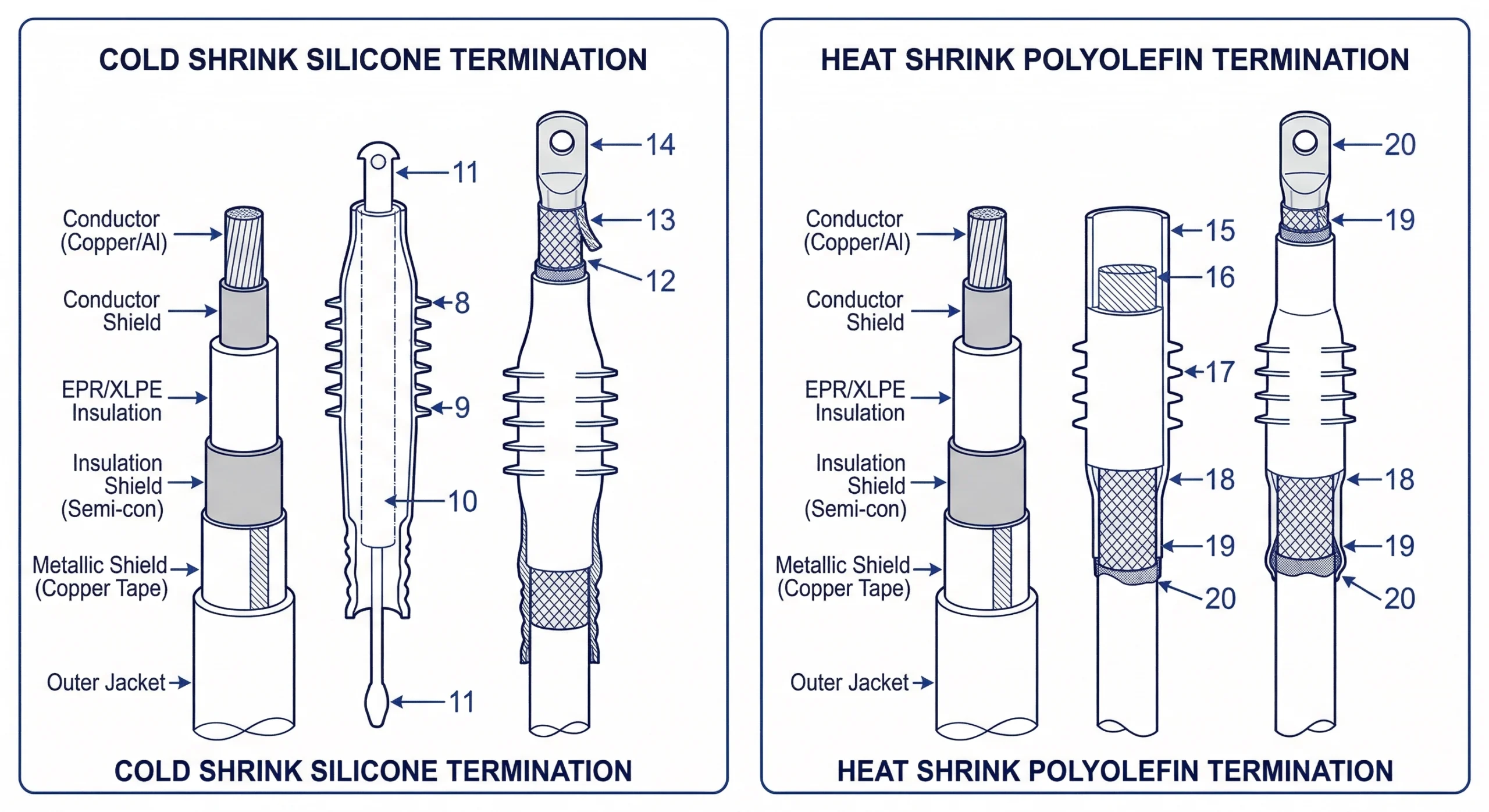
At the core of the debate between cold shrink and heat shrink technologies lies a fundamental difference in material science and how each method achieves and maintains pressure on the cable interface. Both systems aim to restore electrical insulation, manage electrical stress, and provide a secure environmental seal. However, they rely on entirely different mechanisms to accomplish this goal.
Heat shrink technology utilizes cross-linked polyolefin, a thermoplastic material that has been modified through irradiation or chemical processes to create a “shape memory”. During manufacturing, the tubing is heated, expanded, and then cooled to lock in its enlarged shape. When field technicians apply heat (typically using a propane torch reaching temperatures of 120°C to 150°C), the crystalline structure melts, and the cross-linked bonds force the material to shrink back toward its original, smaller diameter. This is a passive memory system; once shrunk, the material becomes semi-rigid and maintains a static profile around the cable.
Cold shrink accessories, conversely, are manufactured primarily from liquid silicone rubber (LSR) or EPDM (Ethylene Propylene Diene Monomer). The material is pre-expanded at the factory and loaded onto a removable plastic core. During installation, the core is simply pulled out (unwound), allowing the rubber to forcefully contract onto the cable. This represents an active memory system. The silicone or EPDM never fully returns to its original molded diameter, meaning it remains under constant tension. This continuous radial pressure, often exceeding 150 kPa depending on the design, allows the accessory to actively expand and contract in tandem with the cable during the thermal cycling caused by fluctuating electrical loads.
The physical properties of these materials dictate their application limits. Heat shrink polyolefin is inherently tougher and offers superior resistance to mechanical abrasion. Silicone rubber, while providing excellent dielectric strength and superior resistance to UV radiation and ozone (critical for outdoor terminations), is generally more susceptible to tearing if snagged during handling or installation.
[Expert Insight: Warehouse to Trench Realities]
Heat shrink inventory can sit on warehouse shelves for 5+ years without degradation, making it ideal for decentralized, long-term emergency reserve stock.
Cold shrink kits must be installed within 12 to 36 months; rotating stock based on manufacturing dates is a critical procurement discipline to prevent premature core collapse.
Always verify the cable’s actual outer diameter (OD) against the kit’s specified range; cold shrink is far less forgiving of OD mismatches than heat shrink due to its active tension limits.
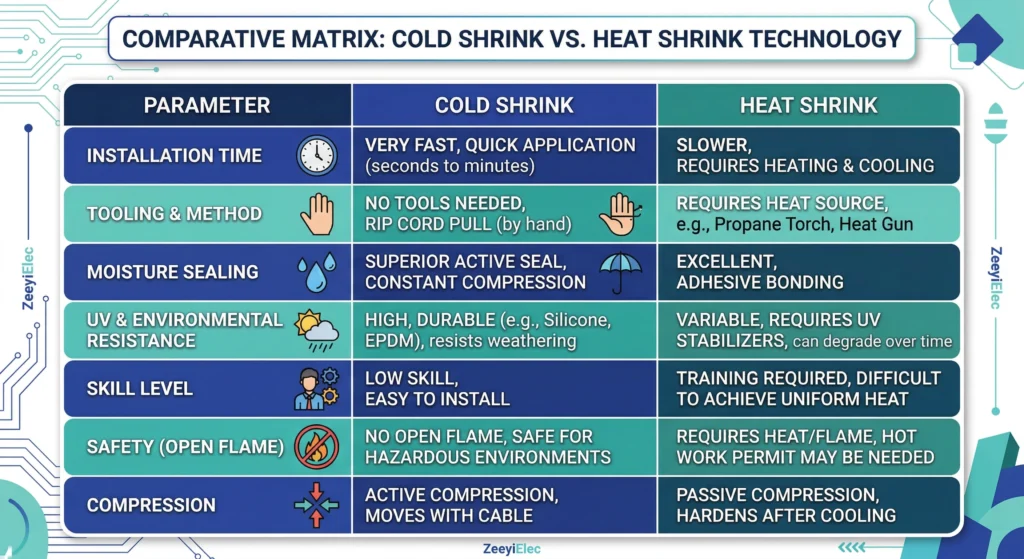
Comparative Matrix: Key Performance and Installation Parameters
FIG-01: Key performance indicators comparing electrical, mechanical, and installation parameters of both accessory types.
When evaluating cable accessories for a project, engineering teams must weigh electrical capabilities against logistical and environmental constraints. The choice directly impacts not only the initial capital expenditure but also the installation timeline and long-term network reliability.
Electrical Performance Breakdown
Both technologies are engineered to seamlessly handle medium-voltage distribution networks. Typically, these accessories are rated for voltage classes ranging from 10 kV up to ≤ 35 kV, ensuring stable insulation resistance that often exceeds 1000 MΩ. Cold shrink silicone bodies provide inherently excellent track resistance and dielectric strength. Conversely, heat shrink cable accessories rely heavily on dual-wall co-extrusion—incorporating both stress control and anti-tracking tubular layers—to properly manage the intense electrical fields localized at the termination point.
Installation Complexity and Tooling
The operational footprint differs drastically between the two methods, presenting critical trade-offs for both field execution and procurement logistics:
Tooling & Safety: Heat shrink kits require specialized heating equipment (typically a propane torch), which adds logistical complexity regarding mandatory hot work permits in sensitive industrial areas. Cold shrink completely eliminates the need for open flames.
Installation Time: A skilled jointer might complete a standard 15 kV 3-core heat shrink termination in 45 to 60 minutes. By simply unwinding the internal spiral core, cold shrink field installation time can often be reduced to 15 to 30 minutes, significantly reducing jointer fatigue in awkward trenches.
Shelf Life: Heat shrink kits boast a virtually indefinite storage life if kept at standard ambient temperatures. Conversely, cold shrink silicone tubes are strictly limited to a 1 to 3-year shelf life before the active elastic memory begins to permanently degrade (a material decay factor sometimes modeled using Δt metrics in quality assurance testing).
Long-Term Environmental Resilience
Field conditions ultimately test the long-term reliability of these accessories. Cold shrink maintains a continuous, active radial pressure on the cable jacket. This dynamic grip is highly advantageous for preventing moisture ingress during extreme thermal cycling, as the accessory expands and contracts alongside the cable under varying electrical loads.
Conversely, heat shrink forms a rigid, passive seal. While this rigid polyolefin outer layer is exceptionally robust against physical abrasion and mechanical impact—making it a frequently preferred choice for direct-buried underground joints subjected to rocky backfill—it does not dynamically adjust to the cable’s thermal expansion. For high-UV outdoor pole-top terminations or highly contaminated coastal installations, the inherent molecular properties of silicone cold shrink generally offer superior environmental resilience without requiring heavy applications of additional protective mastics.
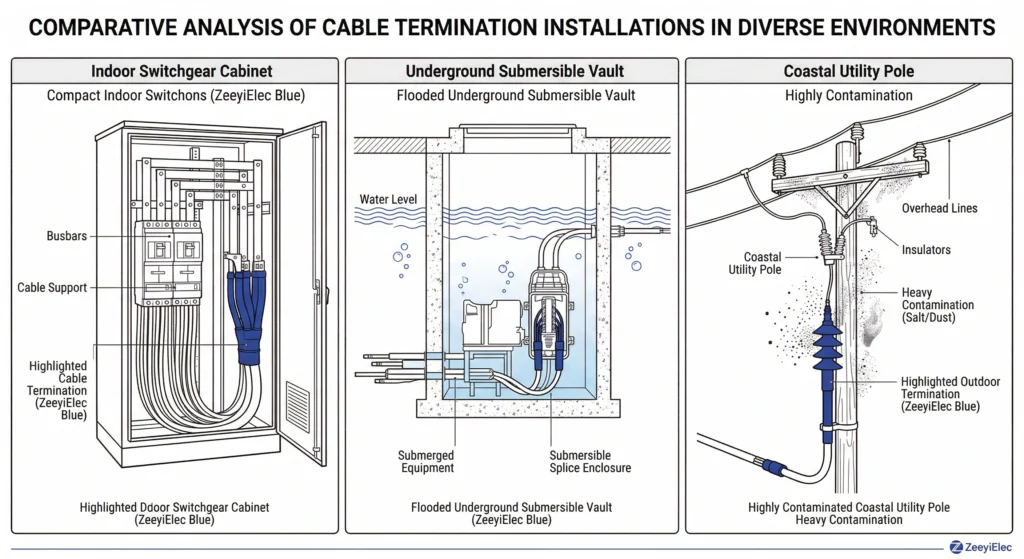
Engineering Trade-Offs by Application Scenario
FIG-02: Environmental and physical constraints dictate the appropriate cable accessory technology for indoor, underground, and coastal applications.
While laboratory metrics and material data sheets provide a necessary technical baseline, the true test of any cable termination or joint occurs in the field. The environment in which the accessory operates, alongside the physical constraints of the installation site, ultimately dictates which technology will perform reliably over a 30-year operational lifecycle.
Indoor Switchgear and Confined Spaces
Modern Ring Main Units (RMUs) and compact switchgear cabinets are designed with minimal internal real estate, often featuring phase-to-phase clearances as tight as 90 mm for 15 kV systems. In these confined spaces, deploying a heat shrink system is highly problematic. A standard propane torch requires a safe clearance radius to prevent scorching the cabinet’s epoxy insulators or accidentally melting adjacent phase insulation. Because cold shrink cable accessories require zero heat, they are the overwhelmingly preferred solution for indoor switchgear. The spiral core extraction method eliminates the risk of collateral fire damage and bypasses the restrictive, schedule-delaying hot-work permits required in chemical plants or refineries.
Underground Submersible Environments
Underground distribution networks force engineers to weigh mechanical toughness against dynamic sealing capabilities. For direct-buried cable joints subjected to rough, rocky backfill, the rigid, cross-linked outer layer of a heat shrink splice offers superior mechanical impact and puncture resistance. However, in submersible vault environments where manholes routinely flood, maintaining a watertight seal under constant hydrostatic pressure (often ≥ 0.5 bar) is the primary concern. In these cyclic flooding conditions, cold shrink excels. As the medium-voltage cable heats up under peak load and cools during off-peak hours, the active elastic memory of the cold shrink body expands and contracts in unison with the cable jacket, preventing the formation of micro-voids that invite moisture ingress.
High-Pollution Coastal or Industrial Zones
Outdoor pole-top terminations face relentless UV exposure, salt fog, and industrial particulate contamination. These environmental stressors inevitably lead to surface tracking and dry-band arcing. Silicone-based cold shrink accessories possess inherent hydrophobicity—meaning water beads up and rolls off the surface rather than forming a continuous, conductive water film. Furthermore, silicone exhibits a highly advantageous “hydrophobicity transfer” property, where low-molecular-weight siloxanes migrate through accumulated dirt to actively restore the water-repellent surface. For high-contamination areas requiring extreme specific creepage distances (e.g., ≥ 31 mm/kV for Level IV heavy pollution zones), cold shrink terminations provide a decisively lower total cost of maintenance compared to polyolefin alternatives.
Cost Analysis: Initial Capital Expenditure and Labor Constraints
When evaluating upfront material costs against installation realities, a comprehensive Total Cost of Ownership (TCO) evaluation reveals critical trade-offs:
Upfront Material Costs: Heat shrink technology consistently presents a lower barrier to entry. A standard 15 kV, 3-core heat shrink kit is typically 20% to 35% less expensive than its silicone cold shrink counterpart.
Labor & Time Investment: A trained jointer typically requires 50 to 60 minutes to properly prepare and shrink a medium-voltage polyolefin kit. In contrast, the cold shrink spiral core extraction method requires zero heating tools and is routinely completed in 15 to 25 minutes.
Scale Economics: On large-scale utility expansions or wind farm projects requiring hundreds of terminations, the cumulative labor savings of cold shrink frequently offset the higher initial material cost, rapidly negating the upfront price delta.
Initial Capital Expenditure and Labor Constraints
When evaluating upfront material costs, heat shrink technology consistently presents a lower barrier to entry. A standard 15 kV, 3-core heat shrink termination kit is often 20% to 35% less expensive than its silicone cold shrink counterpart. However, this initial price delta rapidly diminishes when skilled labor rates are applied to the project budget. A trained jointer typically requires 50 to 60 minutes to properly prepare and shrink a medium-voltage polyolefin kit, carefully managing the torch to ensure even wall thickness without scorching the underlying insulation. In contrast, the cold shrink spiral core extraction method requires zero heating tools and can routinely be completed in 15 to 25 minutes. On a large-scale utility expansion or wind farm project requiring hundreds of terminations, the cumulative labor savings of cold shrink frequently offset the higher initial material cost.
Operational Expenditure and Failure Recovery
The most substantial financial risk in cable network management lies in premature field failure. A joint or termination breakdown does not simply cost the price of a replacement kit; it incurs emergency dispatch labor, heavy equipment mobilization, and severe financial penalties for unserved energy during the resulting outage. Because heat shrink requires precise, manual heat application by the field technician, the statistical risk of installation error—such as uneven shrinkage or trapped air voids leading to destructive partial discharge—is inherently higher.
Cold shrink’s active memory significantly mitigates this human-error variable by providing a factory-expanded, mechanically consistent radial pressure upon installation. For mission-critical networks where an unplanned distribution outage can incur massive operational penalties, the slightly higher initial investment in an error-resistant cold shrink termination functions as a highly economical insurance policy against catastrophic downtime.
International Standards and Testing Compliance
Regardless of the underlying material science, both cold shrink and heat shrink technologies must satisfy rigorous international testing protocols to guarantee grid reliability. Procurement engineers rely on these standards to establish a baseline for dielectric strength, thermal stability, and long-term mechanical endurance under severe operating conditions.
IEC 60502-4 Performance Requirements
For global medium-voltage distribution systems, IEC 60502-4 dictates the comprehensive type testing requirements for cable accessories installed on extruded solid dielectric cables rated from 6 kV up to 30 kV (with a maximum equipment voltage, Um = 36 kV). A critical benchmark within this standard is the partial discharge (PD) test. To pass, both cold shrink and heat shrink components must demonstrate a PD magnitude of ≤ 10 pC when subjected to a test voltage of 1.73 Uo (where Uo represents the rated power-frequency phase-to-earth voltage). From a practical field installation perspective, heat shrink joints frequently exhibit higher initial failure rates during post-installation PD commissioning tests. If a technician fails to apply uniform heat with the torch, it can leave microscopic interfacial voids that trap ionized air, immediately compromising the dielectric boundary.
IEEE 48 and IEEE 404 Testing Protocols
In North American and aligned markets, IEEE Std 48‑2020 governs the performance of cable terminations, while IEEE Std 404‑2022 covers cable joints and splices. These standards mandate stringent AC withstand testing – often requiring the accessory to hold elevated transient voltages without flashover or insulation puncture. Furthermore, outdoor Class 1 terminations must survive a grueling 1000‑hour tracking and erosion test to simulate severe environmental weathering.
Because heat‑shrink technology relies on passive mechanical recovery, passing severe thermal cycling tests (which involve heating the conductor to standard operating temperatures of 90°C or up to emergency overload temperatures of 130°C, and then allowing it to cool over dozens of cycles) depends heavily on the internal mastic sealants’ ability to bridge the expansion gap. Cold‑shrink’s active elastic memory inherently tracks these dynamic dimensional changes. This active radial pressure generally provides more consistent watertight sealing results during rigorous long‑term thermal endurance testing (per IEEE 404, thermal cycling protocols require dozens of heating‑cooling cycles; exact count varies by voltage rating and standard edition). As a result, cold‑shrink technology often requires far less reliance on perfectly applied void‑filling mastics.
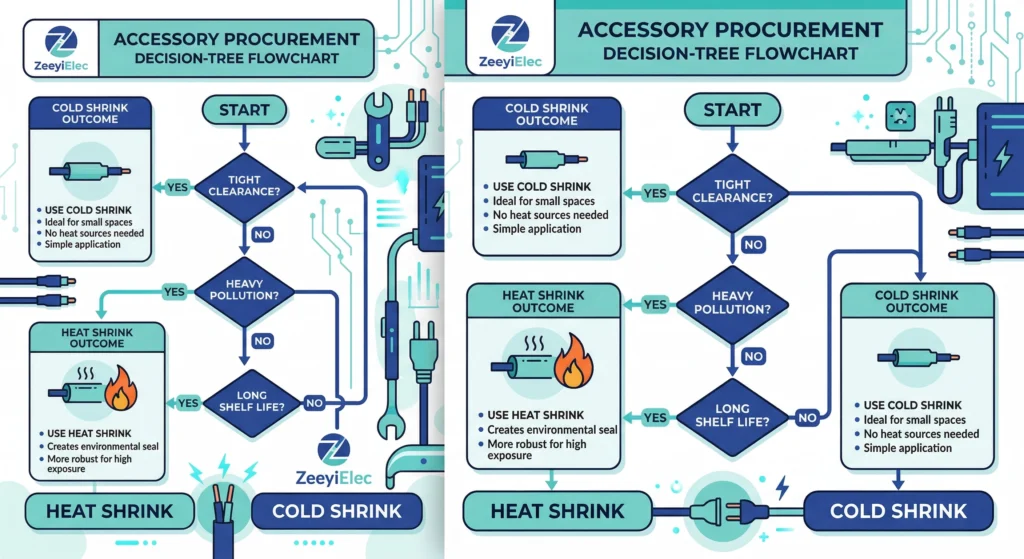
Selection Checklist for Procurement Engineers
FIG-03: A systematic decision-tree checklist to guide engineering procurement based on clearance, environmental, and logistical project constraints.
When sourcing components for medium-voltage networks, engineering and procurement teams must balance immediate capital expenditure against long-term operational reliability. Bypassing a strict technical evaluation often leads to premature field failures and expensive emergency dispatch operations. Use this rapid evaluation checklist before issuing your next Request for Quotation (RFQ).
Installation Environment: Is the joint or termination located in a compact switchgear cabinet with tight phase-to-phase clearances (e.g., ≤ 90 mm)? If yes, specify cold shrink to eliminate torch clearance issues, collateral fire damage, and hot-work permits.
Environmental Exposure: Will the accessory face severe UV radiation, coastal salt fog, or heavy industrial pollution requiring specific creepage distances ≥ 31 mm/kV? If yes, select silicone cold shrink for its inherent hydrophobicity and superior tracking resistance.
Mechanical Stress: Will the underground joint be directly buried in rough, rocky backfill without sifted protective sand? If yes, heavy-wall polyolefin heat shrink provides superior mechanical impact and puncture resistance against subterranean shifting.
Logistical Shelf Life: Will these kits be kept as emergency reserve stock in an uncontrolled warehouse for more than 24 to 36 months? If yes, specify heat shrink to avoid the expiration and permanent core collapse associated with cold shrink’s active elastic memory.
To explore complete technical specifications, dimensional data, and dedicated engineering support for your next distribution network project, review our comprehensive portfolio of cable accessories and streamline your procurement cycle.
Field Failure Modes and Preventative Installation Practices
Even the most meticulously engineered cable accessory cannot overcome poor execution in the trench. Field data consistently demonstrates that the vast majority of joint and termination failures stem from installation errors rather than material defects. Understanding how these technologies fail under real-world conditions is critical for establishing effective quality control protocols.
Field Failure Modes: The Risk of Voids and Uneven Shrinkage (Heat Shrink)
Heat shrink installation is an inherently craft-sensitive process, heavily dependent on the jointer’s torch technique:
Microscopic Voids (Partial Discharge): The most common failure mode involves uneven heat application. Failing to apply uniform 360-degree heating prevents the polyolefin tube from fully recovering, leaving trapped air pockets that ionize and initiate destructive partial discharge under high electrical stress.
Mastic Flow Failure: Insufficient pre-heating of the cable jacket and mastic sealants is a frequent issue. If the mastic does not reach its optimal flow temperature (typically ≥ 80°C), it cannot properly extrude to fill the dimensional steps of the cable cutback, creating a direct path for long-term moisture ingress.
Field Failure Modes: The Danger of Premature Core Collapse (Cold Shrink)
While cold shrink mitigates heat-related errors, its active memory mechanism introduces distinct field challenges:
Premature Core Collapse: If a technician accidentally pulls the spiral core before perfect alignment, the silicone body shrinks instantly. Because the active radial pressure is immense (often ≥ 150 kPa), the tube cannot be repositioned or forced up the cable, generally requiring the entire kit to be discarded.
Internal Lacerations: Silicone possesses a softer material durometer, making it vulnerable to internal scoring. If the cable insulation is not properly deburred using abrasive mesh (e.g., 120-grit aluminum oxide), sharp semi-con edges can internally slice the silicone body during installation, creating concentrated stress points that inevitably lead to dielectric breakdown.
[Expert Insight: Tooling & Site Preparation]
Propane torch calibration is often overlooked; a “bushy” yellow flame introduces conductive carbon soot, while a sharp blue flame provides the clean heat necessary for proper polyolefin recovery.
Cold shrink requires pristine cable preparation; a single gouge from a poorly handled scoring tool will concentrate electrical stress, leading to rapid, premature breakdown under the silicone body.
Never use silicone grease intended for a cold shrink kit on a heat shrink application, as it can severely inhibit the thermal bonding flow of the internal mastic sealants.
Frequently Asked Questions
Which is faster to install: cold shrink or heat shrink?
Cold shrink generally installs 30% to 50% faster (often under 25 minutes for a standard 15 kV termination) as it completely eliminates the need for heating tools. However, the actual labor time saved depends heavily on the jointer’s familiarity and training with the specific spiral-core extraction process.
Can cold shrink accessories be used outdoors?
Yes, modern cold shrink terminations utilize UV-resistant liquid silicone rubber, making them highly suitable and often preferred for outdoor pole-top environments. This is particularly true in high-contamination coastal zones that require specific creepage distances exceeding 31 mm/kV.
Is heat shrink cheaper than cold shrink?
Heat shrink kits typically feature a 20% to 35% lower initial material cost compared to equivalent silicone products. Yet, when factoring in specialized heating equipment, required hot-work permits, and extended installation labor hours, the total cost of ownership often converges for large-scale utility projects.
What is the shelf life of cold shrink vs heat shrink?
Heat shrink components boast a virtually indefinite shelf life if stored in standard, climate-controlled warehouse conditions, making them ideal for long-term emergency stock. Conversely, cold shrink is strictly limited to 1 to 3 years because the pre-expanded silicone rubber gradually loses its active elastic memory over time.
Which technology provides better moisture sealing?
Both provide excellent environmental sealing when installed correctly, but cold shrink maintains continuous active radial pressure (often exceeding 150 kPa) over the cable’s lifespan. This active memory offers superior dynamic water ingress protection during the extreme thermal expansion and contraction cycles of underground networks.
Do I need a hot work permit for heat shrink installation?
Yes, because heat shrink application requires an open flame from a propane torch reaching 120°C to 150°C, most heavily regulated industrial sites mandate a strict hot work permit. This requirement can significantly delay critical maintenance schedules in environments like refineries or paper mills.
yoyo shi
Yoyo Shi writes for ZeeyiElec, focusing on medium-voltage accessories, transformer components, and cable accessory solutions. Her articles cover product applications, technical basics, and sourcing insights for global electrical industry buyers.