عندما تفشل واجهة كسر الحمل 200 أمبير في الميدان، نادرًا ما يكون السبب الجذري هو عيب تصنيع فوري. تعمل هذه المكونات كنقطة الفصل الحرجة بين البيئة الداخلية لمحول التوزيع وشبكة الكابلات الخارجية تحت الأرض. ولتشخيص سبب تعطلها بنجاح في ظل ظروف التشغيل المستمر، يجب أن يفهم العاملون الميدانيون أولاً الضغوط الشديدة متعددة المتغيرات التي تعمل على هذه الواجهة المحددة.
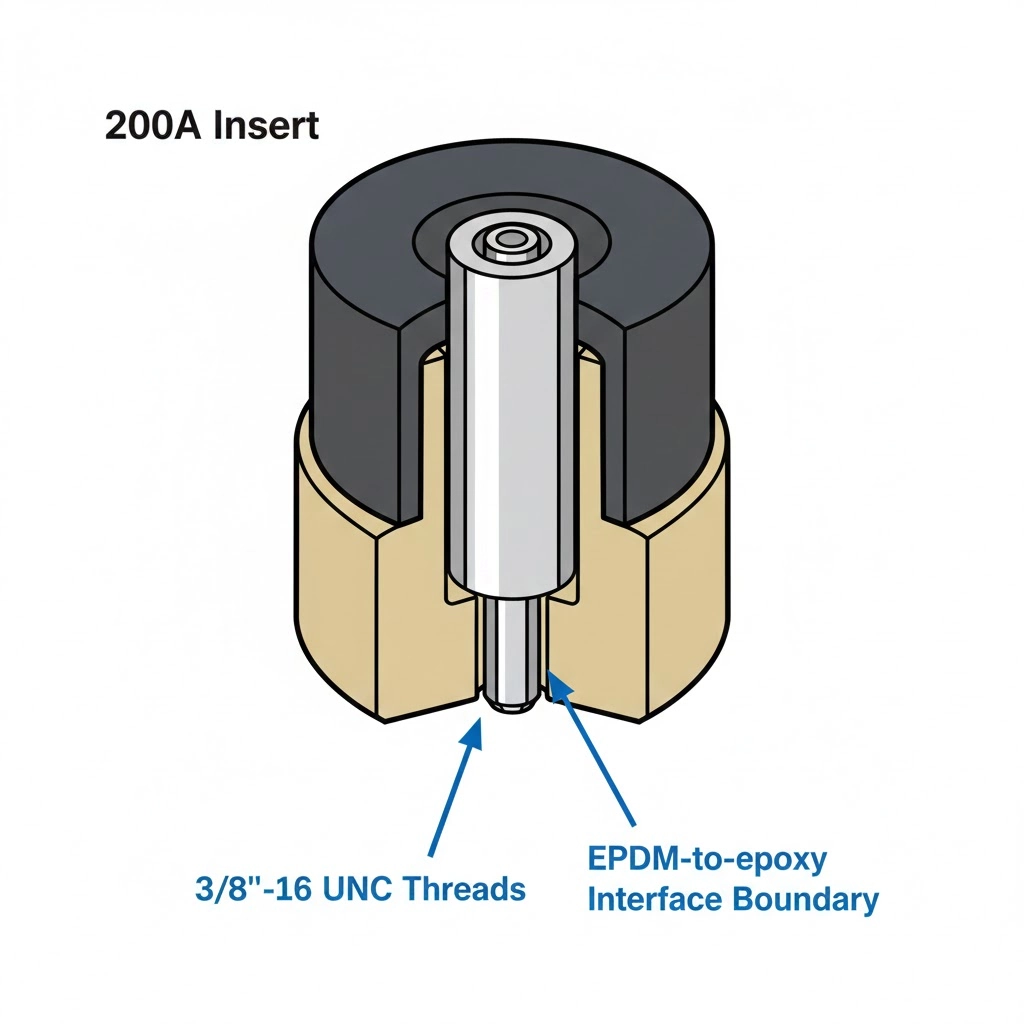
يرتبط تشريح فشل الملحق بشكل أساسي بفيزياء بنائه. يعتمد التجميع على حدود عازلة عالية الضغط تتشكل من خلال التداخل بين مطاط EPDM (إيثيلين بروبيلين ديين مونومر) المصبوب في الملحق ومطاط الإيبوكسي الصلب لبئر المحول. بالإضافة إلى ذلك، يوفر المسمار النحاسي الداخلي التوصيل الميكانيكي والكهربائي الوحيد لملف المحول. عندما يختل هذا التوازن الهيكلي، تظهر مسارات الفشل عبر ثلاثة مجالات متميزة:
الأعطال الميكانيكية: تنشأ هذه الأعطال أثناء عمليات التركيب أو التبديل. يؤدي الخيوط المتقاطعة للمسمار النحاسي، أو استخدام عزم دوران مفرط يؤدي إلى كسر بئر الإيبوكسي، أو القفل الهيدروليكي الناتج عن التشحيم غير السليم إلى الإضرار المباشر بالهندسة الفيزيائية للوصلة البينية.
التدهور الحراري: يمنع اختلال المحاذاة الميكانيكية أو عدم كفاية عزم دوران التثبيت التلامس الكامل من المعدن إلى المعدن عند القاعدة. تولد مقاومة التلامس المرتفعة هذه حرارة موضعية تؤدي إلى تدهور مطاط EPDM المحيط.
انهيار عازل كهربائي: إذا فشل توافق التداخل في طرد كل الهواء والرطوبة، فإن الفراغات الناتجة تتأين تحت ضغط كهربائي عالٍ، مما يؤدي إلى هالة وتتبع الكربون وأعطال الطور إلى الأرض في نهاية المطاف.
عند فئات الجهد من 15 كيلو فولت إلى 35 كيلو فولت، يكون هامش الخطأ صفرًا تقريبًا. عندما تُفقد السلامة الميكانيكية - سواء كان ذلك بسبب فراغ هوائي مجهري ≥ 0.1 مم أو خيوط نحاسية معرضة للخطر - فإنه يؤدي حتمًا إلى سلسلة من آليات الفشل الحراري والعازل الكهربائي. يؤدي سوء التلامس إلى تسخين I²R مرتفع، مما يرفع باستمرار ΔT الموضعي. وفي الوقت نفسه، يتأين أي هواء محبوس في الواجهة عالية الضغط، مما يؤدي في النهاية إلى انهيار الحدود العازلة لهذه ملحقات المحولات.
الشكل 1: تعتمد السلامة الميكانيكية والكهربائية للملحق على التلامس الحرج بين المعدن والمعدن في القاعدة والتداخل على طول المخروط.
[رؤى الخبراء: حقائق التشخيص البيني]
يُظهر أكثر من 75% من حالات فشل الإدخال التي تم فحصها في الميدان أن الأسباب الجذرية نابعة من أخطاء التركيب الميكانيكية، وليس من عيوب المواد.
التدهور العازل صامت؛ يمكن أن تعمل الوصلة البينية لمدة 12 إلى 18 شهرًا مع تفريغ جزئي نشط قبل أن يتصاعد إلى خطأ في الطور إلى الأرض يمكن اكتشافه.
نظرًا لأن الملحق وبئر المحول الدائم يشتركان في وصلة ملولبة مباشرة، فإن تشخيص الملحق يتطلب فحصًا متزامنًا لسطح الإيبوكسي للبئر واللوالب النحاسية الداخلية.
التدهور الحراري: تشخيص مقاومة التلامس العالية
يظهر جزء كبير من أعطال إدراج البئر في البطانات في صورة تدهور حراري. عند تحليل الواجهة المحمومة، يكون السبب الجذري بشكل حصري تقريبًا هو ارتفاع مقاومة التلامس بين مسمار النحاس الخاص بالبطانة النحاسية للجلبة والوصلة الداخلية لبئر المحول. يعد تحديد هذه الأعراض قبل أن تتصاعد إلى عطل كامل أمرًا بالغ الأهمية لموثوقية الشبكة.
فيزياء مقاومة التلامس
في واجهة 200A ذات عزم الدوران الصحيح، يضمن الضغط الميكانيكي التلامس الأمثل من المعدن إلى المعدن، مما يحافظ على المقاومة الداخلية أقل من خط الأساس 50 Ω إلى 100 Ω. ومع ذلك، إذا كان الملحق أقل من اللازم أثناء التركيب، أو إذا كانت اللولب ملوثة بالحطام أو قفل اللولب القديم، فإن منطقة التلامس الفعالة تتقلص بشكل كبير.
يزيد هذا الانخفاض في مساحة التلامس مباشرةً من المقاومة (R). ونظرًا لأن توليد الحرارة يتبع المعادلة P = I²R، فحتى تيارات الحمل المعتدلة على واجهة غير متماسّة ستؤدي إلى ارتفاع غير متناسب في درجة الحرارة (ΔT). تنشأ الحرارة عند الوتد وتنتقل إلى الخارج في مطاط EPDM. يتميز مطاط EPDM بخصائص عازلة ممتازة ولكنه يبدأ في التدهور فيزيائيًا عند تعرضه باستمرار لدرجات حرارة ≥ 130 درجة مئوية. ويؤدي التمدد الحراري للنحاس المحموم إلى زيادة تشويه المطاط، مما يضر بشكل دائم بالتركيب التداخلي.
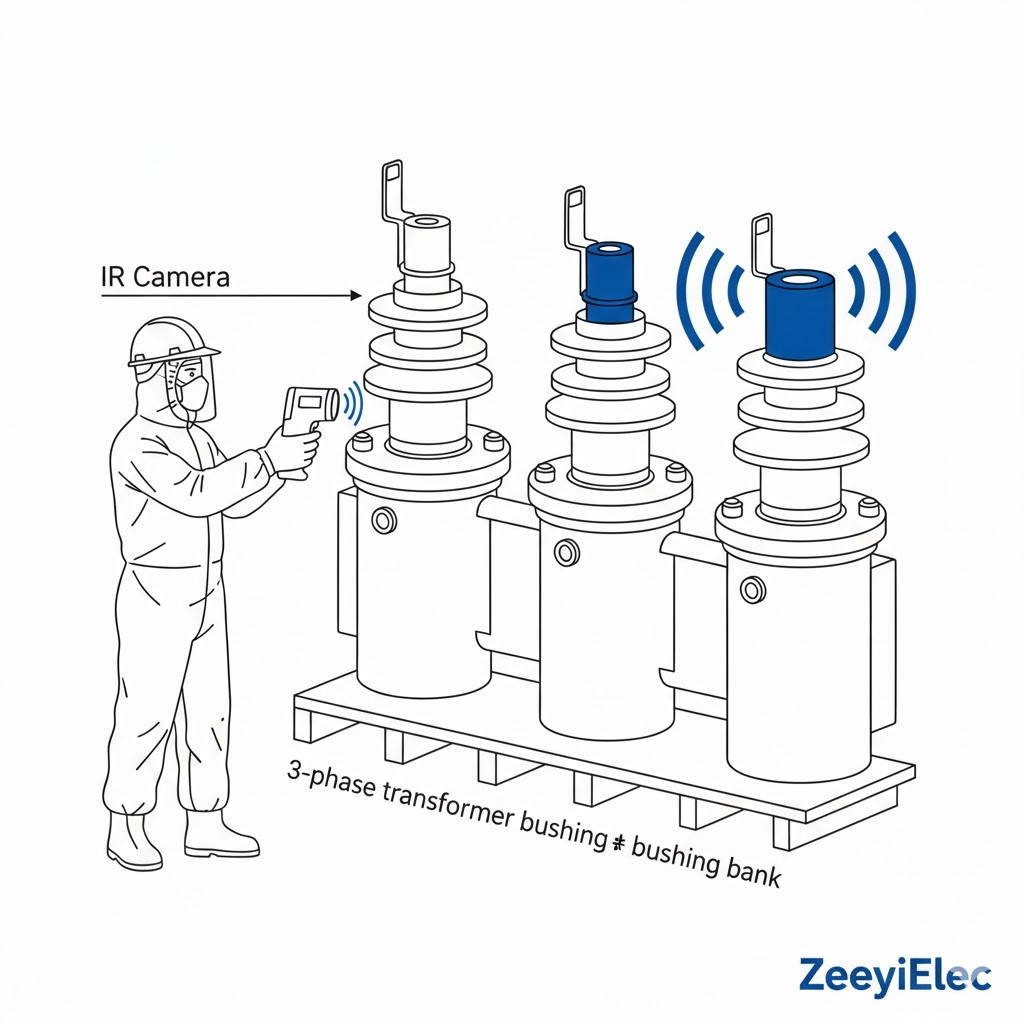
العلامات البصرية والحرارية للتدفئة
عادةً ما تقوم الأطقم الميدانية بتشخيص المشكلات الحرارية من خلال أداتين متميزتين. أثناء عمليات الفحص النشط، يكون التصوير الحراري بالأشعة تحت الحمراء (IR) هو الأداة الأساسية. يجب أن يعمل الملحق السليم في حدود بضع درجات من درجة حرارة زيت المحول المحيط. تعتبر البقعة الساخنة الموضعية في قاعدة الإدخال - غالبًا ما تظهر درجة حرارة ΔT تبلغ 20 درجة مئوية أو أكثر مقارنة بالمراحل المجاورة - مؤشرًا قاطعًا على ارتفاع مقاومة التلامس [مصدر رابط المؤلف: IEEE Std 386 لأنظمة الموصلات المعزولة القابلة للفصل - وتحديدًا متطلبات التدوير الحراري].
أثناء الفحص البصري غير المنشط، يترك التدهور الحراري دليلاً مادياً واضحاً. سيبدو مطاط EPDM بالقرب من القاعدة “طباشيريًا” أو أكثر صلابة بشكل ملحوظ من بقية الملحق، بعد أن فقد خصائصه المرنة بسبب الخبز لفترات طويلة. في الحالات المتقدمة، سيظهر على مسمار النحاس الداخلي تغير شديد في اللون - يتحول من النحاس اللامع إلى اللون الأرجواني الداكن المؤكسد أو الأسود - مما يشير إلى ارتفاع درجة الحرارة الشديد قبل الفشل.
الانهيار العازل الكهربائي: التتبع والتفريغ الجزئي
عند تحليل إدخالات آبار البطانات الفاشلة، فإن الآلية الأكثر شيوعًا للتدمير هي الانهيار العازل الكهربائي. يظهر هذا عادةً على شكل تتبع الكربون على طول الواجهة بين مطاط EPDM المقولب وبئر الإيبوكسي. ويتطلب تشخيص وضع الفشل هذا فهم الظروف المحددة التي تتسبب في فشل الواجهة تحت ضغط الجهد المتوسط، خاصةً كيفية تأين الهواء المحبوس وبدء سلسلة التدمير المتتالية.
آليات التأين البيني
يعتمد مبدأ التشغيل الأساسي للواجهة 200A وواجهة الإدخال على عدم وجود فراغات هوائية مطلقة بين أسطح التزاوج. يضمن التركيب الخالي من العيوب أن يقوم مطاط EPDM بإزاحة أي هواء محيط بالكامل، معتمدًا على طبقة رقيقة (0.5 مم إلى 1.0 مم) من شحم السيليكون العازل المعتمد من الشركة المصنعة للحفاظ على الختم. ومع ذلك، إذا كانت هناك خدوش عميقة على بئر الإيبوكسي، أو إذا تم استخدام شحم غير كافٍ، فإن جيوب الهواء المجهرية تصبح محاصرة.
وتحت حقول الإجهاد الكهربائي المكثف الموجودة عند مستويات 15 كيلو فولت أو 25 كيلو فولت أو 35 كيلو فولت، تتأين هذه الفراغات الهوائية المحتبسة قبل فترة طويلة من العزل الصلب المحيط بها. ويؤدي هذا التأين إلى نشاط تفريغ جزئي موضعي (هالة) داخل الفراغ. ويؤدي القصف المستمر للأيونات إلى تآكل مطاط EPDM وأسطح الإيبوكسي المجاورة فيزيائيًا وكيميائيًا. وعلى مدار أسابيع أو شهور، يؤدي هذا التدهور البطيء إلى إضعاف الحدود العازلة لهذه الأسطح الحرجة ملحقات الكابلات الواجهات.
تحديد مسارات تتبع الكربون
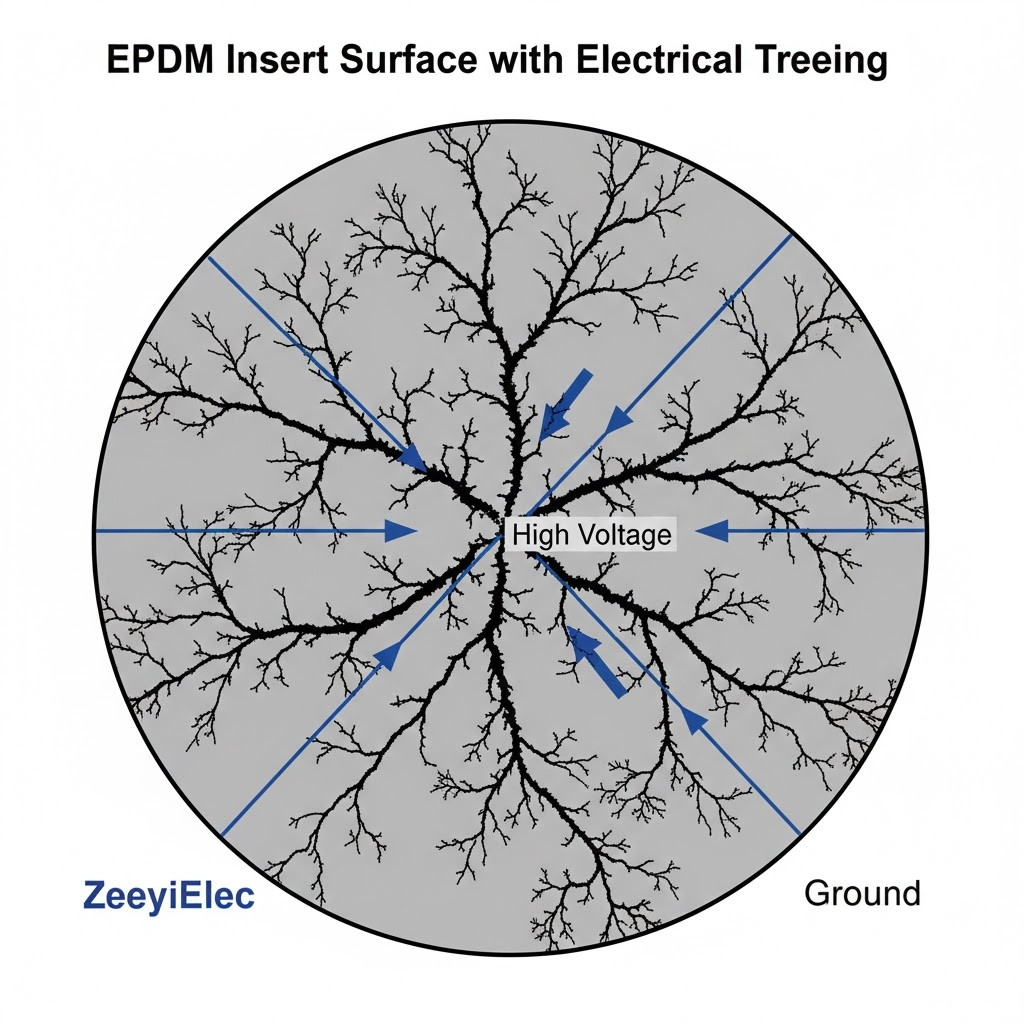
الدليل المادي على التفريغ الجزئي لا يمكن إنكاره بالنسبة للفني المدرب. أثناء الفحص غير المنشط، يكون المؤشر الأساسي هو “التتبع”. يظهر هذا كخطوط سوداء متفرعة متميزة - غالبًا ما توصف بأنها “تشجير” - محترقة مباشرة في سطح مطاط EPDM الخاص بالملحق أو محفورة في جدار البئر الإيبوكسي المقابل.
هذه المسارات هي في الأساس مسارات موصلة دائمة تتكون من مادة عازلة مكربنة. وهي تنشأ عادةً بالقرب من مسمار النحاس عالي الجهد وتنتشر إلى الخارج باتجاه طوق البئر المؤرض. وبمجرد تشكل مسار الكربون، تنخفض القوة العازلة للواجهة بشكل كبير. إن وجود أي مسار مرئي يستلزم الاستبدال الفوري للملحق؛ فالضرر لا يمكن إصلاحه وسيؤدي حتمًا إلى حدوث وميض كارثي من الطور إلى الأرض إذا أعيد تنشيط المحول.
الشكل 2: يتبع تتبع الكربون (التشجير) المسار الأقل مقاومة عبر الواجهة، مما يؤدي في النهاية إلى وميض الطور إلى الأرض.
الأعطال الميكانيكية: الخيوط المتقاطعة والإفراط في الضغط على الخيوط
في حين أن التدهور الحراري والعازل الكهربائي غالبًا ما يستغرق شهورًا حتى يظهر، فإن الأعطال الميكانيكية تكون فورية وتحدث عادةً أثناء التركيب الأولي أو التبديل اللاحق للصيانة. يتطلب تشخيص العطل الميكانيكي أن يتعرف العاملون الميدانيون على الأعراض المادية للمناولة غير السليمة، وتحديداً ما يتعلق بالوصلة الملولبة 200A واستخدام مواد التشحيم.
علامات المسامير النحاسية المتقاطعة الخيوط
يتمثل الخطأ الميكانيكي الأكثر شيوعًا في الخيوط المتقاطعة للمسمار النحاسي الداخلي 3/8″-16 UNC في بئر الإيبوكسي الخاص بالمحول. يجب أن يبدأ الفنيون الميدانيون دائمًا في الخيوط يدويًا في أول دورتين إلى ثلاث دورات كاملة. إذا تم الشعور بمقاومة على الفور وتم استخدام مفتاح ربط لإجبار الوصلة، فسوف تتشوه الخيوط النحاسية بشكل دائم.
أثناء عملية التفكيك بعد العطل، من السهل التعرف على الملولب المتقاطع. سيظهر المسمار النحاسي لولب نحاسي مفلطح بشدة أو منفتق على جانب واحد. علاوة على ذلك، ستستقر شفة قاعدة الملحق المطاطي EPDM بشكل غير متماثل على بئر الإيبوكسي، تاركة فجوة مرئية. يضمن هذا التثبيت غير المتماثل أن التلامس الكهربائي الداخلي غير متشابك بالكامل، مما يخلق مسار عطل فوري عالي المقاومة.
تحديد كسور الآبار الإيبوكسي الدقيقة
كما أن الإفراط في الضغط مدمر بنفس القدر. عندما يستخدم عمال التركيب مفاتيح ربط غير معايرة أو محركات الصدم الهوائية، فإنهم غالبًا ما يتجاوزون الحد الصارم المطلوب للواجهات وإدخالها وهو 10 إلى 15 قدم-رطل (13.5 إلى 20.3 نيوتن متر). تنتقل قوة الدوران الهائلة مباشرةً إلى الإيبوكسي الصلب لبئر المحول.
وغالبًا ما يكشف التشخيص الميداني للوصلة البينية المفرطة في الضغط عن كسور دقيقة تشع إلى الخارج من الوعاء الملولب في البئر. وتعرض هذه الشقوق الشعرية هذه السلامة الهيكلية لخزان المحول بأكمله للخطر، مما يسمح بتسرب الزيت العازل للكهرباء ودخول الرطوبة، مما يؤدي إلى فشل داخلي كارثي.
تأثير القفل الهيدروليكي
ينشأ عطل ميكانيكي أكثر دقة من سوء استخدام الشحوم العازلة. في حين أن الطبقة الرقيقة إلزامية لمنع الفراغات الهوائية، فإن تعبئة البئر بشحم السيليكون الزائد يخلق “قفل هيدروليكي”. نظرًا لأن الملحق ملولب إلى الداخل، لا يمكن للشحم غير القابل للانضغاط أن يتسرب إلى الداخل، مما يؤدي إلى ضغط سائل داخلي هائل.
يمنع هذا الضغط فيزيائيًا الملحق من التثبيت الكامل، حتى إذا كان مفتاح عزم الدوران يضغط على 15 قدم-رطل. يعتقد الفني أن الملحق محكم، ولكن المسمار النحاسي لم يحقق التلامس المعدني المطلوب. عند الإزالة، غالبًا ما تحتوي الحشوة المقفلة هيدروليكيًا على سدادة سميكة من الشحوم المعبأة في قاعدة البئر، مما يؤكد أن قراءة عزم الدوران كانت خاطئة وأن الواجهة تركت مفكوكة بشكل خطير.
[رؤية الخبراء: الكشف عن القفل الهيدروليكي في الميدان]
من العلامات الكلاسيكية للقفل الهيدروليكي هو وجود ملحق يبدو “إسفنجيًا” خلال مرحلة عزم الدوران النهائية، بدلاً من التوقف الميكانيكي الصلب والمحدد.
إذا قمت بسحب ملحق تم تركيبه حديثًا وسمعت صوت شفط أو فرقعة مميزة، فهذا يعني أن الشحوم الزائدة قد شكلت حجرة تفريغ محكمة الغلق، مما يؤكد سيناريو القفل الهيدروليكي.
يعد الشحم المبثوق بكثافة حول طوق التأريض مباشرةً بعد شد العزم علامة حمراء مرئية على أنه تم وضع الكثير من مواد التشحيم على أسطح التزاوج.
سير عمل التشخيص الميداني خطوة بخطوة
عندما تفشل واجهة كسر الحمل 200 أمبير أو تظهر عليها علامات التحذير، يكون سير العمل التشخيصي المنظم إلزاميًا لمنع حدوث تلف ثانوي في المعدات وضمان سلامة الأفراد. يؤدي السحب العشوائي للأكواع أو إعادة تثبيت الإدخالات بشكل عشوائي إلى حجب السبب الجذري وغالبًا ما يؤدي إلى تفاقم العطل الأساسي. يتماشى هذا النهج التدريجي مع بروتوكولات الصيانة القياسية للموصلات متوسطة الجهد القابلة للفصل، مما يضمن إجراء تقييم دقيق قبل استبدال المكونات.
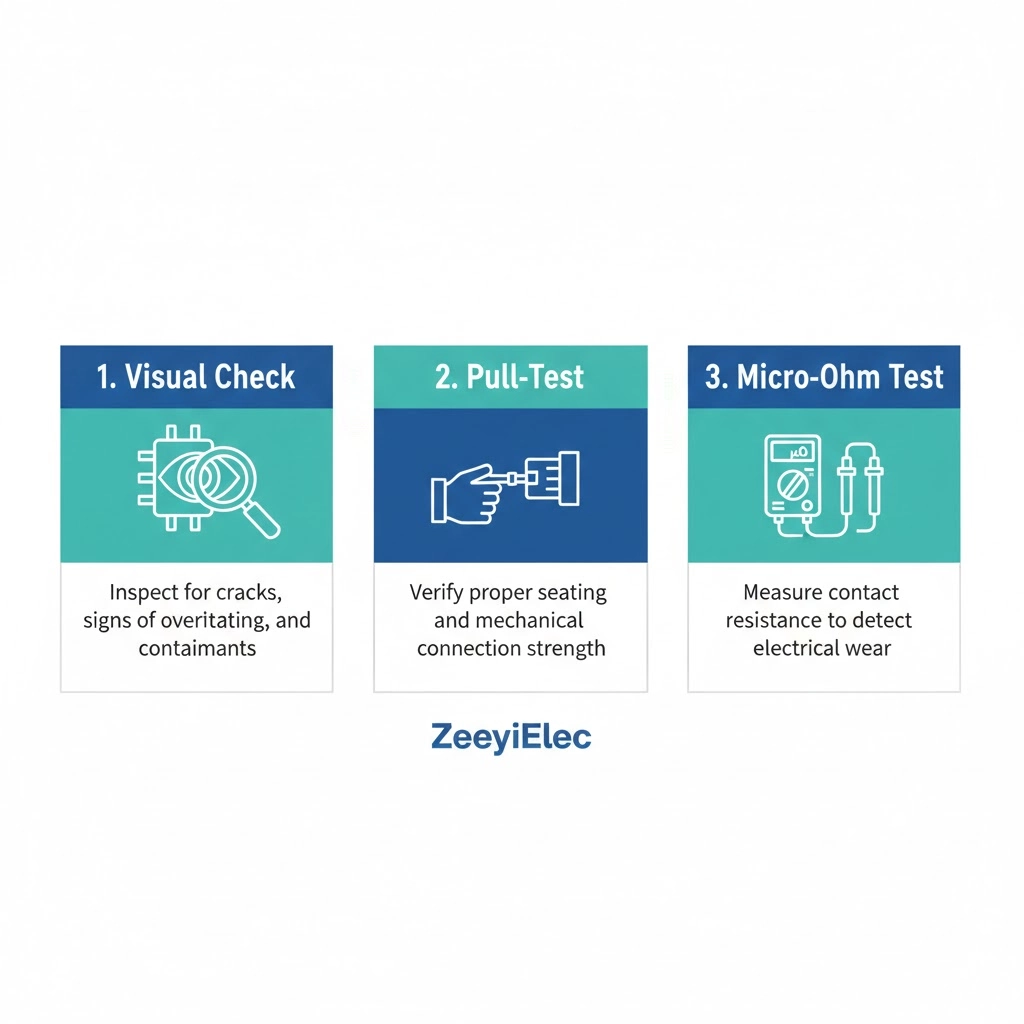
المرحلة 1: الفحص البصري منزوع الطاقة
لا تبدأ عملية التشخيص إلا بعد فصل المحول عن الطاقة تمامًا وعزله وتأريضه بشكل صحيح. يركز الفحص البصري الأولي على السطح الخارجي لجلبة البئر المدمجة وبئر الإيبوكسي المحيط بها.
يجب على الفنيين فحص أي فجوة غير متماثلة ≥ 1 مم عند طوق التثبيت حيث يلتقي مطاط EPDM بخزان المحول. تشير هذه الفجوة على الفور إلى وجود فجوة متقاطعة أو قفل هيدروليكي. بعد ذلك، افحص السطح المكشوف للمطاط بحثًا عن وجود آثار الكربون (خطوط سوداء باهتة) والتدهور الحراري “الطباشيري”، مما يدل على أن درجة حرارة التشغيل الداخلية قد تجاوزت 130 درجة مئوية.
المرحلة 2: اختبار السحب والتكامل الميكانيكي
قبل محاولة فك خيط الملحق، قم بإجراء اختبار سحب ميكانيكي لطيف. ضع ما يقرب من 10 إلى 15 رطلاً من القوة الجانبية على مقدمة الملحق. إذا كان التجميع يظهر تلاعبًا دورانيًا أو تذبذبًا، فإن اللولبات النحاسية الداخلية 3/8″-16 UNC إما أن تكون أقل من الضغط أو منفتقة ميكانيكيًا. هذا يؤكد أن التلامس الحرج من المعدن إلى المعدن في القاعدة قد فُقد، مما يتسبب في ارتفاع المقاومة الداخلية.
المرحلة 3: التشخيص الكهربائي المتقدم
إذا لم تكن الفحوصات البصرية والميكانيكية غير حاسمة، يلزم إجراء اختبار كهربائي متقدم قبل إعادة المعدات إلى الخدمة. التشخيص الأساسي هو اختبار مقاومة ميكرو أوم عبر الوصلة البينية.
باستخدام مقياس أوميتر دقيق متخصص، قم بقياس المقاومة من الوصلة الثانوية الداخلية للمحول (إذا كان يمكن الوصول إليها) إلى الوصلة الأولية للملحق. يجب أن يتراوح قياس الواجهة السليمة 200 أمبير بين 50 Ω و100 Ω. وتؤكد القراءات الأعلى بكثير من خط الأساس هذا - أو القراءات غير المستقرة التي تتذبذب أثناء الاختبار - تدهور التلامس الداخلي. وأخيرًا، إذا كانت المعدات لا تزال مفعلة وتحت التحميل قبل الانقطاع، يمكن لأجهزة الكشف بالموجات فوق الصوتية تحديد الانبعاثات الصوتية عالية التردد للتفريغ الجزئي، وتحديد نشاط الهالة داخل الواجهة قبل وقت طويل من ظهور تتبع الكربون على السطح الخارجي [التحقق من المعيار: IEEE Std C57.12.90 لرموز الاختبار القياسية].
الشكل 3: يضمن سير العمل التشخيصي المنظم الحفاظ على الأدلة البصرية والميكانيكية والكهربائية لتحليل السبب الجذري.
توريد إدخالات آبار البطانات عالية الموثوقية
إن تشخيص العطل الميداني هو المرحلة الأولى فقط من عملية استعادة الشبكة؛ ويتطلب منع تكرار العطل تحديد مكونات بديلة يمكنها تحمل الإجهاد الحراري والعزل الكهربائي على المدى الطويل. عندما تفشل إحدى الواجهات بسبب ضعف ثبات المواد أو عدم دقة الأبعاد، فإن استبدالها بمكون مماثل منخفض المستوى يضمن تكرار الانقطاع.
يبدأ منع هذه الأعطال على مستوى المشتريات. يجب أن يحدد المهندسون وفرق المشتريات إدخالات آبار البطانات 200A المصنوعة من تركيبات مطاطية EPDM عالية الجودة تقاوم التدهور الحراري تحت الحمل المستمر. وعلاوة على ذلك، يجب أن تكون الواجهة الميكانيكية خالية من العيوب لضمان ملاءمة التداخل المناسب.
يجب أن تكون اللوالب النحاسية الداخلية 3/8 ″-16 UNC مصنوعة بدقة متناهية بحيث يمكنها تحمل عزم الدوران الإلزامي من 10 إلى 15 قدم-رطل (13.5 إلى 20.3 نيوتن متر) من عزم التثبيت دون أن ترضخ أو تتمدد. إذا كانت السبيكة النحاسية لينة جدًا، فسوف تتشوه اللوالب أثناء التركيب، مما يعرض مقاومة التلامس للخطر بشكل دائم ويؤدي إلى تصاعد ΔT الذي يؤدي إلى تدهور العزل المحيط بمرور الوقت.
تقوم شركة ZeeyiiElec بتصميم وتصنيع ملحقات المحولات عالية الموثوقية، بما في ذلك إدخالات آبار البطانات الدقيقة المصممة لشبكات التوزيع بجهد 15 كيلو فولت و25 كيلو فولت و35 كيلو فولت. وتعطي عملية الإنتاج لدينا الأولوية للتفاوتات الصارمة في الأبعاد والاختبارات العازلة الصارمة لضمان أن كل ملحق يوفر واجهة خالية من الهالة ومنخفضة المقاومة فور إخراجها من الصندوق. نحن ندعم مشاريع تصنيع المعدات الأصلية والمشتريات والمشتريات والبناء والمرافق على مستوى العالم من خلال المطابقة الفنية السريعة ووثائق التصدير الكاملة ودعم المواصفات المخصصة. استشر الفريق الهندسي لشركة ZeeyiElec اليوم لتأمين مكونات يمكن الاعتماد عليها ومنع أعطال الواجهة المبكرة في مشروعك القادم.
الأسئلة المتداولة
كيف يمكنني معرفة ما إذا كانت جلبة البئر المدمجة معطلة قبل حدوث الانقطاع؟
غالبًا ما تظهر الأعطال في المراحل المبكرة على شكل درجات حرارة مرتفعة يمكن اكتشافها أثناء عمليات المسح الروتينية للتصوير الحراري بالأشعة تحت الحمراء (IR)، والتي تظهر عادةً درجة حرارة ΔT تبلغ 20 درجة مئوية أو أكثر مقارنةً بالمراحل المجاورة. كما يمكن للتشخيصات المتقدمة باستخدام أجهزة الكشف بالموجات فوق الصوتية أن تحدد أيضاً نشاط الهالة عالية التردد داخل الواجهة قبل أسابيع من حدوث عطل كارثي في المرحلة إلى الأرض.
كيف يبدو تتبع الكربون على الملحق الذي تمت إزالته؟
يظهر تتبع الكربون كخطوط أو “أشجار” سوداء متفرعة ومتميزة محترقة مباشرة على سطح مطاط EPDM أو بئر الإيبوكسي المتزاوج. تشير هذه المسارات إلى أن الإجهاد الكهربائي (عادةً ≥15 كيلو فولت) قد أدى إلى انهيار القوة العازلة للواجهة، مما يخلق مسارًا موصلًا دائمًا يستلزم الاستبدال الفوري للإدخال.
هل يمكن إعادة ربط الملحق المفكوك بعد أن يكون في الخدمة؟
إذا كان الملحق يعمل بشكل غير محكم ويولد حرارة مفرطة (غالبًا ما تتجاوز 130 درجة مئوية من مطاط EPDM)، فإن إعادة التثبيت ليس حلاً آمنًا لأن الخيوط النحاسية الداخلية والعزل من المحتمل أن تكون قد عانت من تدهور حراري لا رجعة فيه. وتتمثل الممارسة الميدانية القياسية في إزالة الملحق المشتبه به تمامًا، وفحص بئر المحول بحثًا عن التلف، وتركيب مكون جديد تمامًا.
لماذا يتراجع الملحق في بعض الأحيان عند إزالة مرفق كسر التحميل؟
عادةً ما يشير تراجع الإدخال أثناء إزالة الكوع إلى أنه كان أقل من الضغط المطلوب (أقل بكثير من 10 إلى 15 قدم-رطل) أثناء التركيب الأولي، أو أن الخيوط المتقاطعة منعت المسمار من القفل بإحكام. يتطلب هذا العطل الميكانيكي إلغاء تنشيط المحول على الفور لاستبدال الوصلة وفحص اللولب الداخلي للبئر 3/8″-16 UNC.
هل سيؤدي وضع المزيد من الشحوم العازلة إلى إيقاف التفريغ الجزئي؟
لا، لن يؤدي استخدام الشحوم العازلة الزائدة إلى إصلاح التفريغ الجزئي الموجود وغالبًا ما يؤدي إلى حدوث قفل هيدروليكي، مما يمنع فعليًا الإدخال من التثبيت الكامل. لا يتطلب التشحيم المناسب سوى غشاء مجهري وموحد (0.5 مم إلى 1.0 مم) لإزاحة الهواء؛ ولا يمكن أن يعوض عن الخدوش العميقة أو مسارات الكربون أو نقص الضغط الميكانيكي.
هل من الضروري اختبار المحول جيدًا إذا تعطلت المدخلات فقط؟
نعم، لا يكتمل تشخيص فشل الإدخال دون إجراء فحص بصري وميكانيكي دقيق لبئر المحول الدائم. إذا تم تسجيل سطح الإيبوكسي للبئر عن طريق التتبع أو إذا كانت الخيوط النحاسية الداخلية للبئر مشدودة بسبب الإفراط في الضغط، فإن تركيب ملحق جديد سيؤدي ببساطة إلى تكرار الفشل في غضون فترة زمنية قصيرة.
يويو شي
تكتب يويو شي في ZeeyiElec، مع التركيز على ملحقات الجهد المتوسط ومكونات المحولات وحلول ملحقات الكابلات. تغطي مقالاتها تطبيقات المنتجات، والأساسيات التقنية، ورؤى المصادر للمشترين العالميين في مجال الصناعات الكهربائية.