Zubehör für Mittelspannungskabel - Abschlüsse und Verbindungen von 6,6 kV bis 33 kV - stellen kritische Verbindungspunkte dar, an denen die Qualität der Installation direkt die Zuverlässigkeit des Systems bestimmt. Daten aus der Praxis zeigen immer wieder, dass die richtige Auswahl des Zubehörs nur einen Teil der Zuverlässigkeitsgleichung ausmacht. Die Ausführung während der Installation hat ein gleiches oder größeres Gewicht.
Diese Checkliste für die Qualitätskontrolle umfasst die Überprüfung vor der Installation, die Kabelvorbereitung, technologiespezifische Inspektionsprotokolle für Kaltschrumpfmuffen und Schrumpfmuffen sowie die elektrische Prüfung nach der Installation. Ob bei der Inbetriebnahme eines 15-kV-Abschlusses in einer Schaltanlage oder bei der Inspektion eines unterirdischen Spleißes in einem Kabelkanal, diese Checkpunkte helfen dabei, Mängel vor der Inbetriebnahme zu erkennen - wenn eine Korrektur noch praktikabel und wirtschaftlich ist.
Warum Qualitätskontrolle bei der Installation die meisten Ausfälle von MV-Zubehör verhindert
Die unbequeme Wahrheit aus den Wartungsaufzeichnungen der Versorgungsunternehmen: Etwa 70-80% der Ausfälle von MV-Kabelzubehör sind auf Installationsfehler und nicht auf Herstellungsprobleme zurückzuführen. Ein hochwertiges Endgerät, das unsachgemäß installiert wird, fällt schneller aus als ein Standardprodukt, das sorgfältig installiert wurde.
Der Ausfallmechanismus folgt einer vorhersehbaren Kette. Verunreinigungen, die bei der Kabelvorbereitung eingebracht werden - Staubpartikel, Feuchtigkeitsfilme, Hautöle oder Halbleiterrückstände - führen zu lokalen Spannungskonzentrationen an der Isolationsgrenzfläche. Diese Verschmutzungsstellen werden zu Teilentladungseintrittspunkten, sobald das Zubehör unter Spannung steht. Die anfängliche Teilentladungsaktivität kann unterhalb der Nachweisgrenzen liegen, aber die fortschreitende Erosion setzt sich über Monate oder Jahre fort, bis es zu einem katastrophalen Ausfall kommt.
Drei kritische Installationsparameter sind für die meisten Ausfälle verantwortlich:
Qualität der Schnittstellenvorbereitung - Oberflächenverunreinigungen von mehr als 10 μg/cm² an ionischen Rückständen schaffen leitende Pfade entlang der Spannungssteuerungsschnittstellen. Selbst mikroskopisch kleine Partikel, die bei einer Sichtprüfung nicht sichtbar sind, erzeugen eine ausreichende Feldverzerrung, um eine TE bei Betriebsspannung auszulösen.
Maßgenauigkeit - Die Entnahmelängen von Halbleiterschirmen müssen mit einer Genauigkeit von ±2 mm den Herstellerangaben entsprechen. Eine zu starke Rückschneidung führt zu nicht abgeschirmten Isolationszonen, in denen tangentiale elektrische Spannungen eine Oberflächenverfolgung verursachen. Ein unzureichender Rückschnitt verhindert die richtige Positionierung des Spannungskonus.
Integrität der Kompression - Kaltschrumpf- und Wärmeschrumpf-Zubehör hängt von einem kontinuierlichen radialen Druck (typischerweise 0,2-0,6 MPa) gegen die Kabelkomponenten ab. Dieser Druck eliminiert Luftspalten an den Zwischenräumen und gewährleistet eine Feuchtigkeitsabdichtung gemäß IP68.
Die wirtschaftlichen Gründe für eine rigorose Qualitätskontrolle sind eindeutig. Ein verunreinigungsbedingter Anschlussfehler an einer 22-kV-Verteilungsleitung verursacht Kosten für Notfalleinsätze, Ersatzmaterialien zum 3-5-fachen der ursprünglichen Installationskosten, Strafzahlungen für Kundenausfälle und eine Bewertung der Kollateralschäden. Im Gegensatz dazu bringt eine ordnungsgemäße Qualitätskontrolle einen Zeitgewinn von vielleicht 20-30 Minuten pro Zubehörteil - eine außerordentliche Investitionsrendite.
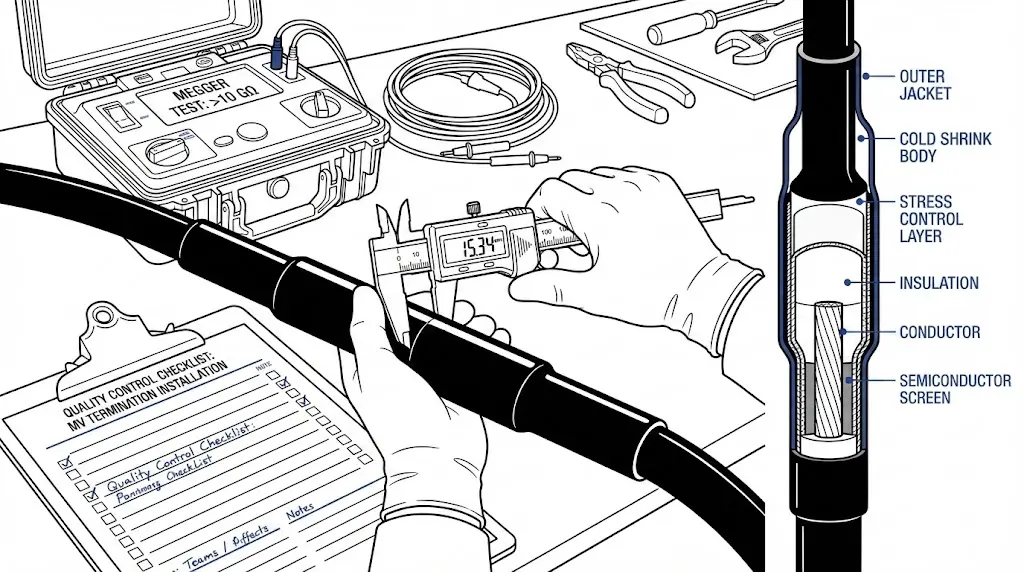
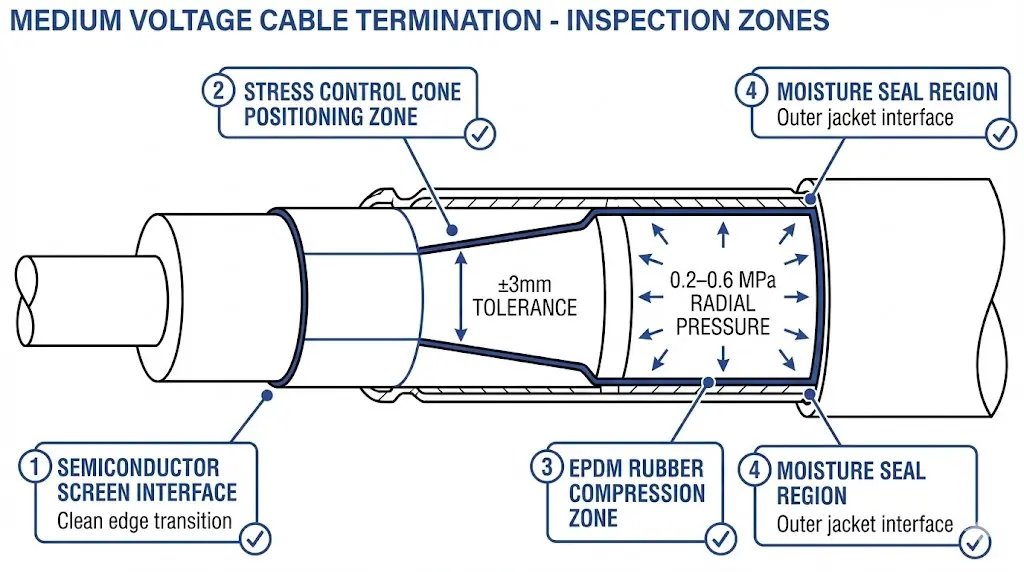
Abbildung 1. Querschnitt eines Mittelspannungsanschlusses mit Hervorhebung der qualitätskritischen Prüfzonen: Halbleiterschirmschnittstelle, Spannungskonuspositionierung (±3 mm Toleranz), EPDM-Kompressionszone (0,2-0,6 MPa) und Feuchtigkeitsdichtungsbereich.
[Experteneinblick: Feldversagensmuster]
Anlagen an der Küste sind mit Salzverunreinigungen konfrontiert; Industriestandorte haben mit leitfähigem Staub zu kämpfen; in unterirdischen Gewölben sammelt sich Feuchtigkeit an - jede Umgebung erfordert eine maßgeschneiderte Kontaminationskontrolle
Ausfälle treten in der Regel 18-36 Monate nach der Installation auf, also lange nach der Überprüfung der Garantie, aber direkt rückführbar auf die Installationsbedingungen
Thermische Wechselbelastung zwischen 20°C und 90°C Leitertemperatur beschleunigt die Degradation an defekten Stellen der Anlage, was die Lebensdauer von 30+ Jahren auf unter 5 Jahre reduzieren kann
Checkliste für die Überprüfung vor der Installation
Die Qualitätskontrolle beginnt, bevor das Kabelzubehör das Lager verlässt. Die Wareneingangsprüfung fängt Mängel auf, wenn der Austausch einfach bleibt.
Inspektion des eingehenden Materials:
Gegenstand der Inspektion
Kriterien für die Akzeptanz
Ablehnen Wenn
Siegel der Verpackung
Intakt, keine Feuchtigkeitsspuren
Gerissen, nasse Flecken sichtbar
Silikon-/EPDM-Komponenten
Keine Verformungen, Schnitte oder Falten
Dauerhafte Druckspuren
Schrumpfschläuche
Durchgängig gleichmäßiger Durchmesser
Teilweise Vorschrumpfung erkennbar
Anweisungen
Vorhanden, richtige Spannungsklasse
Fehlende oder falsche Bewertung
Haltbarkeitsdauer
Innerhalb des Verfallsdatums
Klebstoffe über 24 Monate hinaus
Überprüfung der Umweltverträglichkeit:
Die Installationsumgebung wirkt sich direkt auf die Leistung des Zubehörs aus. Achten Sie darauf, dass die Umgebungstemperatur zwischen 5°C und 35°C liegt - außerhalb dieses Bereichs werden die Gummikomponenten von EPDM dauerhaft verformt. Die Luftfeuchtigkeit sollte unter 75% RH liegen; oberhalb dieses Wertes steigt das Kondensationsrisiko erheblich. Die Temperatur der Kabeloberfläche muss mindestens 3°C über dem Taupunkt liegen.
Die Kontrolle von Verunreinigungen ist wichtiger, als den Installateuren normalerweise bewusst ist. Schaffen Sie einen sauberen Arbeitsbereich. Entfernen Sie metallische Partikel vom Schleifen oder Schweißen in der Nähe. Schirmen Sie den Arbeitsbereich gegen vom Wind verwehten Staub ab. In küstennahen Umgebungen führt selbst eine kurze Exposition während der Kabelvorbereitung zu einer für das Auge unsichtbaren Salzverschmutzung, die jedoch Wochen später bei PD-Tests nachgewiesen werden kann.
Qualitätskontrollpunkte der Kabelvorbereitung
Die Kabelvorbereitung entscheidet über den Erfolg der 60%-Installation. Maßfehler und Oberflächenverunreinigungen in dieser Phase führen zu dauerhaften Mängeln.
Maßliche Anforderungen:
Spannungsklasse
Bildschirmausschnitt
Isolierung Exposition
Toleranz
6,6kV-11kV
20-25 mm
Per Zubehör-Datenblatt
±2 mm
15kV-22kV
25-30 mm
Per Zubehör-Datenblatt
±2 mm
33kV
30-40 mm
Per Zubehör-Datenblatt
±2 mm
Verwenden Sie Stahllineale und Messschieber - Schätzungen verursachen Fehler. Markieren Sie die Abmessungen vor dem Schneiden. Überprüfen Sie die Messungen doppelt, bevor Sie mit dem Entfernen der Halbleiter fortfahren.
Entfernung von Halbleiterschichten:
Der Halbleiterschirm mit einem Oberflächenwiderstand von typischerweise 10³-10⁶ Ω/Quadrat muss vollständig aus der Isolationsfreilegungszone entfernt werden, wobei ein enger Kontakt mit den Spannungssteuerungselementen am Übergang aufrechtzuerhalten ist. Dieses Gleichgewicht erfordert eine sorgfältige Technik.
Ritzen Sie die Halbleiterschicht an der Rückschnittstelle mit dem vom Kabelhersteller empfohlenen Werkzeug in Umfangsrichtung ein. Vermeiden Sie es, tiefer als 0,1 mm in die XLPE-Isolierung einzuschneiden - tiefere Schnitte erzeugen Spannungskonzentrationspunkte. Entfernen Sie das Halbleitermaterial vollständig; Rückstände bilden leitende Pfade entlang der Belastungsschnittstelle.
Vorbereitung der Isolationsoberfläche:
Reinigen Sie die freiliegende XLPE-Oberfläche mit einem fusselfreien Tuch und einem vom Hersteller zugelassenen Lösungsmittel. Führen Sie den Test mit dem weißen Tuch durch: Wischen Sie die Oberfläche mit einem sauberen weißen Tuch ab und untersuchen Sie sie auf Verfärbungen. Jede sichtbare Verunreinigung erfordert eine zusätzliche Reinigung.
Zeit ist wichtig. Das maximale Zeitfenster zwischen der Reinigung und der Installation des Zubehörs sollte unter normalen Bedingungen 30 Minuten nicht überschreiten, in staubigen oder feuchten Umgebungen weniger.
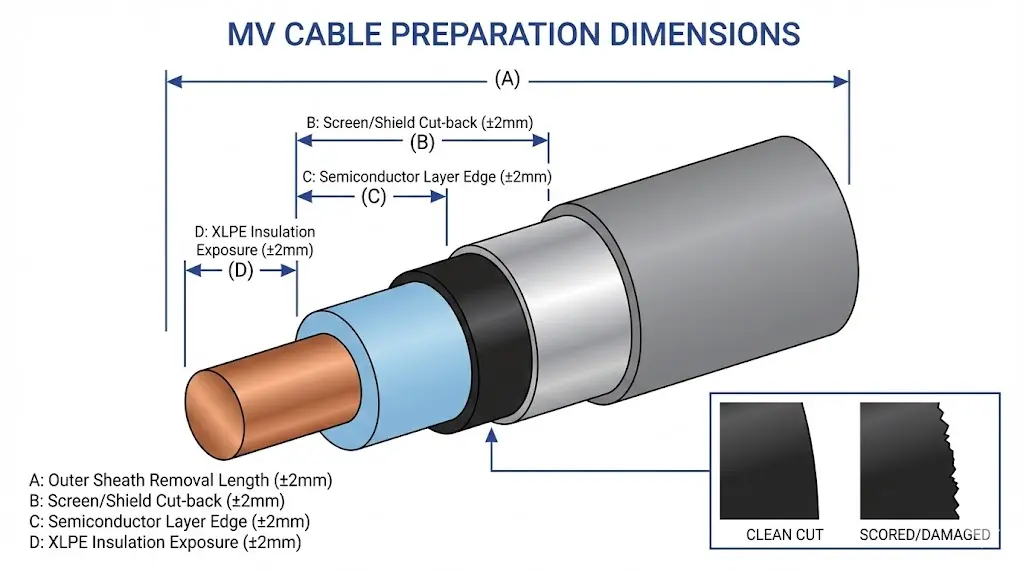
Abbildung 2. Anforderungen an die Abmessungen der Kabelvorbereitung für die Installation von MS-Zubehör mit den kritischen Abmessungen A bis D mit Toleranzen von ±2 mm in den Bereichen, in denen die Halbleiterabschirmung abgeschnitten und die Isolierung freigelegt wird.
Inspektionsprotokoll für Kaltschrumpf-Installationen
Die Kaltschrumpftechnik beruht auf vorgedehnten EPDM- oder Silikongummischläuchen, die sich auf das Kabel zusammenziehen, wenn der Stützkern entfernt wird. Der Erfolg der Installation hängt von der richtigen Dimensionierung, Positionierung und der Technik zum Entfernen des Kerns ab.
Überprüfung der Komponenten vor der Installation:
Vergewissern Sie sich, dass der Innendurchmesser des Rohrs mit dem Außendurchmesser des Kabels innerhalb des angegebenen Bereichs übereinstimmt - in der Regel ist eine Dehnung von 15-25% möglich. Überprüfen Sie, ob die Spannungssteuerungselemente richtig ausgerichtet sind. Prüfen Sie, ob die Dichtungsstreifen vorhanden und biegsam sind.
Kontrollpunkte der Installationsreihenfolge:
Schritt
QC-Kontrollpunkt
Kriterien für das Bestehen
1
Positionierung des Spannungskegels
Zentriert auf die Halbleiterkante ±3 mm
2
Ausrichtung der Rohre
Konzentrisch mit der Kabelachse
3
Einleitung der Entkernung
Sanftes, kontinuierliches Abwickeln beginnt
4
Abschluss der Entkernung
Volle Extraktion ohne Rohrverformung
5
Inspektion der Schnittstelle
Keine sichtbaren Luftspalten, Falten oder Grate
Bewertung der Entkernungstechniken:
Entfernen Sie den Stützkern mit einer gleichmäßigen, kontinuierlichen Drehbewegung. Ruckartiges oder unterbrochenes Herausziehen führt zu einer Verformung des Rohrs und möglicherweise zur Bildung von Luftlöchern. Das Rohr sollte gleichmäßig auf die Kabeloberfläche fallen.
Taktiler Test nach der Installation:
Fahren Sie mit einem behandschuhten Finger über die Oberfläche des Schrumpfschlauchs. Jede Diskontinuität, jeder Grat oder jede weiche Stelle deutet auf eine potenzielle Lücke in der Schnittstelle hin, die vor dem Einschalten untersucht werden muss. EPDM-Gummi erfordert eine radiale Mindestkompression von 0,3 MPa, um eine Nennfeuchtigkeitsabdichtung zu erreichen - eine unzureichende Kompression ermöglicht das Eindringen von Feuchtigkeit, die die Isolationsbeständigkeit innerhalb von 18-24 Monaten beeinträchtigt.
ZeeyiElec's Zubehör für Kaltschrumpfkabel umfassen Installationsleitfäden mit Qualitätskontrollpunkten, die für jede Spannungsklasse und jeden Kabeldurchmesserbereich gelten.
Protokoll zur Inspektion der Schrumpfschlauchinstallation
Schrumpfzubehör ist auf eine kontrollierte thermische Aktivierung angewiesen, um eine ordnungsgemäße Rückstellung und Klebeversiegelung zu erreichen. Das Temperaturmanagement bestimmt den Erfolg.
Überprüfung der Heizungsanlage:
Vergewissern Sie sich, dass der Brennertyp den Anforderungen des Herstellers entspricht - Propan, Butan oder Heißluftpistolen erzeugen unterschiedliche Wärmeprofile. Vergewissern Sie sich, dass die Brennstoffzufuhr für eine vollständige Installation ausreichend ist. Temperaturanzeigen (Infrarotthermometer oder Wärmestifte) sollten vorhanden sein.
Parameter der Temperaturregelung:
Material Typ
Minimale Schrumpftemperatur
Optimale Reichweite
Maximal sichere Temperatur
Vernetztes Polyolefin
90°C
110-120°C
150°C
Klebebeschichtete Rohre
100°C
120-130°C
160°C
Bringen Sie die Wärme nach dem vom Hersteller angegebenen Muster auf - in der Regel mittig für Abschlüsse und durchgehend für Verbindungen. Halten Sie einen gleichmäßigen Brennerabstand ein. Achten Sie auf diese Anzeichen:
Anzeichen für Unterhitzung: Unvollständige Rückstellung, der Schlauch passt sich nicht eng an die Konturen des Kabels an, der Klebstoff bleibt an den Schlauchenden unverpresst.
Anzeichen von Überhitzung: Verfärbung, Blasenbildung auf der Oberfläche, Versprödung des Materials, Verkohlung des Klebstoffs.
Schrumpfungsrückgewinnung und Siegelüberprüfung:
Die fertige Tube sollte eng anliegen, ohne sichtbare Lücken oder Überbrückungen. Sichtbares Herausdrücken des Klebstoffs an den Tubenenden bestätigt die ordnungsgemäße Versiegelung - das Fehlen dieses Wulstes deutet auf eine möglicherweise unvollständige Erwärmung hin, obwohl der Tubenkörper optisch akzeptabel aussieht.
Schrumpfprodukte von ZeeyiElec's Schrumpfschlauch-Zubehör sind für die Überprüfung vor Ort mit Temperaturanzeigen versehen.
[Experteneinblick: Beobachtungen im Bereich Wärmeschrumpfung]
Bei Umgebungstemperaturen unter 10 °C erhöht sich die erforderliche Heizzeit erheblich - erwärmen Sie die Kabeloberfläche vor dem Anbringen von Schrumpfschläuchen unter kalten Bedingungen.
Wind erzeugt ungleichmäßige Erwärmung; schirmen Sie den Arbeitsbereich ab oder passen Sie die Technik an, um dies auszugleichen.
Das Fließverhalten des Klebstoffs zeigt die Qualität der Heizung besser an als das Aussehen der Oberfläche allein
Anforderungen für elektrische Prüfungen nach der Installation
Die elektrische Prüfung liefert einen objektiven Nachweis, dass die Qualität der Installation den betrieblichen Anforderungen entspricht. Durch diese Prüfungen werden Mängel aufgedeckt, die bei einer Sichtprüfung nicht sichtbar sind.
Protokoll zur Prüfung des Isolationswiderstandes:
Legen Sie eine der Systemspannungsklasse entsprechende Prüfgleichspannung an. Für die Abnahmeprüfung die Messwerte nach 1 Minute aufzeichnen; für die Berechnung des Polarisationsindexes auf 10 Minuten verlängern, wenn ältere Kabel geprüft werden.
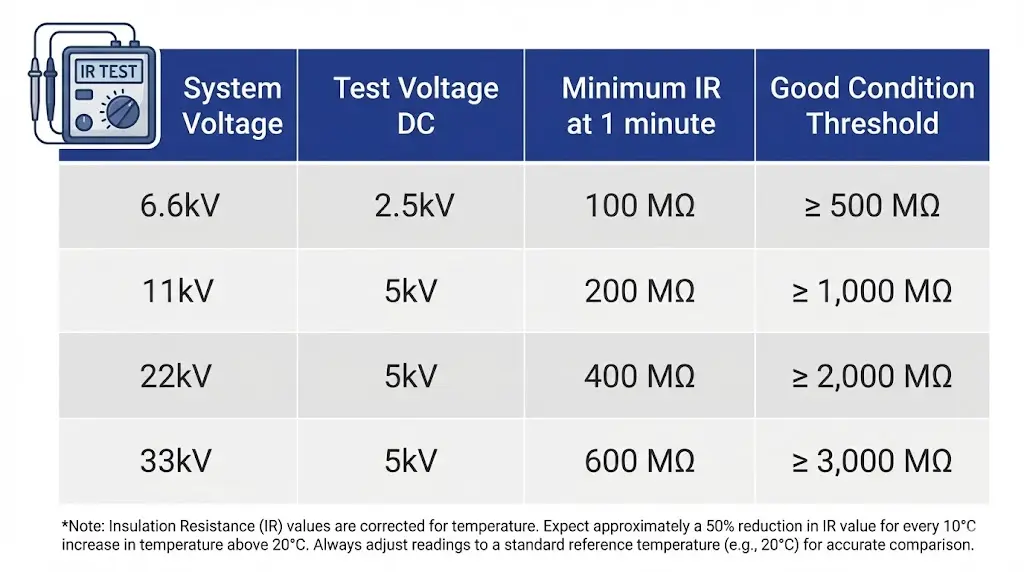
Abbildung 3. Parameter für die Isolationswiderstandsprüfung nach Systemspannungsklasse mit Auswahl der Prüfgleichspannung und akzeptablen Mindest-IR-Werten bei 1-Minuten-Ablesung mit Temperaturkorrekturvermerken.
System Spannung
Prüfspannung (DC)
Mindest-IR (1 Minute)
Guter Zustand
6,6 kV
2,500 V
100 MΩ
>1.000 MΩ
11kV
5,000 V
200 MΩ
>2.000 MΩ
22kV
5,000 V
400 MΩ
>5.000 MΩ
33kV
5,000 V
500 MΩ
>5.000 MΩ
Die Temperatur beeinflusst die Messwerte erheblich. Wenden Sie Korrekturfaktoren an: ca. 50% Verringerung des IR-Wertes pro 10°C Anstieg über die 20°C Referenzbasis.
Teilentladungsmessung:
Vor Ort tragbare TE-Detektoren mit einer Empfindlichkeit unter 5 pC können Installationsfehler vor der Einschaltung erkennen. Gemäß IEEE 48-2020 sollten vor Ort installierte Abschlüsse TE-Werte unter 5 pC bei 1,5 × U₀ aufweisen. Bei Messwerten von mehr als 10 pC ist eine Untersuchung und möglicherweise eine Neuinstallation erforderlich.
Überlegungen zur Hochspannungsfestigkeit:
Die Prüfung der Gleichstromfestigkeit von XLPE-Kabeln ist nach wie vor umstritten - eingeschlossene Ladungen können Spannungspunkte schaffen, die künftige Ausfälle begünstigen. Viele Versorgungsunternehmen bevorzugen jetzt VLF (very low frequency) AC-Tests bei 0,01-0,1 Hz für die Inbetriebnahme vor Ort gemäß IEEE 400-2012. Die Prüfspannungen erreichen in der Regel 3 × U₀ für 15-30 Minuten Dauer.
Häufige Installationsmängel und deren Vermeidung
Erfahrungen aus der Praxis in verschiedenen Installationsumgebungen zeigen einheitliche Mängelmuster. Das Verständnis der Ursachen ermöglicht Prävention.
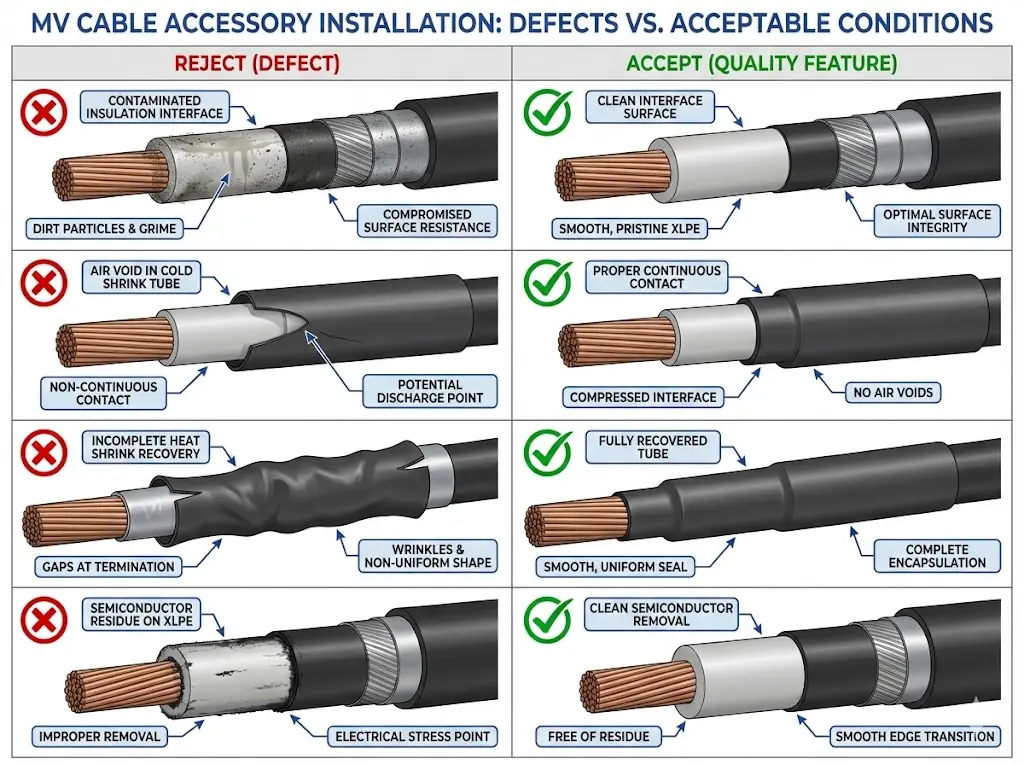
Abbildung 4. Leitfaden zur Identifizierung von Installationsfehlern, in dem Ausschussbedingungen (Verschmutzung, Luftlöcher, unvollständige Schrumpfung, Halbleiterrückstände) mit akzeptabler Installationsqualität für MV-Kabelzubehör verglichen werden.
Defekt Typ
Grundlegende Ursache
Prävention
Erkennungsmethode
Kontamination der Schnittstelle
Unzureichende Reinigung, Staubbelastung
Disziplin in der Reinraumzone, sofortige Montage
PD-Test, visuell, wenn schwer
Halbleiterrückstände
Unvollständige Entfernung, falsche Technik
Geeignete Werkzeuge, Inspektion vor dem Zusammenbau
Visuelle, IR-Anomalie
Luftporen (Kaltschrumpfung)
Unterdimensioniertes Rohr, ruckartiges Entfernen des Kerns
Richtige Dimensionierung, gleichmäßige Absaugung
PD-Test, taktile Prüfung
Unvollständiges Schrumpfen (Wärmeschrumpfen)
Unzureichende Heizung, falsches Muster
Temperaturüberwachung, korrekte Technik
Visuelle, dimensionale Kontrolle
Schäden an der Isolierung
Zu tiefes Ritzen, Handhabungsschäden
Geeignetes Werkzeug, Kabelhalterung
Visuelle Anomalie, IR-Test
Falsche Abmessungen
Messfehler, falsches Datenblatt
Doppelt prüfen, Schnittführungen verwenden
Überprüfung vor dem Zusammenbau
Die Dokumentation aller Inspektionen schafft Rückverfolgbarkeit für die Einhaltung der Garantie und liefert Basisdaten für künftige Wartungsbewertungen.
Langfristige Zuverlässigkeit mit hochwertigem MV-Zubehör sicherstellen
Die Qualitätskontrolle bei der Installation verwandelt Kabelzubehör von potenziellen Fehlerquellen in zuverlässige Systemkomponenten. Der Checklisten-Ansatz - die systematische Überprüfung in jeder kritischen Phase - reduziert die Zahl der Inbetriebnahmefehler um etwa 35% im Vergleich zu informellen Inspektionsmethoden.
Qualitätszubehör unterstützt den Erfolg der Installation. Produkte, die mit angemessenen Maßtoleranzen, deutlich gekennzeichneten Positionierungshilfen und einer umfassenden Installationsdokumentation entwickelt wurden, reduzieren Verarbeitungsfehler.
ZeeyiElec's Kabelzubehör Das Angebot umfasst detaillierte Installationsanleitungen, QC-Checkpoint-Dokumentation und technischen Support für komplexe Installationen von 6,6kV bis 33kV.
Laden Sie die vollständige 45-Punkte-QC-Checkliste herunter für den Einsatz vor Ort, oder wenden Sie sich an unser technisches Team, um eine Installationsanleitung für spezielle Anwendungen zu erhalten.
Häufig gestellte Fragen
F: Was ist die häufigste Ursache für den Ausfall von MV-Kabelzubehör nach der Installation?
A: Die Verschmutzung der Schnittstellen während der Kabelvorbereitung verursacht den größten Teil der Ausfälle - Partikel mit einer Größe von nur 50 μm verursachen Teilentladungen, die die Isolierung über einen Zeitraum von 18 bis 36 Monaten allmählich erodieren, bis es zum vollständigen Ausfall kommt.
F: Wie bald nach der Installation sollte die elektrische Prüfung durchgeführt werden?
A: Die Prüfung des Isolationswiderstandes und der Teilentladung sollte unmittelbar nach Abschluss der Installation und vor der Verfüllung oder Schließung des Gehäuses erfolgen, wobei eine Nachprüfung innerhalb von 30 Tagen nach der ersten Inbetriebnahme empfohlen wird, um die Ausgangswerte zu ermitteln.
F: Welcher Umgebungstemperaturbereich ist für die Installation von Kaltschrumpfzubehör akzeptabel?
A: Die meisten Hersteller geben 5°C bis 35°C für die Kaltschrumpfverlegung an. Unterhalb dieses Bereichs versteift EPDM-Gummi und erreicht möglicherweise keine ausreichende Kompression, während sich der vorgedehnte Schlauch oberhalb von 35°C entspannen kann, bevor die Positionierung abgeschlossen ist.
F: Wie kann ich ohne Infrarot-Thermometer eine ausreichende Erwärmung während der Schrumpfmontage überprüfen?
A: Temperaturanzeigestifte oder -etiketten, die auf der Oberfläche des Röhrchens angebracht werden, bieten eine zuverlässige Anzeige: Die Farbe des Stiftes ändert sich oder das Etikett verwandelt sich, wenn die Zieltemperatur erreicht ist, was die ordnungsgemäße Aktivierung des Klebers bestätigt.
F: Welcher Polarisationsindexwert weist auf eine Feuchtigkeitsverschmutzung in einem neu installierten Zubehörteil hin?
A: Polarisationsindexwerte unter 1,5 (berechnet als 10-Minuten-IR-Messwert geteilt durch 1-Minuten-Messwert) deuten auf Feuchtigkeit oder eine stark geschädigte Isolierung hin; neu installiertes Zubehör in gutem Zustand weist in der Regel PI-Werte zwischen 2,0 und 4,0 auf.
F: Sollte bei jeder Installation von MS-Zubehör eine Teilentladungsprüfung durchgeführt werden?
A: Während die TE-Prüfung die definitivste Qualitätsprüfung darstellt, erfordert sie eine spezielle Ausrüstung, die unter den Bedingungen vor Ort nicht immer zur Verfügung steht. Führen Sie zumindest eine TE-Prüfung bei kritischen Stromkreisen, bei der Arbeit von Erstinstallateuren und bei jeder Installation durch, bei der eine visuelle Inspektion potenzielle Probleme aufzeigt.
F: Wie lange sollten die Kabeloberflächen zwischen der Reinigung und der Installation des Zubehörs frei liegen?
A: Die maximale Einwirkungszeit sollte unter normalen Bedingungen 30 Minuten nicht überschreiten; in staubigen, feuchten oder verunreinigten Umgebungen ist diese Zeit auf 15 Minuten oder weniger zu verkürzen, und bei Verzögerungen ist eine Nachreinigung vorzunehmen.
Yo-Yo-Shi
Yoyo Shi schreibt für ZeeyiElec und konzentriert sich dabei auf Mittelspannungszubehör, Transformatorenkomponenten und Kabelzubehörlösungen. Ihre Artikel behandeln Produktanwendungen, technische Grundlagen und Einblicke in die Beschaffung für Einkäufer der globalen Elektroindustrie.