El coste oculto de los desajustes en los insertos de los bujes
Una ventana de mantenimiento programado en una red de distribución de media tensión es un entorno implacable. Cuando una cuadrilla de línea desenergiza un transformador montado en pedestal para la sustitución rutinaria de componentes, normalmente opera dentro de un estricto bloque de interrupción de 4 a 6 horas. Al descubrir que el insertos para bujes no se acoplan correctamente con los pozos del transformador existente paralizan toda la operación, obligando a prolongar la interrupción y a buscar componentes alternativos. Sin embargo, una incompatibilidad física inmediata -en la que el inserto simplemente no se enrosca- es en realidad el mejor de los casos. El verdadero coste de la incompatibilidad se materializa cuando una interfaz desajustada parece correcta, pero alberga defectos ocultos que no se detectan durante la energización inicial.
Defectos latentes por huecos dieléctricos
Cuando un inserto y un pozo de diferentes fabricantes, o de tolerancias dimensionales ligeramente incompatibles, se juntan a la fuerza, el principal riesgo es la formación de bolsas de aire microscópicas a lo largo de la interfaz de acoplamiento. En un sistema de ruptura de carga estándar de 200 A que funciona a una clasificación de 15 kV o 25 kV, estas bolsas de aire atrapadas se convierten en lugares localizados de tensión eléctrica extrema. Dado que la rigidez dieléctrica del aire es significativamente inferior a la del caucho EPDM circundante, el aire se rompe bajo alta tensión. Durante un periodo de 12 a 18 meses, la descarga parcial (DP) continua en el interior de estos huecos erosiona el aislamiento. Este rastreo eléctrico crea inevitablemente un camino conductor de carbono, lo que provoca un salto de fase a tierra que destruye violentamente la conexión y desencadena un corte imprevisto.
Tensión mecánica y fuga térmica
Más allá de la ruptura dieléctrica, los pequeños desajustes dimensionales introducen graves riesgos mecánicos y térmicos. Si el espárrago de cobre roscado interno del casquillo no está perfectamente alineado con la sonda conductora del inserto, la conexión resultante carecerá de la superficie y la presión de contacto necesarias. La experiencia de campo demuestra sistemáticamente que las conexiones flojas, con roscas cruzadas o desalineadas crean uniones eléctricas de alta resistencia. Bajo una carga continua de 200 A, esta resistencia localizada genera un exceso de calor. Dado que la interfaz está fuertemente aislada para contener la tensión, este calor no puede disiparse eficazmente, lo que desencadena una situación de fuga térmica. Con el tiempo, el aumento de temperatura localizado funde el polímero circundante, agrieta el manguito de sellado y amenaza con provocar un fallo catastrófico del equipo.
[Perspectiva del experto]
La prueba “Hiss”: El personal de campo siempre debe escuchar si se produce un silbido de aire al colocar un inserto. El silencio suele indicar una falta de ventilación adecuada o una salida prematura antes de que se forme el sello de vacío.
Termografía de referencia: Realice siempre una exploración IR en las interfaces recién acopladas 48 horas después de la energización bajo carga para establecer una ΔT de referencia; un calentamiento anormal revela microgaps invisibles a simple vista.
Roscado de tolerancia cero: Si al roscar a mano un inserto 200A es necesario hacer palanca con la herramienta antes de la fase final de par de apriete, deténgase inmediatamente. El espárrago está roscado en cruz o no coincide.
Comprender la anatomía de la interfaz: Pozo, Inserto y Codo
Para evaluar correctamente la compatibilidad, los ingenieros de campo deben comprender la arquitectura multicapa de un sistema de conectores aislados separables. El conjunto accesorios para transformadores funciona como un conjunto unificado en el que la integridad mecánica determina directamente el rendimiento dieléctrico.
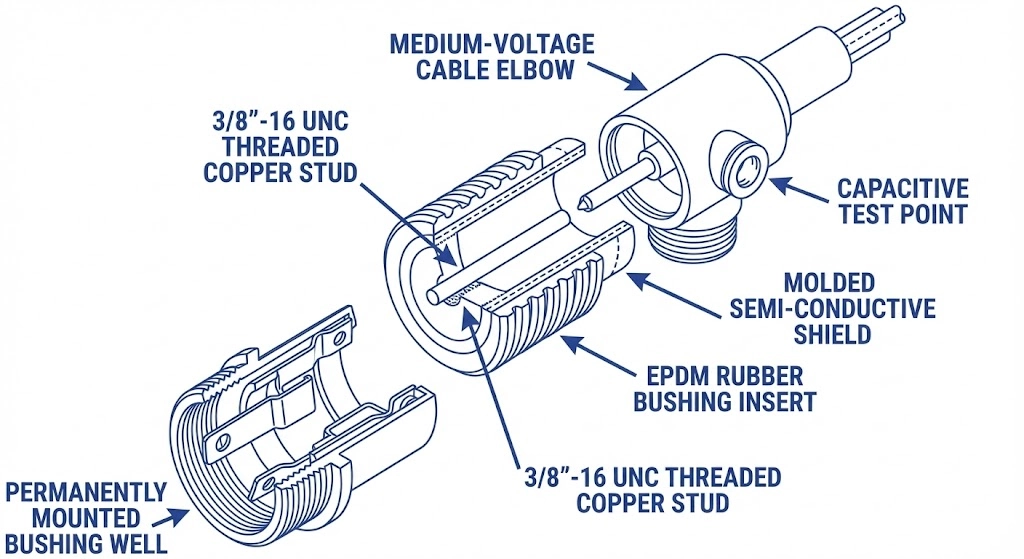
Figura 01: Arquitectura completa del conector aislado separable 200A, que ilustra los límites críticos de sellado dieléctrico.
La Fundación Bushing Well
El buje sirve como base montada permanentemente en la pared del tanque del transformador. En su núcleo se encuentra el espárrago conductor primario, que suele utilizar roscas UNC de 3/8″-16 para sistemas de distribución de 200 A. Cuando los componentes están completamente asentados, el acoplamiento mecánico debe establecer una resistencia de contacto de ≤ 50 μΩ para evitar el calentamiento localizado bajo carga continua. El pozo actúa como la barrera crítica, aislando el aceite interno del transformador, que frecuentemente opera a un aumento de temperatura ≥ 65°C, del entorno externo.
El perfil de inserción
El inserto del casquillo actúa como adaptador crucial entre el pozo y el codo del cable. Fabricado principalmente con caucho EPDM (etileno propileno dieno monómero) de alta calidad, cuenta con una sonda conductora interna y un blindaje semiconductor moldeado que amplía el plano de tierra del sistema. La conicidad, longitud y profundidad de asiento exactas de este perfil se rigen por estrictas directrices industriales. Para las redes de distribución norteamericanas, la adhesión a [NEED AUTHORITY LINK SOURCE: IEEE 386 Standard for Separable Insulated Connector Systems] para establecer la intercambiabilidad dimensional básica. A pesar de estas dimensiones estandarizadas, las microtolerancias entre los diferentes procesos de moldeo de los fabricantes de equipos originales pueden plantear problemas de sellado sobre el terreno si se mezclan de forma descuidada.
La conexión del codo
El codo de ruptura de carga completa el sistema de frente muerto, alojando el conductor del cable de media tensión y proporcionando el apantallamiento semiconductor externo final. Cuando el codo se introduce en el inserto, la interfaz se basa en un ajuste de interferencia preciso para desplazar el aire y crear un sellado hermético y sin efecto corona. Estos codos suelen integrar puntos de prueba capacitivos, lo que permite a los técnicos verificar con seguridad la tensión del sistema sin traspasar el límite de aislamiento primario. La interacción física entre el anillo de bloqueo del inserto y la ranura de asiento interna del codo es el único mecanismo que asegura la conexión contra las fuerzas explosivas de una posible avería u operación de ruptura de carga.
Lista de comprobación de compatibilidad de 5 puntos previa a la instalación
Antes de aplicar grasa dieléctrica o roscar un solo componente, los ingenieros de campo deben realizar una estricta verificación visual y técnica de las piezas de acoplamiento. Confiar en la fuerza física para superar un desajuste dañará permanentemente el casquillos de media tensión y comprometer las interfaces circundantes. Utilice esta lista de comprobación de cinco puntos para confirmar la compatibilidad total antes de la instalación.
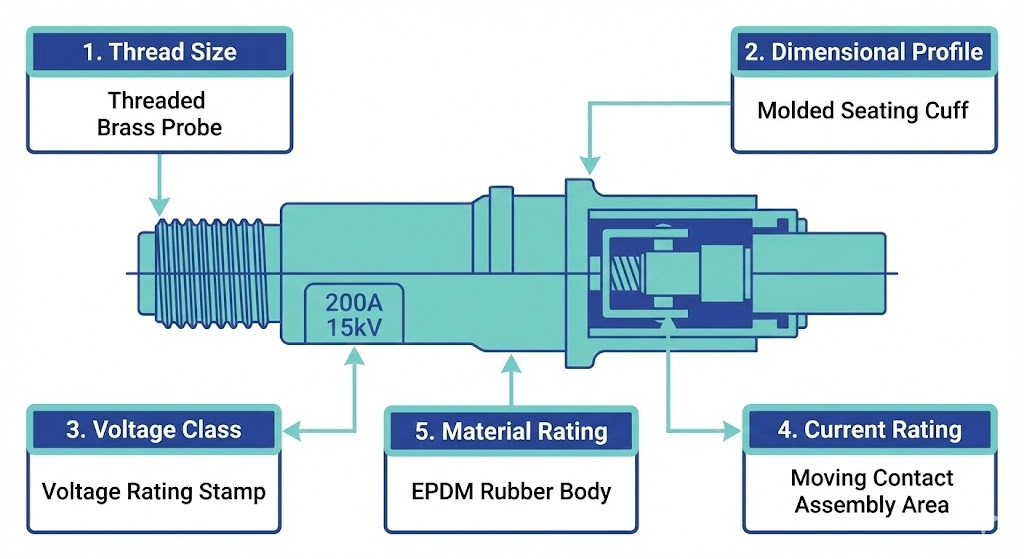
Figura 02: Zonas de inspección de 5 puntos previa a la instalación para verificar la compatibilidad de las plaquitas.
1. Verificación de la clase de tensión (15 kV, 25 kV, 35 kV)
La tensión de funcionamiento del sistema determina el grosor del aislamiento interno y la distancia de fuga necesaria. Un inserto estándar de clase 15 kV suele soportar un BIL (Nivel de Impulso Básico) de 95 kV, mientras que un sistema de 25 kV requiere un inserto clasificado para un BIL ≥ 125 kV. Nunca instale un inserto de menor capacidad en un pozo de mayor tensión, ya que el límite dieléctrico fallará inevitablemente durante sobretensiones transitorias o sobretensiones de conmutación.
2. Corriente nominal igualada (ruptura de carga de 200 A frente a ruptura)
Confirme la intención operativa de la interfaz. Un sistema de corte en carga de 200 A utiliza materiales especializados de extinción de arcos y un conjunto de contactos móviles diseñados para extinguir arcos de forma segura durante las operaciones de conmutación en tensión. Por el contrario, los sistemas de corte en vacío (con frecuencia de 600 A o más) carecen de esta capacidad interna de extinción de arcos. El acoplamiento de componentes de clase de corriente no coincidentes o el funcionamiento de una interfaz de corte en vacío bajo carga desencadenará un fallo explosivo catastrófico.
3. Tamaño de rosca e inspección de espárragos
Verifique el enlace mecánico entre el inserto y el pozo del buje primario. La norma norteamericana para equipos de distribución de 200 A dicta un espárrago de cobre roscado de 3/8″-16 UNC. Antes del acoplamiento, inspeccione meticulosamente las roscas del pozo en busca de gripado, roscas cruzadas de instalaciones anteriores u oxidación intensa, ya que todo ello aumentará la resistencia al contacto e impedirá un asiento correcto.
4. Perfil dimensional
Aunque [VERIFICAR NORMA: IEEE 386] rige la amplia intercambiabilidad dimensional y eléctrica de los conectores aislados separables, el perfilado físico sigue siendo un paso crítico sobre el terreno. Compruebe la longitud del cono moldeado del inserto frente a la profundidad interna del pozo. Un inserto que toca fondo internamente antes de que su manguito de sellado se asiente completamente contra el labio exterior del pozo deja toda la interfaz vulnerable a la entrada de humedad.
5. Clasificaciones de materiales y medioambientales
Asegúrese de que el aislamiento de EPDM está clasificado para el entorno de campo específico. Para los transformadores montados en pedestal expuestos a ciclos térmicos extremos, el caucho moldeado debe mantener sus propiedades dieléctricas y mecánicas a temperaturas de funcionamiento continuo de ≤ 90°C, con valores nominales de sobrecarga de emergencia que admitan picos de hasta 130°C. Compruebe siempre el código de la fecha de fabricación para asegurarse de que la goma no ha superado su vida útil y se ha vuelto demasiado quebradiza para formar un sellado al vacío fiable.
[Perspectiva del experto]
Conocimiento de la vida útil: La goma EPDM pierde elasticidad con el tiempo. Nunca instale un inserto que haya estado almacenado sin climatización durante más de 5 años, ya que su capacidad para formar un ajuste de interferencia se ve comprometida.
Evitar las trampas de grasa: Aplicar demasiada grasa dieléctrica crea un bloqueo hidráulico en el fondo del pozo, impidiendo físicamente que el inserto alcance la profundidad de perfil dimensional requerida.
Verificación codificada por colores: Utilice las bandas de colores del fabricante (por ejemplo, amarillo para 25 kV, rojo para 15 kV) como comprobación visual secundaria, pero verifique siempre el valor nominal estampado en el manguito antes de la instalación.
Verificación sobre el terreno: Comprobación del correcto asiento y sellado
Incluso con componentes perfectamente adaptados, la ejecución física de la instalación determina la fiabilidad a largo plazo de la conexión. Los ingenieros de campo deben confiar en una combinación de herramientas calibradas e información táctil para asegurarse de que el inserto se asienta completamente en el pozo sin comprometer las roscas internas ni atrapar vacíos dieléctricos.
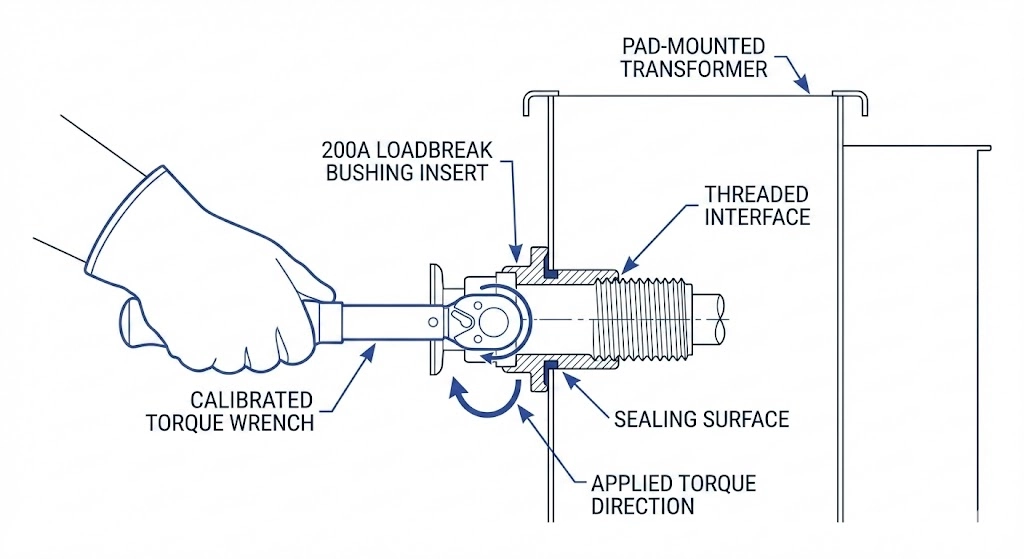
Aplicar el par correcto
La instalación del inserto requiere una herramienta dinamométrica calibrada diseñada específicamente para accesorios de distribución estándar de 200 A. La especificación de par de apriete universalmente aceptada para esta interfaz es de 13,5 a 20,3 Nm (10 a 15 pies-libra). Los técnicos de campo deben enroscar inicialmente a mano el inserto para sentir el encaje suave del espárrago de 3/8″-16 UNC, evitando activamente el enroscado cruzado. Si se siente resistencia antes de que el inserto esté asentado hasta la mitad, retírelo inmediatamente. Si se supera el límite máximo de par de apriete, se desprenderán las roscas de cobre blando, lo que obligará a sustituir por completo el conjunto del pozo y provocará una parada prolongada.
Verificación del sellado del manguito
Una vez apretado, debe verificarse visual y físicamente el asiento físico del manguito moldeado del inserto contra el cuello del pozo. La interfaz está diseñada para crear un ajuste de interferencia. Un inserto correctamente asentado no mostrará ningún espacio visible entre su collar de conexión a tierra y el labio del pozo del casquillo. Si queda un hueco, suele indicar que el espárrago interno ha tocado fondo prematuramente o que hay residuos atrapados en la cámara del pozo. No confíe en el codo de rotura de carga para empujar un inserto obstinadamente desasentado hacia el interior del pozo durante el montaje final.
Tratamiento del aire atrapado (ventilación)
A medida que el inserto se enrosca en el pozo, las estrechas tolerancias del caucho EPDM actúan como un pistón, atrapando el aire ambiente en la base de la cámara. Si este aire no se evacua, la presión neumática resultante empujará físicamente contra las roscas, reduciendo la presión de contacto y creando un vacío dieléctrico capaz de iniciar una descarga parcial. El personal de campo debe aplicar una capa fina y uniforme de grasa dieléctrica de silicona aprobada (normalmente aplicada a ≤ 0,1 mm de espesor) para lubricar la interfaz. Muchos insertos modernos cuentan con un canal de ventilación incorporado, pero los técnicos deben escuchar el “silbido” distintivo del aire que se escapa o utilizar una herramienta de ventilación aprobada a lo largo del límite del collarín para asegurarse de que la presión interna alcanza 1 atm antes de aplicar el par de apriete final.
Fallos comunes de compatibilidad e indicadores de diagnóstico
Cuando un componente desajustado pasa por alto el control de calidad inicial, la red eléctrica revela inevitablemente el defecto estructural una vez energizado. Los diagnósticos de campo dependen de la identificación de estos síntomas físicos y eléctricos antes de que un defecto latente se convierta en un fallo a tierra catastrófico que dañe los componentes circundantes del transformador.
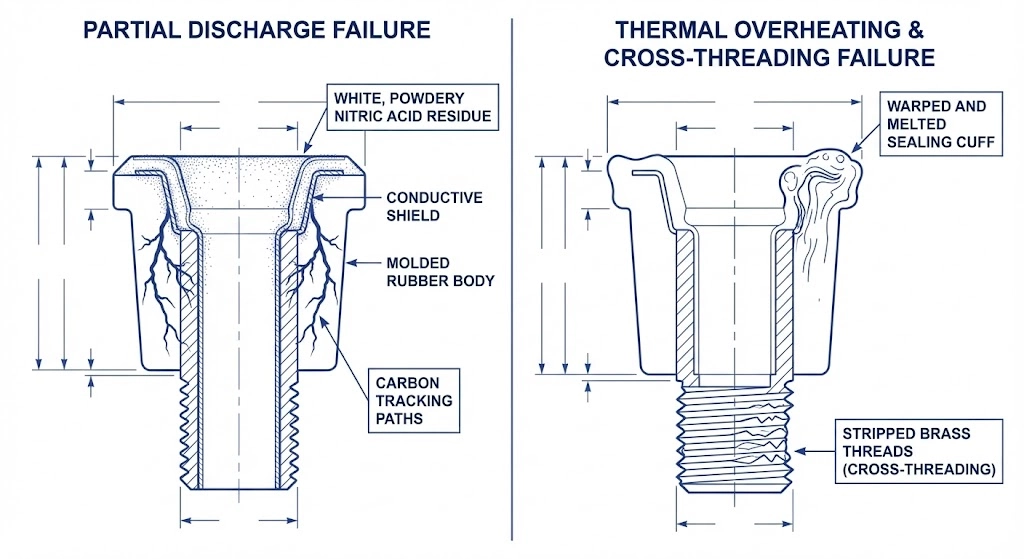
Figura 03: Modos habituales de fallo debidos a un desajuste dimensional o a un asentamiento incorrecto sobre el terreno.
Señales de hilo cruzado
La rosca cruzada es el fallo mecánico más frecuente durante la instalación de un inserto. Si un técnico fuerza un inserto mal alineado, las roscas de cobre más duras del espárrago del pozo cizallarán las roscas de latón de la sonda del inserto. Un indicador de diagnóstico clave durante la extracción es la presencia de finas virutas metálicas en la base del pozo. Desde el punto de vista eléctrico, esta unión mecánica comprometida reduce gravemente la superficie conductora, lo que a menudo empuja la resistencia de contacto localizada mucho más allá del umbral aceptable de ≤ 50 μΩ, lo que inevitablemente conduce al sobrecalentamiento.
Identificación del seguimiento de las descargas parciales (DP)
La descarga parcial prospera en los microscópicos vacíos de aire causados por los desajustes dimensionales entre el pozo y el inserto. A menudo, los ingenieros de campo pueden detectar las primeras fases de la descarga parcial a través del olfato: un olor característico a ozono en el interior del armario del transformador montado en la zapata. Visualmente, la EP se manifiesta como un residuo blanco en polvo (un subproducto de la formación de ácido nítrico) a lo largo de la interfaz de caucho EPDM. Si no se controla, se degrada y se convierte en rastros oscuros y ramificados de carbono en la superficie dieléctrica. Los equipos de diagnóstico por ultrasonidos o UHF pueden registrar niveles de DP de ≥ 50 pC (picoculombios) meses antes de que se produzca una descarga física.
Sobrecalentamiento térmico por mal contacto
Una interfaz suelta o desajustada actúa como un calentador resistivo involuntario. Con una carga continua de 200 A, una junta de alta resistencia puede superar rápidamente el valor nominal de funcionamiento continuo de 90 °C para el aislamiento de EPDM estándar. Los inspectores de campo que utilicen termografía infrarroja (IR) detectarán un ΔT (aumento de temperatura) anormal en la fase afectada en comparación con las conexiones adyacentes correctamente asentadas. En las fases avanzadas del desbordamiento térmico, el manguito de goma externo del inserto aparecerá deformado, descolorido o gravemente agrietado, lo que destruirá permanentemente el sellado ambiental y exigirá la sustitución inmediata de ambos componentes de acoplamiento.
Normalización de la adquisición de accesorios para transformadores
La mayoría de los problemas de compatibilidad sobre el terreno se deben a una estrategia de compras fragmentada. Cuando los equipos de compras adquieren los pozos de los transformadores de un proveedor, los insertos de los disyuntores de carga de otro y los codos de un tercero, obligan a los ingenieros de campo a gestionar tolerancias dimensionales que se solapan y distintas tasas de contracción del EPDM. Aunque estos componentes puedan presumir de ser intercambiables, la realidad de la instalación revela a menudo la existencia de brechas microscópicas que provocan descargas parciales y, en última instancia, averías.
Normalización de su accesorios para cables y transformadores a través de un único fabricante orientado a la ingeniería elimina las conjeturas en el emplazamiento. Al hacer coincidir los materiales dieléctricos, los perfiles de rosca y las profundidades de asiento directamente en la fábrica, se reduce drásticamente el riesgo de roscas cruzadas, fugas térmicas y retrasos en la energización. El personal de campo puede centrarse en el par de apriete y el asiento adecuados en lugar de luchar contra geometrías incompatibles.
ZeeyiElec ofrece paquetes de accesorios de MT y BT totalmente coordinados, que garantizan que las interfaces de su transformador de distribución, desde el casquillo interno hasta la terminación externa del cable, funcionen como un sistema unificado y sin fugas. Póngase en contacto hoy mismo con nuestro equipo de ingenieros para hablar sobre la correspondencia técnica OEM/ODM, solicitar muestras de componentes y obtener accesorios fiables para su próximo proyecto industrial o de servicios públicos.
Preguntas frecuentes
¿Puedo utilizar un inserto de 25 kV en un casquillo de 15 kV?
Sí, a veces es posible el ajuste físico debido a las interfaces compartidas, pero hacerlo altera drásticamente la graduación de la tensión capacitiva y puede desencadenar la rotura prematura del aislamiento durante las sobretensiones de conmutación del sistema. Siempre hay que ajustar con precisión la tensión nominal del inserto a la tensión de funcionamiento del pozo y del sistema.
¿Cuál es el par de apriete estándar requerido para un inserto de casquillo 200A?
El par de apriete estándar es de 13,5 a 20,3 Nm (10 a 15 pies-libra), lo que garantiza una presión de contacto adecuada sin cizallar las roscas internas. Si se sobrepasa este límite, se destruye el espárrago de cobre, mientras que un par de apriete inferior provoca una alta resistencia de contacto y un posible desbordamiento térmico.
¿Son todos los insertos rompecarga de 200A universalmente compatibles?
Aunque las dimensiones de referencia se ajustan a las normas del sector, las microtolerancias en la contracción del EPDM entre marcas implican que la mezcla de fabricantes puede reducir ligeramente la eficacia de la junta de interferencia ambiental a lo largo de una vida útil de 20 años. Combinar fabricantes siempre que sea posible proporciona el mayor grado de fiabilidad.
¿Cómo puedo reparar un espárrago de buje desgastado?
La reparación en campo de un espárrago desprendido es imposible; debe drenar el aceite del transformador por debajo de la interfaz del tanque y reemplazar completamente el conjunto del pozo para restaurar la integridad estructural y eléctrica. Intentar forzar un inserto en roscas comprometidas siempre provocará un fallo de alta resistencia.
¿Por qué es necesaria la grasa de silicona durante la instalación del inserto?
La aplicación de una capa ≤ 0,1 mm de grasa de silicona dieléctrica reduce la fricción del EPDM durante el asentamiento y desplaza activamente el aire atrapado. Esto evita el retroceso neumático contra las roscas y elimina los huecos microscópicos donde suele iniciarse la descarga parcial.
¿Cuál es la vida útil de un inserto de pozo con casquillo de EPDM?
Cuando se instala sin roscas cruzadas y se utiliza dentro de su límite térmico continuo ≤ 90°C, un inserto de EPDM de primera calidad funciona de forma fiable durante 20 a 30 años. Sin embargo, la sobrecarga crónica, la exposición severa a los rayos UV o la contaminación química acelerarán la degradación del polímero y acortarán significativamente este plazo.
yoyo shi
Yoyo Shi escribe para ZeeyiElec, centrándose en accesorios de media tensión, componentes de transformadores y soluciones de accesorios para cables. Sus artículos cubren aplicaciones de productos, fundamentos técnicos y perspectivas de abastecimiento para compradores de la industria eléctrica mundial.