Cuando una interfaz de ruptura de carga de 200 A falla sobre el terreno, la causa raíz rara vez es un defecto de fabricación instantáneo. Estos componentes funcionan como el punto de demarcación crítico entre el entorno interno de un transformador de distribución y la red externa de cables subterráneos. Para diagnosticar con éxito por qué fallan en condiciones de funcionamiento continuo, el personal de campo debe comprender primero las intensas tensiones multivariables que actúan sobre esta interfaz específica.
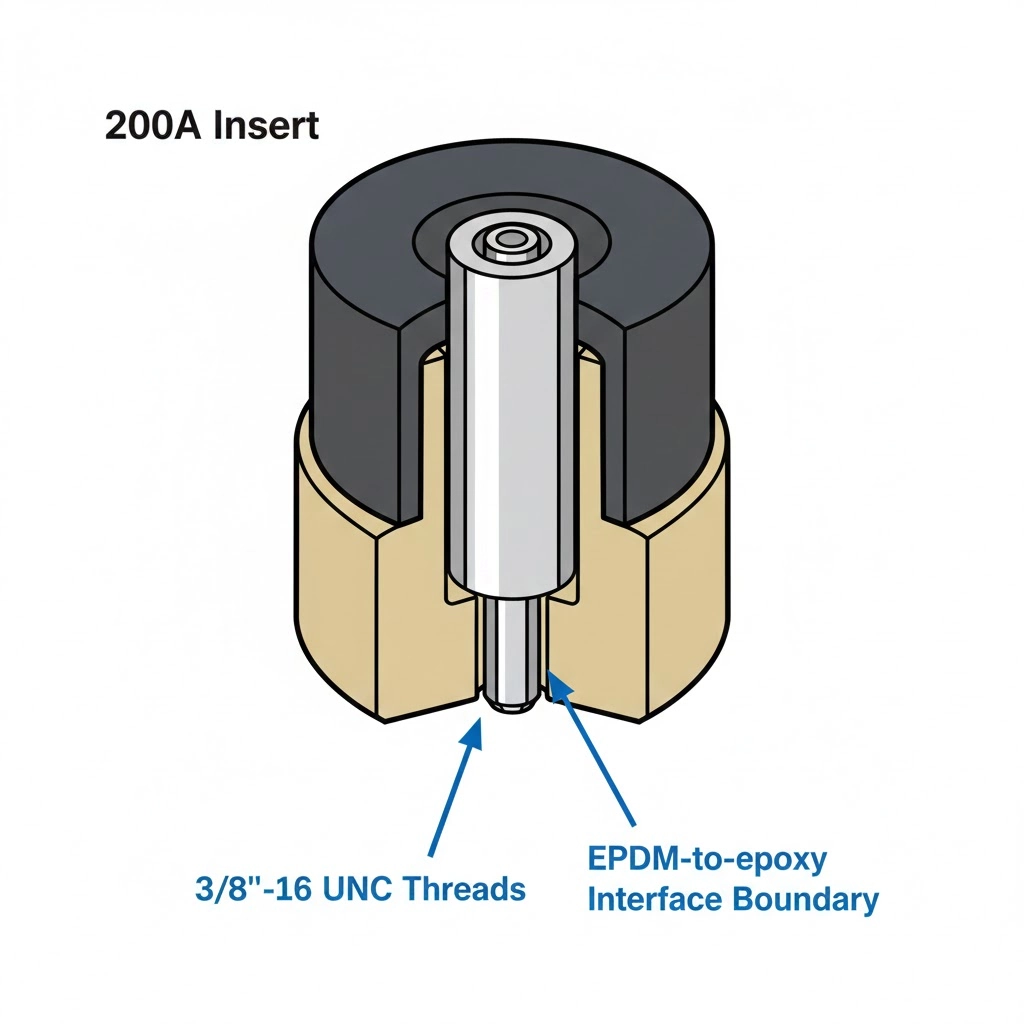
La anatomía del fallo de un inserto está fundamentalmente ligada a la física de su construcción. El conjunto se basa en un límite dieléctrico de alta tensión formado por el ajuste de interferencia entre el caucho EPDM (monómero de etileno propileno dieno) moldeado del inserto y el epoxi rígido del pozo del transformador. Además, el espárrago de cobre interno proporciona la única conexión mecánica y eléctrica con el devanado del transformador. Cuando se altera este equilibrio estructural, surgen vías de fallo en tres ámbitos distintos:
Averías mecánicas: Se originan durante las operaciones de instalación o conmutación. El roscado cruzado del espárrago de cobre, la aplicación de un par de apriete excesivo que fracture el pozo de epoxi o el bloqueo hidráulico debido a una lubricación inadecuada comprometen directamente la geometría física de la interfaz.
Degradación térmica: La desalineación mecánica o un par de apriete insuficiente impiden el contacto total metal-metal en la base. Esta elevada resistencia de contacto genera calor localizado que degrada la goma EPDM circundante.
Rotura dieléctrica: Si el ajuste de interferencia no expulsa todo el aire y la humedad, los huecos resultantes se ionizan bajo alta tensión eléctrica, dando lugar a corona, rastreo de carbono y eventuales fallos de fase a tierra.
En las clases de tensión de 15 kV a 35 kV, el margen de error es prácticamente nulo. Cuando se pierde la integridad mecánica, ya sea debido a un microscópico vacío de aire ≥ 0,1 mm o a hilos de cobre en mal estado, se desencadena inevitablemente una cascada de mecanismos de fallo térmico y dieléctrico. Un contacto deficiente introduce un calentamiento I²R elevado, que eleva continuamente la ΔT localizada. Al mismo tiempo, todo el aire atrapado en la interfaz de alta tensión se ioniza, rompiendo en última instancia el límite dieléctrico de estos componentes críticos. accesorios para transformadores.
Figura 1: La integridad mecánica y eléctrica del inserto depende del contacto crítico metal-metal en la base y del ajuste de interferencia a lo largo del cono.
[Visión experta: Realidades de los diagnósticos de interfaz]
Más de 75% de los fallos de las plaquitas investigados sobre el terreno muestran causas de origen derivadas de errores mecánicos de instalación, más que de defectos de material.
La degradación dieléctrica es silenciosa; una interfaz puede funcionar de 12 a 18 meses con descarga parcial activa antes de escalar a un fallo detectable de fase a tierra.
Dado que el inserto y el pozo del transformador permanente comparten una conexión roscada directa, el diagnóstico del inserto requiere la inspección simultánea de la superficie epoxídica del pozo y de las roscas de cobre internas.
Degradación térmica: Diagnóstico de la alta resistencia de contacto
Una parte significativa de los fallos de los insertos de los pozos de los casquillos se presenta como degradación térmica. Al analizar una interfaz sobrecalentada, la causa principal es casi exclusivamente una resistencia de contacto elevada entre el espárrago de cobre del inserto y la rosca interna del pozo del transformador. Identificar estos síntomas antes de que se conviertan en un fallo total es fundamental para la fiabilidad de la red.
La física de la resistencia de contacto
En una interfaz 200A correctamente apretada, la compresión mecánica garantiza un contacto metal-metal óptimo, manteniendo la resistencia interna por debajo de la línea de base de 50 μΩ a 100 μΩ. Sin embargo, si el inserto tiene un par de apriete insuficiente durante la instalación, o si las roscas están contaminadas con residuos o fijador de roscas antiguo, el área de contacto efectiva se reduce drásticamente.
Esta reducción del área de contacto aumenta directamente la resistencia (R). Dado que la generación de calor sigue la ecuación P = I²R, incluso corrientes de carga moderadas en una interfaz con un par de apriete insuficiente provocarán un aumento desproporcionado de la temperatura (ΔT). El calor se origina en el espárrago y se transmite al caucho EPDM. El EPDM tiene excelentes propiedades dieléctricas, pero comienza a degradarse físicamente cuando se somete continuamente a temperaturas ≥ 130°C. La expansión térmica del cobre sobrecalentado distorsiona aún más la goma, comprometiendo permanentemente el ajuste de interferencia.
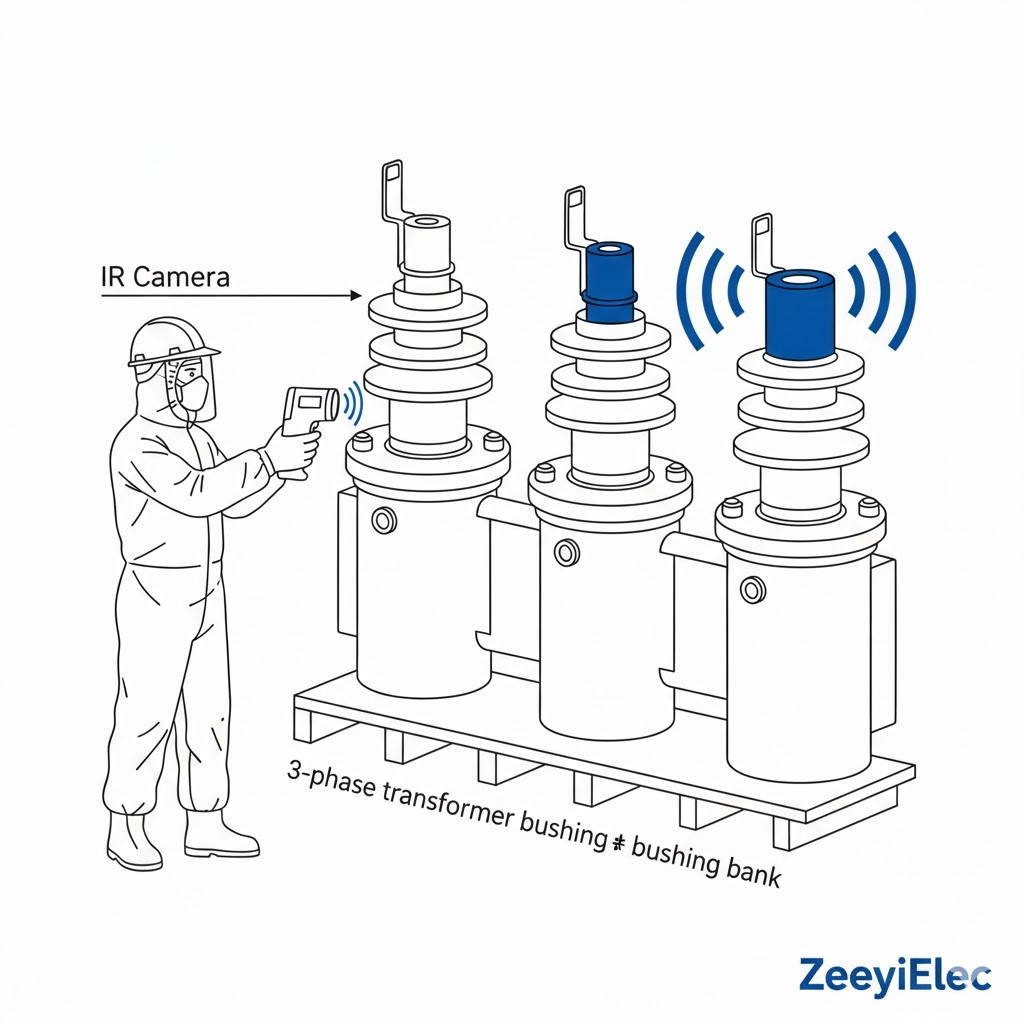
Signos visuales y termográficos de calentamiento
Los equipos de campo suelen diagnosticar los problemas térmicos mediante dos firmas distintas. Durante las inspecciones energizadas, la termografía infrarroja (IR) es la herramienta principal. Un inserto en buen estado debería funcionar a unos pocos grados de la temperatura ambiente del aceite del transformador. Un punto caliente localizado en la base del inserto, que a menudo muestra una ΔT de 20 °C o más en comparación con las fases adyacentes, es un indicador definitivo de alta resistencia de contacto [NECESITA ENLACE DE AUTORIDAD FUENTE: IEEE Std 386 for Separable Insulated Connector Systems - specifically thermal cycling requirements].
Durante las inspecciones visuales sin tensión, la degradación térmica deja claras evidencias físicas. El caucho EPDM cerca de la base aparecerá “calcáreo” o significativamente más duro que el resto del inserto, habiendo perdido sus propiedades elastoméricas debido a la cocción prolongada. En casos avanzados, el espárrago de cobre interno mostrará una decoloración severa, pasando de un cobre brillante a un color púrpura o negro oscuro y oxidado, lo que indica un sobrecalentamiento extremo previo al fallo.
Rotura dieléctrica: Rastreo y descarga parcial
Cuando se analizan insertos de casquillo fallidos, el mecanismo de destrucción visible más común es la ruptura dieléctrica. Esto se manifiesta típicamente como un rastro de carbono a lo largo de la interfaz entre el caucho EPDM moldeado y el pozo de epoxi. Para diagnosticar este modo de fallo es necesario comprender las condiciones específicas que provocan el fallo de la interfaz bajo tensión de media tensión, en particular cómo el aire atrapado se ioniza e inicia una cascada destructiva.
Mecanismos de ionización de la interfaz
El principio de funcionamiento fundamental de la interfaz de 200A e inserto se basa en la ausencia absoluta de espacios vacíos de aire entre las superficies de contacto. Una instalación impecable garantiza que el caucho EPDM desplaza por completo el aire ambiente, confiando en una fina capa (de 0,5 mm a 1,0 mm) de grasa dieléctrica de silicona aprobada por el fabricante para mantener el sellado. Sin embargo, si existen arañazos profundos en el pozo de epoxi, o si se aplica una grasa inadecuada, quedan atrapadas bolsas de aire microscópicas.
Bajo los intensos campos de tensión eléctrica presentes en los niveles de 15kV, 25kV o 35kV, estos vacíos de aire atrapados se ionizan mucho antes que el aislamiento sólido circundante. Esta ionización crea una actividad de descarga parcial localizada (corona) dentro del vacío. El bombardeo continuo de iones erosiona física y químicamente las superficies adyacentes de caucho EPDM y epoxi. A lo largo de un periodo de semanas o meses, esta lenta degradación compromete el límite dieléctrico de estas superficies críticas. accesorios para cables interfaces.
Identificación de rutas de seguimiento del carbono
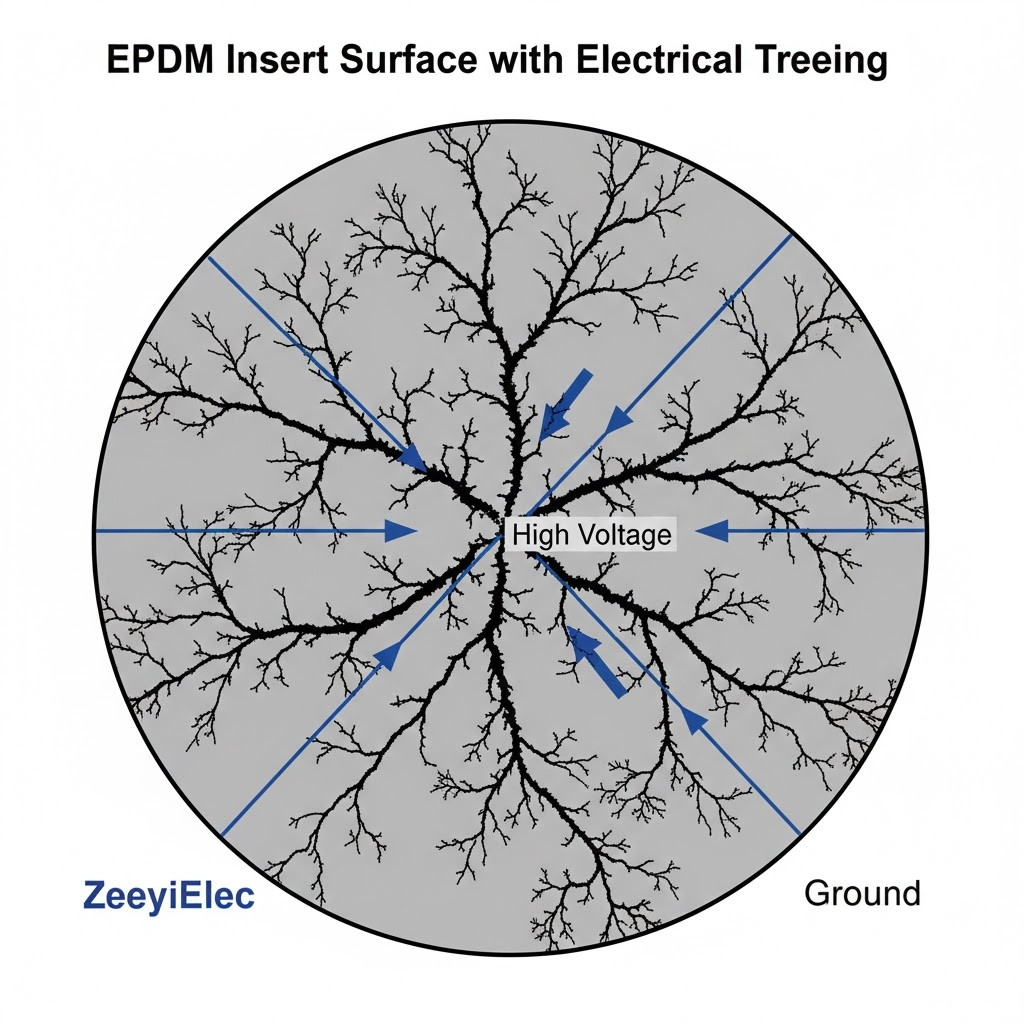
La evidencia física de una descarga parcial es innegable para un técnico capacitado. Durante una inspección sin tensión, el principal indicador es el “rastreo”. Aparece en forma de líneas negras distintas y ramificadas -a menudo descritas como “arborescencias”- grabadas directamente en la superficie de la goma EPDM del inserto o grabadas en la pared del pozo de epoxi correspondiente.
Estas pistas son esencialmente vías conductoras permanentes compuestas de material aislante carbonizado. Suelen originarse cerca del espárrago de cobre de alta tensión y se propagan hacia el cuello conectado a tierra del pozo. Una vez que se forma una huella de carbono, la rigidez dieléctrica de la interfaz cae en picado. La presencia de cualquier rastro visible obliga a la sustitución inmediata del inserto; el daño es irreversible y conducirá inevitablemente a una descarga catastrófica de fase a tierra si el transformador vuelve a recibir tensión.
Figura 2: El rastreo de carbono (arborescencia) sigue el camino de menor resistencia a través de la interfaz, lo que conduce finalmente a una descarga de fase a tierra.
Fallos mecánicos: Roscado cruzado y sobreapriete
Mientras que la degradación térmica y dieléctrica a menudo tarda meses en manifestarse, los fallos mecánicos son inmediatos y suelen producirse durante la instalación inicial o el cambio de mantenimiento posterior. Diagnosticar un fallo mecánico requiere que el personal de campo reconozca los síntomas físicos de una manipulación inadecuada, que afectan específicamente a la interfaz roscada 200A y a la aplicación de lubricantes.
Señales de espárragos de cobre con rosca cruzada
El error mecánico más frecuente es el enroscado cruzado del espárrago de cobre interno de 3/8″-16 UNC en el pozo epoxi del transformador. Los técnicos de campo siempre deben comenzar a roscar a mano durante las dos o tres primeras rotaciones completas. Si se siente resistencia inmediatamente y se aplica una llave para forzar la conexión, las roscas de cobre se deformarán permanentemente.
Durante un desmontaje posterior a un fallo, es fácil identificar un inserto con rosca cruzada. El espárrago de cobre mostrará roscas muy aplastadas o cizalladas en un lado. Además, la brida base del inserto de caucho EPDM se asentará asimétricamente contra el pozo de epoxi, dejando un hueco visible. Este asiento asimétrico garantiza que los contactos eléctricos internos no estén totalmente engranados, creando una ruta de fallo inmediata de alta resistencia.
Identificación de microfracturas en pozos de epoxi
Un apriete excesivo es igualmente destructivo. Cuando los instaladores utilizan llaves no calibradas o destornilladores de impacto neumáticos, a menudo superan el estricto límite de 13,5 a 20,3 Nm (10 a 15 pies-libra) exigido para las interfaces e insertos. La inmensa fuerza de rotación se transfiere directamente al epoxi rígido del pozo del transformador.
El diagnóstico sobre el terreno de una interfaz con un par de apriete excesivo suele revelar microfracturas que irradian hacia el exterior desde el receptáculo roscado del pozo. Estas grietas finas comprometen la integridad estructural de toda la junta del depósito del transformador, permitiendo la salida del aceite dieléctrico y la entrada de humedad, lo que provoca un fallo interno catastrófico.
El efecto de bloqueo hidráulico
Un fallo mecánico más sutil surge de la aplicación incorrecta de grasa dieléctrica. Si bien es obligatorio aplicar una capa fina para evitar la formación de vacíos de aire, rellenar el pozo con un exceso de grasa de silicona crea un “bloqueo hidráulico”. A medida que el inserto se enrosca hacia dentro, la grasa incompresible no puede escapar, generando una inmensa presión de fluido interna.
Esta presión impide físicamente que el inserto se asiente por completo, aunque la llave dinamométrica marque 15 pies-libra. El técnico cree que el inserto está apretado, pero el espárrago de cobre no ha logrado el contacto metal-metal necesario. Al retirarlo, un inserto bloqueado hidráulicamente suele presentar un grueso tapón de grasa acumulado en la base del pozo, lo que confirma que la lectura del par de apriete era falsa y que la interfaz quedó peligrosamente suelta.
[Visión experta: Detección del bloqueo hidráulico sobre el terreno]
Un signo clásico de bloqueo hidráulico es que el inserto se siente “esponjoso” durante la fase final de torsión, en lugar de llegar a una parada mecánica dura y definida.
Si retira un inserto recién instalado y oye un sonido de succión o un chasquido, el exceso de grasa ha formado una cámara de vacío sellada, lo que confirma la existencia de un bloqueo hidráulico.
Una fuerte extrusión de grasa alrededor del collarín de puesta a tierra inmediatamente después del apriete es una señal visual de que se ha aplicado demasiado lubricante a las superficies de contacto.
Flujo de trabajo de diagnóstico sobre el terreno paso a paso
Cuando una interfaz de ruptura de carga de 200 A falla o muestra señales de advertencia, es obligatorio un flujo de trabajo de diagnóstico estructurado para evitar daños secundarios en el equipo y garantizar la seguridad del personal. Tirar aleatoriamente de los codos o reapretar arbitrariamente los insertos oculta la causa raíz y a menudo agrava el fallo subyacente. Este enfoque por fases se ajusta a los protocolos de mantenimiento estándar para conectores separables de media tensión, garantizando una evaluación precisa antes de sustituir los componentes.
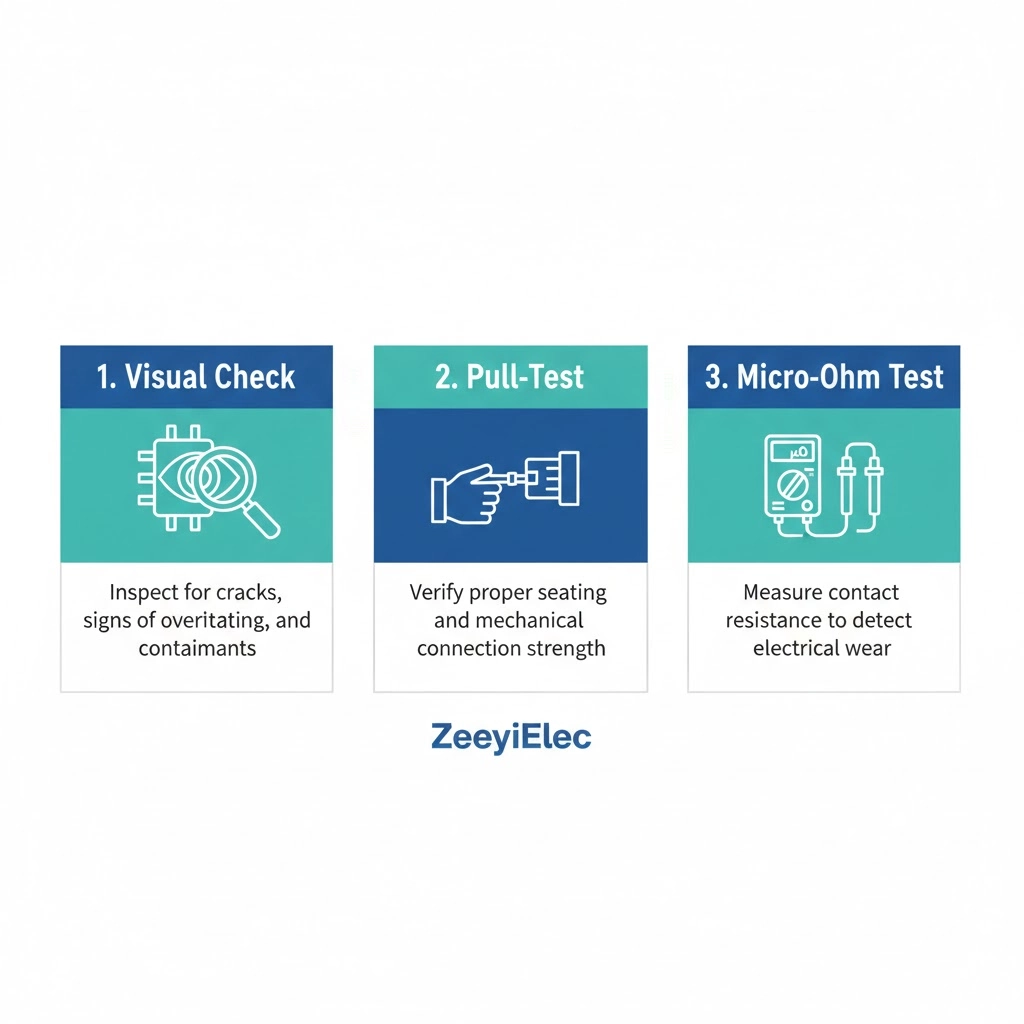
Fase 1: Inspección visual desenergizada
El proceso de diagnóstico comienza sólo después de que el transformador está completamente desenergizado, aislado y conectado a tierra correctamente. La inspección visual inicial se centra en el exterior del inserto del pozo del buje y el pozo de epoxi circundante.
Los técnicos deben buscar cualquier hueco asimétrico ≥ 1 mm en el collarín de asiento donde la goma EPDM se encuentra con el depósito del transformador. Esta separación indica inmediatamente una rosca cruzada o un bloqueo hidráulico. A continuación, inspeccione la superficie expuesta de la goma en busca de rastro de carbono (líneas negras tenues) y degradación térmica “calcárea”, lo que significa que la temperatura de funcionamiento interna ha superado los 130 °C.
Fase 2: Ensayo de tracción de integridad mecánica
Antes de intentar desenroscar el inserto, realice una prueba de tracción mecánica suave. Aplique aproximadamente de 10 a 15 libras de fuerza lateral a la nariz del inserto. Si el conjunto muestra holgura rotacional o se tambalea, las roscas internas de cobre de 3/8″-16 UNC están sometidas a un par de apriete muy bajo o están cizalladas mecánicamente. Esto confirma que el contacto crítico metal-metal en la base se ha perdido, causando una resistencia interna elevada.
Fase 3: Diagnóstico eléctrico avanzado
Si las comprobaciones visuales y mecánicas no son concluyentes, es necesario realizar pruebas eléctricas avanzadas antes de volver a poner el equipo en servicio. El diagnóstico principal es una prueba de resistencia de microohmios a través de la interfaz.
Con un microohmímetro especializado, mida la resistencia desde el secundario interno del transformador (si es accesible) hasta el contacto primario del inserto. Una interfaz sana de 200 A debe medir entre 50 μΩ y 100 μΩ. Las lecturas significativamente superiores a esta línea de base -o las lecturas inestables que fluctúan durante la prueba- confirman la degradación del contacto interno. Por último, si el equipo todavía está energizado y bajo carga antes de la interrupción, los detectores ultrasónicos pueden identificar las emisiones acústicas de alta frecuencia de la descarga parcial, señalando la actividad corona dentro de la interfaz mucho antes de que el rastreo de carbono se haga visible en el exterior [VERIFICAR ESTÁNDAR: IEEE Std C57.12.90 para los códigos de prueba estándar].
Figura 3: Un flujo de trabajo de diagnóstico estructurado garantiza la conservación de pruebas visuales, mecánicas y eléctricas para el análisis de la causa raíz.
Suministro de insertos para pozos con casquillos de alta fiabilidad
Diagnosticar un fallo de campo es sólo la primera fase de la recuperación de la red; para evitar que se repita es necesario especificar componentes de sustitución que puedan soportar tensiones térmicas y dieléctricas a largo plazo. Cuando una interfaz falla debido a la escasa estabilidad del material o a imprecisiones dimensionales, sustituirla por un componente idéntico de bajo nivel garantiza la repetición de la interrupción.
La prevención de estos fallos comienza en el nivel de aprovisionamiento. Los ingenieros y los equipos de compras deben especificar insertos de pozo para casquillos 200A fabricados con fórmulas de caucho EPDM de alta calidad que resistan la degradación térmica bajo carga continua. Además, la interfaz mecánica debe ser perfecta para garantizar un ajuste de interferencia adecuado.
Las roscas internas de cobre de 3/8″-16 UNC deben estar mecanizadas con precisión para que puedan soportar el par de apriete obligatorio de 13,5 a 20,3 Nm (10 a 15 ft-lbs) sin ceder ni estirarse. Si la aleación de cobre es demasiado blanda, las roscas se deformarán durante la instalación, comprometiendo permanentemente la resistencia de contacto e introduciendo un aumento de ΔT que degrada el aislamiento circundante con el tiempo.
ZeeyiElec diseña y fabrica accesorios de alta fiabilidad para transformadores, entre los que se incluyen insertos de precisión para casquillos de pozo diseñados para redes de distribución de 15 kV, 25 kV y 35 kV. Nuestro proceso de producción prioriza las estrictas tolerancias dimensionales y las rigurosas pruebas dieléctricas para garantizar que cada inserto proporcione una interfaz sin corona y de baja resistencia nada más sacarlo de la caja. Respaldamos proyectos de OEM, EPC y empresas de servicios públicos en todo el mundo con una rápida adaptación técnica, documentación completa para la exportación y asistencia para especificaciones personalizadas. Consulte hoy mismo al equipo de ingeniería de ZeeyiElec para obtener componentes fiables y evitar fallos prematuros de la interfaz en su próximo proyecto.
Preguntas frecuentes
¿Cómo puedo saber si un casquillo de pozo está fallando antes de que se produzca una avería?
Los fallos en fase inicial suelen presentarse como temperaturas elevadas detectables durante las exploraciones rutinarias de termografía infrarroja (IR), que suelen mostrar una ΔT de 20 °C o más en comparación con las fases adyacentes. Los diagnósticos avanzados con detectores ultrasónicos también pueden detectar actividad corona de alta frecuencia en la interfaz semanas antes de que se produzca un fallo catastrófico de fase a tierra.
¿Qué aspecto tiene el rastreo de carbono en un inserto retirado?
El rastro de carbono aparece como líneas o “árboles” negros, distintos y ramificados, quemados directamente en la superficie de la goma EPDM o en el pozo de epoxi de acoplamiento. Estas marcas indican que la tensión eléctrica (normalmente ≥15kV) ha roto la resistencia dieléctrica de la interfaz, creando una ruta conductora permanente que exige la sustitución inmediata del inserto.
¿Se puede volver a apretar un inserto suelto después de que haya estado en servicio?
Si un inserto ha estado funcionando con holgura y generando un calor excesivo (que a menudo supera el umbral de 130°C de la goma EPDM), el reapriete no es una solución segura, ya que es probable que los hilos de cobre internos y el aislamiento hayan sufrido una degradación térmica irreversible. La práctica de campo estándar consiste en retirar completamente el inserto sospechoso, inspeccionar el pozo del transformador en busca de daños e instalar un componente completamente nuevo.
¿Por qué a veces un inserto retrocede cuando se retira el codo de rotura de carga?
Un inserto que retrocede durante la extracción del codo suele indicar que se apretó muy poco (muy por debajo de los 10 a 15 pies-libra requeridos) durante la instalación inicial, o que las roscas cruzadas impidieron que el espárrago se bloqueara firmemente. Esta falla mecánica requiere que el transformador sea desenergizado inmediatamente para reemplazar el inserto e inspeccionar las roscas internas de 3/8″-16 UNC del pozo.
¿La aplicación de más grasa dieléctrica detendrá la descarga parcial?
No, aplicar una cantidad excesiva de grasa dieléctrica no arreglará la descarga parcial existente y a menudo introduce un bloqueo hidráulico, que impide físicamente que el inserto asiente completamente. Una lubricación adecuada sólo requiere una película microscópica y uniforme (de 0,5 mm a 1,0 mm) para desplazar el aire; no puede compensar los arañazos profundos, las huellas de carbono o la falta de compresión mecánica.
¿Es necesario probar bien el transformador si sólo ha fallado el inserto?
Sí, el diagnóstico de un fallo en un inserto es incompleto sin una meticulosa inspección visual y mecánica del pozo del transformador permanente. Si la superficie de epoxi del pozo está rayada por el rastreo o sus roscas internas de cobre están estiradas por un apriete excesivo, la instalación de un nuevo inserto simplemente dará lugar a una repetición del fallo en un breve plazo de tiempo.
yoyo shi
Yoyo Shi escribe para ZeeyiElec, centrándose en accesorios de media tensión, componentes de transformadores y soluciones de accesorios para cables. Sus artículos cubren aplicaciones de productos, fundamentos técnicos y perspectivas de abastecimiento para compradores de la industria eléctrica mundial.