Wenn eine 200A-Lasttrennschnittstelle im Feld ausfällt, ist die Ursache selten ein sofortiger Herstellungsfehler. Diese Komponenten bilden den kritischen Grenzpunkt zwischen der internen Umgebung eines Verteilertransformators und dem externen unterirdischen Kabelnetz. Um erfolgreich diagnostizieren zu können, warum sie unter kontinuierlichen Betriebsbedingungen ausfallen, muss das Personal vor Ort zunächst die intensiven, multivariablen Belastungen verstehen, die auf diese spezielle Schnittstelle wirken.
Die Anatomie des Versagens eines Einsatzes ist grundlegend mit der Physik seiner Konstruktion verbunden. Die Baugruppe beruht auf einer hochbelasteten dielektrischen Grenze, die durch die Presspassung zwischen dem geformten EPDM-Gummi (Ethylen-Propylen-Dien-Monomer) des Einsatzes und dem starren Epoxidharz des Transformatorgehäuses gebildet wird. Außerdem stellt der interne Kupferbolzen die einzige mechanische und elektrische Verbindung zur Transformatorwicklung dar. Wenn dieses strukturelle Gleichgewicht gestört ist, entstehen Fehlerpfade in drei verschiedenen Bereichen:
Mechanische Defekte: Diese entstehen bei der Installation oder bei Schaltvorgängen. Das Überdrehen des Kupferbolzens, die Anwendung eines übermäßigen Drehmoments, das die Epoxidharzschicht bricht, oder die hydraulische Blockierung durch unsachgemäße Schmierung beeinträchtigen direkt die physikalische Geometrie der Schnittstelle.
Thermische Degradation: Mechanische Fehlausrichtung oder unzureichendes Anzugsmoment verhindern einen vollständigen Metall-Metall-Kontakt an der Basis. Dieser erhöhte Kontaktwiderstand erzeugt lokale Wärme, die den umgebenden EPDM-Gummi zersetzt.
Dielektrischer Durchschlag: Wenn die Presspassung nicht alle Luft und Feuchtigkeit verdrängt, ionisieren die entstehenden Hohlräume unter hoher elektrischer Belastung, was zu Korona, Kohlenstoffspuren und schließlich zu Phase-Erde-Fehlern führt.
Bei Spannungsklassen von 15kV bis 35kV ist der Spielraum für Fehler praktisch gleich Null. Wenn die mechanische Integrität verloren geht - sei es aufgrund eines mikroskopisch kleinen Lufteinschlusses ≥ 0,1 mm oder eines beschädigten Kupfergewindes - löst dies unweigerlich eine Kaskade von thermischen und dielektrischen Fehlermechanismen aus. Schlechter Kontakt führt zu einer erhöhten I²R-Erwärmung, die das örtliche ΔT kontinuierlich erhöht. Gleichzeitig ionisiert jegliche eingeschlossene Luft in der stark beanspruchten Grenzfläche, wodurch die dielektrische Grenzfläche dieser kritischen Transformatorenzubehör.
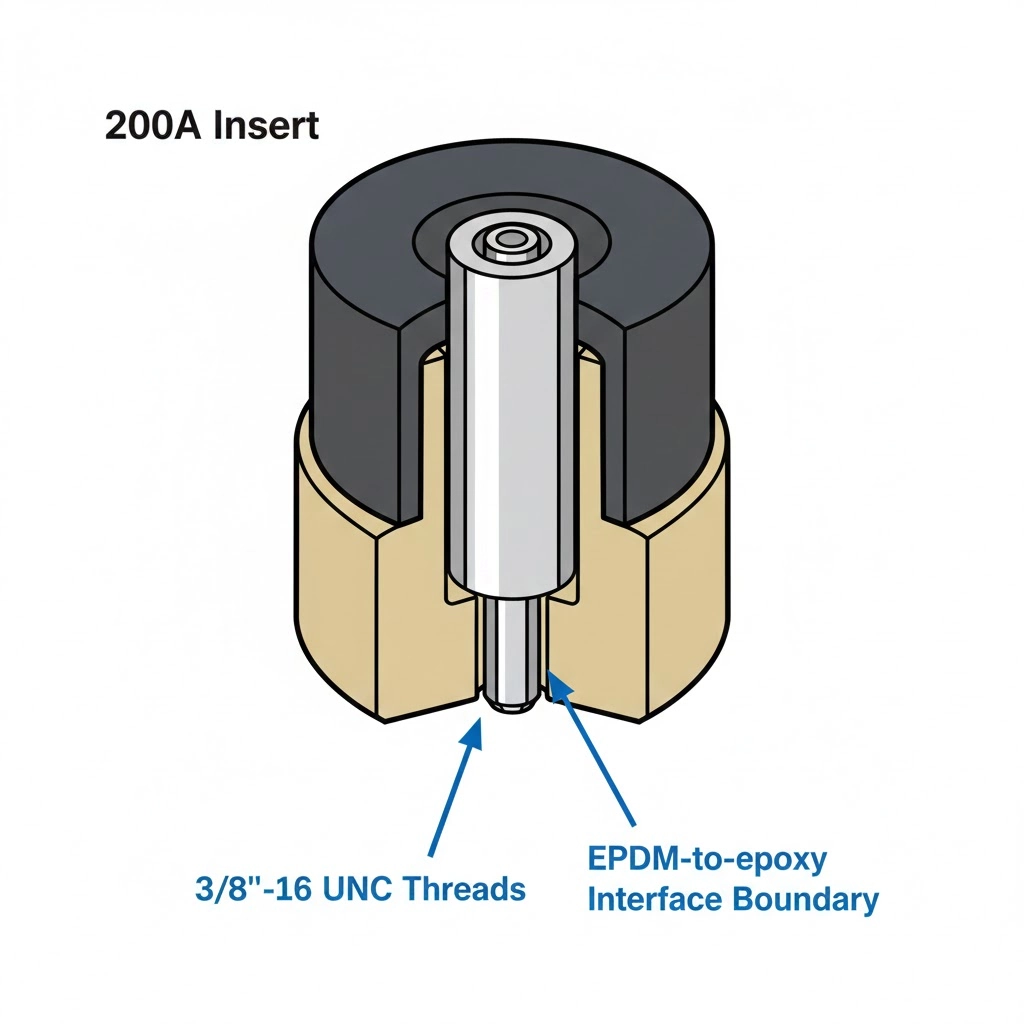
Abbildung 1: Die mechanische und elektrische Integrität des Einsatzes beruht auf dem kritischen Metall-zu-Metall-Kontakt an der Basis und der Presspassung entlang des Konus.
[Experteneinblick: Realitäten der Schnittstellendiagnostik]
Bei über 75% der in der Praxis untersuchten Einsätze sind die Ursachen eher auf mechanische Installationsfehler als auf Materialfehler zurückzuführen.
Die dielektrische Degradation verläuft geräuschlos; eine Schnittstelle kann 12 bis 18 Monate lang mit aktiver Teilentladung arbeiten, bevor es zu einem erkennbaren Phase-Erde-Fehler kommt.
Da der Einsatz und der Dauerwandlerschacht eine direkte Gewindeverbindung haben, erfordert die Diagnose des Einsatzes eine gleichzeitige Inspektion der Epoxidoberfläche des Schachts und der Kupferinnengewinde.
Thermische Degradation: Diagnose von hohem Kontaktwiderstand
Ein erheblicher Teil der Ausfälle von Durchführungsschachteinsätzen zeigt sich als thermische Degradation. Bei der Analyse einer überhitzten Schnittstelle ist die Grundursache fast ausschließlich ein erhöhter Kontaktwiderstand zwischen dem Kupferbolzen des Einsatzes und dem Innengewinde des Transformatorschachts. Diese Symptome zu erkennen, bevor sie sich zu einem Totalausfall ausweiten, ist für die Zuverlässigkeit des Netzes entscheidend.
Die Physik des Kontaktwiderstands
Bei einer 200A-Schnittstelle mit korrektem Anzugsmoment sorgt die mechanische Kompression für einen optimalen Metall-Metall-Kontakt, so dass der Innenwiderstand unter der Basislinie von 50 μΩ bis 100 μΩ bleibt. Wird der Einsatz jedoch bei der Installation mit zu geringem Anzugsmoment angezogen oder sind die Gewinde mit Ablagerungen oder altem Gewindekleber verunreinigt, schrumpft die effektive Kontaktfläche drastisch.
Diese verringerte Kontaktfläche erhöht direkt den Widerstand (R). Da die Wärmeentwicklung der Gleichung P = I²R folgt, führen selbst mäßige Lastströme an einer zu schwach angezogenen Schnittstelle zu einem überproportionalen Temperaturanstieg (ΔT). Die Wärme entsteht am Bolzen und wird nach außen in das EPDM-Gummi geleitet. EPDM verfügt über ausgezeichnete dielektrische Eigenschaften, beginnt jedoch, sich physikalisch zu zersetzen, wenn es dauerhaft Temperaturen ≥ 130°C ausgesetzt ist. Die thermische Ausdehnung des überhitzten Kupfers führt zu einer weiteren Verformung des Gummis, wodurch die Presspassung dauerhaft beeinträchtigt wird.
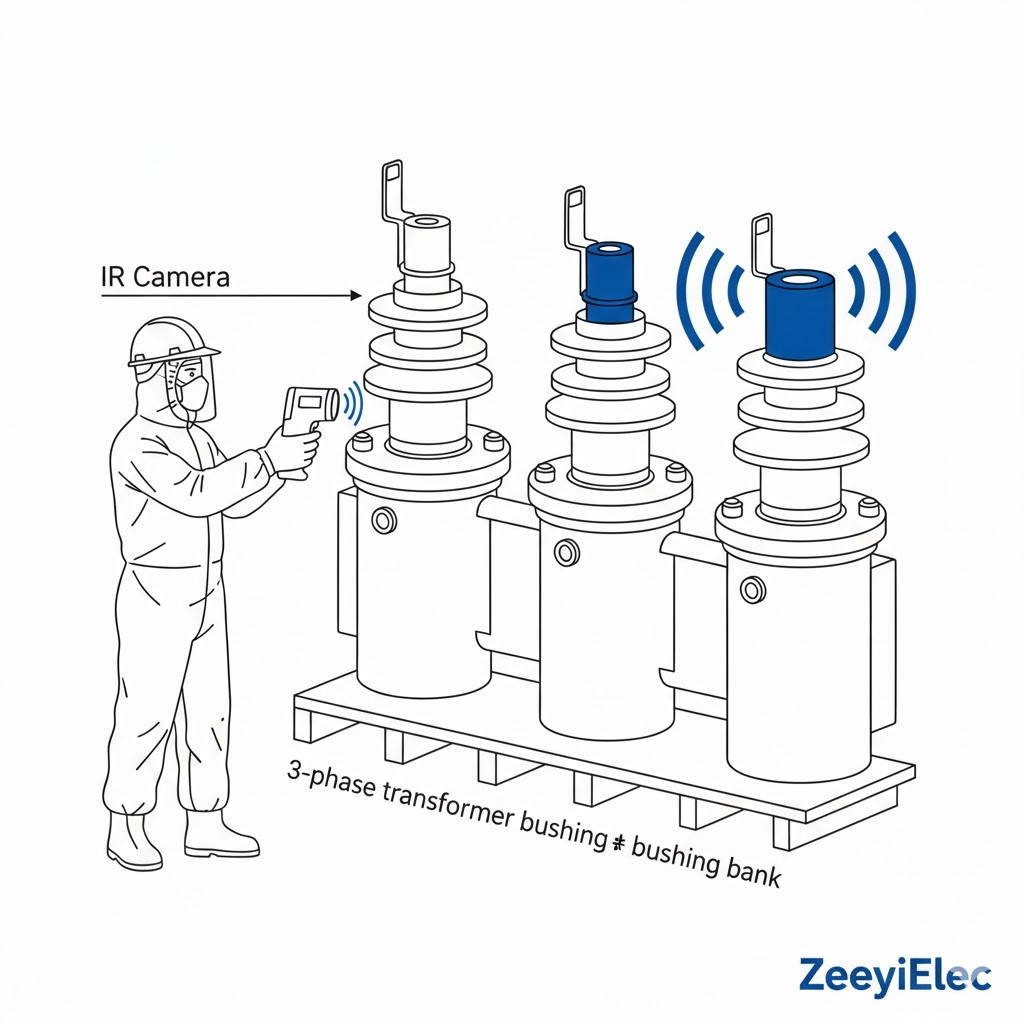
Visuelle und thermografische Anzeichen für eine Erwärmung
Außendienstmitarbeiter diagnostizieren thermische Probleme in der Regel anhand von zwei verschiedenen Signaturen. Bei Inspektionen unter Spannung ist die Infrarotthermografie (IR) das wichtigste Instrument. Ein gesunder Einsatz sollte innerhalb weniger Grad der Umgebungstemperatur des Transformatoröls arbeiten. Eine lokalisierte heiße Stelle an der Basis des Einsatzes - oft mit einem ΔT von 20°C oder mehr im Vergleich zu den angrenzenden Phasen - ist ein eindeutiger Indikator für einen hohen Kontaktwiderstand [NEED AUTHORITY LINK SOURCE: IEEE Std 386 für trennbare isolierte Steckverbindersysteme - insbesondere Anforderungen an die Temperaturwechselbeständigkeit].
Bei stromlosen Sichtprüfungen hinterlässt der thermische Abbau deutliche physische Spuren. Der EPDM-Gummi in der Nähe der Basis erscheint “kreidig” oder deutlich härter als der Rest des Einsatzes, da er seine elastomeren Eigenschaften durch langes Backen verloren hat. In fortgeschrittenen Fällen weist der innere Kupferbolzen eine starke Verfärbung auf - von hellem Kupfer zu einem dunklen, oxidierten Violett oder Schwarz - was auf eine extreme Überhitzung vor dem Ausfall hinweist.
Dielektrischer Durchschlag: Spurbildung und Teilentladung
Bei der Analyse fehlerhafter Buchseneinsätze ist der häufigste sichtbare Zerstörungsmechanismus der dielektrische Durchschlag. Dieser äußert sich in der Regel als Kohlenstoffspuren entlang der Schnittstelle zwischen dem geformten EPDM-Gummi und dem Epoxidharzschacht. Die Diagnose dieser Fehlerart erfordert ein Verständnis der spezifischen Bedingungen, die zum Versagen der Schnittstelle unter Mittelspannungsbelastung führen, insbesondere wie eingeschlossene Luft ionisiert und eine zerstörerische Kaskade auslöst.
Mechanismen der Grenzflächenionisierung
Das grundlegende Funktionsprinzip der Schnittstelle von 200A und Einsatz beruht auf dem absoluten Fehlen von Luftlöchern zwischen den zusammenpassenden Oberflächen. Eine einwandfreie Installation stellt sicher, dass der EPDM-Gummi die Umgebungsluft vollständig verdrängt, und verlässt sich auf eine dünne (0,5 mm bis 1,0 mm) Schicht eines vom Hersteller zugelassenen dielektrischen Silikonfetts, um die Dichtung aufrechtzuerhalten. Wenn jedoch tiefe Kratzer in der Epoxidharzvertiefung vorhanden sind oder nicht genügend Fett aufgetragen wurde, werden mikroskopisch kleine Lufttaschen eingeschlossen.
Unter den intensiven elektrischen Spannungsfeldern, die bei 15 kV, 25 kV oder 35 kV auftreten, werden diese eingeschlossenen Luftporen lange vor der umgebenden festen Isolierung ionisiert. Diese Ionisierung führt zu lokalen Teilentladungen (Korona) innerhalb des Hohlraums. Der kontinuierliche Ionenbeschuss führt zu einer physikalischen und chemischen Erosion der angrenzenden EPDM-Gummi- und Epoxidoberflächen. Über einen Zeitraum von Wochen oder Monaten beeinträchtigt diese langsame Zersetzung die dielektrische Grenze dieser kritischen Kabelzubehör Schnittstellen.
Identifizierung von Kohlenstoffverfolgungspfaden
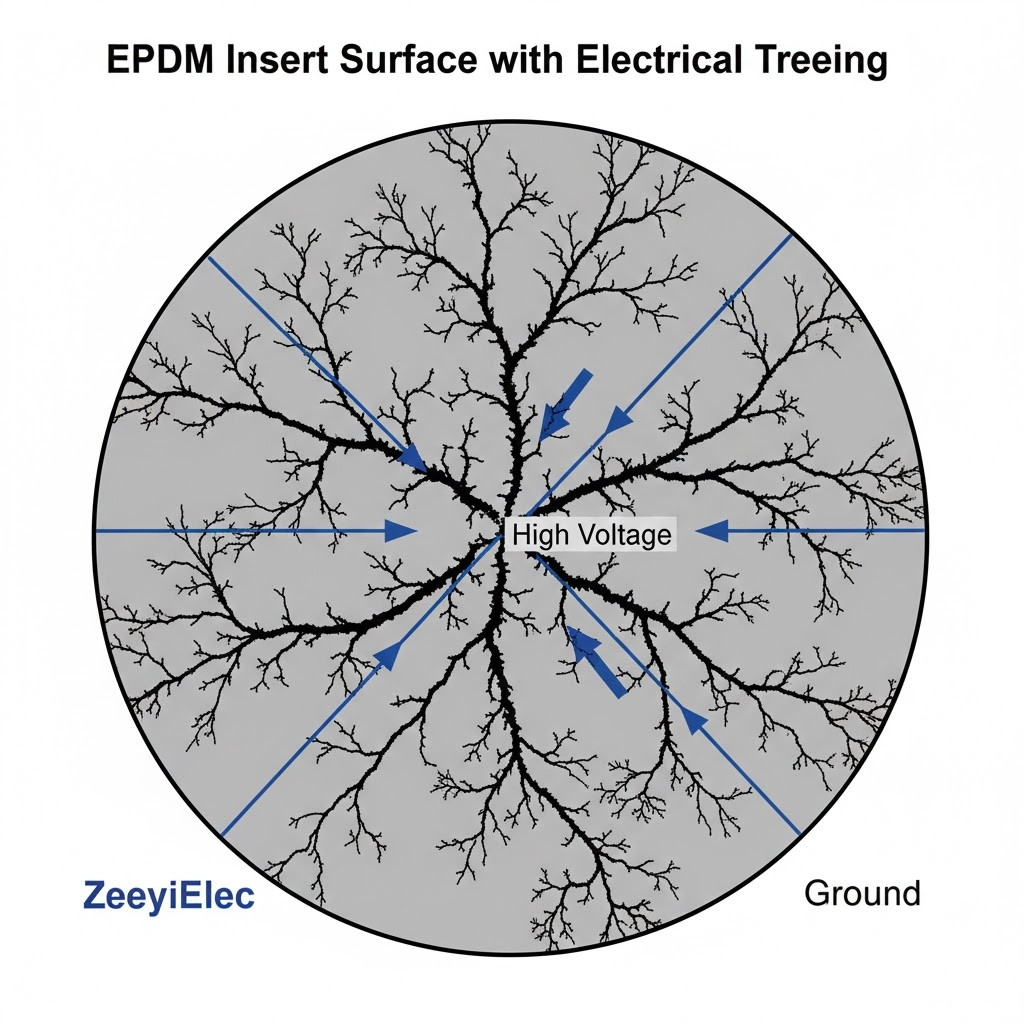
Der physische Nachweis einer Teilentladung ist für einen geschulten Techniker unbestreitbar. Bei einer Inspektion im spannungslosen Zustand ist der Hauptindikator die “Spurbildung”. Sie zeigt sich als deutliche, sich verzweigende schwarze Linien - oft als “Baumstruktur” bezeichnet -, die direkt in die Oberfläche des EPDM-Gummis des Einsatzes eingebrannt oder in die entsprechende Epoxidharzwand geätzt sind.
Bei diesen Spuren handelt es sich im Wesentlichen um dauerhaft leitende Pfade, die aus verkohltem Isoliermaterial bestehen. Sie entstehen in der Regel in der Nähe des Hochspannungskupferbolzens und breiten sich nach außen in Richtung des geerdeten Kragens des Bohrlochs aus. Sobald sich eine Kohlenstoffspur bildet, sinkt die Durchschlagsfestigkeit der Schnittstelle rapide. Der Schaden ist irreversibel und führt unweigerlich zu einem katastrophalen Phase-Erde-Überschlag, wenn der Transformator wieder unter Spannung gesetzt wird.
Abbildung 2: Die Kohlenstoffverfolgung (Baumbildung) folgt dem Weg des geringsten Widerstands über die Schnittstelle und führt schließlich zu einem Überschlag von Phase zu Erde.
Mechanische Versagen: Kreuzverschraubung und Überdrehung
Während sich thermische und dielektrische Degradation oft erst nach Monaten bemerkbar machen, treten mechanische Defekte sofort auf und treten typischerweise bei der Erstinstallation oder bei nachfolgenden Wartungsarbeiten auf. Die Diagnose eines mechanischen Fehlers erfordert, dass das Personal vor Ort die physischen Symptome einer unsachgemäßen Handhabung erkennt, insbesondere in Bezug auf die 200A-Gewindeschnittstelle und die Anwendung von Schmiermitteln.
Anzeichen für Kreuzgewindebolzen aus Kupfer
Der häufigste mechanische Fehler ist das Überdrehen des internen 3/8″-16 UNC Kupferbolzens in die Epoxidharzbohrung des Transformators. Die Techniker vor Ort sollten die ersten zwei bis drei vollständigen Umdrehungen des Gewindes immer von Hand vornehmen. Wenn sofort ein Widerstand spürbar wird und ein Schraubenschlüssel verwendet wird, um die Verbindung zu erzwingen, werden die Kupfergewinde dauerhaft verformt.
Ein Einsatz mit Kreuzgewinde lässt sich bei der Demontage nach einem Defekt leicht erkennen. Der Kupferbolzen weist auf einer Seite stark abgeflachte oder abgescherte Gewinde auf. Außerdem sitzt der Basisflansch des EPDM-Gummieinsatzes asymmetrisch auf der Epoxidharzvertiefung und hinterlässt einen sichtbaren Spalt. Dieser asymmetrische Sitz garantiert, dass die internen elektrischen Kontakte nicht vollständig eingerastet sind, wodurch ein unmittelbarer hochohmiger Fehlerpfad entsteht.
Identifizierung von Mikrofrakturen in Epoxidbohrungen
Ein zu hohes Anzugsmoment ist ebenso zerstörerisch. Wenn Installateure nicht kalibrierte Schraubenschlüssel oder pneumatische Schlagschrauber verwenden, überschreiten sie oft die strenge Grenze von 13,5 bis 20,3 Nm (10 bis 15 ft-lbs), die für die Schnittstellen von Transformatoren erforderlich ist. Die immense Rotationskraft überträgt sich direkt auf das starre Epoxidharz des Transformatorschachts.
Bei der Vor-Ort-Diagnose einer zu stark angezogenen Schnittstelle werden häufig Mikrorisse festgestellt, die von der Gewindeaufnahme im Bohrloch nach außen strahlen. Diese Haarrisse beeinträchtigen die strukturelle Integrität der gesamten Dichtung des Transformatorentanks, so dass dielektrisches Öl austreten und Feuchtigkeit eindringen kann, was zu einem katastrophalen inneren Versagen führt.
Der hydraulische Sperreffekt
Ein subtileres mechanisches Versagen entsteht durch die falsche Anwendung von dielektrischem Schmierfett. Während eine dünne Schicht zwingend erforderlich ist, um Luftporen zu vermeiden, führt das Füllen der Bohrung mit übermäßigem Silikonfett zu einer “hydraulischen Sperre”. Wenn der Einsatz nach innen geschraubt wird, kann das inkompressible Fett nicht entweichen, wodurch ein enormer innerer Flüssigkeitsdruck entsteht.
Dieser Druck verhindert physisch, dass der Einsatz vollständig sitzt, selbst wenn der Drehmomentschlüssel bei 15 ft-lbs einrastet. Der Techniker glaubt, dass der Einsatz fest sitzt, aber der Kupferbolzen hat nicht den erforderlichen Metall-Metall-Kontakt erreicht. Beim Entfernen eines hydraulisch verriegelten Einsatzes ist oft ein dicker Fettpfropfen im Boden des Bohrlochs zu sehen, der bestätigt, dass das abgelesene Drehmoment falsch war und die Schnittstelle gefährlich lose war.
[Experteneinblick: Aufspüren von Hydrauliksperren im Feld]
Ein klassisches Anzeichen für eine hydraulische Verriegelung ist ein Einsatz, der sich während der letzten Drehmomentphase “schwammig” anfühlt, anstatt zu einem harten, definierten mechanischen Anschlag zu kommen.
Wenn Sie einen neu installierten Einsatz zurückziehen und ein deutliches Ansauggeräusch oder einen Knall hören, hat sich durch überschüssiges Fett eine versiegelte Vakuumkammer gebildet, was auf eine hydraulische Verriegelung hindeutet.
Fett, das unmittelbar nach dem Anziehen stark um den Erdungsring herum austritt, ist ein sichtbares Zeichen dafür, dass zu viel Schmiermittel auf die Kontaktflächen aufgetragen wurde.
Schritt-für-Schritt-Workflow für die Felddiagnose
Wenn eine 200A-Lasttrennschalter-Schnittstelle ausfällt oder Warnzeichen aufweist, ist ein strukturierter Diagnoseablauf zwingend erforderlich, um Folgeschäden an der Ausrüstung zu vermeiden und die Sicherheit des Personals zu gewährleisten. Das wahllose Ziehen von Krümmern oder das willkürliche Nachziehen von Einsätzen verschleiert die eigentliche Ursache und verschlimmert oft den zugrunde liegenden Fehler. Dieser stufenweise Ansatz entspricht den Standard-Wartungsprotokollen für trennbare Mittelspannungssteckverbinder und gewährleistet eine genaue Bewertung vor dem Austausch von Komponenten.
Stufe 1: De-Energized Sichtprüfung
Der Diagnoseprozess beginnt erst, nachdem der Transformator vollständig spannungsfrei geschaltet, isoliert und ordnungsgemäß geerdet ist. Die erste Sichtprüfung konzentriert sich auf die Außenseite des Durchführungsschachtes und den umgebenden Epoxidschacht.
Techniker müssen auf einen asymmetrischen Spalt ≥ 1 mm am Sitzring achten, wo der EPDM-Gummi auf den Transformatorentank trifft. Dieser Spalt deutet sofort auf ein Kreuzgewinde oder eine hydraulische Blockierung hin. Als Nächstes ist die freiliegende Oberfläche des Gummis auf Kohlenstoffspuren (schwache schwarze Linien) und “kreidigen” thermischen Abbau zu untersuchen, was bedeutet, dass die interne Betriebstemperatur 130°C überschritten hat.
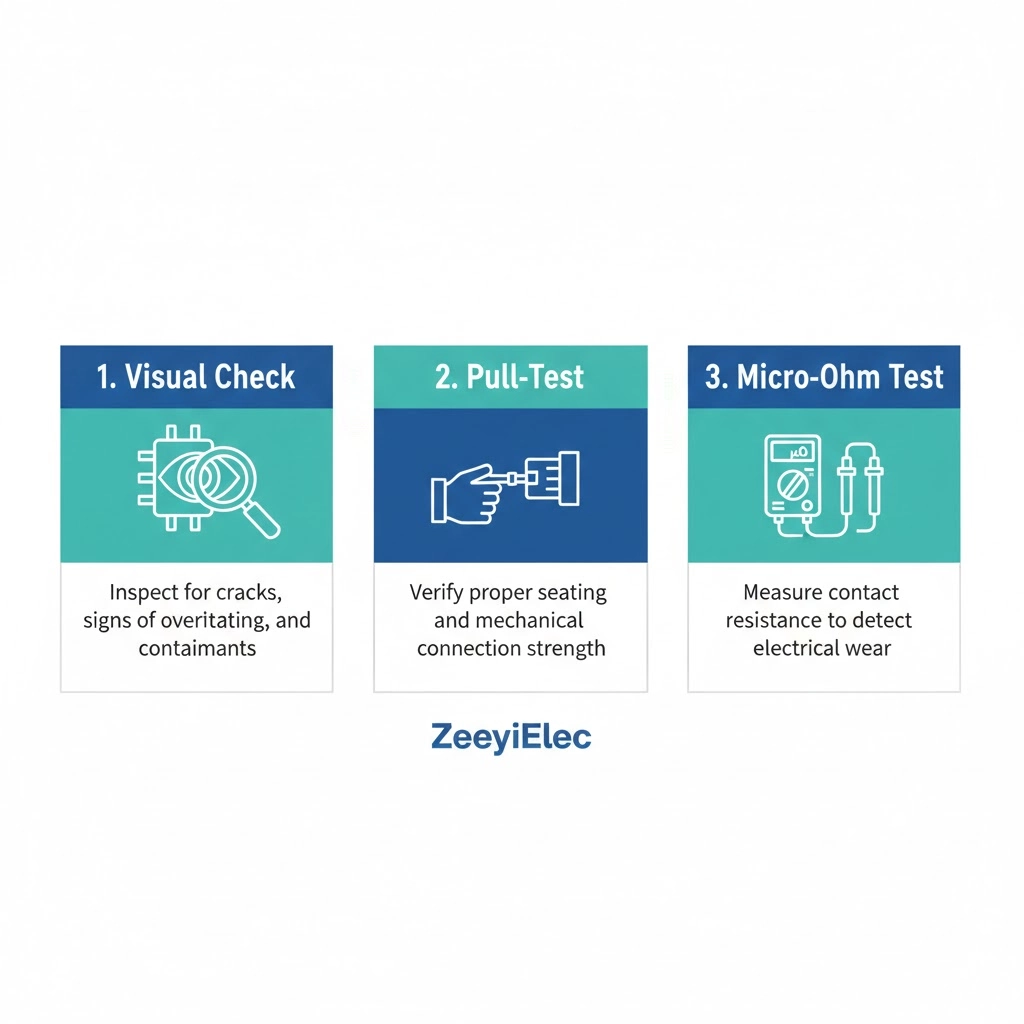
Stufe 2: Mechanische Integrität - Pull-Test
Bevor Sie versuchen, den Einsatz auszufädeln, führen Sie einen leichten mechanischen Zugversuch durch. Wenden Sie eine seitliche Kraft von etwa 10 bis 15 lbs auf die Nase des Einsatzes an. Wenn die Baugruppe ein Rotationsspiel aufweist oder wackelt, sind die inneren 3/8″-16 UNC-Kupfergewinde entweder stark unterdreht oder mechanisch abgeschert. Dies bestätigt, dass der kritische Metall-zu-Metall-Kontakt an der Basis verloren gegangen ist, was einen erhöhten Innenwiderstand verursacht.
Stufe 3: Erweiterte elektrische Diagnostik
Wenn die visuellen und mechanischen Prüfungen nicht schlüssig sind, sind erweiterte elektrische Tests erforderlich, bevor das Gerät wieder in Betrieb genommen werden kann. Die primäre Diagnose ist ein Mikroohm-Widerstandstest an der Schnittstelle.
Messen Sie mit einem speziellen Mikroohmmeter den Widerstand zwischen der internen Sekundärseite des Transformators (falls zugänglich) und dem Primärkontakt des Einsatzes. Eine gesunde 200A-Schnittstelle sollte zwischen 50 μΩ und 100 μΩ messen. Messwerte, die deutlich über diesem Ausgangswert liegen, oder instabile Messwerte, die während des Tests schwanken, bestätigen eine Verschlechterung des internen Kontakts. Steht das Gerät vor dem Ausfall noch unter Strom und Last, können Ultraschalldetektoren die hochfrequenten akustischen Emissionen von Teilentladungen erkennen und die Koronaaktivität innerhalb der Schnittstelle lokalisieren, lange bevor Kohlenstoffspuren an der Außenseite sichtbar werden [VERIFY STANDARD: IEEE Std C57.12.90 für Standardprüfvorschriften].
Abbildung 3: Ein strukturierter Diagnoseablauf stellt sicher, dass visuelle, mechanische und elektrische Beweise für die Ursachenanalyse erhalten bleiben.
Beschaffung hochzuverlässiger Bohrlocheinsätze für Buchsen
Die Diagnose eines Feldausfalls ist nur die erste Phase der Netzwiederherstellung. Um einen erneuten Ausfall zu verhindern, müssen Ersatzkomponenten spezifiziert werden, die einer langfristigen thermischen und dielektrischen Belastung standhalten. Wenn eine Schnittstelle aufgrund mangelnder Materialstabilität oder ungenauer Abmessungen ausfällt, ist ein erneuter Ausfall garantiert, wenn sie durch eine identische Komponente niedrigerer Qualität ersetzt wird.
Die Vorbeugung dieser Ausfälle beginnt bereits bei der Beschaffung. Ingenieure und Beschaffungsteams müssen 200A-Buchsenschachteinsätze spezifizieren, die mit hochwertigen EPDM-Gummirezepturen hergestellt werden, die einer thermischen Zersetzung unter Dauerbelastung widerstehen. Darüber hinaus muss die mechanische Schnittstelle einwandfrei sein, um eine korrekte Presspassung zu gewährleisten.
Die internen 3/8″-16 UNC-Kupfergewinde müssen präzisionsgefertigt sein, damit sie das vorgeschriebene Drehmoment von 13,5 bis 20,3 Nm (10 bis 15 ft-lbs) aushalten können, ohne nachzugeben oder sich zu dehnen. Ist die Kupferlegierung zu weich, verformen sich die Gewinde während der Installation, was den Übergangswiderstand dauerhaft beeinträchtigt und zu einer ΔT-Eskalation führt, die die umgebende Isolierung im Laufe der Zeit verschlechtert.
ZeeyiElec entwickelt und fertigt hochzuverlässiges Transformatorenzubehör, einschließlich Präzisionsdurchführungseinsätze für 15kV-, 25kV- und 35kV-Verteilungsnetze. In unserem Produktionsprozess haben strenge Maßtoleranzen und strenge dielektrische Tests Priorität, um sicherzustellen, dass jeder Einsatz eine koronafreie, niederohmige Schnittstelle bietet, und zwar sofort nach der Auslieferung. Wir unterstützen OEM-, EPC- und Versorgungsprojekte auf der ganzen Welt mit schneller technischer Anpassung, vollständiger Exportdokumentation und Unterstützung bei kundenspezifischen Spezifikationen. Wenden Sie sich noch heute an das technische Team von ZeeyiElec, um sich zuverlässige Komponenten zu sichern und vorzeitige Schnittstellenausfälle bei Ihrem nächsten Projekt zu vermeiden.
Häufig gestellte Fragen
Wie kann ich feststellen, ob eine Bohrlochbuchse ausfällt, bevor es zu einer Störung kommt?
Frühzeitige Ausfälle äußern sich oft durch erhöhte Temperaturen, die bei routinemäßigen Infrarot-Thermografie-Scans festgestellt werden können und typischerweise einen ΔT von 20 °C oder mehr im Vergleich zu benachbarten Phasen aufweisen. Eine fortschrittliche Diagnostik mit Ultraschalldetektoren kann auch hochfrequente Korona-Aktivitäten innerhalb der Schnittstelle aufspüren, Wochen bevor ein katastrophaler Phase-Erde-Fehler auftritt.
Wie sieht die Kohlenstoffspur bei einer entfernten Einlage aus?
Kohlenstoffspuren erscheinen als ausgeprägte, verzweigte schwarze Linien oder “Bäume”, die direkt in die Oberfläche des EPDM-Gummis oder in die entsprechende Epoxidharzvertiefung eingebrannt sind. Diese Spuren deuten darauf hin, dass die elektrische Spannung (typischerweise ≥15 kV) die Durchschlagsfestigkeit der Schnittstelle zerstört hat, wodurch eine permanente Leiterbahn entstanden ist, die einen sofortigen Austausch des Einsatzes erfordert.
Kann ein loser Einsatz nachgedreht werden, nachdem er bereits in Betrieb war?
Wenn ein Einsatz lose gearbeitet hat und übermäßige Hitze erzeugt hat (oft über dem 130°C-Grenzwert von EPDM-Gummi), ist ein erneutes Anziehen keine sichere Lösung, da die internen Kupfergewinde und die Isolierung wahrscheinlich irreversibel thermisch geschädigt wurden. Die Standardpraxis vor Ort besteht darin, den verdächtigen Einsatz vollständig zu entfernen, den Transformator auf Beschädigungen zu untersuchen und eine brandneue Komponente zu installieren.
Warum springt ein Einsatz manchmal zurück, wenn der Lasttrennbogen entfernt wird?
Ein Einsatz, der sich beim Entfernen des Rohrbogens löst, deutet in der Regel darauf hin, dass er bei der Erstinstallation stark unterdreht wurde (weit unter den erforderlichen 10 bis 15 ft-lbs) oder dass der Bolzen durch ein Kreuzgewinde nicht sicher verriegelt werden konnte. Dieses mechanische Versagen erfordert, dass der Transformator sofort spannungsfrei geschaltet wird, um den Einsatz auszutauschen und das 3/8″-16 UNC-Innengewinde des Brunnens zu überprüfen.
Kann das Auftragen von mehr dielektrischem Fett eine Teilentladung verhindern?
Nein, das Auftragen von zu viel dielektrischem Fett behebt keine bestehende Teilentladung und führt oft zu einer hydraulischen Blockierung, die den Einsatz physisch daran hindert, vollständig zu sitzen. Eine ordnungsgemäße Schmierung erfordert nur einen mikroskopisch kleinen, gleichmäßigen Film (0,5 mm bis 1,0 mm), um die Luft zu verdrängen; tiefe Kratzer, Kohlenstoffspuren oder fehlende mechanische Kompression können damit nicht ausgeglichen werden.
Ist es notwendig, den Transformator auch zu testen, wenn nur der Einsatz ausgefallen ist?
Ja, die Diagnose eines Einsatzfehlers ist unvollständig ohne eine sorgfältige visuelle und mechanische Inspektion des Dauerwandlerschachts. Wenn die Epoxidoberfläche des Schachtes durch Kriechspuren verkratzt ist oder die Kupferinnengewinde durch zu starkes Anziehen gedehnt sind, führt der Einbau eines neuen Einsatzes nur zu einem erneuten Ausfall innerhalb kurzer Zeit.
Yo-Yo-Shi
Yoyo Shi schreibt für ZeeyiElec und konzentriert sich dabei auf Mittelspannungszubehör, Transformatorenkomponenten und Kabelzubehörlösungen. Ihre Artikel behandeln Produktanwendungen, technische Grundlagen und Einblicke in die Beschaffung für Einkäufer der globalen Elektroindustrie.