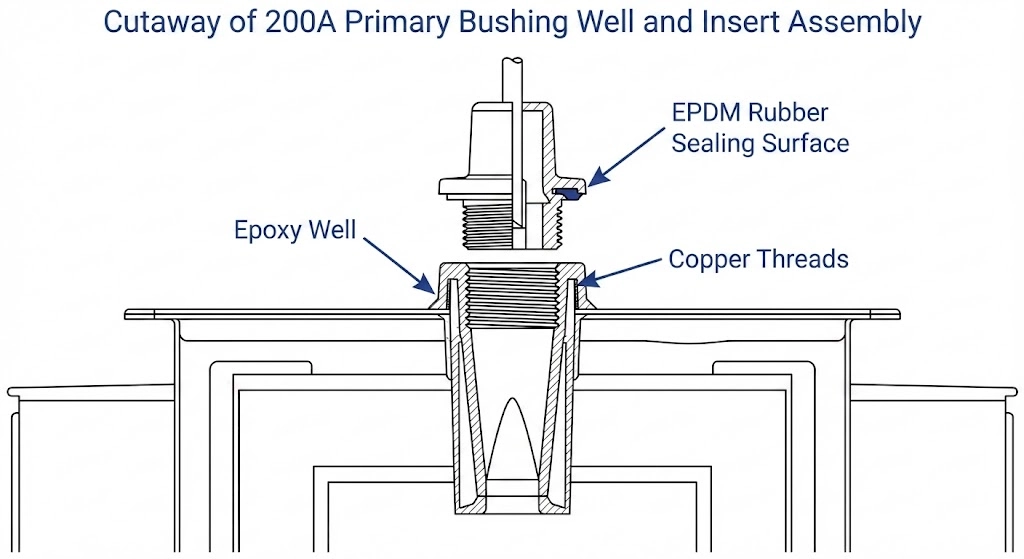
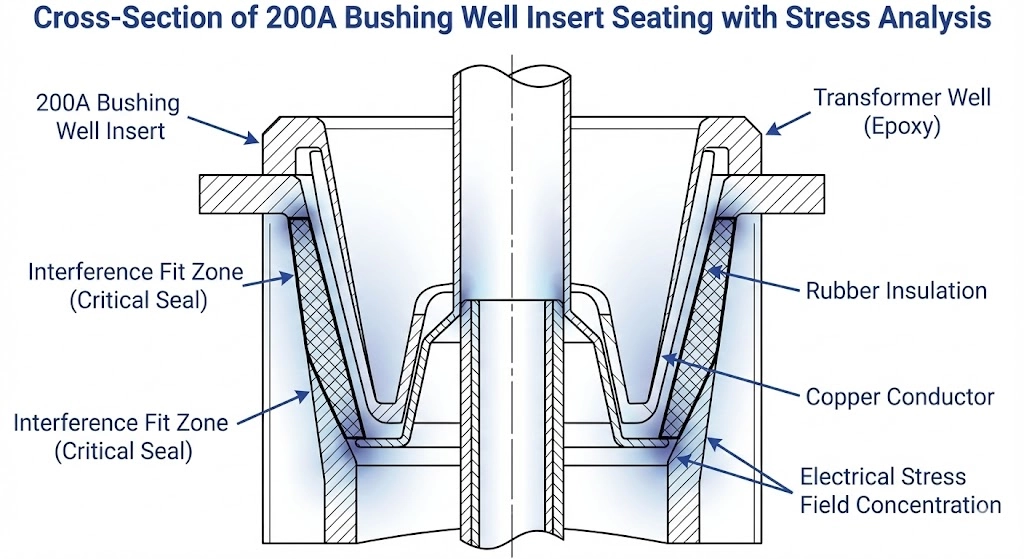
تعتمد نقطة التوصيل بين محول التوزيع وشبكة الكابلات الأساسية تحت الأرض على واجهة متخصصة مكونة من جزأين: البئر الإيبوكسي الدائم المثبت على خزان المحول، والبطانة القابلة للاستبدال . لا يعد تركيب وصلة بئر البطانة مجرد عملية ربط ميكانيكي؛ بل هو تجميع ميداني لحدود عازلة عالية الضغط. عندما يتم توصيل كوع كسر الحمل 200 أمبير بهذا الإدخال، يجب أن تنقل الواجهة الأساسية التيار بشكل لا تشوبه شائبة مع إدارة حقول الإجهاد الكهربائي المكثف الموجود عند مستويات جهد 15 كيلو فولت أو 25 كيلو فولت أو 35 كيلو فولت، قبل نقل الحمل إلى .
يخدم ملحق بئر الجلبة ثلاث وظائف متزامنة: إنشاء مانع تسرب عازل خالٍ من الهالة، وتوفير نقطة تركيب ميكانيكية آمنة لملحقات كسر الحمل، والحفاظ على مسار تيار منخفض المقاومة من لف المحول الداخلي إلى نظام الكابل الخارجي. إذا فشل إجراء التركيب في تحقيق هذه الأهداف - غالبًا بسبب التلوث أو التشحيم غير السليم أو العزم غير الصحيح - فإن العواقب تكون وخيمة. سوف تتأين فجوات الهواء المجهرية المحصورة بين بئر الإيبوكسي ومطاط EPDM الخاص بالملحق بسرعة تحت ضغط الجهد المتوسط، مما يؤدي إلى تفريغ جزئي (هالة) يؤدي إلى تآكل مواد العزل بصمت. وبالمثل، يؤدي عدم كفاية التلامس بين المعدن والمعدن في الخيط الأساسي إلى حدوث تسخين موضعي، مما يؤدي إلى هروب حراري وفشل كارثي في نهاية المطاف للوصلة بأكملها.
إن فهم فيزياء هذه الواجهة هو أساس التركيب الموثوق به. وتعتمد أسطح التزاوج على ملاءمة التداخل ومواد التشحيم العازلة المحددة لاستبعاد الهواء والرطوبة تمامًا. كل خطوة في عملية التركيب مصممة لإزالة المتغيرات التي تضر بهذه الحدود الحرجة.
الشكل 1: يتحكم التداخل الميكانيكي بين البئر الإيبوكسي وإدخال مادة EPDM بفعالية في مجالات الضغط الكهربائي مع منع دخول الرطوبة.
[رؤى الخبراء: حقائق فشل الواجهة]
ينشأ أكثر من 801 تيرابايت 3 تيرابايت من 200 أمبير من الأعطال الميدانية للإدخال من الهواء المحبوس أو الرطوبة أو الخيوط المتقاطعة أثناء التركيب، وليس من عيوب التصنيع.
وغالبًا ما يستغرق الانهيار العازل الكهربائي في هذه الواجهة البينية من 12 إلى 18 شهرًا ليظهر على شكل خطأ كارثي من الطور إلى الأرض، وغالبًا ما يخفي السبب الجذري لخطأ التركيب.
ولأن الواجهة توفر مانع التسرب التأسيسي لخزان المحولات، فإن البئر المتصدع من الإفراط في الضغط يفرض استبدال فوري ومكلف للمحول أو إصلاحه في الورشة.
التجهيز المسبق للتركيب والتحقق من الأدوات
قبل إدخال الملولب في بئر المحول، يلزم إجراء تحضير صارم. تُظهر التجربة الميدانية باستمرار أن مرحلة الإعداد المتسرعة ترتبط مباشرةً بحوادث الخيوط المتقاطعة والأعطال العازلة طويلة الأجل. وتتحكم حالة البئر وجودة الأدوات في نجاح عملية التركيب.
الفحص البصري لبئر المحول
يجب أن يكون سطح الإيبوكسي لبئر جلبة المحول نظيفًا تمامًا وسليمًا من الناحية الهيكلية. عند العمل في الظروف الميدانية - خاصة أثناء عمليات التعديل التحديثي أو الصيانة على محولات التوزيع الحالية - يجب على الفنيين إزالة الغبار والرطوبة والشحوم القديمة تمامًا. افحص الخيوط النحاسية الداخلية، والتي عادةً ما تكون قياسية 3/8″-16 UNC لتطبيقات كسر الحمل 200 أمبير. في حالة استبدال ملحق قديم، غالبًا ما يظل مركب قفل اللولب اللاهوائي المتبقي معبأ داخل هذه اللولبات. سيؤدي الفشل في إزالة هذا الحطام إلى ربط الملحق الجديد قبل الأوان، مما يعطي قراءة عزم دوران خاطئة قبل أن تتزاوج التلامسات الكهربائية الأولية بالكامل.
أثناء الفحص البصري، افحص سطح بئر الإيبوكسي بدقة بحثًا عن أي خدوش في الأبعاد أو خدوش عميقة ≥ 0.5 مم في العمق على طول مستدق التزاوج. الخدوش التي تتجاوز هذه العتبة تخلق فراغات مجهرية لا يمكن حتى للشحم العازل عالي الجودة سدها بشكل موثوق، مما يزيد بشكل كبير من احتمال التفريغ الجزئي الموضعي. وعلاوة على ذلك، تأكد من التحقق من أن مادة التشحيم العازلة المصنوعة من السيليكون التي اخترتها تتوافق مع الظروف الحرارية القصوى للنظام، وعادةً ما تحافظ على لزوجتها غير القابلة للمعالجة عبر نطاق تشغيل يتراوح بين -40 درجة مئوية إلى +130 درجة مئوية.
الأدوات المطلوبة وزيوت التشحيم المعتمدة
تعد محاولة هذا التركيب باستخدام أدوات مرتجلة سبباً رئيسياً للتلف الميكانيكي. يجب على عمال التركيب التحقق من احتواء مجموعات الأدوات الخاصة بهم على المعدات الدقيقة المحددة لأعمال الوصلة البينية ذات الجهد المتوسط.
أولاً، قم أولاً بتأمين مفتاح عزم دوران معاير قادر على القياس بدقة في نطاق 10 إلى 20 قدم-رطل (13.5 إلى 27.1 نيوتن متر)، مقترنًا بأداة محرك الأقراص السداسية الصحيحة (عادةً ما يكون عمود سداسي سداسي 5/16 بوصة). لا تستخدم أبدًا محركات الصدم الهوائية أو الكهربائية، حيث أن ارتفاعات عزم الدوران المفاجئة ستؤدي إلى تكسير بئر الإيبوكسي أو كسر مسمار النحاس الداخلي.
ثانيًا، قم بشراء مناديل تنظيف خالية من الوبر ومذيب تبخيري معتمد غير متبخر. وأخيرًا، يتطلب التركيب شحم عازل من السيليكون معتمد من الشركة المصنعة. هذا اختيار بالغ الأهمية: استخدام الشحوم البترولية القياسية سوف يهاجم كيميائيًا وينتفخ مطاط EPDM في المرفقين المدمجين والمرافق، مما يؤدي إلى تدهور سريع للعزل في غضون أشهر من التنشيط.
إجراء التثبيت خطوة بخطوة
يتطلب تنفيذ عملية تركيب حشوة البئر 200A التزامًا صارمًا بالخطوات المتسلسلة. تُظهر التجربة الميدانية أن الانحرافات - مثل التنظيف غير السليم أو استخدام تقنية تشحيم خاطئة - تؤدي إلى حدوث رطوبة أو فراغات هوائية تؤدي في النهاية إلى تعقب على طول الواجهة المطاطية الإيبوكسية. يتماشى هذا الإجراء مع ممارسات المرافق القياسية للتوصيلات ذات الجهد المتوسط، مما يضمن ختمًا خاليًا من الهالة ونقل تيار موثوق به.
الخطوة 1: تنظيف الواجهات
ابدأ بالتنظيف الدقيق للسطح الداخلي لبئر جلبة المحول والسطح الخارجي للملحق الجديد. استخدم فقط المناديل الخالية من الوبر المشبعة بمذيب تلامس كهربائي معتمد وخالٍ من البقايا. امسح في اتجاه واحد ومستمر لإزالة جميع الأتربة وزيوت التصنيع والرطوبة. لا تستخدم أبدًا خِرَق الورش أو المناشف الورقية، حيث إنها تُدخل أليافًا مجهرية تعمل كمسارات تتبع تحت ضغط الجهد العالي. اسمح للمذيب بالتخلص من المذيب تمامًا قبل المتابعة؛ سيؤدي احتباس المذيب أسفل الواجهة المطاطية إلى انهيار سريع للعزل.
الخطوة 2: تطبيق مادة التشحيم العازلة
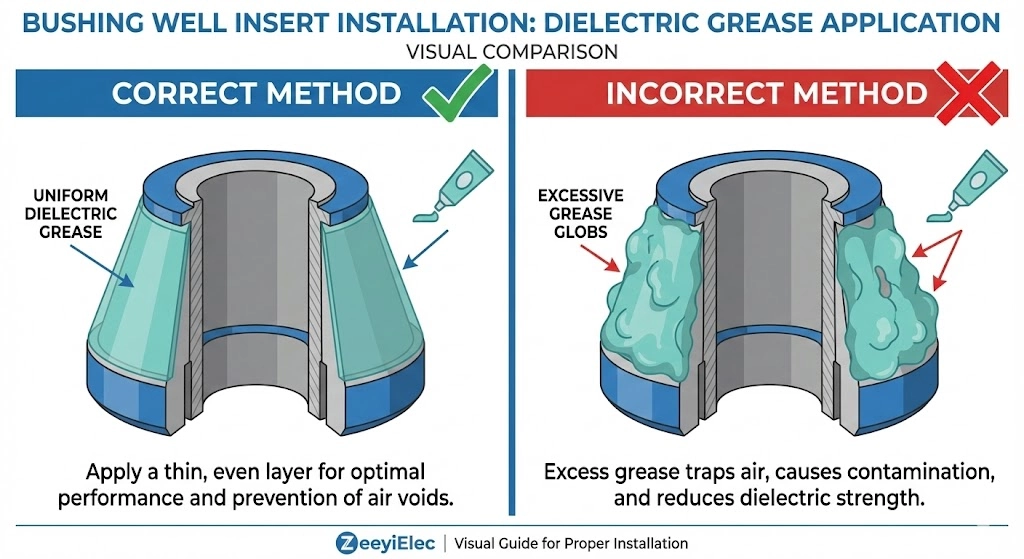
يتمثل الهدف من التشحيم في تقليل الاحتكاك أثناء اللولبة وملء أي فراغات هوائية مجهرية بالكامل بين بئر الإيبوكسي والإدخال المطاطي EPDM. قم بتطبيق طبقة رقيقة وموحدة من شحم السيليكون العازل الكهربائي المزود من الشركة المصنعة على المستدق الداخلي لبئر البطانة والمستدق الخارجي للملحق.
تجنب الخطأ الميداني الشائع المتمثل في تعبئة البئر بالشحم الزائد. يؤدي الإفراط في التشحيم إلى حدوث قفل هيدروليكي في قاعدة البئر، مما يمنع الإدخال من الخيوط بشكل كامل. تكفي طبقة بسماكة 0.5 مم إلى 1.0 مم تقريبًا لتحقيق الختم العازل المطلوب دون بناء ضغط سائل زائد أثناء الإدخال.
الخطوة 3: الخيوط والجلوس الأولي
قم بمحاذاة المسمار النحاسي الملولب للملحق بعناية مع الوعاء الموجود في البئر. يجب أن يكون الملحق عموديًا تمامًا على خزان المحول. ابدأ بربط الملحق يدويًا لأول دورتين إلى ثلاث دورات كاملة. هذه البداية اليدوية هي ممارسة ميدانية بالغة الأهمية؛ فهي تضمن تعشيق اللولب النحاسي بسلاسة وتوفر ملاحظات لمسية فورية إذا بدأ اللولب المتقاطع. إذا شعرت بمقاومة قبل الدوران الثالث، فتوقف على الفور، وقم بإرجاع الملحق للخارج، وقم بتنظيف اللولب مرة أخرى.
الخطوة 4: تنفيذ الشدّ النهائي
بمجرد أن يتم خياطة الملحق يدويًا وتثبيته، أدخل أداة المحرك السداسي المناسب في عين التشغيل أو الوعاء السداسي للملحق. باستخدام مفتاح عزم دوران مُعايَر، أحكم ربط التجميع بعزم الدوران المحدد من الشركة المصنعة. استخدم ضغطًا ثابتًا ومتساويًا دون اهتزاز مفتاح الربط لضمان تمدد المسمار النحاسي بشكل صحيح، وتحقيق التلامس المطلوب بين المعدن والمعدن عند القاعدة.
الشكل 2: يؤدي وضع طبقة رقيقة وموحدة من 0.5 مم إلى 1.0 مم من شحم السيليكون إلى إزاحة الهواء دون التسبب في قفل هيدروليكي أثناء الإدخال.
[رؤى الخبراء: أفضل الممارسات للترابط]
احمل دائمًا ملحقًا احتياطيًا إلى موقع التركيب. في حالة سقوط الملحق في الأوساخ أو انزلاقه في الأوساخ أو انزلاقه أثناء الدوران اليدوي الأولي، لا يمكن تنظيفه حسب المواصفات ويجب التخلص منه.
عند وضع الشحوم العازلة للتيار الكهربائي، احرص على وضع طبقة رقيقة وموحدة. يمكن أن يؤدي الضغط الهيدروليكي المفرط من الشحوم الزائدة إلى تراجع الملحق بمهارة قبل أن يثبت عزم الدوران النهائي في مكانه.
ضع جسمك مباشرة في خط مستقيم مع الملحق عند الدفع والدوران؛ فالضغط الجانبي خارج المحور هو السبب الرئيسي لاختلال محاذاة الخيط.
مواصفات عزم الدوران الحرجة والمزالق الشائعة
يحدد التثبيت المادي للإدخال كلاً من السلامة العازلة والقدرة الحاملة للتيار في الإنهاء. الاعتماد على التقديرات الذاتية هو السبب الرئيسي للأعطال الميدانية المبكرة في أنظمة كسر الحمل 200 أمبير. يتطلب تأمين الوصلة البينية قوة ميكانيكية محددة لتمديد مسمار النحاس الداخلي، مما يؤدي إلى تثبيت التجميع معًا أثناء ضغط الوصلة البينية لاستبعاد كل الهواء.
معلمات عزم الدوران المستهدف والأدوات
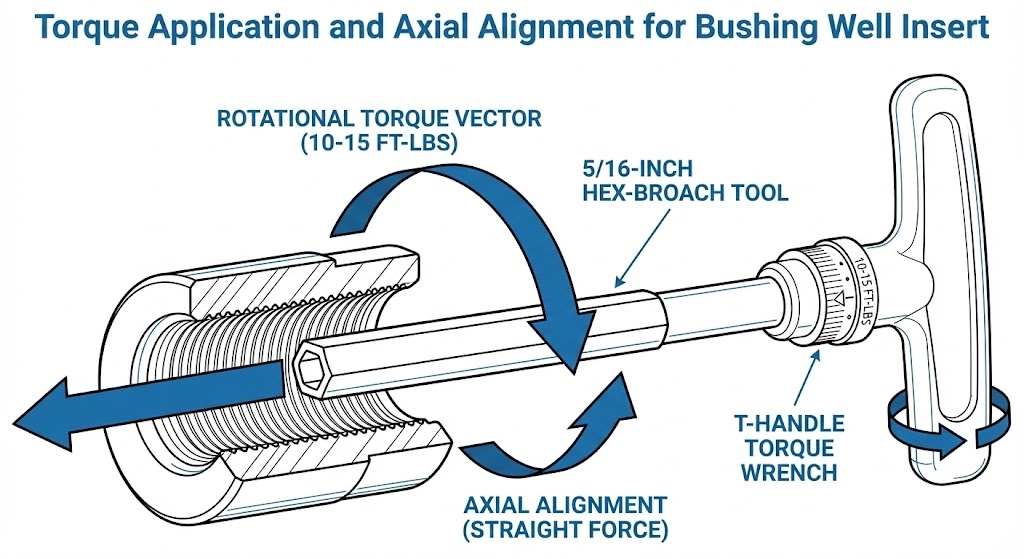
بالنسبة للتركيبات القياسية 200 أمبير والتركيبات المدخلة، يجب على المركبين استخدام مفتاح عزم دوران معاير مزود بأداة سداسية سداسية مقاس 5/16 بوصة. يتراوح عزم الدوران المستهدف العام لهذه الواجهة عادةً بين 10 إلى 15 قدم-رطل (13.5 إلى 20.3 نيوتن متر). يجب على الأطقم الميدانية تطبيق هذه القوة باستخدام مفتاح عزم الدوران بمقبض T بدلاً من السقاطة القياسية أحادية الجانب. تُحدث السقاطة أحادية الجانب إجهادًا جانبيًا شديدًا أثناء مرحلة الشد النهائية، مما قد يؤدي إلى كسر دقيق في قاعدة البئر الإيبوكسي قبل الوصول إلى عزم الدوران المحوري الصحيح. وتخضع هذه التفاوتات الميكانيكية والكهربائية للواجهة الميكانيكية والكهربائية بشكل صارم لبروتوكولات الصناعة مثل .
عواقب التقليل من الضغط المنخفض
يؤدي الفشل في الوصول إلى الحد الأدنى لعزم الدوران إلى جعل الواجهة معرضة بشدة للانهيار الحراري والعازل الكهربائي.
عندما يكون الملحق أقل من اللازم، تفشل الملامسات النحاسية الأولية في تحقيق تعشيق منطقة السطح المطلوبة. وهذا يزيد من مقاومة التلامس الداخلية بشكل كبير، وغالبًا ما يدفعها إلى ما بعد خط الأساس المقبول من 50 Ω إلى 100 μΩ. أثناء دورات حمل التوزيع القصوى، تتسبب هذه المقاومة المرتفعة في حدوث تسخين موضعي شديد (ΔT مفرط). يؤدي التمدد والانكماش الحراري المستمر في نهاية المطاف إلى تدهور مطاط EPDM المحيط، مما يؤدي إلى هروب حراري وأعطال كاملة من الطور إلى الأرض.
المخاطر الميكانيكية للإفراط في الشد الزائد
وعلى العكس من ذلك، فإن تجاوز 15 قدم-رطل (20.3 نيوتن-متر) يؤدي إلى مخاطر ميكانيكية شديدة. عادةً ما يكون الإفراط في الشد نتيجة استخدام أدوات تعمل بالهواء المضغوط أو مفاتيح ربط غير معايرة. تم تصميم اللولب النحاسي الداخلي 3/8″-16 UNC للسنون النحاسية الداخلية بحيث تستسلم تحت الشد الشديد. يؤدي استخدام 25 قدم-رطل أو أكثر إلى تمديد النحاس إلى ما بعد حد المرونة، مما يؤدي إلى تشويه اللولب بشكل دائم أو قص الوتد بالكامل. حتى إذا نجا المسمار، يمكن أن تؤدي قوة الدوران المفرطة إلى تشقق مبيت الإيبوكسي لبئر المحول نفسه، مما يستلزم تصريف خزان المحول باهظ الثمن لاستبدال هيكل البئر الملحوم.
الشكل 3: يضمن استخدام مفتاح عزم الدوران بمقبض على شكل حرف T قوة محورية صارمة، مما يمنع الإجهاد الجانبي الذي يمكن أن يكسر مبيت البئر الإيبوكسي.
اختبار ما بعد التثبيت والتحقق
وبمجرد أن يشير مفتاح عزم الدوران إلى التثبيت المادي الصحيح لجلبة البئر المدخل، فإن التركيب لم يكتمل بعد. يتطلب الانتقال من التجميع المادي إلى واجهة الجهد المتوسط الخالية من الهالة والقابلة للتطبيق كهربائيًا التحقق الصارم بعد التركيب قبل توصيل أكواع كسر الحمل أو إعادة تنشيط المحول. يؤدي تجاوز هذه الفحوصات في كثير من الأحيان إلى فشل كارثي بعد فترة وجيزة من بدء التشغيل.
التحقق البصري والميكانيكي
ابدأ بفحص بصري شامل حول محيط البطانة الجديدة المدرجة في البئر حيث تلتقي بوجه بئر المحول. سيظهر التركيب السليم عدم وجود فجوات عند طوق التثبيت. يجب أن تستقر شفة قاعدة الملحق بشكل موحد مقابل بئر الإيبوكسي. في حالة وجود فجوة غير متماثلة، فهذا مؤشر فوري على وجود خيوط متقاطعة أو انسداد في الحطام يمنع مسمار النحاس الداخلي من التثبيت الكامل.
يجب على الطاقم الميداني بعد ذلك إجراء اختبار سحب ميكانيكي خفيف. إن تطبيق ما يقرب من 10 إلى 15 رطلاً من القوة الجانبية على مقدمة الحشوة سوف يتحقق من السلامة المادية للوصلة الملولبة. إذا أظهر الملحق أي تذبذب أو تلاعب دوراني ≥ 1 مم، فيجب إزالته وإعادة فحص اللولبات وتكرار إجراء التركيب من مرحلة التنظيف.
التحقق من الواجهة العازلة
وأخيراً، يجب إعداد الواجهة المكشوفة للإدخال المركب حديثاً لقبول كوع كسر التحميل. قم بمسح أي شحم عازل كهربائي زائد انبثق أثناء عملية الشد حول القاعدة. يجب أن تكون الواجهة المخروطية الخارجية نظيفة تمامًا ثم يتم تشحيمها برفق بطبقة مجهرية جديدة من شحم السيليكون المعتمد. تضمن خطوة التشحيم النهائية هذه أنه عندما يتم دفع كوع كاسر الحمولة على المدخل، تنزلق الأسطح المطاطية EPDM معًا بسلاسة، مما يؤدي إلى إزاحة كل الهواء لإنشاء مانع تسرب العازل الكهربائي 200 أمبير الحرج.
إن الدقة المطلوبة لتنفيذ تركيب واجهة 200A خالية من العيوب لا تعني الكثير إذا كانت الوصلة نفسها تفتقر إلى دقة الأبعاد أو خصائص المواد العازلة الموثوقة. يعتمد التركيب الناجح اعتمادًا كليًا على اختيار مطاط EPDM عالي الجودة وخيوط نحاسية مشكّلة بدقة تتوافق مع معايير الصناعة الصارمة. عند تحديد مصادر هذه المكونات لمحولات التوزيع بجهد 15 كيلو فولت أو 25 كيلو فولت أو 35 كيلو فولت، يجب على فرق المشتريات التأكد من أن الملحقات مصممة لتحقيق الاستقرار الحراري طويل الأجل والتشغيل الخالي من الهالة في ظل الظروف الميدانية القاسية.
توفر ZeeyiiElec حلولاً هندسية لملحقات التوزيع المهمة، وتصنيع حشوات آبار البطانات التي تلبي متطلبات المشاريع الدولية الصارمة. يدعم فريقنا الهندسي مشاريع مصنعي المعدات الأصلية والموزعين من خلال المطابقة الفنية السريعة، ووثائق التصدير الكاملة، ودعم المواصفات المخصصة. سواءً كنت تقوم بتوحيد المعدات لنشر المرافق أو تأمين مكونات موثوقة لعقد شراء وشراء وبناء، فإن ملحقاتنا المصنعة بدقة تضمن أداء تركيبات المحولات الخاصة بك بأمان وموثوقية طوال فترة الخدمة المخصصة لها. استشر فريقنا الفني اليوم للحصول على مطابقة دقيقة للمواصفات وعروض أسعار تنافسية للمشروع.
الأسئلة المتداولة
هل يمكنني إعادة استخدام ملحق بئر البطانة بعد إزالته؟
في حين أنه من الممكن تقنيًا إذا لم يظهر على الملحق أي تآكل ميكانيكي، فإن أفضل الممارسات في الصناعة تفرض تركيب ملحق جديد بمجرد إزالته لضمان سلامة الواجهة 200 أمبير ومانع التسرب العازل. تزيد التمزقات الدقيقة أو تشوه الخيط أثناء الاستخراج بشكل كبير من خطر التفريغ الجزئي عند إعادة التنشيط عند مستويات 15 كيلو فولت إلى 35 كيلو فولت.
ما نوع الشحوم العازلة التي يجب استخدامها على ملحق 200 أمبير؟
لا تستخدم سوى زيوت التشحيم العازلة السيليكونية غير المعالجة المعتمدة من الشركة المصنعة والمزودة مع ملحق كاسر التحميل المحدد أو المحددة له. سيؤدي استخدام الشحوم البترولية القياسية إلى مهاجمة المكونات المطاطية EPDM كيميائيًا وتضخمها، مما يؤدي إلى فشل كارثي في العزل في غضون أشهر من التشغيل الميداني.
ما مدى الإحكام الذي يجب أن يكون عليه إحكام ربط حشوة بئر البطانة؟
تتطلب معظم إدخالات بئر البطانة 200 أمبير عزم دوران للجلبة يتراوح بين 10 إلى 15 قدم-رطل (13.5 إلى 20.3 نيوتن متر)، ولكن يجب على المركبين دائمًا التحقق من القيمة الدقيقة على ورقة تعليمات الشركة المصنعة. يعد استخدام مفتاح عزم دوران معاير مع أداة سداسية سداسية صحيحة مقاس 5/16 بوصة إلزاميًا لمنع التثبيت تحت مسمار النحاس أو تكسير مبيت البئر الإيبوكسي.
لماذا يتم إدخال البطانات بشكل متقاطع أثناء التركيب؟
عادة ما يحدث الخيوط المتقاطعة عندما لا تكون اللولبة متعامدة تمامًا على البئر أثناء مرحلة الخيوط اليدوية الأولية، أو إذا كانت اللولبة النحاسية الداخلية 3/8″-16 UNC للبئر ملوثة بالأوساخ أو قفل اللولبة القديم. ابدأ دائمًا في اللولبة يدويًا لأول دورتين أو ثلاث دورات كاملة قبل استخدام أي أدوات ميكانيكية لضمان المحاذاة الصحيحة.
هل أحتاج إلى إلغاء تنشيط المحول لاستبدال أحد المدخلات؟
نعم، يتطلب استبدال ملحق بئر البطانة أن يكون محول التوزيع مفصولاً تمامًا عن الطاقة ومعزولاً ومؤرضًا بشكل صحيح وفقًا لبروتوكولات السلامة الصارمة في الموقع. في حين يمكن تشغيل مرفقي قواطع التزاوج القابلة للتحميل بالطاقة في ظل ظروف محددة خاضعة للرقابة، فإن الإدخال الأساسي ومجموعة البئر يشكلان وصلة ميكانيكية دائمة لا يمكن فكها بأمان أثناء التشغيل.
ماذا يحدث إذا وضعت الكثير من مزلّق السيليكون؟
يؤدي استخدام الشحوم العازلة الزائدة إلى حدوث قفل هيدروليكي داخل بئر البطانة، مما يمنع الملحق من الالتحام الكامل وتحقيق التلامس المطلوب من المعدن إلى المعدن لنقل التيار. تكفي طبقة رقيقة وموحدة من 0.5 مم إلى 1.0 مم تقريبًا لإزاحة الهواء والرطوبة دون تكوين ضغط سائل زائد أثناء التثبيت.
يويو شي
تكتب يويو شي في ZeeyiElec، مع التركيز على ملحقات الجهد المتوسط ومكونات المحولات وحلول ملحقات الكابلات. تغطي مقالاتها تطبيقات المنتجات، والأساسيات التقنية، ورؤى المصادر للمشترين العالميين في مجال الصناعات الكهربائية.