Una terminación retráctil en frío de 15 kV falla en el mes catorce. El equipo de instalación culpa al accesorio. Compras sospecha que se trata de un lote falsificado. El ingeniero de la obra apunta a un rayo reciente. Tres teorías, un fallo, cero certezas y un recambio ya encargado antes de que nadie examine las pruebas.
Diagnóstico sistemático de fallos de campo aísla las causas fundamentales antes de que se repitan los fallos. Siguiendo un flujo de trabajo estructurado, los ingenieros de campo identifican qué falló realmente, por qué falló y qué condiciones permitieron que se produjera el fallo. Este proceso de cinco etapas se aplica a accesorios de cables, casquillos de transformadores, cambiadores de tomas, fusibles y componentes relacionados instalados en redes de media tensión.
El flujo de trabajo pasa por: (1) la evaluación de la escena y la conservación de las pruebas, (2) la clasificación del modo de fallo, (3) el desarrollo de la hipótesis de la causa raíz, (4) la secuencia de pruebas de diagnóstico y (5) la confirmación de la causa raíz con medidas correctoras. Si se omite una etapa, la conclusión final se convierte en una especulación y no en un juicio de ingeniería.
Por qué el diagnóstico sistemático de fallos evita que se repitan
La resolución aleatoria de problemas -intercambiar piezas, ajustar configuraciones, esperar que el problema se resuelva- trata los síntomas mientras persisten las causas de fondo. Un casquillo de transformador que falla por la entrada de humedad volverá a fallar si el respiradero o la junta de estanqueidad siguen comprometidos. Una terminación de cable que se sobrecalienta debido a un prensado de conductores demasiado pequeño volverá a fallar por muchos accesorios de alta calidad que se sustituyan.
Las observaciones sobre el terreno de más de 150 terminaciones defectuosas recuperadas de redes de servicios públicos revelan que más de 70% de los fallos prematuros se deben a tres mecanismos principales: entrada de humedad, degradación térmica y concentración de tensión eléctrica en las interfaces. Cada mecanismo deja firmas distintivas que el diagnóstico sistemático puede identificar.
El coste de un diagnóstico erróneo aumenta rápidamente. Más allá del material y la mano de obra de las repetidas sustituciones, las organizaciones pierden la confianza en los equipos, los proveedores y las prácticas de instalación. La documentación generada durante un diagnóstico adecuado protege las reclamaciones de garantía, informa las decisiones de compra y crea un conocimiento institucional que previene futuros incidentes.
Etapa 1 - Evaluación del lugar de los hechos y conservación de pruebas
El aislamiento de seguridad es lo primero. Confirme el bloqueo y etiquetado antes de acercarse a un equipo averiado.
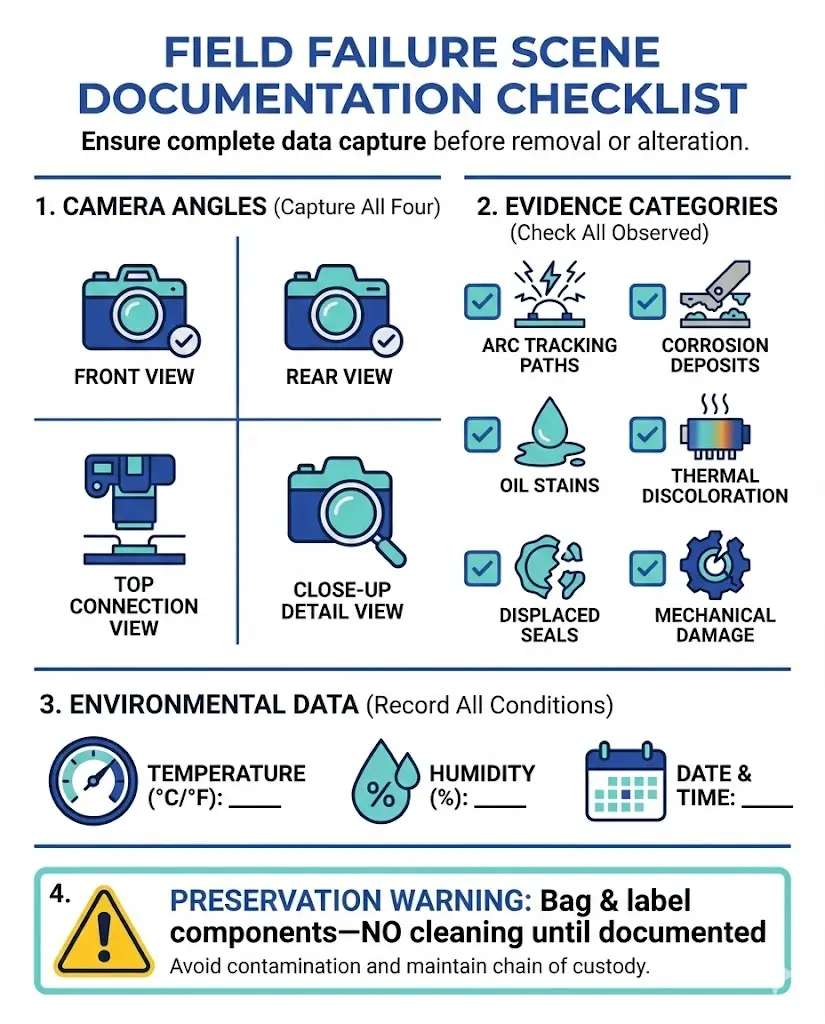
Documente antes de molestar. Las fotos tomadas con un smartphone desde cuatro o más ángulos captan los detalles que se pierden durante la manipulación: trayectorias del arco, manchas de aceite, juntas desplazadas, patrones de corrosión. Registre las condiciones ambientales: temperatura, humedad, historial de carga si está disponible, eventos meteorológicos en las 72 horas anteriores.
Entre las pruebas físicas que suelen destruirse antes de la documentación figuran:
Estado de la cubierta del cable a 300 mm aguas arriba y aguas abajo del punto de fallo
Patrones de contaminación externa de los casquillos que indican contaminación direccional
Estado físico del eslabón fusible: fundido, separado mecánicamente o intacto.
Color y olor del aceite del cambiador de tomas (el olor a quemado indica un evento térmico).
Embale y etiquete todos los componentes retirados para posibles análisis de laboratorio. Limpiar o cortar las piezas defectuosas antes de fotografiarlas destruye las señales de fallo que determinan la causa raíz.
Figura 1 Lista de comprobación de la documentación de la escena para la conservación de pruebas de la fase 1: fotografía desde un mínimo de cuatro ángulos antes de manipular los componentes averiados.
[Peritaje: Pruebas que desaparecen primero]
Las huellas dactilares y las películas de contaminación en las interfaces de aislamiento se oxidan a las 48 horas de exposición
Los patrones de decoloración térmica desaparecen a medida que los componentes se enfrían a temperatura ambiente.
La humedad atrapada en los huecos se evapora cuando se rompen las juntas durante el desmontaje.
Documentar los niveles y colores de aceite in situ: el drenaje altera las firmas de diagnóstico.
Etapa 2 - Cómo clasificar los modos de fallo eléctrico
La clasificación orienta el posterior desarrollo de hipótesis. La mayoría de los fallos de campo implican múltiples categorías: la tensión térmica inicia el daño, la humedad acelera la rotura, el desplazamiento mecánico expone las interfaces a la contaminación.
Categoría de fallo
Indicadores visuales/físicos
Componentes comúnmente afectados
Térmico
Decoloración (progresión marrón→negra), aislamiento fundido, superficies de contacto carbonizadas.
Terminaciones, portafusibles, conexiones de casquillos
Dieléctrico
Árboles de rastreo, agujeros de perforación, caminos carbonizados a través de aislamiento sólido
Accesorios para cables, casquillos MV
Mecánica
Grietas, conos de tensión desplazados, herrajes sueltos, carcasas deformadas
Racores de contracción en frío, mecanismos de cambio de tomas
Medio ambiente
Hinchazón, caleo, productos de corrosión blancos, daños por hidrólisis
Instalaciones de larga duración o en entornos difíciles
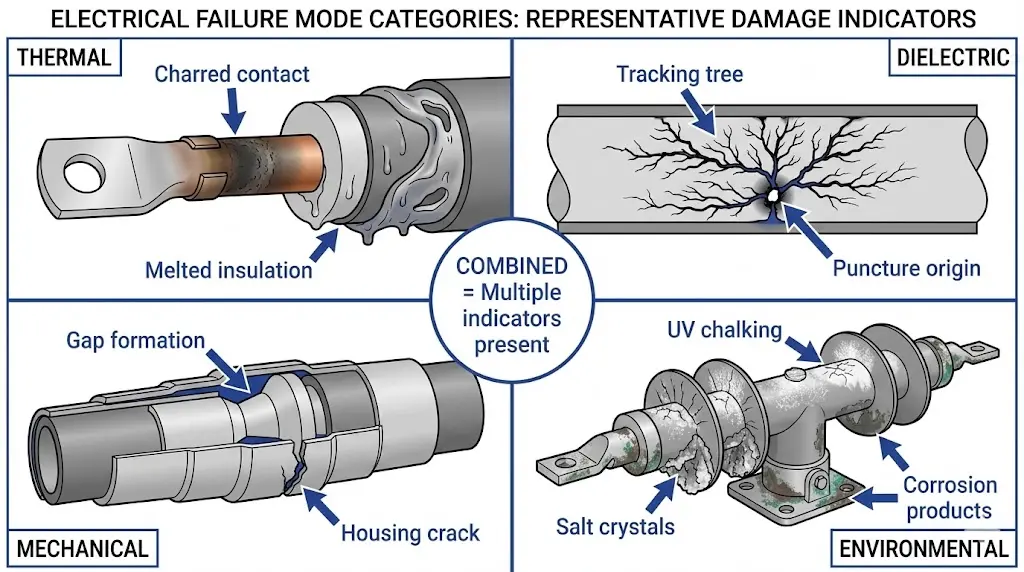
Al examinar fallos en los accesorios de cable, Los modos térmico y dieléctrico se solapan con frecuencia. Las temperaturas sostenidas del conductor superiores a 90°C aceleran el envejecimiento del EPDM por oxidación y escisión de la cadena polimérica. Esta degradación se manifiesta en forma de endurecimiento (el durómetro A aumenta de 50 a 70+), agrietamiento en los puntos de concentración de tensiones y, finalmente, pérdida de compresión radial por debajo del umbral crítico de 0,2 MPa necesario para un sellado eficaz.
Figura 2. Matriz de clasificación de los modos de fallo Matriz de clasificación de los modos de fallo: los fallos térmicos y dieléctricos suelen solaparse, y la tensión térmica inicial acelera la posterior rotura dieléctrica.
Etapa 3 - Construcción de un árbol de hipótesis de la causa raíz
Para cada categoría de fallo identificada en la Etapa 2, desarrollar ramas de hipótesis basadas en la física y las realidades del terreno.
Hipótesis de fallo térmico:
Conexión de conductor subdimensionada que genera pérdidas excesivas de I²R
Preparación inadecuada de la superficie de contacto que aumenta la resistencia en las interfaces
Excursiones de temperatura ambiente más allá de los límites de funcionamiento nominales
Ventilación obstruida que provoca acumulación de calor en compartimentos cerrados
Hipótesis de fallo dieléctrico:
Concentración de tensiones geométricas en el recorte de la pantalla semiconductora
Contaminación de la interfaz por huellas dactilares, polvo o películas de humedad.
Incompatibilidad de materiales: la grasa de silicona degrada los compuestos de EPDM.
Transitorios de sobretensión por sobretensiones de conmutación o impulsos de rayo
Hipótesis de fallo mecánico:
Insuficiente tensión del muelle de retracción en frío que permita la relajación a lo largo de los ciclos térmicos.
Desajuste de la dilatación térmica en las interfaces de los materiales
La fatiga por vibraciones afloja las uniones atornilladas
Daños en la instalación por radio de curvatura inadecuado o marcas de herramientas
Hipótesis de fracaso ambiental:
La degradación UV provoca la escisión de la cadena polimérica en las superficies expuestas
La niebla salina deposita películas conductoras que reducen la eficacia de la fluencia
Ciclos de condensación que conducen la humedad a interfaces no selladas
Ataque químico por contaminantes industriales o productos químicos agrícolas
Clasifique las hipótesis según su coherencia con las pruebas observadas, el historial de instalación conocido y la antigüedad del componente. Evite la eliminación prematura: los datos de las pruebas confirman o refutan. En las evaluaciones de diagnóstico de componentes accesorios del transformador, Una vez finalizadas las pruebas, la causa principal suele diferir de las hipótesis iniciales.
Etapa 4 - Secuencia de pruebas de diagnóstico de fallos de campo
Las pruebas deben responder a preguntas concretas sobre hipótesis, no “comprobarlo todo”. La secuencia importa: las pruebas de campo no destructivas preservan las pruebas para el análisis de laboratorio si es necesario.
Pruebas de campo no destructivas:
Método de ensayo
Lo que revela
Equipamiento
Valores umbral
Termografía IR
Puntos calientes, gradientes térmicos
Cámara IR (min 320×240)
Un diferencial >15°C justifica una investigación
Descarga parcial
Defectos incipientes de aislamiento
TEV, UHF o sensor acústico
50 pC indica degradación activa
Resistencia del aislamiento
Degradación dieléctrica bruta
Megóhmetro (5 kV CC)
<100 MΩ indica contaminación
Resistencia de contacto
Integridad de la conexión
Microóhmetro (DLRO)
>100 μΩ en la unión atornillada garantiza la acción.
La prueba del índice de polarización proporciona una precisión de diagnóstico adicional para la evaluación de la humedad. La relación entre las lecturas de resistencia de aislamiento de 10 minutos y 1 minuto por debajo de 2,0 sugiere la absorción de humedad en el sistema dieléctrico del accesorio del cable.
Pruebas de laboratorio (post-extracción):
Método de ensayo
Lo que revela
En caso necesario
Disección y microscopía
Morfología del defecto interno, origen del fallo
Reclamaciones de garantía, litigios
Análisis de gases disueltos
Historial de fallos térmicos/eléctricos
Casquillos rellenos de aceite, cambiadores de tomas
Espectroscopia FTIR
Degradación del material, contaminación ID
Fallos de los componentes poliméricos
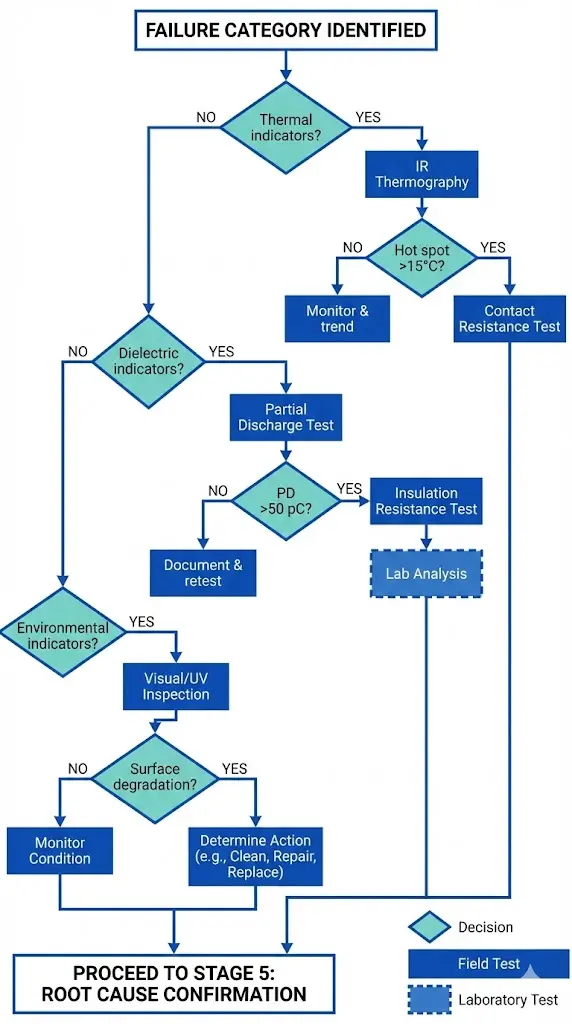
De acuerdo con las directrices IEEE 400.2 para las pruebas de campo de sistemas de cables eléctricos apantallados, los valores del factor de pérdida dieléctrica superiores a 0,1 en las frecuencias de prueba VLF indican una contaminación por humedad significativa que requiere atención inmediata. Para diagnóstico de casquillos de media tensión, El análisis de gases disueltos revela el historial de fallos térmicos y eléctricos que la inspección visual no puede detectar.
Figura 3 Árbol de decisión de pruebas de diagnóstico para la etapa 4: realizar pruebas de campo no destructivas antes del análisis de laboratorio para preservar la integridad de las pruebas.
[Expert Insight: Optimización de la secuencia de pruebas]
Realice termografías por infrarrojos bajo carga: las firmas térmicas desaparecen a los pocos minutos de la desenergización.
Las mediciones de DP a 1,73 × U₀ estresan el sistema de aislamiento lo suficiente como para revelar defectos latentes
Una resistencia de contacto inferior a 50 μΩ confirma la buena salud de las uniones atornilladas; la tendencia a lo largo del tiempo importa más que una sola lectura
Reservar las pruebas destructivas hasta que los métodos no destructivos no sean concluyentes.
Etapa 5 - Confirmación de la causa y prevención de la recurrencia
Haga converger los resultados de las pruebas con las hipótesis clasificadas. Si los datos contradicen la teoría principal, vuelva a la Etapa 3 en lugar de forzar las conclusiones. Documente la cadena de fallos: suceso iniciador → mecanismo de propagación → modo de avería final.
Marco de medidas correctoras en tres niveles:
Nivel
Alcance
Ejemplos de acciones
Inmediato
Sitio fallido
Sustituir el accesorio con las especificaciones correctas, mejorar la ventilación, volver a apretar las conexiones.
Sistémico
Toda la flota
Revisar el procedimiento de instalación, emitir un boletín técnico, programar inspecciones de instalaciones similares.
Diseño/Adquisición
Especificaciones futuras
Especifique componentes de mayor calidad, utilice materiales alternativos, cambie de proveedor...
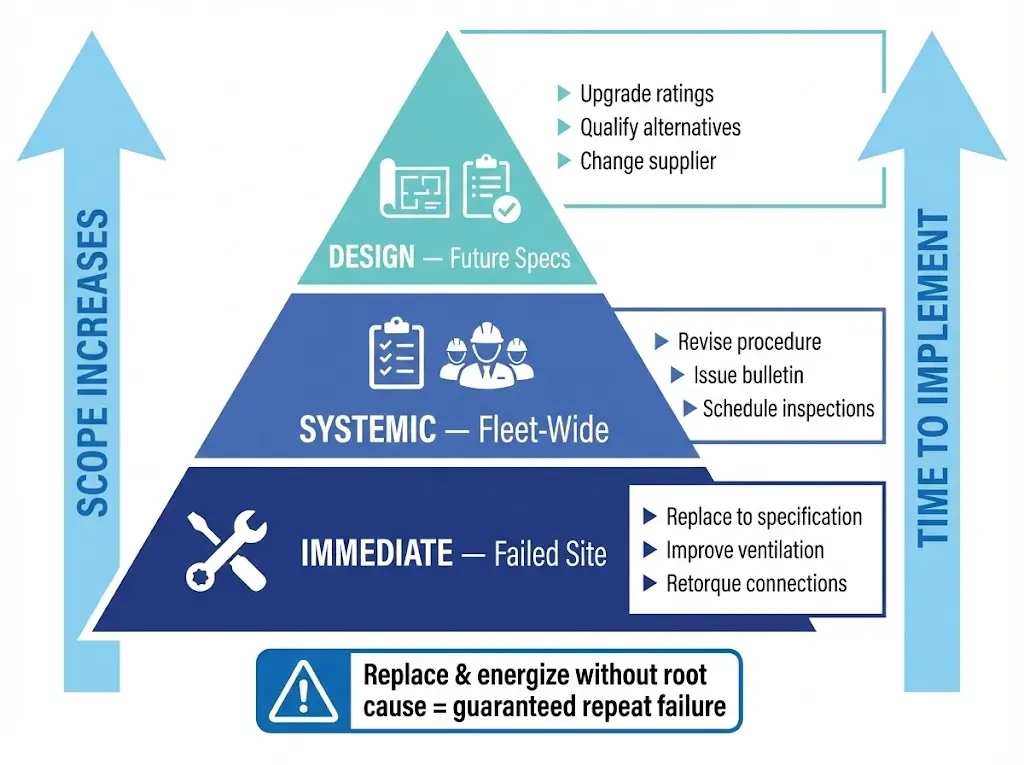
“Sustituir y conectar” sin confirmar la causa de origen garantiza la repetición de los fallos. La experiencia sobre el terreno demuestra que las instalaciones que experimentan fallos prematuros suelen compartir equipos de instalación, lotes de material o condiciones ambientales comunes. La identificación de estos patrones transforma la respuesta a fallos individuales en una gestión de riesgos para toda la flota.
Transmitir los resultados a los departamentos de ingeniería, compras y formación. Los informes de fallos deben responder a tres preguntas: ¿Qué falló? ¿Por qué ha fallado? ¿Qué impide que se repita?
Figura 4. Marco de medidas correctoras de tres niveles para la Etapa 5: el alcance y el tiempo de aplicación aumentan desde los arreglos inmediatos del emplazamiento hasta los cambios de diseño a largo plazo.
Flujo de trabajo del diagnóstico de campo - Referencia rápida imprimible
☐ Fase 1: Escena y pruebas
Aislamiento confirmado, LOTO verificado
Fotos desde más de 4 ángulos antes de tocar
Condiciones ambientales documentadas
Componentes fallidos conservados para su análisis
☐ Fase 2: Clasificación
Categoría de fallo identificada (térmico/dieléctrico/mecánico/ambiental/combinado)
Todos los indicadores físicos fotografiados y registrados
☐ Fase 3: Hipótesis
3-5 hipótesis desarrolladas por categoría relevante
Hipótesis clasificadas por coherencia de las pruebas
☐ Fase 4: Pruebas
Pruebas de campo no destructivas ejecutadas en primer lugar
Pruebas dirigidas a hipótesis específicas
Análisis de laboratorio organizados si están justificados
☐ Etapa 5: Confirmación y acción
Causa raíz confirmada por correlación de datos de prueba
Cadena de fallos documentada (inicio → propagación → avería).
Asignación y seguimiento de medidas correctoras de tres niveles
Evite fallos en el campo con los accesorios de calidad de ZeeyiElec
La fabricación de calidad representa la primera línea de defensa contra los fallos de campo. ZeeyiElec accesorios para transformadores y accesorios para cables someterse a pruebas de materiales, verificación dimensional y documentación de calidad que respalden un rendimiento fiable sobre el terreno.
La asistencia técnica va más allá de la entrega del producto. El asesoramiento técnico ayuda a adaptar las especificaciones de los accesorios a las condiciones de instalación: la altitud, el rango de temperatura ambiente, la clase de contaminación y los requisitos de tensión del sistema influyen en las decisiones de selección.
Póngase en contacto con ZeeyiElec para obtener especificaciones de productos, orientación para la instalación o asesoramiento técnico sobre la selección de accesorios para los requisitos específicos de su aplicación.
Preguntas frecuentes
P: ¿Qué porcentaje de fallos en los accesorios para cables se debe a errores de instalación frente a defectos de fabricación?
R: Las evaluaciones sobre el terreno muestran sistemáticamente que entre 60 y 75% de los fallos prematuros se deben a factores de instalación (colocación incorrecta del cono de tensión, preparación inadecuada de la superficie o par de apriete insuficiente), mientras que los defectos de fabricación representan menos de 15% cuando se especifican accesorios de calidad controlada.
P: ¿Con qué rapidez progresa la actividad de descarga parcial desde el inicio hasta el fallo completo?
R: Los plazos de progresión varían de semanas a años en función de la magnitud de la descarga y de la tensión de funcionamiento; los niveles de descarga parcial superiores a 100 pC a tensión de funcionamiento suelen indicar meses y no años de vida útil restante en condiciones de carga normales.
P: ¿Puede la termografía detectar fallos en interruptores cerrados o cajas de conexiones?
R: La termografía por infrarrojos requiere una línea de visión de la superficie objetivo; las instalaciones cerradas pueden necesitar ventanas de inspección, o los técnicos pueden medir las temperaturas externas del recinto y los diferenciales ambientales como indicadores indirectos del calentamiento interno.
P: ¿Qué valor de resistencia de aislamiento confirma que un accesorio de cable es seguro para volver a conectarlo?
R: Una resistencia de aislamiento superior a 1000 MΩ a 5 kV CC con un índice de polarización superior a 2,0 indica generalmente un estado dieléctrico aceptable; sin embargo, la tendencia frente a los valores de referencia proporciona más confianza diagnóstica que los umbrales absolutos por sí solos.
P: ¿Cómo afecta la altitud a los modos de fallo en las terminaciones y casquillos para exteriores?
R: La menor densidad del aire a altitudes superiores a 1000 m reduce la rigidez dieléctrica de los entrehierros externos en aproximadamente 1% por cada 100 m, lo que aumenta el riesgo de descarga superficial y requiere una reducción de potencia o una mayor distancia de fuga para los equipos instalados a gran altitud.
P: ¿Cuándo deben enviarse los componentes averiados para su análisis en laboratorio en lugar de eliminarlos?
R: Los análisis de laboratorio están garantizados en caso de reclamaciones de garantía, averías repetidas en varios lugares, averías que se produzcan mucho antes de la vida útil prevista o situaciones en las que puedan producirse litigios; la relación coste-beneficio favorece la eliminación en caso de averías aisladas en equipos antiguos próximos al final de su vida útil.
P: ¿Qué documentación debe acompañar a un componente defectuoso enviado para su análisis?
R: Incluya la fecha de instalación, la tensión de funcionamiento y el historial de carga, las condiciones ambientales, la fecha y las circunstancias del fallo, los resultados de las pruebas de campo y las fotografías tomadas antes de la retirada; los laboratorios no pueden reconstruir el contexto que el personal de campo no documenta.
yoyo shi
Yoyo Shi escribe para ZeeyiElec, centrándose en accesorios de media tensión, componentes de transformadores y soluciones de accesorios para cables. Sus artículos cubren aplicaciones de productos, fundamentos técnicos y perspectivas de abastecimiento para compradores de la industria eléctrica mundial.