Los accesorios para cables de media tensión -terminaciones y empalmes que abarcan desde 6,6 kV hasta 33 kV- representan puntos de unión críticos en los que la calidad de la instalación determina directamente la fiabilidad del sistema. Los datos de campo muestran sistemáticamente que la selección adecuada de accesorios sólo representa una parte de la ecuación de fiabilidad. La ejecución durante la instalación tiene un peso igual o mayor.
Esta lista de comprobación de control de calidad abarca la verificación previa a la instalación, la preparación del cable, los protocolos de inspección específicos de la tecnología tanto para terminaciones por contracción en frío como para empalmes por termorretracción, y las pruebas eléctricas posteriores a la instalación. Ya se trate de la puesta en servicio de una terminación de 15 kV en una subestación o de la inspección de un empalme subterráneo en un banco de conductos, estos puntos de comprobación ayudan a identificar defectos antes de la puesta en servicio, cuando la corrección sigue siendo práctica y económica.
Por qué el control de calidad de la instalación evita la mayoría de los fallos de los accesorios de MT
La incómoda verdad que se desprende de los registros de mantenimiento de las compañías eléctricas: aproximadamente el 70-80% de los fallos de los accesorios de los cables de MT se deben a defectos de instalación, no a problemas de fabricación. Una terminación de alta calidad mal instalada fallará antes que un producto estándar instalado con meticulosa atención.
El mecanismo de fallo sigue una cadena predecible. La contaminación introducida durante la preparación del cable -partículas de polvo, películas de humedad, aceites de la piel o residuos de semiconductores- crea concentraciones de tensión localizadas en la interfaz de aislamiento. Estos puntos de contaminación se convierten en puntos de inicio de descargas parciales una vez que el accesorio recibe corriente. La actividad de descarga parcial inicial puede medirse por debajo de los umbrales de detección, pero la erosión progresiva continúa durante meses o años hasta que se produce una avería catastrófica.
La mayoría de los fallos se deben a tres parámetros críticos de instalación:
Calidad de la preparación de la interfaz - La contaminación superficial superior a 10 μg/cm² de residuos iónicos crea caminos conductores a lo largo de las interfaces de control de tensión. Incluso las partículas microscópicas invisibles durante la inspección visual generan una distorsión de campo suficiente para iniciar la descarga parcial a la tensión de funcionamiento.
Precisión dimensional - Las longitudes de extracción de las pantallas semiconductoras deben coincidir con las especificaciones del fabricante con un margen de ±2 mm. Un recorte excesivo crea zonas de aislamiento sin apantallar en las que la tensión eléctrica tangencial provoca el rastreo de la superficie. Un recorte insuficiente impide el posicionamiento adecuado del cono de tensión.
Integridad de la compresión - Los accesorios de retracción en frío y termorretracción dependen de la presión radial continua (normalmente 0,2-0,6 MPa) contra los componentes del cable. Esta presión elimina los espacios de aire interfaciales y garantiza el sellado contra la humedad según el grado de protección IP68.
Los argumentos económicos a favor de un riguroso control de calidad son contundentes. Un fallo de terminación relacionado con la contaminación en un alimentador de distribución de 22 kV genera costes de respuesta de emergencia, materiales de sustitución de 3 a 5 veces el coste original de la instalación, penalizaciones por cortes al cliente y evaluación de daños colaterales. Frente a esto, una ejecución adecuada del control de calidad añade entre 20 y 30 minutos por accesorio, lo que supone un extraordinario retorno de la inversión.
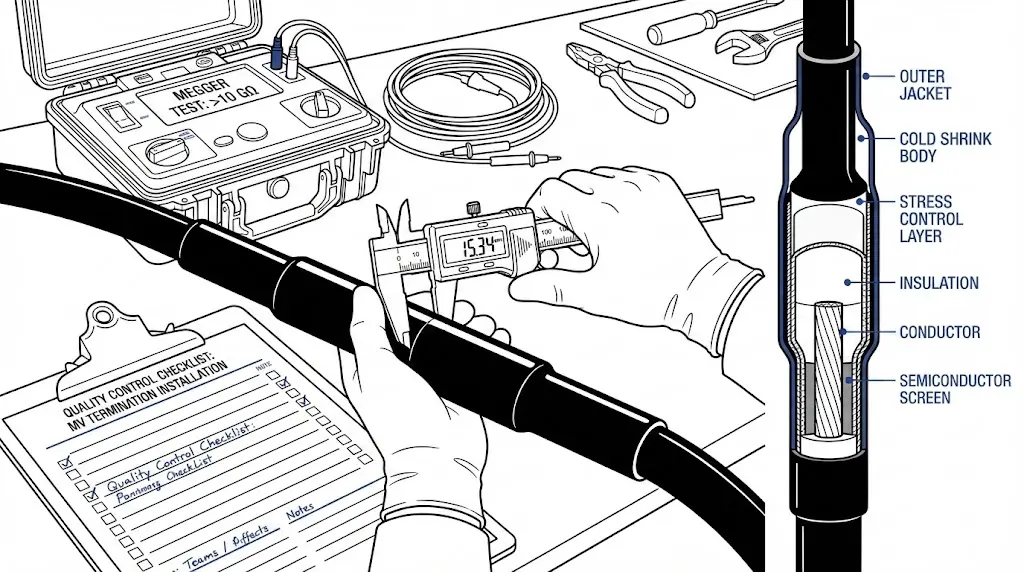
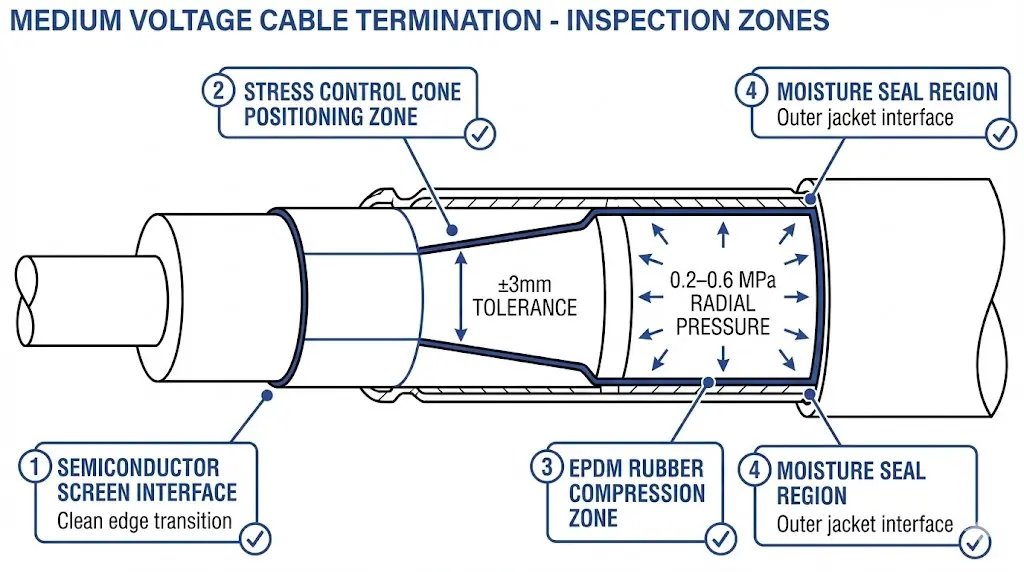
Figura 1. Sección transversal de la terminación de media tensión Sección transversal de la terminación de media tensión en la que se destacan las zonas de inspección críticas para la calidad: interfaz de la pantalla del semiconductor, posicionamiento del cono de tensión (tolerancia de ±3 mm), zona de compresión de EPDM (0,2-0,6 MPa) y región de sellado contra la humedad.
[Visión experta: Patrones de fallos en el campo]
Las instalaciones costeras se enfrentan a la contaminación salina; los emplazamientos industriales al polvo conductor; las cámaras subterráneas acumulan humedad: cada entorno exige un control de la contaminación a medida.
Los fallos suelen manifestarse entre 18 y 36 meses después de la instalación, mucho después de la verificación de la garantía, pero directamente atribuibles a las condiciones de instalación.
Los ciclos térmicos entre 20 °C y 90 °C de temperatura del conductor aceleran la degradación en los defectos de instalación, lo que puede reducir la vida útil de más de 30 años a menos de 5.
Lista de verificación previa a la instalación
El control de calidad comienza antes de que el accesorio para cables salga del almacén. La inspección de recepción del material detecta los defectos cuando la sustitución sigue siendo sencilla.
Inspección del material entrante:
Inspección
Criterios de aceptación
Rechazar Si
Precinto del envase
Intacto, sin indicios de humedad
Rasgado, manchas de humedad visibles
Componentes de silicona/EPDM
Sin deformaciones, cortes ni arrugas
Marcas de compresión permanentes
Tubos termorretráctiles
Diámetro uniforme en toda la superficie
Precontracción parcial evidente
Instrucciones
Presente, clase de tensión correcta
Clasificación incorrecta o inexistente
Caducidad
Dentro de la fecha de caducidad
Adhesivos más de 24 meses
Verificación de la preparación medioambiental:
El entorno de instalación afecta directamente al rendimiento del accesorio. Compruebe que la temperatura ambiente oscila entre 5°C y 35°C; los componentes de goma del EPDM sufren deformaciones permanentes fuera de este intervalo. La humedad debe permanecer por debajo de 75% HR; por encima de este umbral, el riesgo de condensación aumenta considerablemente. La temperatura de la superficie del cable debe superar el punto de rocío en al menos 3°C.
El control de la contaminación es más importante de lo que suelen reconocer los instaladores. Establezca una zona de trabajo limpia. Elimine las partículas metálicas del amolado o la soldadura cercanos. Proteja la zona de trabajo del polvo arrastrado por el viento. En entornos costeros, incluso una breve exposición durante la preparación del cable crea una contaminación salina invisible a los ojos, pero detectable durante las pruebas de DP semanas después.
Puntos de control de calidad de la preparación de cables
La preparación del cable determina 60% el éxito de la instalación. Los errores dimensionales y la contaminación superficial en esta fase se propagan hasta convertirse en defectos permanentes.
Requisitos dimensionales:
Clase de tensión
Recorte de pantalla
Exposición al aislamiento
Tolerancia
6,6kV-11kV
20-25 mm
Según ficha técnica del accesorio
±2 mm
15kV-22kV
25-30 mm
Según ficha técnica del accesorio
±2 mm
33kV
30-40 mm
Según ficha técnica del accesorio
±2 mm
Utilice reglas y calibres de acero: las estimaciones provocan errores. Marque las dimensiones antes de cortar. Compruebe dos veces las medidas antes de proceder al desmontaje de los semiconductores.
Eliminación de capas semiconductoras:
La pantalla semiconductora, cuya resistividad superficial suele ser de 10³-10⁶ Ω/cuadrado, debe retirarse completamente de la zona de exposición del aislamiento, manteniendo al mismo tiempo un contacto íntimo con los elementos de control de tensión en la transición. Este equilibrio requiere una técnica cuidadosa.
Marque la capa semiconductora circunferencialmente en el punto de corte con la herramienta recomendada por el fabricante del cable. Evite hacer cortes de más de 0,1 mm de profundidad en el aislamiento XLPE; los cortes más profundos crean puntos de concentración de tensiones. Elimine completamente el material semiconductor; los residuos crean caminos conductores a lo largo de la interfaz de control de tensión.
Preparación de la superficie de aislamiento:
Limpie la superficie expuesta del XLPE con un paño sin pelusa y un disolvente aprobado por el fabricante. Realice la prueba del paño blanco: limpie la superficie con un paño blanco limpio e inspeccione en busca de decoloración. Cualquier contaminación visible requiere una limpieza adicional.
El tiempo importa. El tiempo máximo de exposición entre la limpieza y la instalación del accesorio no debe exceder de 30 minutos en condiciones normales, menos en ambientes polvorientos o húmedos.
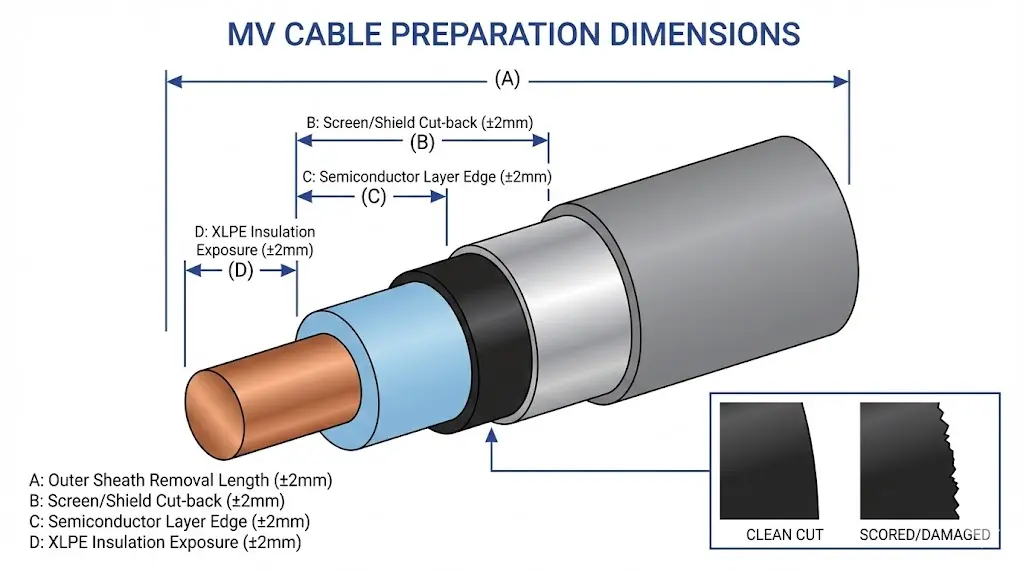
Figura 2. Requisitos dimensionales de la preparación del cable para la instalación de accesorios de MT que muestran las medidas críticas de A a D con tolerancias de ±2 mm en las zonas de corte de la pantalla semiconductora y de exposición del aislamiento.
Protocolo de inspección de instalaciones de contracción en frío
La tecnología de contracción en frío se basa en tubos de caucho EPDM o silicona preexpandidos que se contraen sobre el cable cuando se retira el núcleo de soporte. El éxito de la instalación depende del tamaño, la posición y la técnica de extracción del núcleo adecuados.
Verificación de componentes previa a la instalación:
Confirmar que el diámetro interior del tubo coincide con el diámetro exterior del cable dentro del rango especificado, lo que normalmente permite un estiramiento de 15-25%. Verificar que los elementos de control de tensión estén correctamente orientados. Compruebe que las tiras de masilla selladora estén presentes y sean flexibles.
Puntos de control de la secuencia de instalación:
Paso
Control de calidad
Criterios de aprobación
1
Posicionamiento del cono de tensión
Centrado en el borde del semiconductor ±3 mm
2
Alineación de tubos
Concéntrico con el eje del cable
3
Inicio de la extracción del núcleo
Comienza el desenrollado suave y continuo
4
Finalización de la extracción del núcleo
Extracción completa sin distorsión del tubo
5
Inspección de interfaces
Sin entrehierros, arrugas ni rebordes visibles
Evaluación de la técnica de extracción de testigos:
Extraiga el núcleo de soporte mediante una rotación constante y continua. La extracción brusca o interrumpida provoca la distorsión del tubo y la posible formación de vacíos de aire. El tubo debe desplomarse suavemente sobre la superficie del cable.
Prueba táctil posterior a la instalación:
Pase un dedo enguantado por la superficie del tubo termorretráctil. Cualquier discontinuidad, cresta o punto blando indica un posible vacío en la interfaz que requiere una investigación antes de la energización. El caucho EPDM requiere una compresión radial mínima de 0,3 MPa para lograr el sellado contra la humedad nominal; una compresión insuficiente permite la entrada de humedad que degrada la resistencia del aislamiento en 18-24 meses.
ZeeyiElec's accesorios para cables termorretráctiles incluyen guías de instalación con puntos de control de calidad específicos para cada clase de tensión y gama de diámetros de cable.
Protocolo de inspección de la instalación termorretráctil
Los accesorios termorretráctiles dependen de una activación térmica controlada para lograr una recuperación y una formación del sello adhesivo adecuadas. La gestión de la temperatura determina el éxito.
Verificación del equipo de calefacción:
Confirme que el tipo de soplete coincide con los requisitos del fabricante: las pistolas de propano, butano o aire caliente producen perfiles térmicos diferentes. Verifique que el suministro de combustible sea el adecuado para completar la instalación. Se debe disponer de indicadores de temperatura (termómetro infrarrojo o crayones térmicos).
Parámetros de control de la temperatura:
Tipo de material
Temperatura mínima de retracción
Alcance óptimo
Temperatura máxima de seguridad
Poliolefina reticulada
90°C
110-120°C
150°C
Tubos con revestimiento adhesivo
100°C
120-130°C
160°C
Aplique calor siguiendo el patrón especificado por el fabricante, normalmente centrado para terminaciones y de extremo a extremo para uniones. Mantenga una distancia constante de la antorcha. Preste atención a estos indicadores:
Señales de recalentamiento: Recuperación incompleta, el tubo no se ajusta bien al contorno del cable, el adhesivo queda sin comprimir en los extremos del tubo.
Señales de sobrecalentamiento: Decoloración, burbujas en la superficie, material que se vuelve quebradizo, carbonización del adhesivo.
Recuperación de la retracción y verificación del sellado:
El tubo completo debe quedar bien ajustado, sin huecos ni puentes visibles. La ausencia de este cordón indica un posible calentamiento incompleto a pesar del aspecto visual aceptable del cuerpo del tubo.
Productos termorretráctiles de ZeeyiElec's accesorios para cables termorretráctiles incluyen etiquetas indicadoras de temperatura para su verificación sobre el terreno.
[Perspectiva del experto: Observaciones sobre el terreno de la termorretracción]
La temperatura ambiente inferior a 10°C aumenta significativamente el tiempo de calentamiento necesario: precaliente la superficie del cable antes de aplicar los tubos termorretráctiles en condiciones de frío.
El viento genera un calentamiento desigual; proteja la zona de trabajo o ajuste la técnica para compensar
Los patrones de flujo adhesivo indican la calidad del calentamiento mejor que el aspecto superficial por sí solo
Requisitos de las pruebas eléctricas posteriores a la instalación
Las pruebas eléctricas proporcionan una verificación objetiva de que la calidad de la instalación cumple los requisitos operativos. Estas pruebas detectan defectos invisibles a la inspección visual.
Protocolo de pruebas de resistencia del aislamiento:
Aplique la tensión de prueba de CC adecuada a la clase de tensión del sistema. Registrar las lecturas a 1 minuto para la evaluación de la aceptación; ampliar a 10 minutos para el cálculo del índice de polarización si se evalúan cables envejecidos.
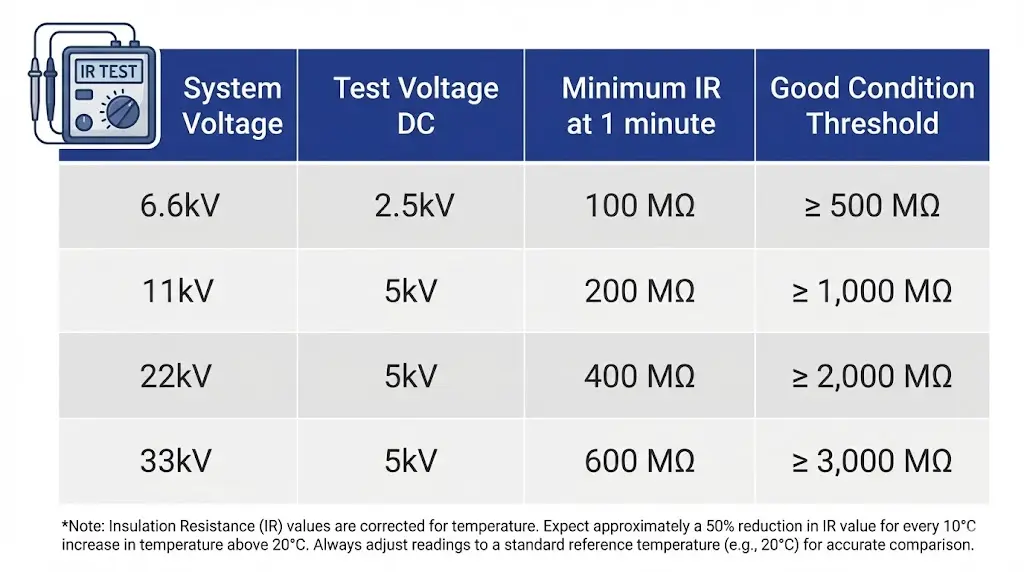
Figura 3. Parámetros de ensayo de la resistencia de aislamiento por clase de tensión del sistema que muestran la selección de la tensión de ensayo de CC y los valores IR mínimos aceptables en la lectura de 1 minuto con notas de corrección de la temperatura.
Tensión del sistema
Tensión de prueba (CC)
IR mínimo (1 min)
Buen estado
6,6 kV
2,500 V
100 MΩ
>1.000 MΩ
11kV
5,000 V
200 MΩ
>2.000 MΩ
22kV
5,000 V
400 MΩ
>5.000 MΩ
33kV
5,000 V
500 MΩ
>5.000 MΩ
La temperatura afecta significativamente a las lecturas. Aplique factores de corrección: aproximadamente 50% de reducción en IR por cada 10°C de aumento por encima de la línea de base de referencia de 20°C.
Medición de la descarga parcial:
Los detectores de descargas parciales portátiles con una sensibilidad inferior a 5 pC pueden identificar defectos de instalación antes de la energización. Según la norma IEEE 48-2020, las terminaciones instaladas sobre el terreno deben demostrar niveles de descargas parciales inferiores a 5 pC a 1,5 × U₀. Las lecturas superiores a 10 pC justifican una investigación y una posible reinstalación.
Consideraciones sobre la resistencia a la alta tensión:
Las pruebas de resistencia de CC en cables XLPE siguen siendo controvertidas, ya que las cargas atrapadas pueden crear puntos de tensión que favorezcan futuros fallos. Muchas empresas de servicios públicos prefieren ahora las pruebas de CA VLF (muy baja frecuencia) a 0,01-0,1 Hz para la puesta en servicio sobre el terreno según la guía IEEE 400-2012. Las tensiones de prueba suelen alcanzar 3 × U₀ durante 15-30 minutos.
Defectos comunes de instalación y prevención
La experiencia sobre el terreno en diversos entornos de instalación revela patrones de defectos constantes. Entender las causas permite prevenirlas.
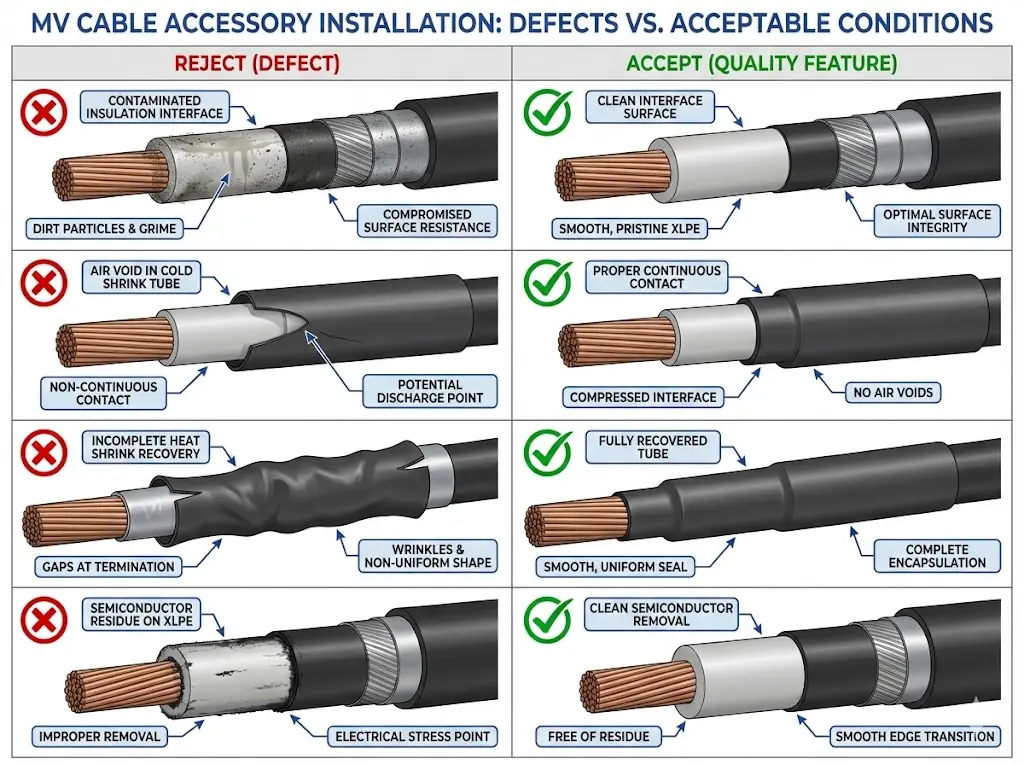
Figura 4. Guía de identificación de defectos de instalación Guía de identificación de defectos de instalación en la que se comparan las condiciones de rechazo (contaminación, vacíos de aire, contracción incompleta, residuos de semiconductores) con la calidad de instalación aceptable para accesorios de cables de MT.
Tipo de defecto
Causa raíz
Prevención
Método de detección
Contaminación de la interfaz
Limpieza inadecuada, exposición al polvo
Disciplina de zona limpia, reunión inmediata
Prueba de EP, visual si es grave
Residuos de semiconductores
Extracción incompleta, técnica incorrecta
Herramientas adecuadas, inspección previa al montaje
Anomalía visual, IR
Vacíos de aire (retracción en frío)
Tubo subdimensionado, extracción del núcleo a tirones
Dimensionamiento correcto, extracción constante
Prueba PD, inspección táctil
Retracción incompleta (termorretracción)
Calentamiento insuficiente, patrón incorrecto
Control de la temperatura, técnica correcta
Comprobación visual y dimensional
Daños en el aislamiento
Marcaje demasiado profundo, daños por manipulación
Herramientas adecuadas, soporte de cables
Anomalía visual, prueba IR
Dimensiones incorrectas
Error de medición, hoja de datos incorrecta
Comprobación doble, uso de guías de corte
Verificación previa al montaje
La documentación de todas las inspecciones crea una trazabilidad para el cumplimiento de la garantía y proporciona datos de referencia para futuras evaluaciones de mantenimiento.
Garantice la fiabilidad a largo plazo con accesorios de MT de calidad
El control de calidad de la instalación transforma los accesorios de los cables de posibles puntos de fallo en componentes fiables del sistema. El enfoque de lista de comprobación -verificación sistemática en cada fase crítica- reduce los fallos de puesta en servicio en aproximadamente 35% en comparación con los métodos de inspección informales.
Los accesorios de calidad contribuyen al éxito de la instalación. Los productos diseñados con tolerancias dimensionales adecuadas, guías de posicionamiento claramente marcadas y una completa documentación de instalación reducen los errores de mano de obra.
ZeeyiElec's accesorios para cables incluye guías de instalación detalladas, documentación de puntos de control de calidad y asistencia técnica para instalaciones complejas en aplicaciones de 6,6 kV a 33 kV.
Descargar la lista completa de control de calidad de 45 puntos para su uso sobre el terreno, o póngase en contacto con nuestro equipo técnico para obtener orientación sobre la instalación en aplicaciones específicas.
Preguntas frecuentes
P: ¿Cuál es la causa más común de avería de los accesorios para cables de MT tras su instalación?
R: La contaminación de la interfaz durante la preparación del cable es la causa de la mayor parte de los fallos: partículas de tan solo 50 μm crean puntos de inicio de descargas parciales que erosionan progresivamente el aislamiento a lo largo de 18-36 meses hasta que se produce la rotura completa.
P: ¿Cuándo deben realizarse las pruebas eléctricas?
R: Las pruebas de resistencia de aislamiento y de descarga parcial deben realizarse inmediatamente después de finalizar la instalación y antes de rellenar o cerrar el recinto, y se recomienda realizar pruebas de seguimiento en los 30 días siguientes a la puesta en tensión inicial para establecer los valores de referencia.
P: ¿Qué intervalo de temperatura ambiente es aceptable para instalar accesorios retráctiles en frío?
R: La mayoría de los fabricantes especifican de 5°C a 35°C para la instalación por contracción en frío; por debajo de este rango, el caucho EPDM se endurece y puede que no consiga una compresión adecuada, mientras que por encima de 35°C el tubo preestirado puede empezar a relajarse antes de que se complete la colocación.
P: ¿Cómo puedo verificar el calentamiento adecuado durante la instalación del termorretráctil sin un termómetro de infrarrojos?
R: Los crayones o etiquetas indicadores de temperatura aplicados a la superficie del tubo proporcionan una indicación fiable: la marca del crayón cambia de color o la etiqueta se transforma cuando se alcanza la temperatura objetivo, lo que confirma la correcta activación del adhesivo.
P: ¿Qué valor del índice de polarización indica contaminación por humedad en un accesorio recién instalado?
R: Los valores del índice de polarización inferiores a 1,5 (calculados como la lectura IR de 10 minutos dividida por la lectura de 1 minuto) sugieren la presencia de humedad o un aislamiento gravemente degradado; los accesorios recién instalados en buen estado suelen mostrar valores de PI entre 2,0 y 4,0.
P: ¿Deben realizarse pruebas de descarga parcial en todas las instalaciones de accesorios de MT?
R: Aunque las pruebas de descargas parciales proporcionan la verificación de calidad más definitiva, requieren equipos especializados que no siempre están disponibles sobre el terreno; como mínimo, realice pruebas de descargas parciales en los circuitos críticos, en el trabajo de los instaladores noveles y en cualquier instalación en la que la inspección visual revele posibles problemas.
P: ¿Cuánto tiempo deben estar expuestas las superficies de los cables entre la limpieza y la instalación de accesorios?
R: El tiempo máximo de exposición no debe superar los 30 minutos en condiciones normales; en entornos polvorientos, húmedos o contaminados, redúzcalo a 15 minutos o menos, y vuelva a limpiar si se producen retrasos.
yoyo shi
Yoyo Shi escribe para ZeeyiElec, centrándose en accesorios de media tensión, componentes de transformadores y soluciones de accesorios para cables. Sus artículos cubren aplicaciones de productos, fundamentos técnicos y perspectivas de abastecimiento para compradores de la industria eléctrica mundial.