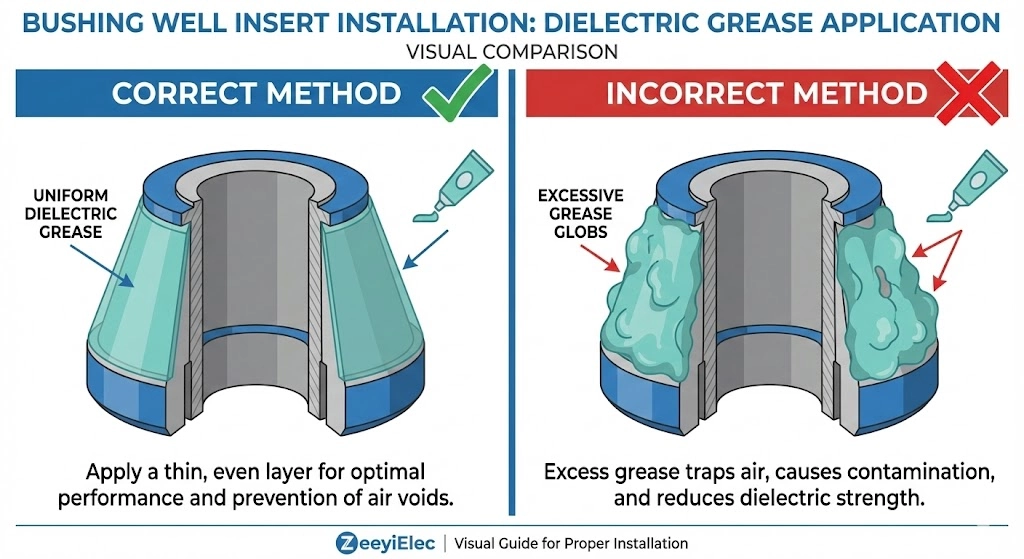
El objetivo de la lubricación es reducir la fricción durante el roscado y rellenar completamente cualquier hueco de aire microscópico entre el pozo de epoxi y el inserto de caucho EPDM. Aplique una capa fina y uniforme de la grasa dieléctrica de silicona suministrada por el fabricante al cono interior de la cavidad del casquillo y al cono exterior del inserto.
Evite el error común de rellenar el pozo con demasiada grasa. Demasiado lubricante crea un bloqueo hidráulico en la base del pozo, impidiendo que el inserto se enrosque completamente. Una capa de aproximadamente 0,5 mm a 1,0 mm de espesor es suficiente para lograr el sellado dieléctrico requerido sin generar una presión de fluido excesiva durante la inserción.
Paso 3: Enhebrado y asentamiento inicial
Alinee cuidadosamente el espárrago roscado de cobre del inserto con el receptáculo del pozo. El inserto debe quedar perfectamente perpendicular al depósito del transformador. Comience a roscar el inserto a mano durante las dos o tres primeras rotaciones completas. Este inicio manual es una práctica de campo crítica; asegura que las roscas de cobre encajen suavemente y proporciona una respuesta táctil inmediata si comienza el enroscado cruzado. Si siente resistencia antes de la tercera vuelta, deténgase inmediatamente, retire el inserto y vuelva a limpiar las roscas.
Paso 4: Ejecución final del apriete
Una vez que el inserto esté roscado a mano y asentado, inserte la herramienta de accionamiento hexagonal apropiada en el ojo de operación o receptáculo hexagonal del inserto. Utilizando una llave dinamométrica calibrada, apriete el conjunto al par especificado por el fabricante. Aplique una presión constante y uniforme sin sacudir la llave para asegurarse de que el espárrago de cobre se estira correctamente, logrando el contacto metal-metal necesario en la base.
Figura 2: La aplicación de una capa fina y uniforme de 0,5 mm a 1,0 mm de grasa de silicona desplaza el aire sin provocar un bloqueo hidráulico durante la inserción.
[Expert Insight: Mejores prácticas para el roscado]
Lleve siempre una plaquita de repuesto al lugar de instalación. Si un inserto se cae al suelo o se atraviesa durante el giro manual inicial, no podrá limpiarse según las especificaciones y deberá desecharse.
Cuando aplique grasa dieléctrica, prefiera una capa fina y uniforme. Una presión hidráulica excesiva por exceso de grasa puede hacer que el inserto retroceda sutilmente antes de que el par de apriete final lo fije en su sitio.
Coloque su cuerpo directamente en línea con la plaquita al empujar y girar; la presión lateral fuera del eje es la causa principal de la desalineación de la rosca.
Especificaciones críticas de apriete y errores comunes
El asiento físico del inserto determina tanto la integridad dieléctrica como la capacidad de transporte de corriente de la terminación. Confiar en estimaciones subjetivas es la principal causa de fallos prematuros sobre el terreno en los sistemas de ruptura de carga de 200 A. La fijación de la interfaz requiere una fuerza mecánica específica para estirar el espárrago de cobre interno, bloqueando el conjunto al tiempo que se comprime la interfaz para excluir todo el aire.
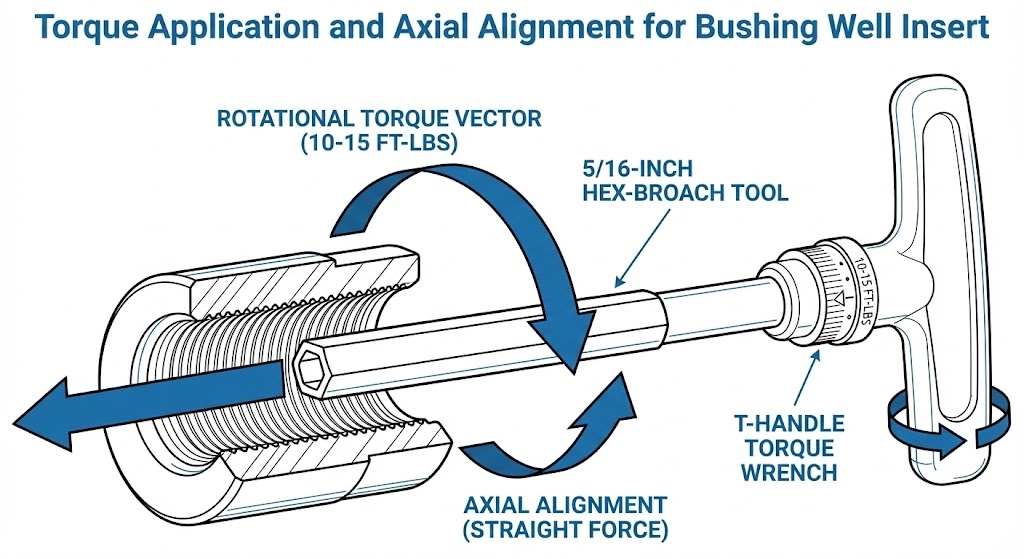
Parámetros de par objetivo y utillaje
Para los montajes estándar de 200A e insertos, los instaladores deben utilizar una llave dinamométrica calibrada equipada con una herramienta de broca hexagonal de 5/16 pulgadas. El par de apriete universal para esta interfaz suele estar entre 13,5 y 20,3 Nm (10 y 15 pies-libra). El personal de campo debe aplicar esta fuerza utilizando una llave dinamométrica con mango en T en lugar de una carraca estándar de una sola cara. Una carraca de un solo lado introduce una fuerte tensión lateral durante la fase final de apriete, que puede microfracturar la base epoxídica del pozo antes de que se alcance el par axial correcto. Estas tolerancias de interfaz mecánica y eléctrica se rigen estrictamente por protocolos industriales como .
Consecuencias de un apriete insuficiente
Si no se alcanza el umbral de par mínimo, la interfaz es muy vulnerable a la rotura térmica y dieléctrica.
Cuando un inserto tiene un par de apriete insuficiente, los contactos primarios de cobre no consiguen alcanzar la superficie de contacto requerida. Esto aumenta drásticamente la resistencia de contacto interna, a menudo más allá de la línea de base aceptable de 50 μΩ a 100 μΩ. Durante los ciclos de carga de distribución máxima, esta resistencia elevada provoca un calentamiento localizado grave (ΔT excesivo). Las continuas dilataciones y contracciones térmicas acaban degradando el caucho EPDM circundante, lo que provoca fugas térmicas y fallos completos de fase a tierra.
Riesgos mecánicos del apriete excesivo
Por el contrario, superar los 15 pies-libra (20,3 Nm) introduce graves riesgos mecánicos. El exceso de apriete suele ser el resultado del uso de herramientas neumáticas o llaves no calibradas. Las roscas internas de cobre de 3/8″-16 UNC están diseñadas para ceder bajo tensiones extremas. La aplicación de 25 ft-lbs o más estirará el cobre más allá de su límite elástico, deformando permanentemente las roscas o cortando completamente el espárrago. Incluso si el espárrago sobrevive, una fuerza de rotación excesiva puede agrietar la carcasa de epoxi del propio pozo del transformador, haciendo necesario un costoso vaciado del tanque del transformador para reemplazar la estructura soldada del pozo.
Figura 3: La utilización de una llave dinamométrica con mango en T garantiza una fuerza estrictamente axial, evitando tensiones laterales que pueden fracturar el alojamiento del pozo de epoxi.
Pruebas y verificación posteriores a la instalación
Una vez que la llave dinamométrica indica el correcto asentamiento físico del inserto del pozo del casquillo, la instalación aún no se ha completado. La transición del ensamblaje físico a una interfaz de media tensión eléctricamente viable y libre de corona requiere una rigurosa verificación posterior a la instalación antes de que se conecten los codos de corte de carga o se vuelva a dar tensión al transformador. La omisión de estas comprobaciones suele provocar fallos catastróficos poco después de la puesta en servicio.
Validación visual y mecánica
Comience con una inspección visual completa alrededor de la circunferencia del nuevo inserto del pozo del buje donde se encuentra con la cara del pozo del transformador. Una instalación correcta no mostrará holguras en el collarín de asiento. La brida de la base del inserto debe asentarse uniformemente contra el pozo de epoxi. Si existe un espacio asimétrico, es un indicador inmediato de roscado cruzado o de una obstrucción por residuos que impide que el espárrago de cobre interno se asiente completamente.
A continuación, el personal de campo debe realizar una prueba de tracción mecánica suave. Aplicando aproximadamente de 10 a 15 libras de fuerza lateral en la nariz del inserto se verificará la integridad física de la conexión roscada. Si el inserto muestra cualquier bamboleo o juego rotacional ≥ 1 mm, debe retirarse, volver a inspeccionar las roscas y repetir el procedimiento de instalación desde la fase de limpieza.
Verificación de la interfaz dieléctrica
Por último, la interfaz expuesta del inserto recién instalado debe prepararse para aceptar el codo rompecarga. Limpie cualquier exceso de grasa dieléctrica que haya salido durante el proceso de apriete alrededor de la base. La interfaz del cono exterior debe estar completamente limpia y, a continuación, ligeramente lubricada con una película microscópica fresca de grasa de silicona aprobada. Este último paso de lubricación asegura que cuando el codo rompecarga se empuja sobre el inserto, las superficies de caucho EPDM se deslizan suavemente entre sí, desplazando todo el aire para crear el crítico sellado dieléctrico de 200A.
Obtención de insertos de pozo con casquillo fiables para proyectos de distribución
La precisión necesaria para realizar una instalación perfecta de la interfaz de 200 A significa muy poco si el propio inserto carece de precisión dimensional o de propiedades fiables del material dieléctrico. El éxito de la instalación depende por completo de la selección de caucho EPDM de alta calidad y de roscas de cobre mecanizadas con precisión que cumplan las estrictas normas del sector. A la hora de adquirir estos componentes para transformadores de distribución de 15kV, 25kV o 35kV, los equipos de compras deben asegurarse de que los accesorios están diseñados para una estabilidad térmica a largo plazo y un funcionamiento sin efecto corona en condiciones de campo adversas.
ZeeyiElec ofrece soluciones de ingeniería para accesorios de distribución críticos, fabricando insertos de pozo para casquillos que cumplen los rigurosos requisitos de los proyectos internacionales. Nuestro equipo de ingeniería respalda los proyectos de fabricantes de equipos originales y distribuidores con una rápida adaptación técnica, documentación de exportación completa y asistencia para especificaciones personalizadas. Tanto si está estandarizando equipos para el despliegue de una empresa de servicios públicos como si está asegurando componentes fiables para un contrato EPC, nuestros accesorios fabricados con precisión garantizan que sus instalaciones de transformadores funcionen de forma segura y fiable durante su vida útil prevista. Consulte hoy mismo a nuestro equipo técnico para obtener especificaciones exactas y un presupuesto competitivo para su proyecto.
Preguntas frecuentes
¿Puedo reutilizar un inserto de pozo de casquillo después de haberlo retirado?
Aunque técnicamente es posible si el inserto no muestra ningún desgaste mecánico, las mejores prácticas del sector exigen instalar un nuevo inserto una vez extraído para garantizar la integridad de la interfaz 200A y el sellado dieléctrico. Los microdesgarros o la deformación de la rosca durante la extracción aumentan significativamente el riesgo de descarga parcial al volver a aplicar tensión a niveles de 15kV a 35kV.
¿Qué tipo de grasa dieléctrica debe utilizarse en un inserto de 200 A?
Utilice únicamente el lubricante dieléctrico de silicona no polimerizable aprobado por el fabricante que se suministra con el accesorio específico de disyuntor de carga o que se especifica para el mismo. El uso de grasas estándar a base de petróleo atacará químicamente e hinchará los componentes de caucho EPDM, lo que provocará un fallo catastrófico del aislamiento a los pocos meses de funcionamiento sobre el terreno.
¿Qué par de apriete debe tener un inserto de casquillo?
La mayoría de los insertos de casquillos de 200A requieren un par de apriete de entre 13,5 y 20,3 Nm (10 y 15 pies-libra), pero los instaladores deben verificar siempre el valor exacto en la hoja de instrucciones del fabricante. Es obligatorio utilizar una llave dinamométrica calibrada con la herramienta de broca hexagonal de 5/16 pulgadas adecuada para evitar que el espárrago de cobre no quede bien asentado o que se agriete la carcasa de epoxi del pozo.
¿Por qué el inserto del pozo del casquillo se enrosca en cruz durante la instalación?
El roscado cruzado suele producirse cuando el inserto no está perfectamente perpendicular al pozo durante la fase inicial de roscado a mano, o si las roscas internas de cobre 3/8″-16 UNC del pozo están contaminadas con suciedad o fijador de roscas viejo. Inicie siempre el roscado a mano durante las dos o tres primeras vueltas completas antes de aplicar cualquier herramienta mecánica para garantizar una alineación correcta.
¿Es necesario desconectar el transformador para sustituir un inserto?
Sí, la sustitución de un inserto de boquilla de pozo requiere que el transformador de distribución esté completamente desenergizado, aislado y debidamente puesto a tierra de acuerdo con los estrictos protocolos de seguridad del emplazamiento. Aunque los codos rompecarga acoplados pueden funcionar bajo tensión en condiciones controladas específicas, el inserto subyacente y el conjunto del pozo forman una conexión mecánica permanente que no puede desenroscarse con seguridad mientras está bajo tensión.
¿Qué ocurre si aplico demasiado lubricante de silicona?
La aplicación de una cantidad excesiva de grasa dieléctrica crea un bloqueo hidráulico en el interior de la cavidad del casquillo, impidiendo que el inserto se enrosque completamente y logre el contacto metal-metal necesario para la transferencia de corriente. Una capa fina y uniforme de aproximadamente 0,5 mm a 1,0 mm es suficiente para desplazar el aire y la humedad sin crear una presión de fluido excesiva durante el asentamiento.
yoyo shi
Yoyo Shi escribe para ZeeyiElec, centrándose en accesorios de media tensión, componentes de transformadores y soluciones de accesorios para cables. Sus artículos cubren aplicaciones de productos, fundamentos técnicos y perspectivas de abastecimiento para compradores de la industria eléctrica mundial.