Einleitung: Die Physik der Schnittstelle zwischen Buchse und Bohrloch
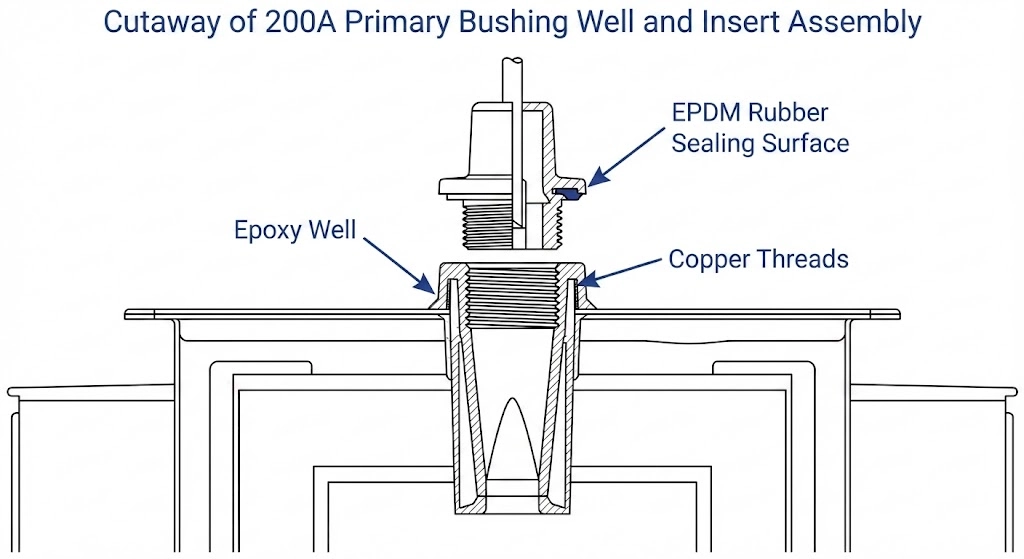
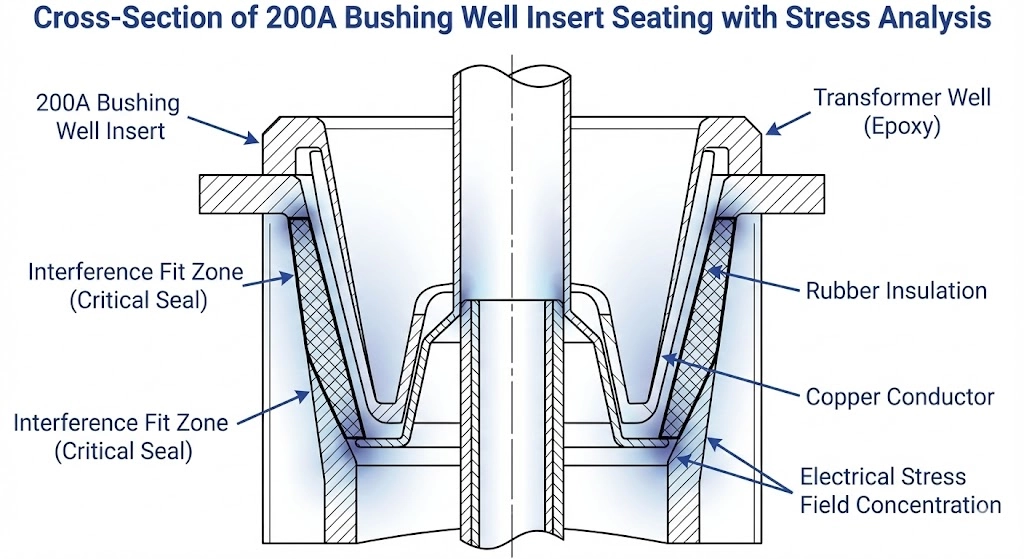
Der Verbindungspunkt zwischen einem Verteilertransformator und seinem unterirdischen Primärkabelnetz beruht auf einer speziellen, zweiteiligen Schnittstelle: der dauerhaften, am Transformatorenkessel angebrachten Epoxidharzmuffe und der austauschbaren . Der Einbau eines Durchführungsschacht-Einsatzes ist nicht nur eine mechanische Gewindeschneidübung; es handelt sich um die Montage einer hochbelasteten dielektrischen Grenzfläche vor Ort. Wenn ein 200-A-Lasttrennbogen an diesen Einsatz angeschlossen wird, muss die darunter liegende Schnittstelle den Strom einwandfrei übertragen und gleichzeitig die starken elektrischen Spannungsfelder, die bei 15 kV, 25 kV oder 35 kV auftreten, aktiv bewältigen, bevor die Last auf das Netz übertragen wird. .
Ein Durchführungsschacht-Einsatz erfüllt drei Funktionen gleichzeitig: Er sorgt für eine koronafreie dielektrische Abdichtung, bietet einen sicheren mechanischen Befestigungspunkt für Lasttrenneinrichtungen und gewährleistet einen niederohmigen Strompfad von der internen Transformatorwicklung zum externen Kabelsystem. Wenn diese Ziele bei der Installation nicht erreicht werden - oft aufgrund von Verunreinigungen, unsachgemäßer Schmierung oder falschem Anzugsmoment - hat dies schwerwiegende Folgen. Mikroskopisch kleine Luftspalten zwischen dem Epoxidharz und dem EPDM-Gummi des Einsatzes ionisieren bei mittlerer Spannung schnell und lösen Teilentladungen (Korona) aus, die das Isoliermaterial geräuschlos erodieren. Ebenso führt ein unzureichender Metall-zu-Metall-Kontakt am Basisgewinde zu einer lokalen Erwärmung, die zu einem thermischen Durchgehen und schließlich zu einem katastrophalen Ausfall der gesamten Verbindung führt.
Das Verständnis der Physik dieser Schnittstelle ist die Grundlage für eine zuverlässige Installation. Die zueinander passenden Oberflächen sind auf eine Presspassung und spezielle dielektrische Schmiermittel angewiesen, um Luft und Feuchtigkeit vollständig auszuschließen. Jeder Schritt im Installationsprozess ist darauf ausgelegt, die Variablen zu eliminieren, die diese kritische Grenze beeinträchtigen.
Abbildung 1: Die mechanische Presspassung zwischen der Epoxidwanne und dem EPDM-Einsatz steuert aktiv elektrische Spannungsfelder und verhindert gleichzeitig das Eindringen von Feuchtigkeit.
[Experteneinblick: Die Realitäten des Schnittstellenversagens]
Mehr als 80% der 200A-Einsätze im Feld haben ihren Ursprung in Lufteinschlüssen, Feuchtigkeit oder Querverschraubungen während der Installation und nicht in Herstellungsfehlern.
Ein dielektrischer Durchschlag an dieser Schnittstelle zeigt sich oft erst nach 12 bis 18 Monaten in Form eines katastrophalen Phase-Erde-Fehlers, wodurch die eigentliche Ursache des Installationsfehlers häufig verschleiert wird.
Da die Schnittstelle die grundlegende Dichtung für den Transformatorentank darstellt, führt ein Riss in der Bohrung aufgrund von Überdrehung zu einem sofortigen, kostspieligen Austausch des Transformators oder einer Reparatur in der Werkstatt.
Vorbereitung auf die Installation und Überprüfung der Werkzeuge
Vor dem Einfädeln des Einsatzes in den Transformatorschacht ist eine gründliche Vorbereitung erforderlich. Die Erfahrung in der Praxis zeigt immer wieder, dass eine übereilte Vorbereitungsphase direkt mit Quereinfädelungsvorfällen und langfristigen dielektrischen Ausfällen korreliert. Der Zustand des Bohrlochs und die Qualität des Werkzeugs entscheiden über den Erfolg der Installation.
Visuelle Inspektion des Transformatorenschachts
Die Epoxidoberfläche der Durchführungsschächte des Transformators muss absolut sauber und strukturell intakt sein. Bei Arbeiten unter Feldbedingungen - insbesondere bei Nachrüstungen oder Wartungsarbeiten an bestehenden Verteiltransformatoren - müssen die Techniker Staub, Feuchtigkeit und altes Fett gründlich entfernen. Untersuchen Sie die Innengewinde aus Kupfer, die bei 200-A-Lasttrennanwendungen normalerweise 3/8″-16 UNC sind. Wenn ein alter Einsatz ersetzt wird, bleiben oft Reste von anaerobem Gewindekleber in diesen Gewinden stecken. Wenn diese Rückstände nicht entfernt werden, kann der neue Einsatz vorzeitig festsitzen und ein falsches Drehmoment anzeigen, bevor die elektrischen Primärkontakte vollständig zusammengefügt sind.
Untersuchen Sie bei der Sichtprüfung die Oberfläche der Epoxidharzbohrung sorgfältig auf Maßabweichungen oder tiefe Kratzer von ≥ 0,5 mm Tiefe entlang des Gegenkonus. Kratzer, die diesen Schwellenwert überschreiten, erzeugen mikroskopisch kleine Hohlräume, die selbst ein hochwertiges dielektrisches Schmierfett nicht zuverlässig überbrücken kann, was die Wahrscheinlichkeit einer lokalen Teilentladung erheblich erhöht. Stellen Sie außerdem sicher, dass das von Ihnen gewählte dielektrische Silikonschmiermittel für die extremen Temperaturen des Systems geeignet ist und seine nicht aushärtende Viskosität in der Regel über einen Betriebsbereich von -40°C bis +130°C beibehält.
Erforderliche Werkzeuge und zugelassene Schmiermittel
Der Versuch, diese Installation mit improvisierten Werkzeugen vorzunehmen, ist eine der Hauptursachen für mechanische Schäden. Die Installateure müssen sicherstellen, dass ihre Werkzeugsätze genau die für Arbeiten an der Mittelspannungsschnittstelle spezifizierte Ausrüstung enthalten.
Stellen Sie zunächst einen kalibrierten Drehmomentschlüssel sicher, der in der Lage ist, genau im Bereich von 13,5 bis 27,1 Nm (10 bis 20 ft-lbs) zu messen, gepaart mit dem richtigen Sechskant-Schraubendreher (üblicherweise ein 5/16-Zoll-Sechskant). Verwenden Sie niemals pneumatische oder elektrische Schlagschrauber, da die plötzlichen Drehmomentspitzen das Epoxidharz beschädigen oder den internen Kupferbolzen brechen können.
Zweitens: Besorgen Sie sich fusselfreie Reinigungstücher und ein zugelassenes, rückstandsfreies Verdunstungslösungsmittel. Schließlich erfordert die Installation ein vom Hersteller zugelassenes dielektrisches Silikonfett. Dies ist eine kritische Auswahl: Die Verwendung von Standardfetten auf Erdölbasis greift den EPDM-Gummi des Einsatzes und der dazugehörigen Winkelstücke chemisch an und lässt ihn aufquellen, was zu einem schnellen Abbau der Isolierung innerhalb weniger Monate nach der Inbetriebnahme führt.
Schritt-für-Schritt-Installationsverfahren
Der Einbau eines 200A-Buchsenschachteinsatzes erfordert die strikte Einhaltung der aufeinanderfolgenden Schritte. Die Erfahrung in der Praxis zeigt, dass Abweichungen - wie z. B. eine unsachgemäße Reinigung oder die Anwendung der falschen Schmierungstechnik - Feuchtigkeit oder Luftporen einbringen, die schließlich zu Kriechspuren an der Epoxid-Gummi-Grenzfläche führen. Dieses Verfahren entspricht den Standardpraktiken der Versorgungsunternehmen für Mittelspannungsverbindungen und gewährleistet eine koronafreie Abdichtung und eine zuverlässige Stromübertragung.
Schritt 1: Reinigung der Schnittstellen
Beginnen Sie mit der sorgfältigen Reinigung der Innenfläche der Trafodurchführung und der entsprechenden Außenseite des neuen Einsatzes. Verwenden Sie nur fusselfreie Tücher, die mit einem zugelassenen, rückstandsfreien Lösungsmittel für elektrische Kontakte getränkt sind. Wischen Sie in einer einzigen, kontinuierlichen Richtung, um sämtlichen Staub, Fertigungsöle und Feuchtigkeit zu entfernen. Verwenden Sie niemals Lappen oder Papiertücher, da diese mikroskopisch kleine Fasern einbringen, die unter Hochspannung als Kriechwege dienen. Lassen Sie das Lösungsmittel vollständig abtropfen, bevor Sie fortfahren; wenn das Lösungsmittel unter der Gummischnittstelle eingeschlossen wird, führt dies zu einem schnellen Ausfall der Isolierung.
Schritt 2: Auftragen des dielektrischen Schmiermittels
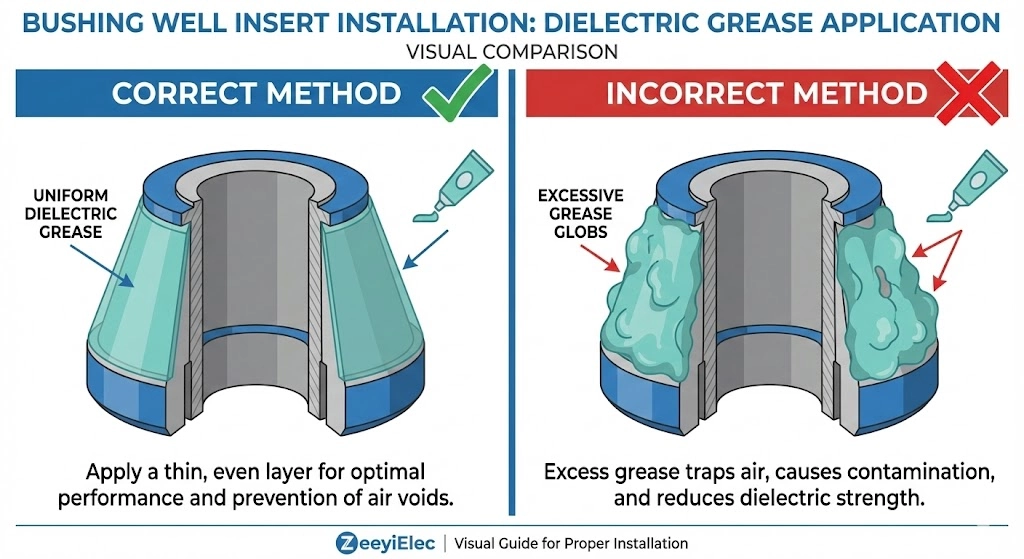
Das Ziel der Schmierung ist es, die Reibung während des Einschraubens zu verringern und alle mikroskopisch kleinen Hohlräume zwischen der Epoxidbohrung und dem EPDM-Gummieinsatz vollständig zu füllen. Tragen Sie eine dünne, gleichmäßige Schicht des vom Hersteller gelieferten dielektrischen Silikonfetts auf den Innenkonus der Buchsenmulde und den Außenkonus des Einsatzes auf.
Vermeiden Sie den häufigen Fehler, das Bohrloch mit zu viel Fett zu füllen. Zu viel Schmiermittel führt zu einer hydraulischen Blockierung am Boden des Bohrlochs und verhindert, dass der Einsatz vollständig eingeschraubt werden kann. Eine etwa 0,5 mm bis 1,0 mm dicke Schicht reicht aus, um die erforderliche dielektrische Abdichtung zu erreichen, ohne dass beim Einsetzen ein übermäßiger Flüssigkeitsdruck entsteht.
Schritt 3: Gewindeschneiden und erstes Einsetzen
Richten Sie den Kupfergewindebolzen des Einsatzes sorgfältig auf die Aufnahme im Schacht aus. Der Einsatz muss genau senkrecht zum Transformatorbehälter stehen. Drehen Sie den Einsatz während der ersten zwei bis drei vollständigen Umdrehungen von Hand ein. Dieser manuelle Start ist in der Praxis von entscheidender Bedeutung; er stellt sicher, dass die Kupfergewinde reibungslos ineinander greifen, und bietet eine unmittelbare taktile Rückmeldung, wenn ein Quereinschneiden beginnt. Wenn Sie vor der dritten Umdrehung einen Widerstand spüren, halten Sie sofort an, ziehen Sie den Einsatz zurück und reinigen Sie das Gewinde erneut.
Schritt 4: Endgültige Durchführung des Anziehens
Sobald der Einsatz mit einem Handgewinde versehen und eingesetzt ist, führen Sie das entsprechende Sechskant-Antriebswerkzeug in das Bedienungsauge oder die Sechskantaufnahme des Einsatzes ein. Ziehen Sie die Baugruppe mit einem kalibrierten Drehmomentschlüssel mit dem vom Hersteller angegebenen Drehmoment an. Üben Sie einen gleichmäßigen Druck aus, ohne den Schlüssel zu ruckeln, um sicherzustellen, dass sich der Kupferbolzen richtig dehnt und den erforderlichen Metallkontakt an der Basis herstellt.
Abbildung 2: Das Auftragen einer dünnen, gleichmäßigen 0,5 mm bis 1,0 mm dicken Schicht Silikonfett verdrängt die Luft, ohne beim Einführen eine hydraulische Blockierung zu verursachen.
[Experteneinblick: Bewährte Praktiken für das Threading]
Nehmen Sie immer einen Ersatzeinsatz mit zum Einbauort. Wenn eine Wendeschneidplatte beim ersten manuellen Drehen in den Schmutz fällt oder überdreht wird, kann sie nicht mehr ordnungsgemäß gereinigt werden und muss entsorgt werden.
Wenn Sie dielektrisches Fett auftragen, sollten Sie eine dünne, gleichmäßige Schicht wählen. Ein übermäßiger hydraulischer Druck durch zu viel Fett kann dazu führen, dass sich der Einsatz leicht zurückzieht, bevor das endgültige Drehmoment ihn an seinem Platz fixiert.
Positionieren Sie Ihren Körper beim Schieben und Drehen direkt in einer Linie mit der Wendeplatte; ein seitlicher Druck außerhalb der Achse ist die Hauptursache für eine Fehlausrichtung des Gewindes.
Kritische Anzugsspezifikationen und häufige Fallstricke
Der physische Sitz des Einsatzes bestimmt sowohl die dielektrische Integrität als auch die Strombelastbarkeit des Anschlusses. Sich auf subjektive Schätzungen zu verlassen, ist die Hauptursache für vorzeitige Ausfälle im Feld bei 200A-Lasttrennsystemen. Die Sicherung der Schnittstelle erfordert eine bestimmte mechanische Kraft, um den internen Kupferbolzen zu dehnen und die Baugruppe zu verriegeln, während die Schnittstelle komprimiert wird, um jegliche Luft auszuschließen.
Soll-Drehmoment-Parameter und Werkzeugausstattung
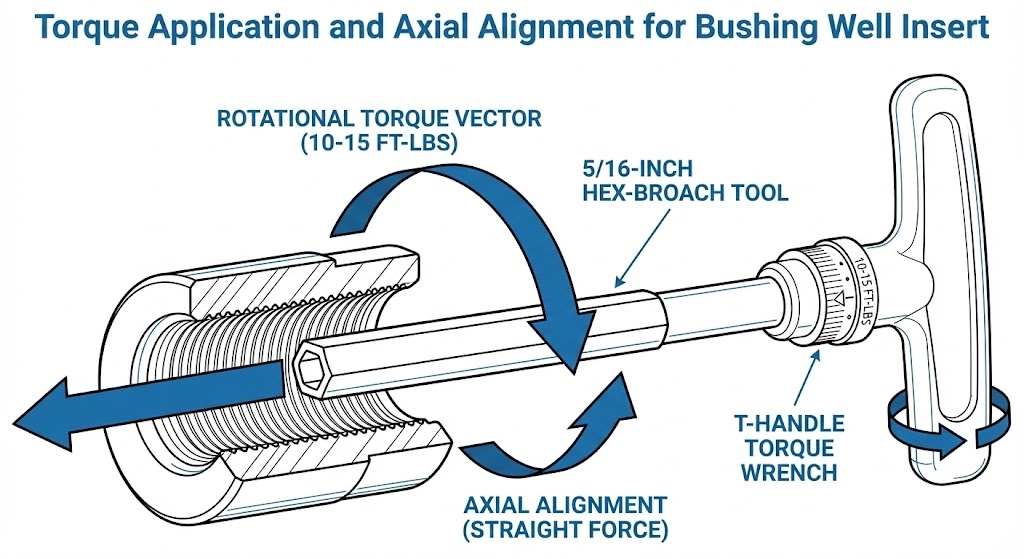
Für standardmäßige 200A- und Einsatzbaugruppen müssen Installateure einen kalibrierten Drehmomentschlüssel mit einem 5/16-Zoll-Inbuswerkzeug verwenden. Das universelle Zieldrehmoment für diese Schnittstelle liegt in der Regel zwischen 10 und 15 ft-lbs (13,5 bis 20,3 Nm). Außendienstmitarbeiter müssen diese Kraft mit einem T-Griff-Drehmomentschlüssel und nicht mit einer herkömmlichen einseitigen Ratsche aufbringen. Eine einseitige Ratsche führt während der abschließenden Anzugsphase zu einer starken seitlichen Belastung, die zu Mikrobrüchen im Epoxidharz-Boden führen kann, bevor das korrekte axiale Drehmoment überhaupt erreicht wird. Diese mechanischen und elektrischen Schnittstellentoleranzen sind durch Industrieprotokolle wie .
Folgen von zu niedrigem Anzugsmoment
Wird die Mindestdrehmomentschwelle nicht erreicht, ist die Schnittstelle sehr anfällig für thermische und dielektrische Störungen.
Wenn ein Einsatz mit zu geringem Anzugsmoment angezogen wird, erreichen die primären Kupferkontakte nicht den erforderlichen Oberflächenkontakt. Dadurch erhöht sich der innere Kontaktwiderstand drastisch und übersteigt oft die zulässigen 50 μΩ bis 100 μΩ. Während der Spitzenlastzyklen der Verteilung verursacht dieser erhöhte Widerstand eine starke lokale Erwärmung (übermäßiges ΔT). Die kontinuierliche thermische Ausdehnung und Kontraktion führt schließlich zu einer Verschlechterung des umgebenden EPDM-Gummis, was zu thermischem Durchgehen und vollständigen Phase-Erde-Fehlern führt.
Mechanische Risiken des Überdrehens
Umgekehrt birgt das Überschreiten von 20,3 Nm (15 ft-lbs) erhebliche mechanische Risiken. Ein zu hohes Anzugsdrehmoment ist in der Regel das Ergebnis der Verwendung von Druckluftwerkzeugen oder nicht kalibrierten Schraubenschlüsseln. Die internen 3/8″-16 UNC Kupfergewinde sind so ausgelegt, dass sie unter extremer Spannung nachgeben. Bei einem Anzug von 25 ft-lbs oder mehr wird das Kupfer über seine Elastizitätsgrenze hinaus gedehnt, wodurch das Gewinde dauerhaft verformt wird oder der Bolzen vollständig abreißt. Selbst wenn der Bolzen überlebt, kann eine übermäßige Rotationskraft das Epoxidgehäuse des Transformatorschachts selbst beschädigen, was eine teure Entleerung des Transformatorschachts erforderlich macht, um die geschweißte Schachtstruktur zu ersetzen.
Abbildung 3: Die Verwendung eines T-Griff-Drehmomentschlüssels gewährleistet eine strikte axiale Kraft, die eine seitliche Belastung verhindert, die zu einem Bruch des Epoxidharz-Bohrlochgehäuses führen kann.
Prüfung und Verifizierung nach der Installation
Sobald der Drehmomentschlüssel den korrekten physischen Sitz des Durchführungseinsatzes anzeigt, ist die Installation noch nicht abgeschlossen. Der Übergang von der physischen Montage zu einer elektrisch funktionsfähigen, koronafreien Mittelspannungsschnittstelle erfordert eine strenge Überprüfung nach der Installation, bevor Lasttrennbögen angeschlossen werden oder der Transformator wieder unter Spannung gesetzt wird. Die Umgehung dieser Prüfungen führt häufig zu einem katastrophalen Ausfall kurz nach der Inbetriebnahme.
Visuelle und mechanische Validierung
Beginnen Sie mit einer gründlichen Sichtprüfung des Umfangs des neuen Buchseneinsatzes an der Stelle, an der er auf die Oberfläche des Transformatorschachts trifft. Eine ordnungsgemäße Installation weist keine Lücken am Sitzring auf. Der Grundflansch des Einsatzes muss gleichmäßig an der Epoxidwanne anliegen. Wenn ein asymmetrischer Spalt vorhanden ist, ist dies ein unmittelbares Anzeichen für ein Kreuzgewinde oder ein Schmutzhindernis, das verhindert, dass der innere Kupferbolzen vollständig sitzt.
Die Außendienstmitarbeiter müssen dann einen leichten mechanischen Zugtest durchführen. Durch Aufbringen einer seitlichen Kraft von etwa 10 bis 15 lbs auf die Nase des Einsatzes wird die physische Integrität der Gewindeverbindung überprüft. Weist der Einsatz ein Wackeln oder Drehspiel ≥ 1 mm auf, muss er entfernt, das Gewinde erneut geprüft und das Installationsverfahren ab der Reinigungsphase wiederholt werden.
Überprüfung der dielektrischen Schnittstelle
Schließlich muss die freiliegende Schnittstelle des neu installierten Einsatzes für die Aufnahme des Lasttrennbogens vorbereitet werden. Wischen Sie überschüssiges dielektrisches Fett ab, das während des Anziehens um die Basis herum ausgetreten ist. Die Schnittstelle des Außenkonus muss vollständig sauber sein und dann leicht mit einem frischen, mikroskopisch kleinen Film aus zugelassenem Silikonfett geschmiert werden. Dieser letzte Schmierschritt stellt sicher, dass die EPDM-Gummiflächen beim Aufschieben des Lasttrennbogens auf den Einsatz reibungslos aneinander gleiten und alle Luft verdrängen, um die kritische dielektrische 200A-Dichtung zu erzeugen.
Beschaffung zuverlässiger Bohrlocheinsätze für Verteilungsprojekte
Die Präzision, die für eine einwandfreie 200A-Schnittstelleninstallation erforderlich ist, bedeutet sehr wenig, wenn der Einsatz selbst keine Maßgenauigkeit oder zuverlässige dielektrische Materialeigenschaften aufweist. Eine erfolgreiche Installation hängt vollständig von der Auswahl von hochwertigem EPDM-Gummi und präzise bearbeiteten Kupfergewinden ab, die den strengen Industrienormen entsprechen. Bei der Beschaffung dieser Komponenten für 15kV-, 25kV- oder 35kV-Verteiltransformatoren müssen die Beschaffungsteams sicherstellen, dass das Zubehör für eine langfristige thermische Stabilität und einen koronafreien Betrieb unter rauen Feldbedingungen ausgelegt ist.
ZeeyiElec bietet technische Lösungen für kritisches Vertriebszubehör und fertigt Durchführungsschachteinsätze, die den strengen internationalen Projektanforderungen entsprechen. Unser Ingenieurteam unterstützt OEM- und Vertriebsunternehmensprojekte mit schnellen technischen Anpassungen, vollständiger Exportdokumentation und kundenspezifischer Spezifikationsunterstützung. Ganz gleich, ob Sie Geräte für den Einsatz in Versorgungsunternehmen standardisieren oder zuverlässige Komponenten für einen EPC-Auftrag beschaffen möchten, unser präzisionsgefertigtes Zubehör sorgt dafür, dass Ihre Transformatoranlagen während der vorgesehenen Lebensdauer sicher und zuverlässig funktionieren. Wenden Sie sich noch heute an unser technisches Team, um eine genaue Spezifikationsanpassung und ein wettbewerbsfähiges Projektangebot zu erhalten.
Häufig gestellte Fragen
Kann ich einen herausgenommenen Buchseneinsatz wiederverwenden?
Obwohl es technisch möglich ist, wenn der Einsatz keine mechanische Abnutzung aufweist, ist es in der Branche üblich, nach dem Ausbau einen neuen Einsatz zu installieren, um die Integrität der 200A-Schnittstelle und der dielektrischen Dichtung zu gewährleisten. Mikrorisse oder eine Verformung des Gewindes während der Entnahme erhöhen das Risiko einer Teilentladung bei der Wiedererregung mit 15kV bis 35kV erheblich.
Welche Art von dielektrischem Schmierfett sollte für einen 200A-Einsatz verwendet werden?
Verwenden Sie nur das vom Hersteller zugelassene, nicht aushärtende dielektrische Silikon-Schmiermittel, das mit dem spezifischen Lasttrennschalter-Zubehör geliefert wird oder dafür spezifiziert ist. Die Verwendung von Standardfetten auf Erdölbasis greift die EPDM-Gummikomponenten chemisch an und lässt sie aufquellen, was innerhalb weniger Monate nach dem Einsatz zu einem katastrophalen Ausfall der Isolierung führt.
Wie fest sollte ein Buchseneinsatz angezogen werden?
Die meisten 200A-Buchsenschachteinsätze erfordern ein Anzugsdrehmoment von 13,5 bis 20,3 Nm (10 bis 15 ft-lbs), aber Installateure müssen immer den genauen Wert auf dem Anleitungsblatt des Herstellers überprüfen. Die Verwendung eines kalibrierten Drehmomentschlüssels mit dem richtigen 5/16-Zoll-Sechskantwerkzeug ist zwingend erforderlich, um ein Unterschreiten des Kupferbolzens oder ein Reißen des Epoxidharzgehäuses zu vermeiden.
Warum verzieht sich mein Buchseneinsatz beim Einbau?
Ein Kreuzgewinde entsteht in der Regel, wenn der Einsatz in der ersten Phase des Handgewindeschneidens nicht perfekt senkrecht zum Bohrloch steht oder wenn das 3/8″-16 UNC-Kupferinnengewinde des Bohrlochs mit Schmutz oder altem Gewindekleber verunreinigt ist. Beginnen Sie immer mit dem Gewindeschneiden von Hand für die ersten zwei bis drei vollen Umdrehungen, bevor Sie ein mechanisches Werkzeug einsetzen, um eine korrekte Ausrichtung zu gewährleisten.
Muss ich den Transformator stromlos machen, um einen Einsatz zu ersetzen?
Ja, der Austausch eines Durchführungsschachteinsatzes erfordert, dass der Verteilertransformator vollständig spannungsfrei geschaltet, isoliert und gemäß den strengen Sicherheitsprotokollen vor Ort ordnungsgemäß geerdet wird. Während die zugehörigen Lasttrennbögen unter bestimmten kontrollierten Bedingungen unter Spannung betrieben werden können, bilden der darunter liegende Einsatz und die Brunnenbaugruppe eine dauerhafte mechanische Verbindung, die unter Spannung nicht sicher gelöst werden kann.
Was passiert, wenn ich zu viel Silikonschmiermittel auftrage?
Wenn zu viel dielektrisches Fett aufgetragen wird, entsteht eine hydraulische Sperre in der Buchsenbohrung, die verhindert, dass sich der Einsatz vollständig einfädelt und der für die Stromübertragung erforderliche Metall-Metall-Kontakt hergestellt wird. Eine dünne, gleichmäßige Schicht von ca. 0,5 mm bis 1,0 mm ist ausreichend, um Luft und Feuchtigkeit zu verdrängen, ohne dass sich beim Einsetzen ein übermäßiger Flüssigkeitsdruck aufbaut.
Yo-Yo-Shi
Yoyo Shi schreibt für ZeeyiElec und konzentriert sich dabei auf Mittelspannungszubehör, Transformatorenkomponenten und Kabelzubehörlösungen. Ihre Artikel behandeln Produktanwendungen, technische Grundlagen und Einblicke in die Beschaffung für Einkäufer der globalen Elektroindustrie.